Изобретение относится к способу изготовления холоднокатаной или горячекатаной стальной полосы с металлическим покрытием, при этом стальная полоса содержит железо в качестве основного компонента и, помимо углерода, Mn от 4.1 до 8.0 мас.% и, в качестве опции, один или несколько легирующих элементов: Al, Si, Cr, B, Ti, V, Nb и/или Mo, причем поверхность стальной полосы без покрытия очищают, на очищенную поверхность наносят слой чистого железа со средним содержанием железа более 96 мас.%, на слой чистого железа наносят кислородсодержащий слой на основе железа, который содержит более 5 мас.% кислорода, затем стальную полосу вместе с кислородсодержащим слоем на основе железа подвергают обработке отжигом и восстановительной обработке в ходе обработки отжигом в атмосфере восстановительной печи, и на обработанную таким образом и отожженную стальную полосу затем наносят металлическое покрытие методом горячего погружения. Кроме того, изобретение относится к стальной полосе с металлическим покрытием, нанесенным методом горячего погружения, и к использованию такой стальной полосы.
Среди прочего, известны следующие покрытия или легирующие покрытия, наносимые методом горячего погружения: алюминий-кремний (AS/AlSi), цинк (Z), цинк-алюминий (ZA), цинк-железо (ZF/оцинковка), цинк-магний-алюминий (ZM/ZAM) и алюминий-цинк (AZ). Такие антикоррозионные покрытия обычно наносят на стальную полосу (горячую полосу или холодную полосу) при непрерывных сквозных процессах в ванне плавления.
Опубликованный документ WO 2013/007578 А2 раскрывает, что высокопрочные стали с более высоким содержанием следующих элементов в мас.%: до 35.0% Mn, до 10.0% Al, до 10.0% Si, до 5.0% Cr образуют, в процессе отжига стальной полосы до процедуры нанесения покрытия методом горячего погружения, селективно пассивные, не смачиваемые оксиды на поверхности стали, в результате чего ухудшается адгезия покрытия на поверхности стальной полосы, и это может одновременно привести к образованию не оцинкованных участков. Такие оксиды образуются из-за преобладающей атмосферы отжига, которая неизбежно содержит незначительные следы H2O или O2 и является окислительной для указанных элементов.
В указанном документе, среди прочего, раскрыт способ, при котором, в процессе отжига в окислительных условиях, на первом этапе происходит предварительное окисление стальной полосы, посредством которого получают слой FeO, обеспечивающий желаемое покрытие, которое предотвращает селективное внешнее окисление легирующих элементов. На втором этапе, этот слой затем восстанавливается до металлического железа.
Патентный документ DE 10 2013 105 378 B3 раскрывает способ изготовления плоского стального продукта, с содержанием, помимо железа и неизбежных примесей, следующих элементов в мас.%: до 35 Mn, до 10 Al, до 10 Si и до 5 Cr. После нагрева в печи предварительного нагрева, где плоский стальной продукт подвергают воздействию окислительной атмосферы, и рекристаллизационного отжига в печи для отжига, где преобладает действующая восстановительным образом по отношению к FeO атмосфера отжига, на плоский стальной продукт наносят покрытие методом горячего погружения в ванну с расплавом.
Опубликованный документ DE 10 2010 037 254 А1 раскрывает способ нанесения покрытия на плоский стальной продукт методом горячего погружения, при котором плоский стальной продукт изготавливают из нержавеющей стали, с содержанием, помимо железа и неизбежных примесей, следующих элементов в мас.%: от 5 до 30 Cr, < 6 Mn, < 2 Si и < 0.2 Al. Плоский стальной продукт сначала нагревают в окислительной атмосфере предварительного окисления, затем выдерживают в восстановительной атмосфере выдержки, после чего пропускают через ванну плавления.
Опубликованный документ EP 2 798 094 A0 раскрывает стальной лист, оцинкованный горячим погружением, для автомобильной промышленности и способ его изготовления из стальной основы, содержащей 0.3 мас.% или менее C и до 6.0 мас.% Mn, при котором на стальную основу наносят слой чистого железа и в окислительных условиях этот слой нагревают, восстанавливают и затем оцинковывают горячим погружением.
Патент US 5447802 описывает стальную полосу со специально обработанной поверхностью и уменьшенными дефектами покрытия и способ ее изготовления, при котором содержание Mn в основной стали не превышает 4.0 мас.%. На поверхность стальной полосы наносят оксидсодержащий слой железа, в результате чего при переходе от поверхности стальной полосы к оксидсодержащему слою железа, образуется концентрированный слой легирующих элементов с интенсивностью, при которой эти элементы не проникают дальше в оксидсодержащий слой железа.
Каждый из опубликованных документов US 2016 010 23 79 A1 и US 2013 030 49 82 A1 раскрывает способ изготовления стальной полосы с покрытием, которая содержит в мас.%: от 0.5 до 2 Si, от 1 до 3 Mn, от 0.01 до 0.8 Cr и от 0.01 до 0.1 Al. После окислительной обработки стальной полосы в окислительной атмосфере, стальную полосу подвергают восстановительному отжигу с последующим нанесением покрытия методом горячего погружения.
Из патентного документа DE 693 12 003 Т2 также известен способ изготовления стального листа с покрытием с уменьшенными дефектами поверхности, при котором покрытие из цинка или цинкового сплава наносят по меньшей мере на одну поверхность стальной полосы. Кроме того, непосредственно под покрытием из цинка или цинкового сплава предусмотрен слой Fe, а непосредственно под слоем Fe предусмотрен слой, в котором сконцентрированы кислород-аффинные элементы стали. Полоса из низкоуглеродистой или очень низкоуглеродистой стали, на которую наносится Fe-покрытие, содержит по меньшей мере один компонент из группы: Si, Mn, P, Ti, Nb, Al, Ni, Cu, Mo, V, Cr и B в количестве не менее 0.1 мас.% для Si, Ti, Ni, Cu, Mo, Cr и V и не менее 0.5 мас.% для Mn, не менее 0.05 мас.% для P, Al и Nb и не менее 0.001 мас.% для B. Слой Fe имеет массу нанесения от 0.1 до 10 г/м², содержание кислорода от 0.1 до 10 мас.% и содержание углерода от 0.01 мас.% до менее 10 мас.%. В данном случае, цель заключается в том, чтобы на граничной поверхности между кислородсодержащим слоем Fe и стальной полосой во время отжига перед нанесением покрытия горячим погружением образовывался слой, в котором сконцентрированы кислород-аффинные элементы, содержащиеся в стали. Таким образом, должна быть предотвращена дальнейшая диффузия кислород-аффинных элементов, содержащихся в стали, в направлении поверхности пластины Fe и достигнута хорошая способность к цинкованию.
Кроме того, из опубликованного документа US 2018/0 119 263 A1 известен способ изготовления холоднокатаной стальной полосы с содержанием Mn от 1 до 6 мас.%, содержанием C менее 0.3 мас.% и с металлическим покрытием. В этом случае, стальную полосу гальванически покрывают слоем чистого железа, затем слой железа окисляется с образованием слоя оксида железа, а затем восстанавливается при температуре 750°C - 900°C в атмосфере с содержанием от 1 до 20 об.% водорода. Затем наносят цинковое покрытие методом горячего погружения.
В опубликованном документе US 2004/0 121 162 A1 описана холоднокатаная или горячекатаная стальная полоса с содержанием до 0.5 мас.% C и до 15 мас.% Mn, и снабженная покрытием. Покрытие содержит, начиная со стальной полосы, железное покрытие и металлическое цинковое покрытие.
Кроме того, опубликованный документ CN 109 477 191 A раскрывает холоднокатаную или горячекатаную стальную полосу, снабженную покрытием. Стальная полоса содержит от 0.08 до 0.3 мас.% C, от 3.1 до 8.0 мас.% Mn, от 0.01 до 2.0 мас.% Si, от 0.001 до 0.5 мас.% Al. Покрытие состоит из слоя на основе элементарного железа и металлического покрытия, нанесенного на него методом горячего погружения. Металлическое покрытие изготовлено из цинка, цинк-железа, цинк-алюминия или цинк-алюминий-магния.
В опубликованном документе EP 2 918 696 A1 описана еще одна стальная полоса с содержанием от 0.05 до 0.50 мас.% C, от 0.5 до 5.0 мас.% Mn, от 0.2 до 3.0 мас.% Si и от 0.001 до 1.0 мас.% Al, которая покрыта методом горячего погружения сплавом Zn-Fe. Стальная полоса имеет на своей граничной поверхности, по отношению к покрытию Zn-Fe, слой, содержащий по меньшей мере 50 об.% феррита и по меньшей мере 90% неокисленного железа.
Кроме того, в опубликованном документе WO 2015/001 367 A1 раскрыта стальная полоса с содержанием Mn от 3.5 до 10.0 мас.% и содержанием C от 0.1 до 0.5 мас.%, на которой расположен нижний слой чистого феррита с толщиной слоя от 10 до 50 мкм, дополнительный нижний слой из железа и оксидов с толщиной слоя от 1 до 8 мкм и поверхностный слой из чистого железа с толщиной слоя от 50 до 300 нм. На поверхностный слой наносят покрытие из Al, Zn или их сплавов методом горячего погружения.
Однако, оказалось, что при содержании в стали Mn от более 4 до 8.0 мас.%, для улучшения смачиваемости стальной поверхности, во всех ранее известных решениях не достигается удовлетворительной воспроизводимой адгезии покрытия.
Причиной этого является образование твердого запаса оксидов легирующих элементов на нижней стороне слоя оксида железа (который затем восстанавливается после процесса восстановительного отжига) или кислородсодержащего слоя железа. Этот оксидный запас, состоящий из оксидов легирующих элементов, является слабым местом в системе применительно к адгезии. Это означает, что на граничной поверхности восстановленного слоя оксида железа или кислородсодержащего слоя железа по отношению к стальной подложке часто можно наблюдать нарушение адгезии, например, в процессе деформации.
Ввиду этого, целью данного изобретения является предоставление способа формирования металлического покрытия на холоднокатаной или горячекатаной стальной полосе, которое содержит железо в качестве основного компонента и, помимо углерода, Mn от 4.1 до 8.0 мас.% и, в качестве опции, другие кислород-аффинные элементы, такие как, например, Al, Si, Cr, B, что обеспечивает однородные и воспроизводимые условия для адгезии покрытия на поверхности стальной полосы независимо от фактического состава сплава стальной полосы.
Идея изобретения включает в себя способ формирования металлического покрытия на холоднокатаной или горячекатаной стальной полосе, включающий обеспечение холоднокатаной или горячекатаной стальной полосы, содержащей железо в качестве основного компонента и, помимо углерода, Mn от 4,1 до 8,0 мас.%, неизбежные примеси и, при необходимости, по меньшей мере один легирующий элемент: Al, Si, Cr, B, Ti, V, Nb, Mo, P и S, очищение поверхности холоднокатаной или горячекатаной стальной полосы, нанесение на очищенную поверхность слоя чистого железа со средним содержанием железа более 96 мас.%, нанесение на слой чистого железа кислородсодержащего слоя на основе железа, содержащего от более 5 до 40 мас.% кислорода, подвергание холоднокатаной или горячекатаной стальной полосы с нанесенным кислородсодержащим слоем на основе железа обработке отжигом и восстановительной обработке в ходе обработки отжигом в восстановительной атмосфере печи и нанесение на обработанную и отожженную стальную полосу металлического покрытия методом горячего погружения.
Кроме того, идея изобретения включает в себя холоднокатаную или горячекатаную стальную полосу со сформированным на ней металлическим покрытием, причем стальная полоса содержит железо в качестве основного компонента и, помимо углерода, Mn от 4,1 до 8,0 мас.%, неизбежные примеси и, при необходимости, по меньшей мере один легирующий элемент: Al, Si, Cr, B, Ti, V, Nb, Mo, P и S, а металлическое покрытие сформировано методом горячего погружения, отличающаяся тем, что в переходной области между металлическим покрытием и поверхностью стальной полосы сформирована ферритная граничная зона с более чем 60 об.% феррита, причем эта ферритная граничная зона имеет толщину от 0,15 до 1,1 мкм и, если смотреть с поверхности стальной полосы, состоит из слоя чистого железа со средним содержанием железа более 96 мас.% и кислородсодержащего слоя на основе железа с содержанием кислорода от более 5 до 40 мас.%.
Идея изобретения также включает в себя применение холоднокатаной или горячекатаной стальной полосы со сформированным на ней металлическим покрытием для производства деталей автомобилей и применение способа формирования металлического покрытия на холоднокатаной или горячекатаной стальной полосе для производства деталей автомобилей.
Суть изобретения заключается в сочетании покрытия из чистого железа, нанесенного на поверхность стальной полосы, с нанесенным на него кислородсодержащим железным покрытием с последующим отжигом и чистовой обработкой горячим погружением.
В рамках настоящего изобретения, под слоем чистого железа следует понимать слой со средним содержанием железа более 96 мас.%.
Под кислородсодержащим слоем на основе железа следует понимать слой с содержанием железа в мас.% не менее 50%, который содержит более 5 мас.% кислорода в виде оксидов и/или гидроксидов.
Оксиды и/или гидроксиды могут присутствовать в кислородсодержащем слое на основе железа как в виде кристаллических, аморфных соединений, так и/или в виде смесей кристаллических веществ, например, магнетита (Fe3O4) и аморфных соединений. Кроме того, под кислородсодержащим слоем на основе железа следует понимать как однородный стехиометрический слой оксида железа, например, слой магнетита (Fe3O4), так и слой металлического железа, который содержит оксидные и/или гидроксидные включения (дисперсионный слой). Следовательно, распределение аморфных и/или кристаллических соединений также не ограничено.
Поэтому, слой отличается тем, что он содержит кислородсодержащие восстанавливаемые частицы железа.
В ходе испытаний было доказано, что без предварительного нанесения покрытия из чистого железа, во время обработки отжигом перед нанесением покрытия горячим погружением, происходит твердое осаждение оксидов легирующих элементов при переходе от стальной подложки к кислородсодержащему слою на основе железа, что ослабляет всю систему и может привести к нарушению адгезии. При предварительном нанесении покрытия из чистого железа, оксиды легирующих элементов осаждаются менее локально сконцентрированным образом, и больше не происходит нарушения адгезии.
Осаждение слоя чистого железа предпочтительно может происходить электролитически или осаждением из паровой фазы (например, посредством физического (PVD) или химического (CVD) осаждения из паровой фазы).
В случае предпочтительного электролитического осаждения слоя чистого железа, обычно используются сульфатные или хлоридные электролиты и их комбинации, значение pH которых меньше или равно 5.5. При более высоких значениях pH, частицы железа(II) осаждаются в виде гидроксидов. В качестве анодного материала предпочтительно использовать железо с чистотой более 99.5 мас.%. Также могут использоваться электролитические ячейки с разделенными анодной и катодной камерами, что делает возможным использование генерирующих кислород или нерастворимых анодов. Для снижения сопротивления элемента, в электролит, в качестве опции, может быть добавлена проводящая соль. Также возможно использование дополнительных добавок, таких как, например, поверхностно-активные вещества, для улучшения смачиваемости и/или пеногашения.
Электролитическое осаждение происходит при плотностях тока, которые обеспечивают однородную толщину осаждения по длине полосы независимо от соответствующей скорости полосы. Кроме того, плотность тока зависит от длины конструкции анода в направлении движения полосы. Обычно значения находятся в диапазоне от 1 до 150 А/дм2, для каждой стороны полосы. Ниже 1 А/дм² требуется чрезмерно большая продолжительность обработки, и, следовательно, процесс не может быть экономически эффективным. При плотности тока выше 150 А/дм², однородное осаждение значительно усложняется из-за пригорания или образования дендритов. Продолжительность электролитического осаждения зависит от продолжительности обработки, плотности тока, выхода по току и требуемого контакта слоев и обычно составляет от 1 c до 30 с, для каждой стороны. Примеры составов водных электролитов и условий осаждения приведены в таблице 1.
NaSO4: 90 г/л
KCl: 210 г/л
FeCl2·4H2O: 400 г/л
CaCl2: 180 г/л
NH4(SO3NH2): 30 г/л
NaCl: 8 г/л
В одном из примеров осуществления, осаждение слоя чистого железа происходит при температуре электролита 60°C, при плотности тока 30 А/дм², с использованием железного анода с чистотой более 99.5 мас.% в водном сернокислотном электролите следующего состава: 60 г/л железа(II), 20 г/л натрия, рН 1.8.
Предпочтительное осаждение кислородсодержащего слоя на основе железа происходит электролитически из Fe(II)-содержащего и/или Fe(III)-содержащего электролита. Для этого, обычно используются сульфатные или хлоридные электролиты и их комбинации, значение рН которых обычно меньше или равно 5.5.
Однако, использование основного электролита со значением pH > 10 также возможно при использовании подходящего комплексообразователя, такого как, например, триэтаноламин (ТЭА). Электролитическое осаждение происходит при плотностях тока, которые обеспечивают однородную толщину осаждения по длине полосы независимо от соответствующей скорости полосы. Кроме того, плотность тока зависит от длины конструкции анода в направлении движения полосы. Обычно значения находятся в диапазоне от 1 до 150 А/дм2, для каждой стороны полосы. Ниже 1 А/дм² требуется чрезмерно большая продолжительность обработки, и, следовательно, процесс не может быть экономически эффективным. При плотности тока выше 150 А/дм², однородное осаждение значительно усложняется из-за пригорания или образования дендритов. Время осаждения зависит от продолжительности обработки, плотности тока, выхода по току и требуемого контакта слоев и обычно составляет от 1 c до 30 с, для каждой стороны. Примеры составов водных электролитов и условий осаждения приведены в таблице 2.
Fe2(SO4)3: 10 г/л
Na2SO4: 110 г/л
Цитрат натрия: 20 г/л
NaOH: 12 г/л
C6H15NO3: 15 г/л
Для получения кислородсодержащих слоев на основе железа также требуется комплексообразователь для ионов железа в дополнение к указанным ионам Fe(II) и Fe(III) в кислотном электролите. Обычно, это соединение с одной или несколькими карбонильными функциональными группами, такими как лимонная кислота, уксусная кислота или даже нитрилоуксусная кислота (НТА) или этаноламин.
В качестве анодного материала предпочтительно использовать железо с чистотой более 99.5 мас.%. Также могут использоваться электролитические ячейки с разделенными анодной и катодной камерами, что делает возможным использование генерирующих кислород или нерастворимых анодов. Для снижения сопротивления элемента, в электролит, в качестве опции, может быть добавлена проводящая соль. Также возможно использование дополнительных добавок, таких как, например, поверхностно-активные вещества, для улучшения смачиваемости или пеногашения.
В одном из примеров осуществления, осаждение кислородсодержащего слоя железа происходит при температуре 60°С, при плотности тока 30 А/дм2, с использованием железного анода с чистотой более 99.5 мас.% в водном сернокислотном электролите следующего состава: 60 г/л железа(II), 3 г/л железа(III), 25 г/л натрия, 11 г/л цитрата, рН 1.8.
При предпочтительной крупномасштабной реализации, поверхность стальной полосы активируют перед нанесением слоя чистого железа предпочтительно путем очистки в обычно щелочной водной среде и последующего необязательного раскисления в кислой водной среде. Для раскисления предпочтительно использовать ванну с серной кислотой с содержанием кислоты от 20 до 70 г/л при температурах от 30 до 70°C. Последующее нанесение кислородсодержащего слоя на основе железа на предварительно нанесенный слой чистого железа предпочтительно проводят мокрым по мокрому или после сушки поверхности стальной полосы. После нанесения кислородсодержащего слоя на основе железа, поверхность стальной полосы предпочтительно высушивают, чтобы предотвратить произвольное попадание воды в атмосферу печи для отжига. Для предотвращения попадания загрязнений на поверхность стальной полосы и/или переноса между различными технологическими средами, после каждого этапа процесса можно дополнительно использовать промывку. Таким образом, осаждение слоев может происходить внутри одной или нескольких электролитических ячеек, расположенных друг за другом, конструкция которых предпочтительно является горизонтальной или вертикальной.
Испытания показали, что в результате предварительного покрытия чистым железом, кислородсодержащий слой на основе железа осаждается в особенно мелкокристаллической форме и приводит к лучшей адгезии покрытия, нанесенного методом горячего погружения, чем при нанесении кислородсодержащего слоя на основе железа непосредственно на стальную поверхность. Несомненно, предварительное покрытие чистым железом явно значительно улучшает условия кристаллизации для последующего кислородсодержащего слоя на основе железа, в результате чего скорость кристаллизации увеличивается и, следовательно, размер кристаллитов уменьшается по сравнению с однослойной системой.
В предпочтительных вариантах осуществления изобретения, предусмотрено, что слой чистого железа должен быть сформирован со средней толщиной от 0.05 до 0.5 мкм, а кислородсодержащий слой на основе железа - со средней толщиной от 0.1 до 0.6 мкм.
Было доказано, что для улучшения условий адгезии покрытия, нанесенного методом горячего погружения, особенно выгодно, чтобы слой чистого железа имел среднюю толщину от 0.1 до 0.4 мкм, а кислородсодержащий слой на основе железа - от 0.2 до 0.5 мкм.
Кроме того, для адгезии покрытия, нанесенного методом горячего погружения, выгодно, чтобы средняя толщина кислородсодержащего слоя на основе железа была больше, чем средняя толщина слоя чистого железа.
В другом варианте осуществления изобретения, кислородсодержащий слой на основе железа имеет долю кислорода от более 5 до 40 мас.%, предпочтительно от более 10 до 30 мас.%. В особенно предпочтительном варианте осуществления изобретения, этот слой имеет содержание кислорода от более 12 до 25 мас.%. В ходе испытаний было доказано, что чем больше кислорода содержится в слое железа, тем сильнее может быть подавлено неблагоприятное внешнее окисление легирующих элементов на поверхности, поскольку этот кислород используется легирующими элементами для внутреннего окисления во время отжига перед нанесением покрытия методом горячего погружения. Однако, количество кислорода в кислородсодержащем слое на основе железа в значительной степени зависит от условий осаждения. В силу технико-экономических граничных условий, целесообразное максимальное значение содержания кислорода составляет 40 мас.%.
Сам слой чистого железа может быть нанесен в соответствии с изобретением либо электролитически, либо осаждением из паровой фазы, в то время как кислородсодержащий слой на основе железа предпочтительно наносят электролитически. Под слоем чистого железа следует понимать слой со средним содержанием железа более 96 мас.%.
Стальная подложка для стальной полосы, изготовленной в соответствии с изобретением, снабженной металлическим покрытием, нанесенным методом горячего погружения, может иметь следующий состав в мас.%:
C: 0,03 до 0,35,
Mn: 4,1 до 8,0,
Si: 0,008 до 2,5,
Al: 0,001 до 2,0,
при необходимости:
Cr: 0,01 до 0,7,
B: 0,001 до 0,08,
Ti: 0,005 до 0,3,
V: 0,005 до 0,3,
Nb: 0,005 до 0,2,
Mo: 0,005 до 0,7,
P: ≤ 0,10,
S: ≤ 0,010,
остальное - железо и неизбежные примеси.
Способ в соответствии с изобретением также включает обработку отжигом стальной полосы, снабженной слоем чистого железа с нанесением на него кислородсодержащего слоя на основе железа, в печи непрерывного отжига. Эта печь может представлять собой сочетание части печи открытого горения (DFF, пламенная печь прямого нагрева/NOF, неокислительная печь) и печи с радиационными трубами (RTF), с расположением ниже по потоку, или даже с выполнением полностью в печи с радиационными трубами. Отжиг стальной полосы выполняют при температуре отжига 550°C - 880°C и средней скорости нагрева от 1 K/с до 100 K/с, а время выдержки стальной полосы при температуре отжига составляет от 30 с до 650 с. В печи с радиационными трубами используется восстановительная атмосфера отжига, состоящая из 2-40% H2 и 98-60% N2, при точке росы от +15°C до -70°C, с получением поверхности, состоящей по сути из металлического железа. Затем полосу охлаждают до температуры выше температуры ванны плавления покрытия и затем покрывают металлическим покрытием. В качестве опции, после обработки отжигом и перед нанесением металлического покрытия, полосу можно охладить до так называемой температуры перегрева 200°C - 600°C и выдерживать при этой температуре до 500 с. Если выбрана температура перегрева ниже температуры ванны плавления покрытия, например, для того, чтобы повлиять на микроструктуру и результирующие значения технологических характеристик стали, полосу можно повторно нагреть, например, путем индукционного нагрева, перед заходом в ванну плавления, до температуры выше температуры ванны плавления 400°C - 750°C, чтобы не отводить тепло из ванны плавления из-за холодной стальной полосы.
Использование предварительных покрытий в соответствии с изобретением делает ненужным дополнительное введение пара для повышения точки росы, как в ранее известных способах. Поэтому, для атмосферы отжига в печи оказалось достаточным, чтобы соотношение парциальных давлений пара и водорода во время отжига в печи с радиационными трубами находилось в диапазоне 0,00254 > pH2O/pH2 > 0,00021, предпочтительно, между 0,00077 > pH2O/pH2 > 0,00021.
Приведенный в качестве примера предпочтительный вариант осуществления способа изготовления стальной полосы в соответствии с изобретением с улучшенной адгезией при горячем цинковании предусматривает, что горячекатаную стальную полосу (горячую полосу) сначала подвергают кислотной очистке, а затем холодной прокатке, а затем оцинковывают на линии горячего цинкования. На линии горячего цинкования полоса проходит через секцию предварительной очистки, после предварительной очистки полоса проходит далее через активацию полосы (кислотная очистка/раскисление) и затем через 6 электролитических ячеек. В первых 3 ячейках осаждается слой железа, в следующих 3 ячейках - кислородсодержащий слой на основе железа. Полоса с покрытием затем проходит промывку и сушку. После этого, полоса подается в секцию печи на линии цинкования, подвергается отжигу и оцинковывается.
Металлическими покрытиями для стальной полосы, отожженной таким образом, могут быть, например, алюминий-кремний (AS, AlSi), цинк (Z), цинк-алюминий (ZA, гальфан), цинк-железо (ZF, оцинковка), цинк-магний-алюминий (ZM, ZAM) или алюминий-цинк (AZ, гальвалум). В одном варианте осуществления, металлическое покрытие основано на цинке, и цинковое покрытие содержит от 0.1 до 1 мас.% Al или от 0.1 до 6 мас.% Al и от 0.1 до 6 мас.% Mg или от 5 до 15 мас.% Fe.
Стальная полоса в соответствии с изобретением дополнительно отличается тем, что в переходной области между металлическим покрытием и поверхностью стальной полосы образуется преимущественно ферритная граничная зона с более чем 60 об.% феррита, толщиной от 0.15 до 1.1 мкм и преимущественно толщиной от 0.3 до 0.9 мкм. Толщина этой граничной зоны является прямым результатом нанесенных предварительных покрытий, которые даже после отжига и нанесения покрытия методом горячего погружения имеют характеристики микроструктуры, отличающиеся от стальной подложки, и, следовательно, обеспечиваются желаемые положительные эффекты.
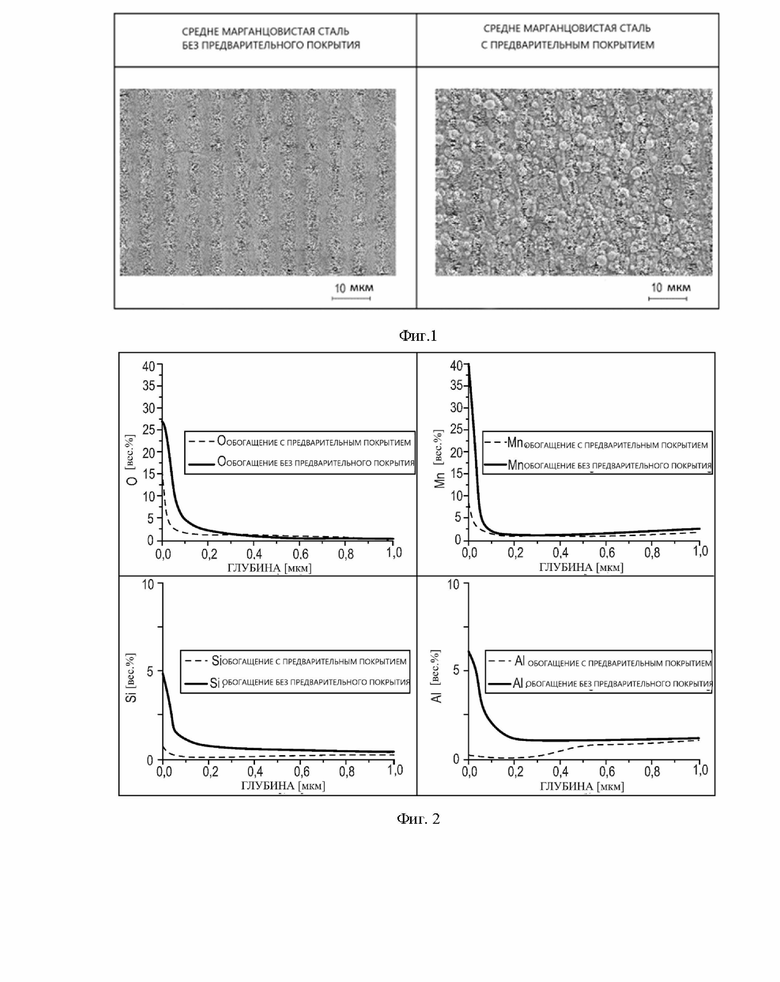
На фигурах 1 и 2 в качестве примера приведены результаты испытаний.
На фигуре 1 показано изображение поверхности стали со средним содержанием марганца, полученное с помощью сканирующей электронной микроскопии, до и после нанесения предварительного покрытия из чистого железа и кислородсодержащего слоя на основе железа в соответствии с изобретением. Сталь со средним содержанием марганца содержит 6 мас.% Mn и 2 мас.% Si + Al. На изображениях показана поверхность до и после нанесения предварительного покрытия из чистого железа и кислородсодержащего слоя на основе железа в соответствии с изобретением.
На фигуре 2 показаны результаты анализа профиля по глубине посредством оптической эмиссионной спектроскопии тлеющего разряда (GDOES) на образцах стали со средним содержанием марганца, показанных на фигуре 1, после отжига при температуре 700°C в течение 120 секунд в атмосфере азота с 5% водорода (H2) и 95% диоксида азота (N2) с точкой росы в печи -50°C. Поверхности образцов, прошедшие предварительную обработку в соответствии с изобретением, демонстрируют значительно более низкое содержание элементов, которые являются неблагоприятными для нанесения покрытия методом горячего погружения: кислорода, марганца, кремния и алюминия.
В таблице 3 приведены результаты испытаний цинкования, которые проводились на имитаторе горячего цинкования с образцами листов из стали со средним содержанием марганца (6 мас.% Mn и 2 мас.% Si+Al). Нанесение предварительных покрытий осуществлялось электролитически при плотности тока 75 А/дм2, для каждой стороны. Испытания проводились при двух различных термообработках (при 800°C в течение 200 секунд и при 700°C в течение 120 секунд). Образцы с полным смачиванием цинком и хорошей адгезией покрытия могут быть получены только посредством нанесения предварительного покрытия из чистого железа и предварительного покрытия из кислородсодержащего слоя на основе железа, нанесенного поверх него.
Адгезия покрытия проверяется в двух различных геометриях испытаний, чтобы обеспечить адгезию при использовании сталей для разных целей. Адгезия покрытия проверялась в процессе деформации при испытании ударом шара в соответствии со стандартом SEP1931. При этом испытании, полусферический штамп ударяется с высокой энергией удара о лист образца. Под действием силы удара на листе образца остается чашеобразный отпечаток. Эта процедура выполняется возможно несколько раз - до тех пор, пока на листе образца не появится зарождающаяся трещина. Затем поверхность проверяют визуально на предмет отслоения и отставания покрытия на основе цинка в области чашеобразного отпечатка. Результат оценивается баллами по шкале от 1 до 4 (1 + 2 - да, 3 + 4 - нет).
Адгезия покрытия в случае повреждения проверяется посредством испытания клеевым шариком. Для этого, на лист образца наносят клеевой шарик определенной геометрии, предпочтительно шириной 10 мм и глубиной 5 мм, из клея на основе эпоксидной смолы 1K. Затем клей отверждается в соответствии с техническими параметрами, и образец затем быстро изгибают на 90° в течение максимум 2 секунд. Во время этого процесса, клеевой шарик ломается под сильным напряжением и резко тянет на себя слой, который уже подвергся изгибающему действию.
Затем образцы визуально оценивают на предмет отслоения цинка.
(Испытание на удар шаром по SEP1931)
Изобретение имеет следующие преимущества:
• воспроизводимая хорошая адгезия металлического покрытия к стальной подложке,
• улучшение способности к оцинковке сталей с высоким содержанием марганца от 4.1 до 8 мас.%,
• улучшение в визуальном плане качества поверхности покрытия, нанесенного методом горячего погружения,
• до настоящего времени зачастую возможно было цинковать стали только с очень высоким содержанием легирующих элементов в больших масштабах посредством электролитической гальванизации, и они, как правило, страдают от водородного охрупчивания из-за водорода, вводимого во время этого процесса; такого риска не возникает при нанесении покрытия методом горячего погружения в соответствии с изобретением. Это тот случай, когда при электролитическом осаждении, в соответствии с изобретением, водород также может образовываться в качестве побочного продукта на катоде и первоначально присутствует в атомарно адсорбированной форме на поверхности, а позднее может быть поглощен стальной подложкой в ходе технологического процесса. Однако, во время последующего процесса отжига, условия для выделения включенного водорода сохраняются.
Изобретение относится к металлургии, а именно к способу формирования металлического покрытия на холоднокатаной или горячекатаной стальной полосе. Способ формирования металлического покрытия на холоднокатаной или горячекатаной стальной полосе включает обеспечение холоднокатаной или горячекатаной стальной полосы, содержащей железо в качестве основного компонента и, помимо углерода, Mn от 4,1 до 8,0 мас.%, неизбежные примеси и, при необходимости, по меньшей мере один легирующий элемент: Al, Si, Cr, B, Ti, V, Nb, Mo, P и S, очищение поверхности полосы, нанесение на очищенную поверхность слоя чистого железа со средним содержанием железа более 96 мас.%, нанесение на слой чистого железа кислородсодержащего слоя на основе железа, содержащего от более 5 до 40 мас.% кислорода. Далее полосу с нанесенным кислородсодержащим слоем на основе железа подвергают обработке отжигом и восстановительной обработке в ходе обработки отжигом в восстановительной атмосфере печи. Затем осуществляют нанесение на обработанную и отожженную стальную полосу металлического покрытия методом горячего погружения. Обеспечивается высокая адгезия металлического покрытия к стальной подложке, улучшается способность к оцинковке сталей. 4 н. и 15 з.п. ф-лы, 3 табл., 2 ил.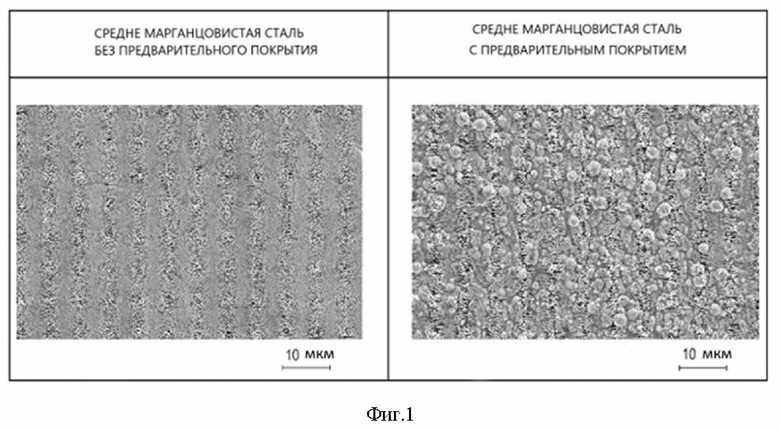
1. Способ формирования металлического покрытия на холоднокатаной или горячекатаной стальной полосе, включающий обеспечение холоднокатаной или горячекатаной стальной полосы, содержащей железо в качестве основного компонента и, помимо углерода, Mn от 4,1 до 8,0 мас.%, неизбежные примеси и, при необходимости, по меньшей мере один легирующий элемент: Al, Si, Cr, B, Ti, V, Nb, Mo, P и S, очищение поверхности холоднокатаной или горячекатаной стальной полосы, нанесение на очищенную поверхность слоя чистого железа со средним содержанием железа более 96 мас.%, нанесение на слой чистого железа кислородсодержащего слоя на основе железа, содержащего от более 5 до 40 мас.% кислорода, подвергание холоднокатаной или горячекатаной стальной полосы с нанесенным кислородсодержащим слоем на основе железа обработке отжигом и восстановительной обработке в ходе обработки отжигом в восстановительной атмосфере печи и нанесение на обработанную и отожженную стальную полосу металлического покрытия методом горячего погружения.
2. Способ по п.1, отличающийся тем, что средняя толщина слоя чистого железа составляет от 0,05 до 0,5 мкм, а средняя толщина кислородсодержащего слоя на основе железа - от 0,1 до 0,6 мкм.
3. Способ по п.2, отличающийся тем, что средняя толщина слоя чистого железа составляет от 0,1 до 0,4 мкм, а средняя толщина кислородсодержащего слоя на основе железа - от 0,2 до 0,5 мкм.
4. Способ по любому из пп.1-3, отличающийся тем, что средняя толщина кислородсодержащего слоя на основе железа больше, чем средняя толщина слоя чистого железа.
5. Способ по любому из пп.1-4, отличающийся тем, что содержание кислорода в кислородсодержащем слое на основе железа составляет от более 10 до 30 мас.%, предпочтительно от более 12 до 25 мас.%.
6. Способ по любому из пп.1-5, отличающийся тем, что слой чистого железа наносят электролитическим методом или осаждением из паровой фазы, а кислородсодержащий слой на основе железа наносят электролитическим методом.
7. Способ по любому из пп.1-6, отличающийся тем, что холоднокатаная или горячекатаная стальная полоса имеет следующий состав, мас.%:
C: 0,03 до 0,35,
Mn: 4,1 до 8,0,
Si: 0,008 до 2,5,
Al: 0,001 до 2,0,
при необходимости:
Cr: 0,01 до 0,7,
B: 0,001 до 0,08,
Ti: 0,005 до 0,3,
V: 0,005 до 0,3,
Nb: 0,005 до 0,2,
Mo: 0,005 до 0,7,
P: ≤ 0,10,
S: ≤ 0,010,
остальное - железо и неизбежные примеси.
8. Способ по любому из пп.1-7, отличающийся тем, что обработку отжигом выполняют в печи непрерывного отжига с радиационными трубами при температуре отжига 550-880°C и средней скорости нагрева от 1 до 100 K/с в восстановительной атмосфере отжига, состоящей из 2-40% H2 и 98-60% N2, при точке росы в печи отжига от +15 до -70°C и времени выдержки холоднокатаной или горячекатаной стальной полосы при температуре отжига от 30 до 650 секунд, с последующим необязательным охлаждением до температуры выдержки 200-600°C в течение времени до 500 секунд и далее необязательным индукционным нагревом до температуры выше температуры плавления ванны металлического покрытия при температуре 400-750°C, с последующим нанесением металлического покрытия на холоднокатаную или горячекатаную стальную полосу методом горячего погружения.
9. Способ по любому из пп.1-8, отличающийся тем, что соотношение парциальных давлений пара и водорода во время отжига в печи с радиационными трубами находится в диапазоне 0,00254 > pH2O/pH2 > 0,00021, предпочтительно между 0,00077 > pH2O/pH2 > 0,00021.
10. Способ по любому из пп.1-9, отличающийся тем, что в качестве металлического покрытия наносят следующее покрытие: алюминий-кремний (AS, AlSi), цинк (Z), цинк-алюминий (ZA, гальфан), цинк-железо (ZF, оцинковка), цинк-алюминий-магний (ZM, ZAM) или алюминий-цинк (AZ, гальвалум).
11. Холоднокатаная или горячекатаная стальная полоса со сформированным на ней металлическим покрытием, причем стальная полоса содержит железо в качестве основного компонента и, помимо углерода, Mn от 4,1 до 8,0 мас.%, неизбежные примеси и, при необходимости, по меньшей мере один легирующий элемент: Al, Si, Cr, B, Ti, V, Nb, Mo, P и S, а металлическое покрытие сформировано методом горячего погружения, отличающаяся тем, что в переходной области между металлическим покрытием и поверхностью стальной полосы сформирована ферритная граничная зона с более чем 60 об.% феррита, причем эта ферритная граничная зона имеет толщину от 0,15 до 1,1 мкм и, если смотреть с поверхности стальной полосы, состоит из слоя чистого железа со средним содержанием железа более 96 мас.% и кислородсодержащего слоя на основе железа с содержанием кислорода от более 5 до 40 мас.%.
12. Стальная полоса по п.11, отличающаяся тем, что ферритная граничная зона имеет толщину от 0,3 до 0,9 мкм.
13. Стальная полоса по п.11 или 12, отличающаяся тем, что она имеет следующий состав, мас.%:
C: 0,03 до 0,35,
Mn: 4,1 до 8,0,
Si: 0,008 до 2,5,
Al: 0,001 до 2,0,
при необходимости:
Cr: 0,01 до 0,7,
B: 0,001 до 0,08,
Ti: 0,005 до 0,3,
V: 0,005 до 0,3,
Nb: 0,005 до 0,2,
Mo: 0,005 до 0,7,
P: ≤ 0,10,
S: ≤ 0,010,
остальное - железо и неизбежные примеси.
14. Стальная полоса по любому из пп.11-13, отличающаяся тем, что металлическое покрытие представляет собой: алюминий-кремний (AS, AlSi), цинк (Z), цинк-алюминий (ZA), цинк-железо (ZF, оцинковка), цинк-магний-алюминий (ZM, ZAM) или алюминий-цинк (AZ).
15. Стальная полоса по п.14, отличающаяся тем, что металлическое покрытие представляет собой цинк-алюминиевое покрытие, содержащее от 0,1 до 1 мас.% Al.
16. Стальная полоса по п.14, отличающаяся тем, что металлическое покрытие представляет собой цинк-магний-алюминиевое покрытие, содержащее от 0,1 до 6 мас.% Al и от 0,1 до 6 мас.% Mg.
17. Стальная полоса по п.14, отличающаяся тем, что металлическое покрытие представляет собой покрытие цинк-железо, содержащее от 5 до 15 мас.% Fe.
18. Применение холоднокатаной или горячекатаной стальной полосы со сформированным на ней металлическим покрытием по любому из пп.11-17 для производства деталей автомобилей.
19. Применение способа формирования металлического покрытия на холоднокатаной или горячекатаной стальной полосе по любому из пп. 1-10 для производства деталей автомобилей.
| Устройство для фильтрации алюминия и его сплавов | 2022 |
|
RU2798094C1 |
| СПОСОБ ОТЖИГА ЛИСТОВОЙ СТАЛИ | 2013 |
|
RU2647419C2 |
| ХОЛОДНОКАТАНАЯ ЛИСТОВАЯ СТАЛЬ, СПОСОБ ЕЕ ПРОИЗВОДСТВА И АВТОТРАНСПОРТНОЕ СРЕДСТВО | 2014 |
|
RU2648722C2 |
| US 5447802 A1, 05.09.1995 | |||
| СПОСОБ ПОКРЫТИЯ СТАЛЬНОГО ПЛОСКОГО ПРОКАТА ИЗ ВЫСОКОПРОЧНОЙ СТАЛИ | 2006 |
|
RU2403315C2 |

