Настоящее изобретение относится к способу изготовления стального листа с покрытием на цинковой основе. Изобретение, в частности, хорошо подходит при изготовлении механических транспортных средств.
Покрытия на цинковой основе в основном используют потому, что они делают возможной защиту от коррозии благодаря наличию барьерной, а также и катодной защиты. Барьерный эффект получают в результате нанесения металлического покрытия на поверхность стали. Таким образом, металлическое покрытие предотвращает возникновение контакта между сталью и коррозионно-активной атмосферой. Барьерный эффект не зависит от природы покрытия и подложки. Наоборот, жертвенная катодная защита основана на том, что цинк представляет собой металл, менее благородный по сравнению со сталью. Таким образом, в случае возникновения коррозии предпочтительно будет расходоваться цинк, а не сталь. Катодная защита является существенной в областях, в которых сталь непосредственно подвергается воздействию коррозионно-активной атмосферы, например, обрезные кромки, где окружающий цинк будет расходоваться прежде стали.
Однако, в случае проведения стадий нагревания таких стальных листов с цинковым покрытием, например, в случае упрочнения горячим прессом, сварки, в стали будут наблюдаться трещины, которые распространяются от поверхности раздела сталь/покрытие. Действительно, время от времени имеет место ухудшение механических свойств металла, таких как пластичность, из-за трещин в стальном листе с покрытием после проведения вышеупомянутой операции. Данные трещины возникают вследствие следующих далее условий: высокая температура; наличие контакта с жидким металлом, характеризующимся низкой температурой плавления (таким как цинк) в дополнение к присутствию напряжения при растяжении; гетерогенное диффундирование расплавленного металла в зерно подложки и межзеренные границы. Обозначение такого явления известно при использовании термина «жидкометаллическое охрупчивание» (ЖМО), что также называется «жидкометаллическое растрескивание» (ЖМР).
В патентной заявке JPS589965 раскрывается подвергнутый поверхностной обработке стальной лист, полученный в результате электролитического осаждения на обеих поверхностях стального листа любого одного, выбираемого из Ni, Cr, Zn, сплава Zn – Ni или сплава Sn – Ni, и нагревания в неокислительной атмосфере для формирования диффузионного слоя из электролитически осажденного металла в стали подложки и осуществления для одной поверхности полученного стального листа, подвергнутого электролитическому осаждению, технологического процесса цинкования горячим способом при погружении в расплав для формирования цинкового слоя. Указано, что масса слоя цинкового покрытия, полученного горячим способом, может быть уменьшена, что является чрезвычайно выгодным с точки зрения свариваемости и экономической эффективности.
Действительно, представленная выше патентная заявка демонстрирует улучшение свариваемости стального листа, подвергнутого поверхностной обработке, только вследствие уменьшения массы цинкового покрытия. Помимо этого, отсутствует упоминание об улучшении стойкости к ЖМО, в особенности для высокопрочных сталей, содержащих легирующие элементы, в том числе Mn, Al и Si.
Таким образом, цель настоящего изобретения заключается в предложении стального листа с покрытием, который демонстрирует высокие характеристики стойкости к ЖМО. Изобретение имеет своей целью обеспечение наличия, в частности, простого в промышленном воплощении способа для получения сборной конструкции, которая предрасположена к стойкости к ЖМО, в особенности, после проведения формовки в горячем прессе и/или сварки.
Достижения первой цели добиваются в результате осуществления способа, соответствующего пункту 1 формулы изобретения. Способ также может включать любые характеристики из пунктов от 2 до 11 формулы изобретения.
Достижения второй цели добиваются в результате создания стального листа с покрытием, соответствующего пунктам 12 или 13 формулы изобретения.
Достижения третьей цели добиваются в результате создания точечного сварного соединения, соответствующего пункту 14 формулы изобретения. Точечное сварное соединение, также может включать характеристики пунктов от 15 до 17 формулы изобретения.
В заключение, достижения четвертой цели добиваются в результате предложения применения стального листа или сборной конструкции, согласно пункту 18 формулы изобретения.
Другие характеристики и преимущества изобретения станут очевидными после ознакомления со следующим далее подробным описанием изобретения.
Обозначения «сталь» или «стальной лист» имеют в виду стальной лист, рулон, пластину, характеризующиеся композицией, позволяющей, чтобы деталь из стали достигала предела прочности при растяжении, доходящего вплоть до 2500 МПа, а более предпочтительно вплоть до 2000 МПа. Например, предел прочности при растяжении является большим или равным 500 МПа, предпочтительно большим или равным 980 МПа, в выгодном случае большим или равным 1180 МПа и даже большим или равным 1470 МПа.
Изобретение относится к способу изготовления стального листа с покрытием, включающему следующие далее последовательные стадии:
А. нанесение на стальной лист первого покрытия, состоящего из никеля и имеющего толщину в диапазоне между 600 нм и 1400 нм, при этом стальной лист характеризуется следующей далее композицией, в массовых процентах:
0,10 < C < 0,40%,
1,5 < Mn < 3,0%,
0,7 < Si < 3,0%,
0,05 < Al < 1,0%,
0,75 < (Si + Al) < 3,0%
и необязательно один или несколько элементов, таких как
Nb ≤ 0,5%,
B ≤ 0,010%,
Cr ≤ 1,0%,
Mo ≤ 0,50%,
Ni ≤ 1,0%,
Ti ≤ 0,5%,
остальное составляют железо и неизбежные примеси, полученные в результате переработки,
В. рекристаллизационный отжиг упомянутого стального листа с покрытием при температуре в диапазоне между 820 и 1200°С,
С. нанесение на стальной лист, полученный на стадии В), второго покрытия на цинковой основе, не содержащего никель.
Без желания связывать себя какой-либо теорией, полагают, что для получения стального листа, характеризующейся конкретной представленной выше композицией при наличии высокой стойкости к ЖМО, существенным является осаждение первого покрытия из никеля на стальной лист до проведения рекристаллизационного отжига. Во время проведения рекристаллизационного отжига Ni диффундирует по направлению к подложке из стального листа, что делает возможным формирование слоя сплава Fe – Ni. Действительно, слой, обогащенный по Ni, концентрируется в поверхностной и подповерхностной области стального листа и, таким образом, предотвращает проникновение жидкого цинка в сталь во время проведения каких-либо стадий нагревания, таких как сварка. Таким образом, в результате использования представленного выше способа, соответствующего настоящему изобретению, возможным является получение барьерного или буферного слоя, который предотвращает ЖМО.
Если первое покрытие, состоящее из никеля, имеет толщину менее чем 600 нм, то возникает возможность значительного уменьшения характеристик стойкости к ЖМО у конкретного представленного выше стального листа с покрытием. Действительно, как это представляется, отсутствует достаточное количество Ni в поверхностной и подповерхностной зоне стального листа, что предотвращает получение достаточного барьера по отношению к ЖМО.
Для представленной выше композиции стали в случае первого покрытия, состоящего из никеля и имеющего толщину, составляющую более чем 1400 нм, после проведения рекристаллизационного отжига количество железа в слое сплава Fe – Ni, который формируется в подповерхностной и поверхностной области, будет очень маленьким и недостаточным для ингибирования во время осуществления последующего технологического процесса цинкования при погружении в расплав. Вследствие присутствия большего количества Ni значительное количество Ni диффундирует в стальную подложку во время проведения рекристаллизационного отжига, а, с другой стороны, вследствие отсутствия ингибирующего слоя, Ni также диффундирует и в цинковое покрытие, полученное горячим способом. Вследствие присутствия большего количества Ni в покрытии характеристики стойкости к ЖМО уменьшаются. Помимо этого, вследствие отсутствия ингибирующего слоя совместно с присутствием большего количества Ni в покрытии качество цинкового покрытия, полученного горячим способом, является неудовлетворительным.
Первое покрытие состоит из никеля, то есть, количество Ni составляет > 99 мас.%, а < 1% представляет собой неизбежные примеси.
Первое покрытие может быть осаждено при использовании любого способа осаждения, известного для специалистов в соответствующей области техники. Оно может быть осаждено при использовании способа вакуумного осаждения или электролитического осаждения или нанесения покрытия при использовании валика. Предпочтительно его осаждают при использовании способа электролитического осаждения.
Предпочтительно на стадии А) первое покрытие имеет толщину в диапазоне между 600 и 950 нм. Предпочтительно на стадии А) первое покрытие имеет толщину в диапазоне между 600 и 750 нм или между 750 и 950 нм.
Предпочтительно на стадии В) рекристаллизационный отжиг является непрерывным отжигом, который включает непрерывную стадию предварительного нагревания, нагревания, томления и охлаждения.
В выгодном случае рекристаллизационный отжиг проводят в атмосфере, содержащей от 1 до 30% Н2, при температуре точки росы в диапазоне между – 60 и + 30°С или при температуре точки росы, составляющей менее, чем 60°С. Например, атмосфера содержит от 1 до 10% Н2 при температуре точки росы в диапазоне между – 60°C и – 30°С. В еще одном варианте осуществления рекристаллизационный отжиг проводят в присутствии от 1 до 30% Н2 при температуре точки росы в диапазоне между – 30 и + 30°С. Предпочтительно рекристаллизационный отжиг проводят в присутствии от 1 до 30% Н2 при температуре точки росы в диапазоне между – 10 и + 10°С. Без желания связывать себя какой-либо теорией, полагают, что данная температура точки росы дополнительно улучшает пригодность стального листа, соответствующей настоящему изобретению, к нанесению покрытия при отсутствии значительного уменьшения каких-либо механических свойств.
В выгодном случае на стадии С) второй слой содержит более, чем 50%, более предпочтительно более, чем 75%, цинка, а в выгодном случае более, чем 90% цинка. Второй слой может быть осажден при использовании любого способа осаждения, известного для специалистов в соответствующей области техники. Это может быть осуществлено в результате нанесения покрытия при погружении в расплав, в результате вакуумного осаждения или в результате электрогальванизирования.
Например, покрытие на цинковой основе содержит от 0,01 до 8,0% Al, необязательно 0,2 – 8,0% Mg, остальное представляет собой Zn.
Предпочтительно покрытие на цинковой основе осаждают в результате цинкования при погружении в расплав. В данном варианте осуществления ванна расплава также может содержать неизбежные примеси и остаточные элементы от подающихся слитков или от прохождения стального листа через ванну расплава. Например, необязательно, примеси выбирают из числа Sr, Sb, Pb, Ti, Ca, Mn, Sn, La, Ce, Cr, Zr или Bi, при этом уровень массового содержания каждого дополнительного элемента меньше 0,3 мас.%. Остаточные элементы от подающихся слитков или от прохождения стального листа через ванну расплава могут представлять собой железо с содержанием, доходящем вплоть до 5,0%, предпочтительно 3,0 мас.%.
В одном предпочтительном варианте осуществления второй слой состоит из цинка. В случае осаждения покрытия в результате осуществления технологического процесса цинкования при погружении в расплав, уровень процентного содержания Al в ванне будет заключен в пределах диапазона между 0,15 и 0,40 мас.%. Помимо этого, железо, присутствующее в первом покрытии после проведения рекристаллизационного отжига, вступает в реакцию с алюминием и формирует ингибирующий слой. Таким образом, это обеспечивает получение характеристик реакционного смачивания во время проведения цинкования при погружении в расплав.
При использовании способа, соответствующего настоящему изобретению, получают стальной лист с покрытием, включающим диффузионный слой сплава, содержащий железо и никель и сформированный в результате диффундирования никеля в сталь, при этом такой слой непосредственно покрывают верхним слоем на цинковой основе. Полагают, что диффузионный слой сплава исполняет функцию, подобную функции барьерного слоя по отношению к ЖМО.
Предпочтительно стальной лист обладает микроструктурой, включающей от 1 до 50% остаточного аустенита, от 1 до 60% мартенсита и необязательно по меньшей мере один элемент, выбираемый из: бейнита, феррита, цементита и перлита. В данном случае мартенсит может быть отпущенным или неотпущенным.
В одном предпочтительном варианте осуществления стальной лист обладает микроструктурой, включающей от 5 до 45% остаточного аустенита.
Предпочтительно стальной лист обладает микроструктурой, включающей от 1 до 60%, а более предпочтительно от 10 до 60%, отпущенного мартенсита.
В выгодном случае стальной лист обладает микроструктурой, включающей от 10 до 40% бейнита, при этом такой бейнит включает от 10 до 20% нижнего бейнита, от 0 до 15% верхнего бейнита и от 0 до 5% бескарбидного бейнита.
Предпочтительно стальной лист обладает микроструктурой, включающей от 1 до 25% феррита.
Предпочтительно стальной лист обладает микроструктурой, включающей от 1 до 15% неотпущенного мартенсита.
В выгодном случае стальной лист включает обезуглероженный слой, имеющий глубину, составляющую максимум 40 мкм, предпочтительно максимум 30 мкм, а более предпочтительно максимум 20 мкм, на любой стороне подповерхностной области. Обезуглероживание определяют в соответствии с нормативом ISO 3887:2017. Без желания связывать себя какой-либо теорией, полагают, что обезуглероженный слой, кроме того, улучшает стойкость к ЖМО без значительного уменьшения механических свойств стального листа.
Предпочтительно в стальном листе присутствует слой внутренних оксидов, имеющий толщину меньше или равную 5 мкм. Без желания связывать себя какой-либо теорией, полагают, что данный слой приводит к получению хорошей пригодности к нанесению цинкового покрытия, поскольку формируется непрерывный ингибирующий слой Fe2Al5, который обеспечивает хорошее реакционное смачивание.
После изготовления стального листа в целях производства некоторых деталей транспортного средства, как это известно, проводят сборку с использованием сварки двух и более металлических листов. Таким образом, во время проведения сварки по меньшей мере двух металлических листов, получают точечное сварное соединение, при этом упомянутое место точечной сварки представляет собой соединительный элемент по меньшей мере между двумя металлическими листами.
Для производства точечного сварного соединения соответствующего изобретению, сварку проводят при использовании эффективной силы сварочного тока в диапазоне между 3 кА и 15 кА, а усилие, приложенное к электродам, находится в диапазоне между 150 и 850 дан, при этом диаметр активной лицевой поверхности упомянутого электрода находится в диапазоне между 4 и 10 мм.
Таким образом, получают точечное сварное соединение по меньшей мере двух металлических листов, включающее по меньшей мере один стальной лист, содержащий стальной лист с покрытием по настоящему изобретению. При этом вышеуказанное точечное сварное соединение содержит менее 2-х трещин, имеющих размер более чем 100 мкм, и где наибольшая трещина имеет длину, составляющую менее чем 450 мкм.
Предпочтительно второй металлический лист представляет собой стальной лист или алюминиевый лист. Более предпочтительно второй металлический лист представляет собой стальной лист, соответствующий настоящему изобретению.
В еще одном варианте осуществления точечное сварное соединение включает третий металлический лист, представляющий собой стальной лист или алюминиевый лист. Например, третий металлический лист представляет собой стальной лист, соответствующий настоящему изобретению.
Стальной лист или точечное сварное соединение, соответствующие настоящему изобретению, могут быть использованы при изготовлении деталей для механического транспортного средства.
Теперь изобретение только в порядке предоставления информации будет разъяснено с использованием образцов. Эти образцы не являются ограничивающими.
Примеры
Пример 1. Оптимизирование толщины покрытия из Ni по отношению к характеристикам стойкости к ЖМО
Для всех образцов использованные стальные листы характеризуются следующей далее композицией, в массовых процентах: С = 0,37%, Mn = 1,9%, Si = 1,9%, Cr = 0,35%, Al = 0,05% и Мо = 0,1%.
В случае образца 1 сталь подвергали отжигу в атмосфере, содержащей 5% Н2 и 95% N2, при температуре точки росы – 45°С. Отжиг проводили при 900°С на протяжении 132 секунд. После этого сталь подвергали закалке при 210°С со следующим далее перераспределением при 410°С на протяжении 88 секунд. В заключение, стальной лист охлаждали до комнатной температуры. На отожженный стальной лист наносили цинковое покрытие способом электрогальванизирования.
В случае образцов от 2 до 6 сначала до проведения отжига способом электролитического осаждения проводили осаждение Ni толщиной 150, 400, 650, 900 нм и 1600 нм соответственно на стальных листах максимальной твердости. После этого стальные листы с нанесенным предварительным покрытием подвергали отжигу в атмосфере, содержащей 5% Н2 и 95% N2, при температуре точки росы – 45°С. Отжиг проводили при 900°С на протяжении 132 секунд. В конце отжига стальные листы охлаждали до температуры закалки 210°С и еще раз нагревали при температуре перераспределения 410°С. Перераспределение осуществляли на протяжении 88 секунд, а после этого еще раз проводили нагревание вплоть до температуры горячего цинкования 460°С и нанесение цинкового покрытия при погружении в расплав, используя ванну жидкого цинка, содержащую 0,20 мас.% Al и выдерживаемую при 460°С. Цель представленных выше испытаний заключается в определении оптимальной толщины покрытия из Ni, которая обеспечивает получение превосходных характеристик стойкости к ЖМО. Оценивали предрасположенность к ЖМО для представленной выше стали с покрытием при использовании способа контактной точечной сварки сопротивлением. С данной целью для каждого образца три стальных листа с покрытиями сваривали друг с другом при использовании контактной точечной сварки сопротивлением. Тип электрода представлял собой продукт ISO Type B при диаметре лицевой поверхности 6 мм; усилие для электрода составляло 5 кн, а расход воды составлял 1,5 г/мин. Сварочный цикл представлен в таблице 1.
Таблица 1. Технологический режим сварки для определения оптимальной толщины покрытия из Ni
Характеристики стойкости к растрескиванию при ЖМО оценивали при использовании укладки в стопку 3 слоев. После этого оценивали количество трещин, имеющих длину трещины более чем 100 мкм, при использовании оптического микроскопа, что представлено в таблице 2.
Таблица 2. Растрескивание при ЖМО после контактной точечной сварки (укладка в стопку 3 слоев) для образцов с 1 до 6

* - в соответствии с настоящим изобретением.
Образцы 4 и 5, соответствующие настоящему изобретению, демонстрируют превосходную стойкость к ЖМО в сопоставлении с образцами 1, 2, 3 и 6. Действительно, количество трещин, больших 100 мкм, меньше или равно 2, а наиболее длинная трещина имеет длину менее чем 450 мкм. Это в результате приводит к уменьшению величины подводимого тепла во время проведения контактной точечной сварки и, таким образом, стимулирует значительное уменьшение количества трещин, образующихся вследствие ЖМО.
Для образцов 1, 4 и 5 характеристики стойкости к растрескиванию при ЖМО также оценивали при укладке в стопку 2 слоев. В данном случае два стальных листа с покрытиями сваривали друг с другом при использовании контактной точечной сварки сопротивлением. После этого оценивали количество трещин больших, чем 100 мкм, при использовании оптического микроскопа, что представлено в таблице 3.
Таблица 3. Растрескивание при ЖМО после контактной точечной сварки (укладка в стопку 2 слоев) для образцов 1, 4 и 5

* - в соответствии с настоящим изобретением.
Образцы 4 и 5, соответствующие настоящему изобретению, демонстрируют превосходную стойкость к ЖМО в сопоставлении с образцом 1. Действительно, количество трещин больших, чем 100 мкм, составляет 1, а наиболее длинная трещина имеет длину в 300 мкм. Это в результате приводит к уменьшению величины подводимого тепла во время проведения контактной точечной сварки и, таким образом, стимулирует значительное уменьшение количества трещин, образующихся вследствие ЖМО.
Исходя из представленного выше исследования, превосходные характеристики стойкости к ЖМО наблюдали при выдерживании толщины покрытия из Ni в диапазоне между 600 и 1400 нм. В целях дополнительного улучшения стойкости к ЖМО подповерхностную область стального листа модифицировали путем формирования обезуглероженного слоя. Пример 2 представляет объединенное воздействие обезуглероженного слоя совместно с покрытием из Ni, имеющим конкретную толщину.
Пример 2. Воздействие обезуглероживания подповерхностного пространства стали совместно с покрытием из Ni на характеристики стойкости к ЖМО
В целях предотвращения какого-либо обезуглероживания в случае образца 7 сталь подвергали отжигу в атмосфере, содержащей 5% Н2 и 95% N2, при температуре точки росы – 80°С. Отжиг проводили при 900°С на протяжении 132 секунд. После этого сталь подвергали закалке при 210°С со следующим далее перераспределением при 410°С на протяжении 88 секунд. В заключение, стальной лист охлаждали до комнатной температуры. На отожженный стальной лист наносили цинковое покрытие способом электрогальванизирования.
В случае образцов 8 и 9 сначала до проведения отжига проводили осаждение Ni при использовании способа электролитического осаждения, получая толщину 900 нм, на стальных листах максимальной твердости. После этого стальные листы с предварительным покрытием подвергали отжигу в атмосфере, содержащей 5% Н2 и 95% N2, при температуре точки росы – 80°С, для образца 8 при отсутствии какого-либо обезуглероженного слоя в подповерхностной области стали. Для образца 9 температуру точки росы при отжиге выдерживали на уровне – 10°С при 5% Н2 и 95% N2. Для образцов 8 и 9 отжиг проводили при 900°С на протяжении 132 секунд. В конце отжига стальные листы охлаждали до температуры закалки 210°С и еще раз нагревали при температуре перераспределения 410°С. Перераспределение осуществляли на протяжении 88 секунд. В заключение, стальной лист охлаждали до комнатной температуры. На отожженный стальной лист наносили цинковое покрытие способом электрогальванизирования.
В таблице 4 сопоставлена толщина обезуглероженного слоя для проведения отжига стали при различных температурах точки росы при наличии и в отсутствие покрытия из Ni. В результате контролируемого выдерживания температуры точки росы при отжиге толщину обезуглероженного слоя ограничивали без ухудшения механических свойств стали.
Таблица 4. Толщина обезуглероженного слоя в подповерхностной области стального листа после проведения отжига при различных температурах точки росы
* - в соответствии с настоящим изобретением.
Оценивали предрасположенность к ЖМО для представленных выше сталей с покрытиями (образцы 7, 8 и 9) при использовании способа контактной точечной сварки сопротивлением. С данной целью для каждого испытания три стальных листа с покрытиями сваривали друг с другом при использовании контактной точечной сварки сопротивлением. Тип электрода представлял собой продукт ISO Type B при диаметре лицевой поверхности 6 мм; усилие для электрода составляло 5 кн, а расход воды составлял 1,5 г/мин. Сварочный цикл представлен в таблице 5.
Таблица 5. Технологический режим сварки для определения объединенного действия покрытия из Ni и обезуглероженного слоя
Характеристики стойкости к растрескиванию ЖМО оценивали при использовании укладки в стопку 2 слоев для образцов 7, 8 и 9. В данном испытании два стальных листа с покрытиями сваривали друг с другом при использовании контактной точечной сварки сопротивлением. После этого оценивали количество трещин больших чем 100 мкм, при использовании оптического микроскопа, что показано в таблице 6.
Таблица 6. Растрескивание при ЖМО после контактной точечной сварки (укладка в стопку 2 слоев) для образцов 7, 8 и 9
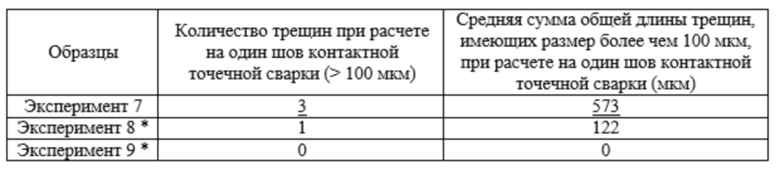
* - в соответствии с настоящим изобретением.
Образцы 4 и 5, соответствующие настоящему изобретению, демонстрируют превосходную стойкость к ЖМО в сопоставлении с образцом 7. Помимо этого в случае образца 9 для стального листа наблюдали превосходные характеристики стойкости к ЖМО вследствие объединенного действия обезуглероженного слоя совместно со слоем Ni, имеющим конкретную толщину.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ГАЛЬВАНИЗИРОВАННОЙ И ОТОЖЖЕННОЙ ЛИСТОВОЙ СТАЛИ, СТОЙКОЙ К ЖИДКОМЕТАЛЛИЧЕСКОМУ ОХРУПЧИВАНИЮ | 2018 |
|
RU2729236C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ГАЛЬВАНИЗИРОВАННОЙ И ОТОЖЖЕННОЙ ЛИСТОВОЙ СТАЛИ | 2018 |
|
RU2738130C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЛИСТОВОЙ СТАЛИ С ПОКРЫТИЕМ | 2018 |
|
RU2742644C1 |
| СПОСОБ ПОЛУЧЕНИЯ СТАЛЬНОГО ЛИСТА С ПОКРЫТИЕМ, ОЦИНКОВАННЫЙ СТАЛЬНОЙ ЛИСТ (ВАРИАНТЫ) И ПРИМЕНЕНИЕ ОЦИНКОВАННОГО СТАЛЬНОГО ЛИСТА | 2021 |
|
RU2807620C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЛИСТОВОЙ СТАЛИ С ПОКРЫТИЕМ | 2018 |
|
RU2759389C2 |
| ЛИСТОВАЯ СТАЛЬ С НАНЕСЕННЫМ ПОГРУЖЕНИЕМ В РАСПЛАВ ПОКРЫТИЕМ | 2018 |
|
RU2737371C1 |
| ОЦИНКОВАННАЯ И ОТОЖЖЕННАЯ ЛИСТОВАЯ СТАЛЬ | 2018 |
|
RU2739097C1 |
| ОЦИНКОВАННЫЙ СТАЛЬНОЙ ЛИСТ С ВЫСОКОЙ СВАРИВАЕМОСТЬЮ ПРИ КОНТАКТНОЙ ТОЧЕЧНОЙ СВАРКЕ | 2018 |
|
RU2732714C1 |
| СТАЛЬНАЯ ПОДЛОЖКА С ПОКРЫТИЕМ, НАНЕСЕННЫМ В РЕЗУЛЬТАТЕ ПОГРУЖЕНИЯ В РАСПЛАВ | 2018 |
|
RU2747812C1 |
| ОЦИНКОВАННЫЙ СТАЛЬНОЙ ЛИСТ ДЛЯ ГОРЯЧЕЙ ШТАМПОВКИ И СПОСОБ ЕГО ПОЛУЧЕНИЯ | 2019 |
|
RU2755721C1 |
Изобретение относится к металлургии, а именно к способу изготовления стального листа покрытием на цинковой основе и может быть использовано при изготовлении механических транспортных средств. Способ изготовления стального листа с покрытием включает следующие стадии: нанесение на стальной лист первого покрытия, состоящего из никеля и имеющего толщину в диапазоне между 600 нм и 950 нм, рекристаллизационный отжиг упомянутого стального листа с покрытием при температуре в диапазоне между 820 и 1200°С, нанесение на стальной лист, полученный на предыдущей стадии, второго покрытия на цинковой основе, не содержащего никель. При этом стальной лист содержит, мас.%: 0,10<C<0,40, 1,5<Mn<3,0, 0,7<Si<3,0, 0,05<Al<1,0, 0,75<(Si+Al)<3,0 и необязательно один или несколько элементов: N≤0,5, B≤0,010, Cr≤1,0, Mo≤0,50, Ni≤1,0, Ti≤0,5, остальное - железо и неизбежные примеси. Повышается стойкость к жидкометаллическому охрупчиванию. 6 н. и 13 з.п. ф-лы, 6 табл., 2 пр.
1. Способ изготовления стального листа с покрытием, включающий следующие далее последовательные стадии:
А) нанесение на стальной лист первого покрытия, состоящего из никеля и имеющего толщину в диапазоне между 600 нм и 950 нм, при этом стальной лист содержит, мас.%:
0,10 < C < 0,40,
1,5 < Mn < 3,0,
0,7 < Si < 3,0,
0,05 < Al < 1,0,
0,75 < (Si + Al) < 3,0
и необязательно один или несколько элементов, таких как
N≤0,5,
B≤0,010,
Cr≤1,0,
Mo≤0,50,
Ni≤1,0,
Ti≤0,5,
остальное - железо и неизбежные примеси,
В) рекристаллизационный отжиг упомянутого стального листа с покрытием при температуре в диапазоне между 820 и 1200°С,
С) нанесение на стальной лист, полученный на стадии В), второго покрытия на цинковой основе, не содержащего никель.
2. Способ по п. 1, отличающийся тем, что на стадии А) первое покрытие имеет толщину в диапазоне между 600 и 750 нм или между 750 и 950 нм.
3. Способ по п. 1 или 2, отличающийся тем, что на стадии В) рекристаллизационный отжиг осуществляют непрерывно.
4. Способ по любому из пп. 1-3, отличающийся тем, что на стадии В) рекристаллизационный отжиг проводят в атмосфере, содержащей от 1 до 10% Н2, при температуре точки росы в диапазоне между -60 и -30°C или при температуре точки росы, составляющей менее чем 60°C.
5. Способ по любому из пп. 1-4, отличающийся тем, что на стадии В) рекристаллизационный отжиг проводят в атмосфере, содержащей от 1 до 10% Н2, при температуре точки росы в диапазоне между -30 и +30°C.
6. Способ по п. 5, отличающийся тем, что на стадии В) рекристаллизационный отжиг проводят в атмосфере, содержащей от 1 до 10% Н2, при температуре точки росы в диапазоне между -10 и +10°C.
7. Способ по любому из пп. 1-6, отличающийся тем, что на стадии С) второе покрытие содержит более чем 50 мас.% цинка.
8. Способ по п. 7, отличающийся тем, что на стадии С) второе покрытие содержит более чем 75 мас.% цинка.
9. Способ по п. 8, отличающийся тем, что на стадии С) второе покрытие содержит более чем 90 мас.% цинка.
10. Способ по п. 9, отличающийся тем, что на стадии С) второе покрытие состоит из цинка.
11. Стальной лист с покрытием, характеризующийся тем, что он изготовлен способом по любому из пп. 1-10 и имеет диффузионное покрытие, содержащее никель и железо и сформированное в результате диффундирования никеля в сталь, при этом непосредственно на диффузионное покрытие нанесено верхнее покрытие на цинковой основе, не содержащее никель.
12. Лист по п. 11, отличающийся тем, что он имеет обезуглероженный слой, имеющий глубину, составляющую максимум 40 мкм от поверхности стального листа.
13. Стальной лист с покрытием, характеризующийся тем, что он изготовлен способом по любому из пп. 1-10.
14. Сварное соединение, полученное контактной точечной сваркой по меньшей мере двух металлических листов, включающее по меньшей мере первый стальной лист с покрытием по п. 11 или 12 или по меньшей мере первый стальной лист с покрытием по п.13, при этом упомянутое соединение имеет две и менее трещины с размером более чем 100 мкм, причем наиболее длинная трещина имеет длину менее чем 450 мкм.
15. Соединение по п. 14, отличающееся тем, что второй металлический лист представляет собой стальной лист или алюминиевый лист.
16. Соединение по п. 14, отличающееся тем, что второй металлический лист представляет собой стальной лист с покрытием по п. 11 или 12 или стальной лист с покрытием по п. 13.
17. Соединение по любому из пп. 14-16, включающее третий металлический лист, представляющий собой стальной лист или алюминиевый лист.
18. Применение стального листа с покрытием по любому из пп. 11-13 в качестве материала для изготовления деталей механического транспортного средства.
19. Применение сварного соединения по любому из пп. 14-17 для изготовления деталей механического транспортного средства.
| JP 2008144264 A, 26.06.2008 | |||
| US 20140349133 A1, 27.11.2014 | |||
| ЦИКЛОННЫЙ СЕПАРАТОР, СОДЕРЖАЩИЙ ВЫХОДНОЙ КЛАПАН, ПРОХОДЯЩИЙ МЕЖДУ ДВУМЯ СМЕЖНЫМИ ЦИКЛОННЫМИ ЭЛЕМЕНТАМИ | 2012 |
|
RU2561331C2 |
| ВЫСОКОПРОЧНЫЙ ГОРЯЧЕОЦИНКОВАННЫЙ ПОГРУЖЕНИЕМ СТАЛЬНОЙ ЛИСТ И ВЫСОКОПРОЧНЫЙ ОТОЖЖЕННЫЙ ПОСЛЕ ЦИНКОВАНИЯ СТАЛЬНОЙ ЛИСТ С ПРЕВОСХОДНЫМИ ФОРМУЕМОСТЬЮ И СПОСОБНОСТЬЮ К НАНЕСЕНИЮ ГАЛЬВАНОПОКРЫТИЯ И СПОСОБЫ ИЗГОТОВЛЕНИЯ И УСТРОЙСТВА ДЛЯ ИЗГОТОВЛЕНИЯ ТАКИХ ЛИСТОВ | 2006 |
|
RU2418094C2 |
| ОЦИНКОВАННЫЙ СТАЛЬНОЙ ЛИСТ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2014 |
|
RU2620842C1 |

