Изобретение касается цельного металлического опорного элемента для радиальных уплотнений валов со статическим и динамическим уплотнением из осевой кольцевой втулки и радиального фланца, причем опорный элемент изготовлен из согнутой в кольцо металлической полосы, причем примыкающие друг к другу концевые кромки металлической полосы сварены друг с другом.
Применение цельных металлических опорных элементов в радиальных уплотнениях валов уже известно. Эти опорные элементы состоят из осевой кольцевой втулки с радиальным фланцем. При изготовлении таких опорных элементов известным способом сначала из металлической полосы выштамповываются круглые заготовки, которые затем за несколько технологических операций формируются с получением полого цилиндра с радиальным фланцем в качестве днища. Этот способ является затратным и связан с большим количеством отхода. Кроме этого, из-за применяемого при этом метода глубокой вытяжки на полом цилиндре, а также на днище могут возникать нежелательные трещины. Более простые способы изготовления предусматривают формирование опорного элемента из кольца листового металла, которое формируется из металлической полосы, причем прилегающие друг к другу края кольца, образованного из металлической полосы, свариваются друг с другом. Этот способ не требует больших затрат и является по существу безотходным.
Из DE 197 55 391 A1 известен способ изготовления кольцевого уплотнения, при котором из листового металла сначала формируется полый цилиндр, который при последующей деформации приобретает форму опорного элемента. При этом листовой металл при свертывании его без образования отхода приобретает форму полого цилиндра, а затем в процессе глубокой вытяжки форму опорного элемента, называемого также кольцом жесткости. Эта последующая деформация с получением днища или, соответственно, фланца может также выполняться методом роликовой накатки. После процесса глубокой вытяжки или накатки противоположные концы листа соединяются друг с другом с помощью сварки.
В продолжение вышеназванного способа согласно EP 1 818 581 A1 процесс сварки выполняется с помощью лазерно-лучевой сварки. При этом образуется расположенный по окружной стороне выступ, который выравнивается при последующей механической обработке.
В DE 10 2006 046 414 A1 описан способ, при котором при изготовлении опорного элемента, имеющего форму чашеобразного корпуса, из металлической полосы сначала свивается спираль, от которой затем отрезается часть, которая сгибается в цилиндрическое кольцо. Радиальный фланец, называемый в этом описании днищем корпуса, изготавливается затем в процессе роликовой накатки. В процессе роликовой накатки могут образовываться заглубления в форме кольцевого паза, в который кольцевая втулка, называемая там оболочкой корпуса, может быть вложена в статическом уплотнении.
Все вышеназванные опорные элементы служат для приема статического уплотнения, устанавливаемого на кольцевой втулке, а также устанавливаемого на фланце динамического уплотнения.
В основу изобретения положена задача выполнения опорного элемента так, чтобы его можно было несложным образом снабдить надежным статическим уплотнением. Для этого опорный элемент должен изготавливаться наиболее экономичным простым способом, а статическое уплотнение должно надежно и просто устанавливаться на опорном элементе.
Решение поставленной задачи достигается с помощью признаков пункта 1. Зависимые пункты 2-20 представляют собой другие предпочтительные варианты осуществления идеи изобретения.
В изобретении используется уже известный простой способ изготовления опорного элемента методом роликовой накатки, в котором опорный элемент изготавливается из металлической полосы. При этом металлическая полоса сначала сгибается в кольцо, которое затем методом роликовой накатки снабжается днищем, радиальным фланцем. Однако, удобнее, когда металлическая полоса является бесконечной и во время роликовой накатки деформируется так, что она включает как осевую втулку, так и радиальный фланец. По известному методу эта металлическая полоса свивается в спираль, от которой отрезаются соответствующие части, которые затем своими концевыми кромками свариваются друг с другом с получением готового опорного элемента. Чтобы у этого опорного элемента обеспечить хорошее статическое уплотнение, в соответствии с изобретением предусмотрено, что осевая кольцевая втулка снабжается, по меньшей мере, одним кольцевым уступом, на который устанавливается статическое уплотнение своей уплотняющей частью. Этот кольцевой уступ позволяет расположить расширенную в осевом направлении уплотняющую часть, которая занимает, по меньшей мере, половину осевой протяженности кольцевой втулки. Благодаря этому достигается очень надежное введение уплотнения в предусмотренный корпус или, соответственно, отверстие, а кроме того, очень надежное уплотнение. Кроме этого, существует возможность расположить статическое уплотнение на кольцевой втулке самым различным образом. Возможно как применение вулканизации, так и метода склеивания. Наконец, при соответствующем расположении кольцевого уступа возможна также установка статического уплотнения отдельно или, при необходимости, вместе с динамическим уплотнением на опорный элемент с защелкиванием.
Самый простой вариант размещения кольцевого уступа заключается в том, что кольцевой уступ направлен к уплотняемому внутреннему пространству, в котором находится смазка. При этом кромка статического уплотнения может быть ориентирована соосно внутренней кромке кольцевой втулки. Но можно также снабдить статическое уплотнение выступом, по меньшей мере, частично перекрывающим внутреннюю кромку кольцевой втулки. Чтобы облегчить возможность вставки радиального уплотнения вала в соответствующее отверстие, во всех случаях предусмотрено выполнение фаски на внутреннем крае уплотняющей части. Полноты ради следует также указать, что кольцевой уступ через перегиб остается соединенным цельно по материалу с опорным элементом.
Процесс роликовой накатки позволяет также выполнить кольцевой уступ в средней области опорного элемента, так что в этом случае кольцевой уступ ограничивается двумя перегибами. В этот имеющий форму паза кольцевой уступ может защелкиваться кольцевое уплотнение, которое предпочтительно, если смотреть в поперечном сечении, имеет эллиптическую форму, и продольная ось которого проходит аксиально к центральной оси радиального уплотнения вала. Чтобы привулканизированное статическое уплотнение надежно удерживалось на кольцевой втулке, эта втулка в области кольцевого уступа по своему периметру может быть снабжена перфорацией, в которую входят цапфы уплотняющей части. Эти цапфы образуются во время процесса вулканизации.
Согласно другой возможности расположения статического уплотнения в кольцевом уступе с боковыми перегибами процесс роликовой накатки выполняется так, что на внутренней стороне осевой кольцевой втулки не возникает выпячивания. Здесь может быть выиграно пространство внутри опорного элемента, так что при необходимости здесь образуется место, необходимое для других деталей.
Для облегчения процесса защелкивания статического уплотнения на кольцевую втулку статическое уплотнение можно снабдить выступом, зацепляющимся за кольцевой уступ на внутренней стороне опорного кольца. В общем случае это очень выгодно при радиальных уплотнениях валов, у которых материал статического уплотнения отличается от материала, предусмотренного для динамического уплотнения. Это предпочтительный вариант применения опорного элемента. Но можно также изготовить статическое уплотнение, а также динамическое уплотнение из одного материала, и защелкнуть их на опорный элемент. При этом внутренние кромки кольцевой втулки и фланца охвачены соответствующими уплотнениями.
Установка статического уплотнения в кольцевом уступе, который направлен в окружающее пространство, предпочтительно в том случае, когда наряду со статической радиальной уплотняющей частью уплотнение снабжается еще и осевой статической уплотняющей частью. При этом варианте осуществления фланец на своей наружной стороне, по меньшей мере, частично перекрывается статической уплотняющей частью. Здесь также фланец может снабжаться отверстиями по своему периметру, через которые во время вулканизации может проступить материал эластомера, так что на внутренней стороне фланца может быть обеспечена дополнительная фиксация статического уплотнения.
На чертежах изображено несколько вариантов осуществления кольцевого уступа и расположение статического уплотнения на кольцевой втулке.
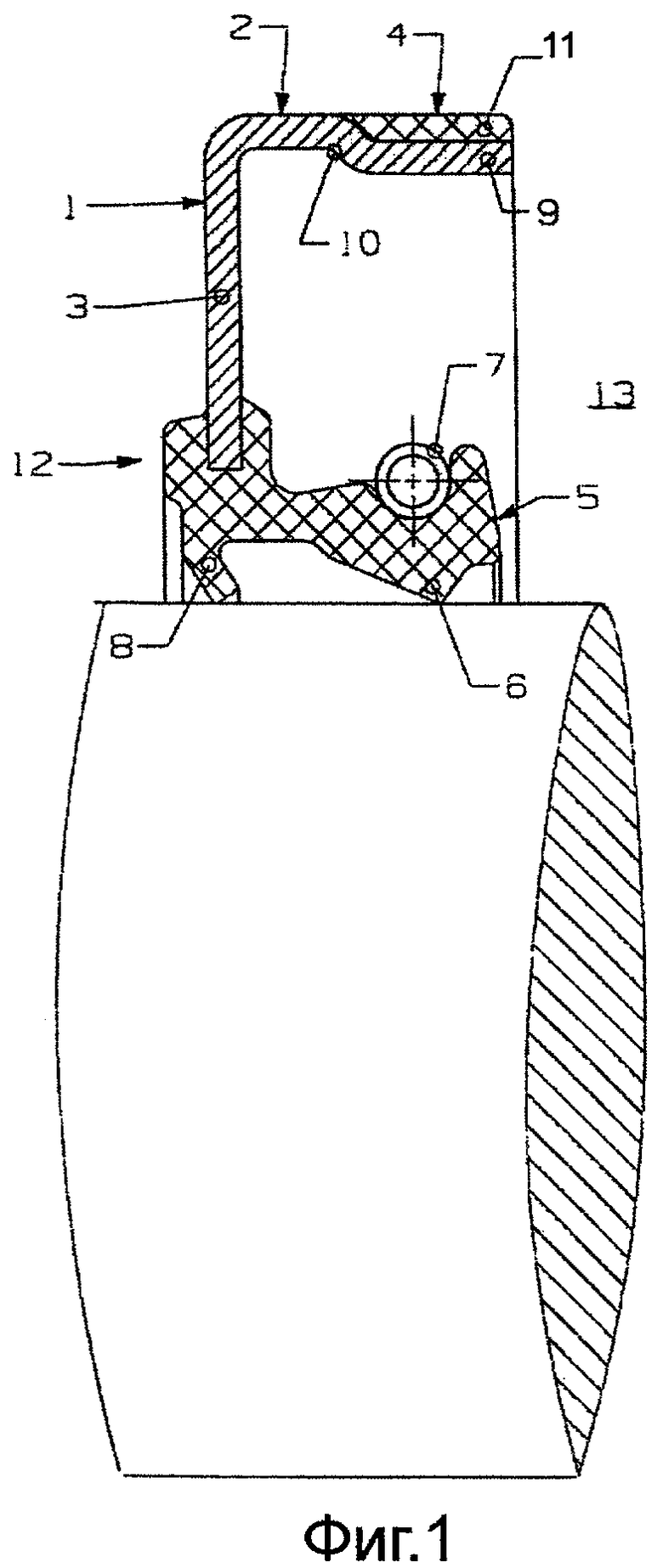
Фиг.1 - кольцевая втулка с кольцевым уступом и установленным на нем статическим уплотнением в сечении,
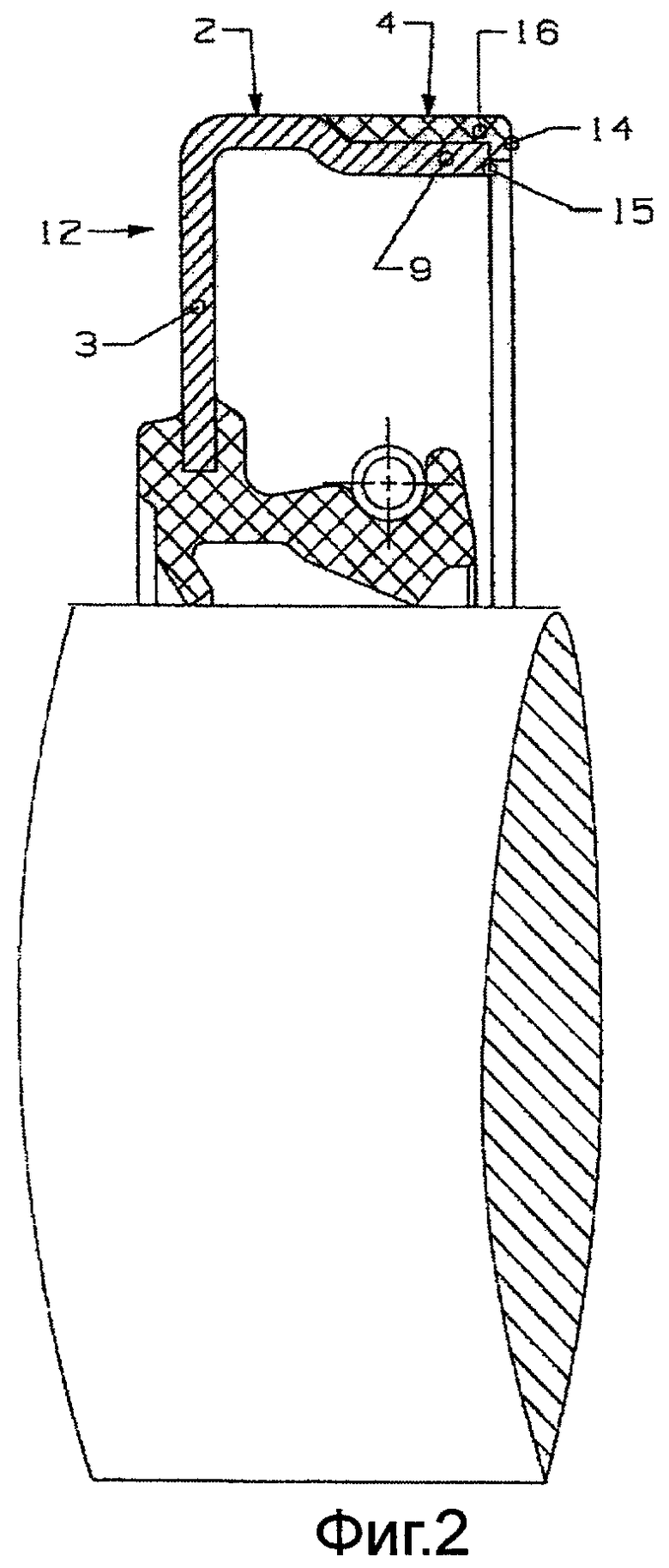
Фиг.2 - также в сечении статическое уплотнение с частично перекрывающим внутреннюю кромку кольцевой втулки выступом,
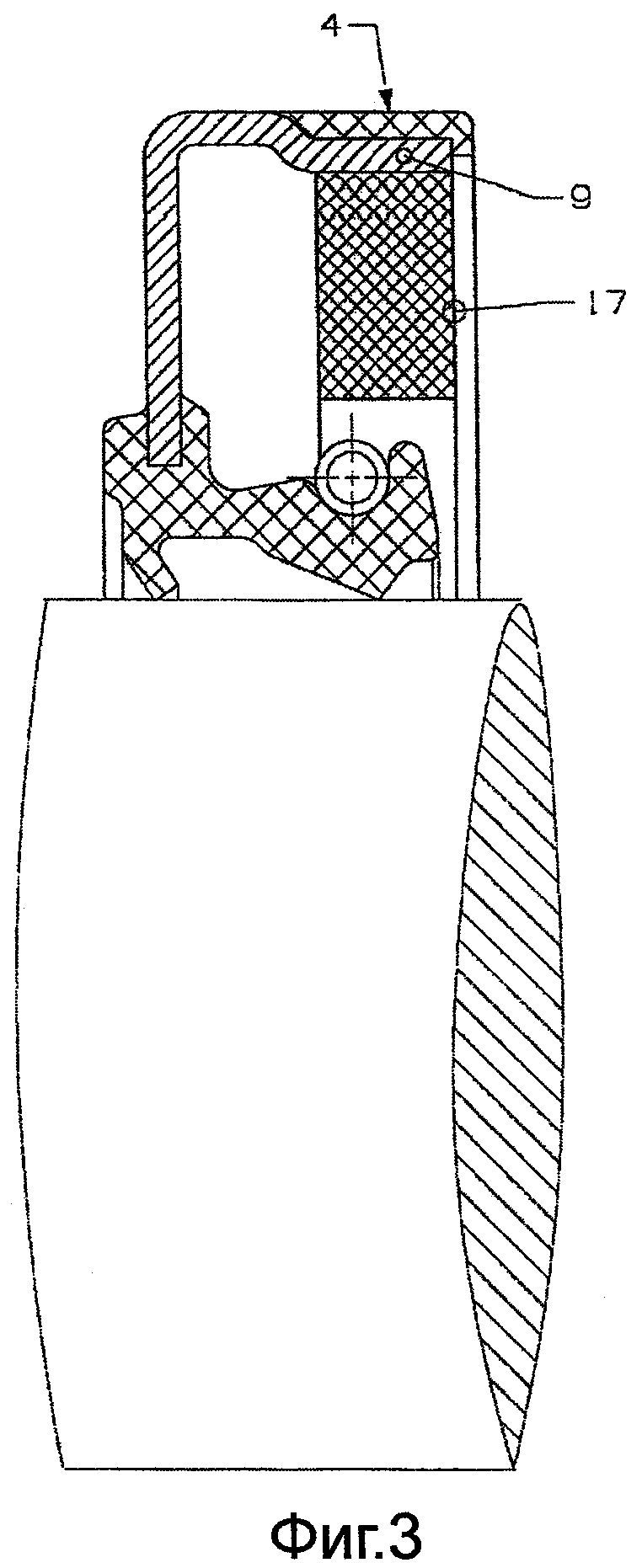
Фиг.3 - схематично установка статического уплотнения на кольцевой втулке посредством прикатки.
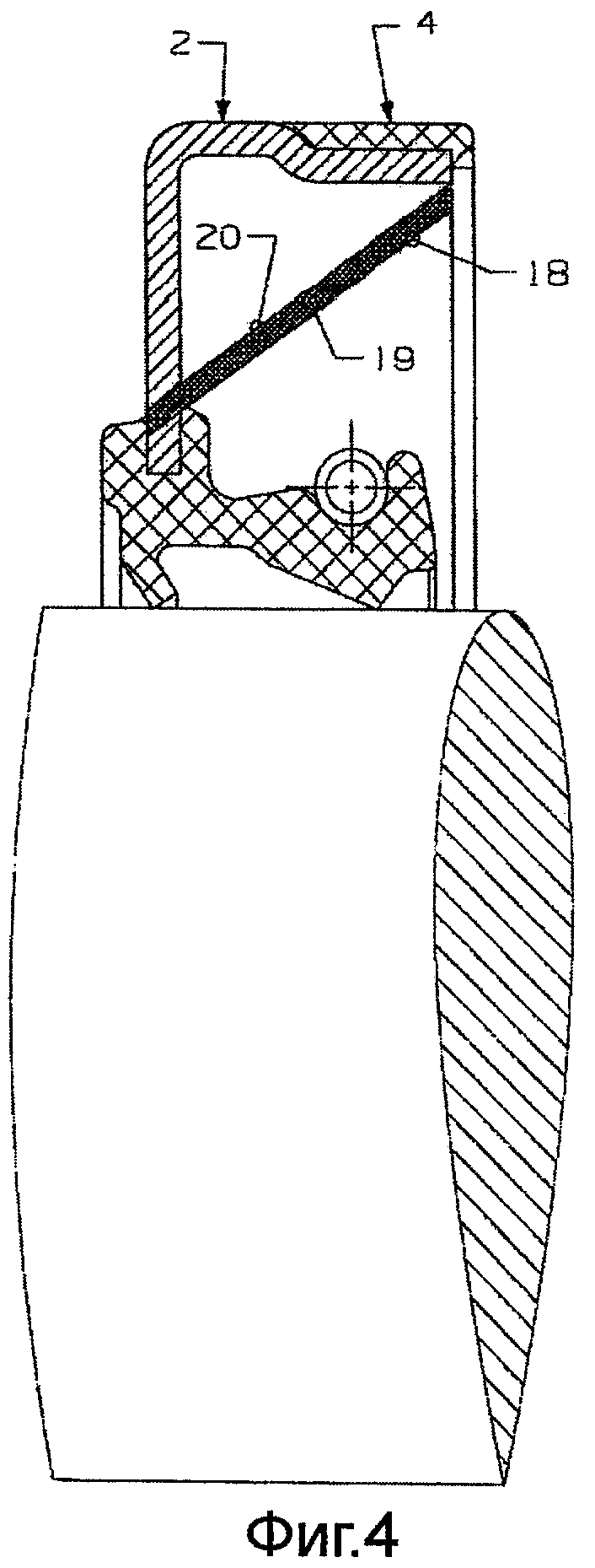
Фиг.4 - схематичное представление соединения концевых кромок металлической полосы с получением втулки посредством сварного шва, ориентированного наискосок относительно периферии втулки,
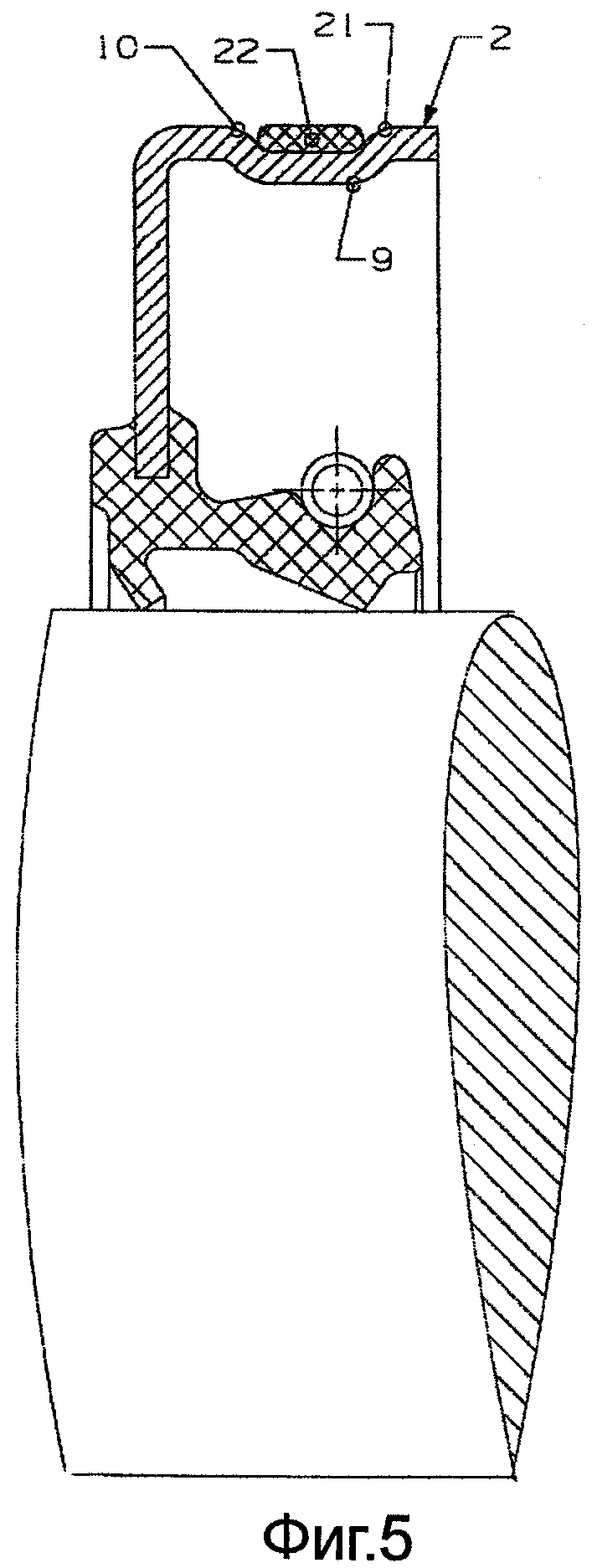
Фиг.5 - выполнение кольцевого уступа, ограниченного двумя перегибами,
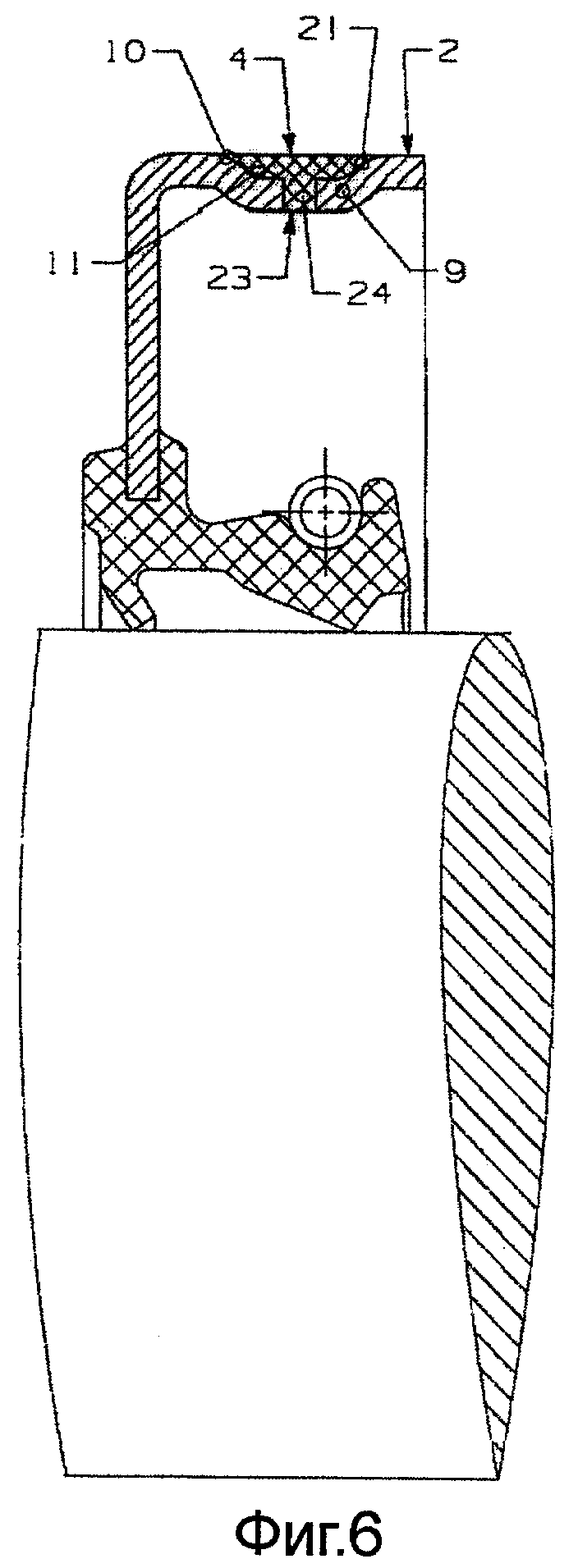
Фиг.6 - заключенный между двумя сторонами кольцевой уступ, снабженный перфорацией,
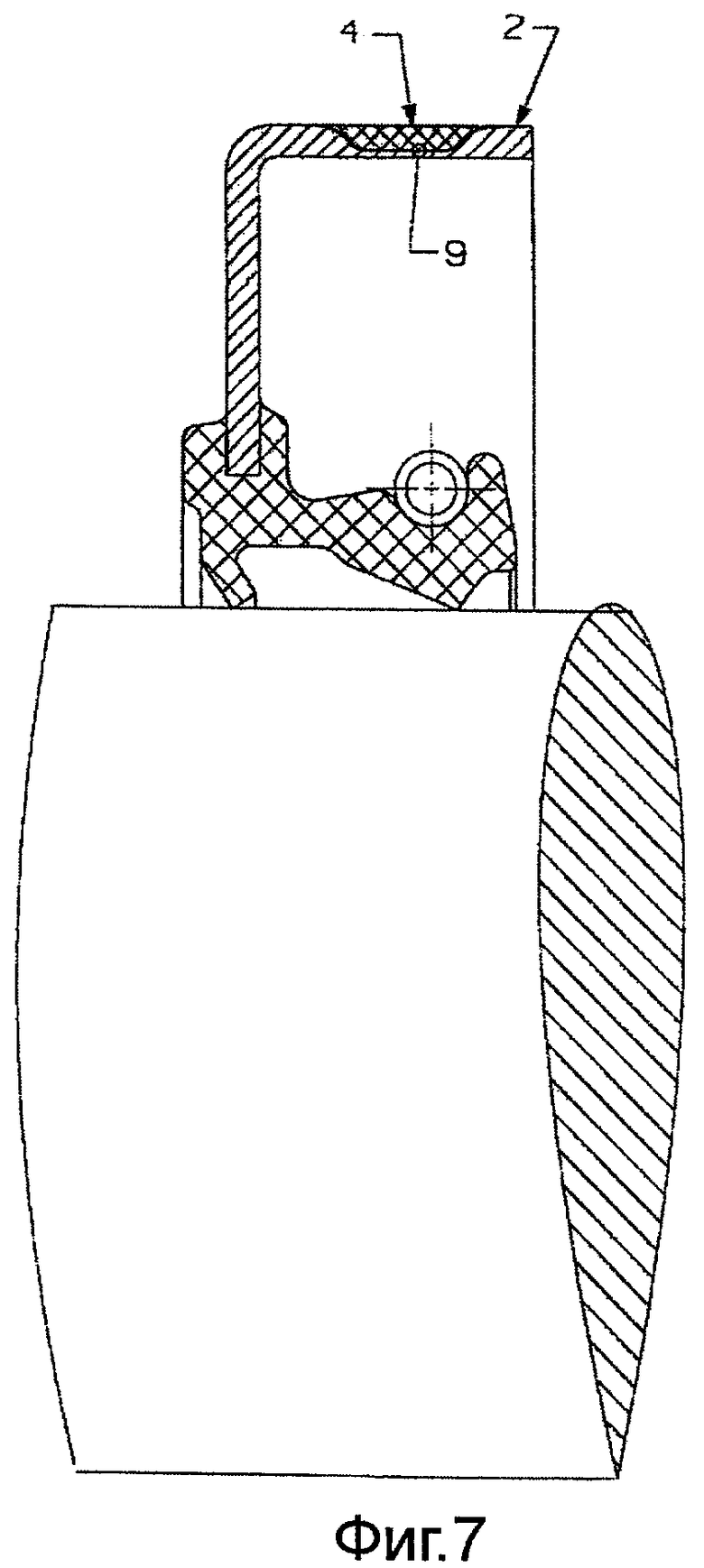
Фиг.7 - ограниченный двумя перегибами кольцевой уступ со свободным внутренним пространством внутри кольцевой втулки,
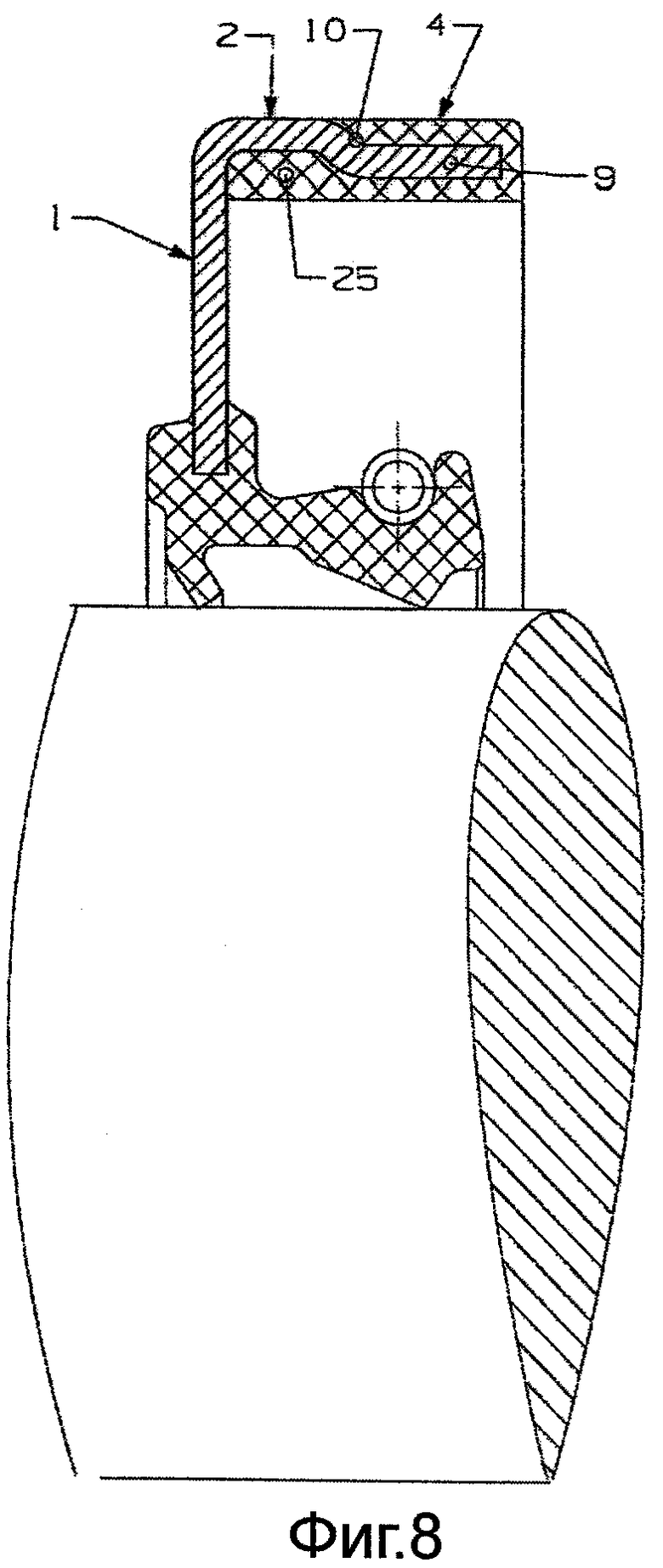
Фиг.8 - опорный элемент с защелкнутым статическим уплотнением,
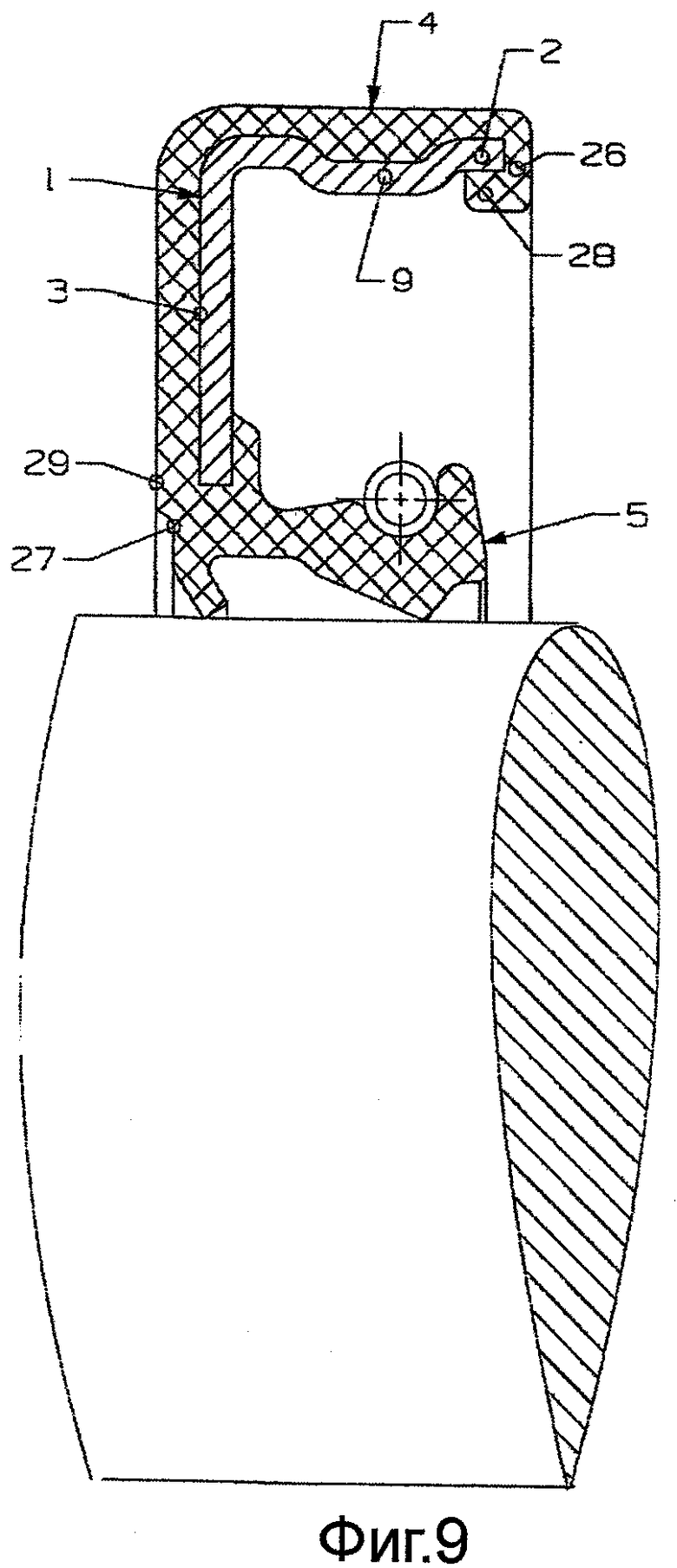
Фиг.9 - заключенный внутри радиального уплотнения вала опорный элемент, у которого статическое уплотнение и динамическое уплотнение изготовлены из одной части,
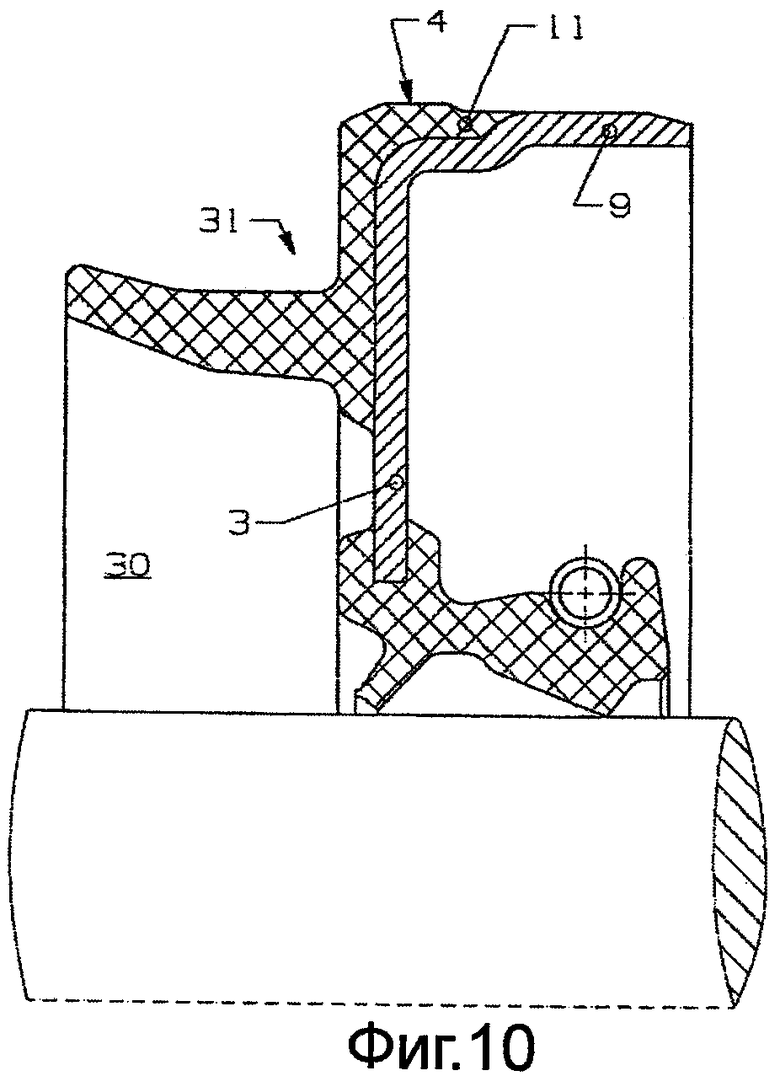
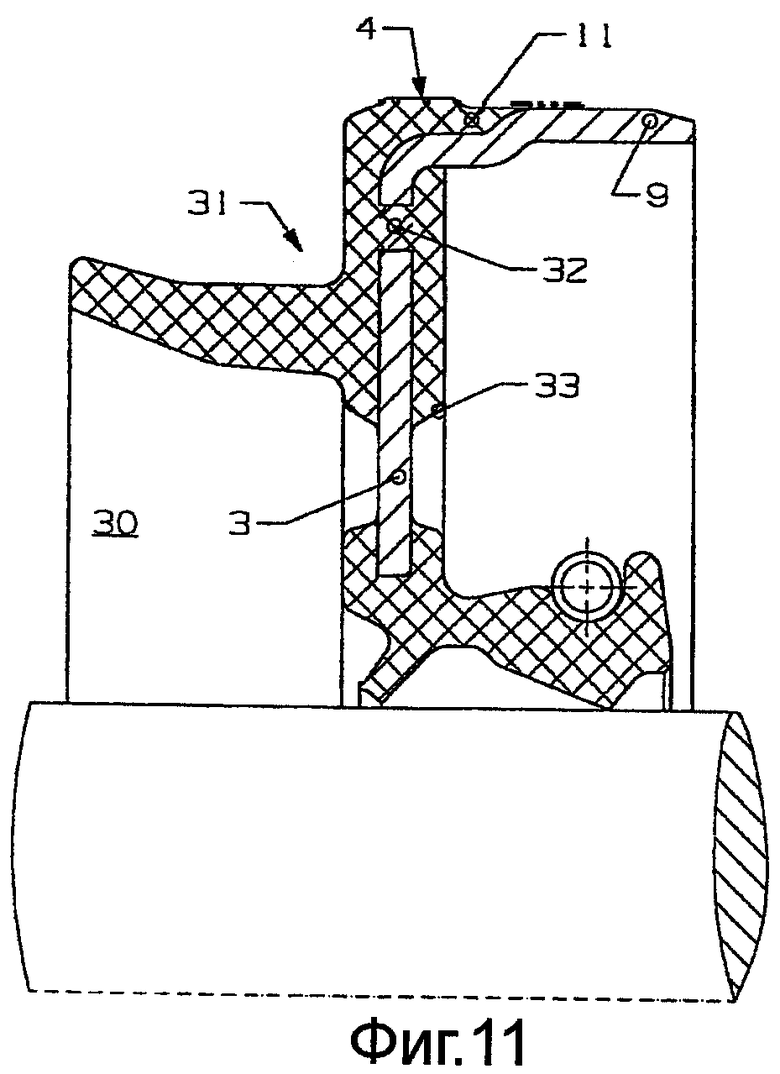
Фиг.10 и Фиг.11 - опорные элементы, которые снабжены направленными в окружающее пространство кольцевыми уступами, у которых дополнительно к статической радиальной уплотняющей части уплотнения имеется еще и осевая статическая уплотняющая часть.
На фиг.1 в схематичном изображении показана верхняя часть металлического опорного элемента 1 в сечении. Опорный элемент 1 по существу состоит из осевой кольцевой втулки 2 и радиального фланца 3. Опорный элемент 1 изготовлен из металла в виде цельной детали. Для этого металлическая полоса согнута в кольцо и сварена на своих состыкованных друг с другом концевых кромках. После этого выполняется радиальный фланец 3 методом роликовой накатки или же методом глубокой вытяжки. Опорные элементы, которые изготавливаются этим методом, известны, например, из DE 10 2006 046 414 A1. Для статического уплотнения на наружной стороне кольцевой втулки 2 устанавливается уплотнение 4. На фланце 3 находится динамическое уплотнение 5. Последнее в показанном примере состоит из уплотнительной губки 6, которая прижимается спиральной пружиной 7 к не показанному подробно валу. Кроме того, динамическое уплотнение 5 снабжено еще грязевой губкой 8. Как статическое уплотнение 4, так и динамическое уплотнение 5 могут крепиться к опорному элементу 1 путем вулканизации. Кольцевая втулка 2 снабжена кольцевым уступом 9, который направлен радиально внутрь. Этот кольцевой уступ 9 изготавливается методом роликовой накатки и неразрывно соединен с кольцевой втулкой 2 через перегиб 10. На кольцевом уступе 9 лежит уплотняющая часть 11 статического уплотнения 4. Этот вариант осуществления опорного элемента 1 для радиального уплотнения вала может просто изготавливаться методом роликовой накатки и может также, в зависимости от применения, очень простым способом снабжаться статическим уплотнением 4. Радиальное уплотнение 12 вала при его вставке в отверстие вводится так, что кольцевой уступ 9 направлен в сторону уплотняемого внутреннего пространства 13.
Изображенное на фиг.2 радиальное уплотнение 12 вала соответствует исполнению радиального уплотнения 12 вала, показанному на фиг.1, с той разницей, что статическое уплотнение 4 снабжено выступом 14, который частично перекрывает внутреннюю кромку 15 кольцевой втулки 2. Такой вариант осуществления выгоден, когда необходимо крепление уплотнения 4 только на опорном элементе 1, или же дополнительно с геометрическим замыканием. В целях монтажа в предусмотренном отверстии для радиального уплотнения 12 вала уплотнения 4 снабжены фасками 16.
В зависимости от области применения, можно привулканизировать или же приклеить статическое уплотнение 4 к кольцевому уступу 9. На фиг.3 показан вариант осуществления, в котором уплотнение 4 прикреплено к кольцевому уступу путем прикатки. Прикатка здесь обозначена штриховкой 17 крест-накрест. В случае прикатки можно отказаться от нанесения слоя связующего вещества или использования клея, так что здесь получается экономия.
Для множества случаев применения предусмотрено, что металлические полосы для изготовления кольцевой втулки 2 имеют концевые поверхности, которые проходят под прямым углом к боковым кромкам металлической полосы, так что сварной шов прокладывается параллельно оси вала. В исключительных случаях можно, однако, расположить обрезные кромки на металлической полосе так, чтобы они лежали под углом к боковым краям кольца. Такой вариант осуществления схематично показан на фиг.4. Там сварной шов 18 расположен наискосок к боковым краям кольцевой втулки 2. Все другие детали фиг.4 соответствуют варианту осуществления, показанному на фиг.2.
На фиг.5 показан вариант осуществления, в котором кольцевой уступ 9 ограничен двумя перегибами 10 и 21. В кольцевой паз, образуемый перегибами 10 и 21, вложено кольцевое уплотнение 22. Это кольцевое уплотнение 22, если смотреть в поперечном сечении, имеет эллиптическую форму, и в направлении перегибов 10 и 21 имеет небольшое свободное пространство, так что уплотнение 22 при вставке в отверстие сжимается и может расходиться в свободное пространство.
Очень надежное крепление статического уплотнения 4 в кольцевом уступе 9, ограниченном двумя перегибами 10 и 21, может быть обеспечено за счет того, что кольцевой уступ 9 по своему периметру снабжается перфорацией 23, в которую во время процесса вулканизации может проникать часть материала уплотнения, так что уплотняющая часть 11 удерживается цапфами 24 и дополнительно кольцевой втулкой 2. Это показано на фиг.6. Здесь можно обойтись без связующего вещества или клея. Кроме того, перфорация позволяет осуществлять промывку шприцеванием через опорный элемент или, соответственно, промывку шприцеванием несколькими материалами.
На фиг.7 показан вариант осуществления, в котором кольцевой уступ 9 выполнен в кольцевой втулке 2 таким образом, что он не образует выпячивания во внутреннее пространство кольцевой втулки 2, как это происходило в предыдущих случаях, показанных на фиг.1-6.
Исполнение кольцевой втулки 2 с кольцевым уступом 9 дает также и то преимущество, что статическое уплотнение 4 может быть защелкнуто на опорный элемент 1. Такая возможность показана на фиг.8. Здесь уплотнение 4 снабжается выступом 25, который зацепляется за перегиб 10 кольцевого уступа 9 с внутренней стороны кольцевой втулки. Уплотнение 4 выполнено так, что оно полностью охватывает кольцевой уступ 9, а также внутреннюю сторону кольцевой втулки 2. В этом варианте осуществления, как и во всех предыдущих вариантах осуществления, показанных на фиг.1-7, статическое уплотнение 4 установлено на опорном элементе 1 отдельно от динамического уплотнения 5. При этом преимущество заключается в том, что для изготовления этих уплотнений могут применяться различные материалы.
На фиг.9, однако, показан вариант осуществления, в котором как статическое уплотнение 4, так и динамическое уплотнение 5 изготовлены из одного и того же материала и соединены друг с другом. Этот вариант осуществления особенно подходит для варианта уплотнений, устанавливаемого с защелкиванием. При этом уплотнения выполнены так, что внутренние кромки 26 и 27 кольцевой втулки 2 и фланца 3 охватываются этими уплотнениями. У такого уплотнения опорный элемент 1 на своей обращенной наружу поверхности полностью покрыт материалом уплотнения. Внутренние кромки 26 и 27 кольцевой втулки 2 и фланца 3 захвачены при этом имеющими форму кольцевого паза выемками 28 и 29 уплотнений 4 и 5.
На фиг.10 и 11 показаны варианты осуществления, в которых кольцевые уступы 9 направлены в окружающее пространство 30 радиального уплотнения 12 вала. Здесь дополнительно к статической радиальной уплотняющей части 11 уплотнения 4 установлена дополнительная осевая статическая часть 31 уплотнения. Эта осевая статическая часть 31 уплотнения перекрывает фланец 3 на его наружной стороне, по меньшей мере, частично. Благодаря этому можно снабдить фланец 3 перфорационными отверстиями 32, в которые может затекать материал уплотнений и таким образом образовывать крепежные цапфы 24. При этом может быть предпочтительно, если материал уплотнения образует на внутренней стороне фланца 3 фиксатор 33, с помощью которого достигается особенно прочная фиксация статических уплотнений 4 и 31 на опорном элементе 1.
Изобретение относится к уплотнительной технике. Металлический цельный опорный элемент для радиальных уплотнений валов со статическим и динамическим уплотнением из осевой кольцевой втулки и радиального фланца изготовлен из согнутой в кольцо металлической полосы. Примыкающие друг к другу концевые кромки металлической полосы сварены друг с другом. Осевая кольцевая втулка снабжена, по меньшей мере, одним кольцевым уступом, на который устанавливается статическое уплотнение своей уплотняющей частью. Изобретение повышает надежность уплотнения. 17 з.п. ф-лы, 11 ил.
1. Металлический цельный опорный элемент для радиальных уплотнений валов со статическим и динамическим уплотнением из осевой кольцевой втулки и радиального фланца, изготовленный из согнутой в кольцо металлической полосы, причем примыкающие друг к другу концевые кромки металлической полосы сварены друг с другом, отличающийся тем, что осевая кольцевая втулка (2) имеет, по меньшей мере, один кольцевой уступ (9) с, по меньшей мере, одним перегибом (10), причем на кольцевом уступе своей уплотняющей частью (11) установлено статическое уплотнение (4), отделенное от динамического уплотнения (5), причем уплотняющая часть (11) статического уплотнения (4) расширена в осевом направлении и занимает, по меньшей мере, половину осевой протяженности кольцевой втулки (2).
2. Опорный элемент по п.1, отличающийся тем, что кольцевой уступ (9) направлен к уплотняемому внутреннему пространству (13).
3. Опорный элемент по п.1 или 2, отличающийся тем, что статическое уплотнение (4) имеет выступ, который, по меньшей мере, частично перекрывает внутреннюю кромку (15) кольцевой втулки (2).
4. Опорный элемент по п.1, отличающийся тем, что уплотняющая часть (11) на своем внутреннем краю имеет фаску (16).
5. Опорный элемент по п.1, отличающийся тем, что статическое уплотнение (4) привулканизировано.
6. Опорный элемент по п.1, отличающийся тем, что статическое уплотнение (4) приклеено.
7. Опорный элемент по п.1, отличающийся тем, что статическое уплотнение (4) закреплено на кольцевом уступе (9) путем прикатки.
8. Опорный элемент по п.1, отличающийся тем, что концевые кромки (19, 20) металлической полосы направлены наискосок к оси кольцевой втулки (2).
9. Опорный элемент по п.1, отличающийся тем, что кольцевой уступ (9) ограничен двумя перегибами (10, 21).
10. Опорный элемент по п.1, отличающийся тем, что кольцевая втулка (2) в области кольцевого уступа (9) на своем периметре снабжена перфорацией (23), в которую входят цапфы (24) уплотняющей части (11).
11. Опорный элемент по п.1, отличающийся тем, что кольцевой уступ (9) выполнен без выпячивания кольцевой втулки (2).
12. Опорный элемент по п.1, отличающийся тем, что уплотнение (4) защелкнуто на опорный элемент (1).
13. Опорный элемент по п.12, отличающийся тем, что уплотнение (4) имеет выступ (25), зацепляющийся за кольцевой уступ (9) с внутренней стороны кольцевой втулки (2).
14. Опорный элемент по п.1 или 12, отличающийся тем, что внутренние кромки (26, 27) кольцевой втулки (2) и/или фланца (3) введены в выемки (28, 29) уплотнений (4, 5), имеющие форму кольцевого паза.
15. Опорный элемент по п.1, отличающийся тем, что кольцевой уступ (9) направлен в окружающее пространство (30) и дополнительно к статической радиальной уплотняющей части (11) имеет еще осевую статическую уплотняющую часть (31).
16. Опорный элемент по п.15, отличающийся тем, что осевая статическая уплотняющая часть (31) перекрывает фланец (3) на его наружной стороне, по меньшей мере, частично.
17. Опорный элемент по п.16, отличающийся тем, что фланец (3) снабжен по своему периметру отверстиями (32), в которые входят цапфы (24) уплотняющей части (31).
18. Опорный элемент по п.17, отличающийся тем, что статическое уплотнение привулканизировано к опорному элементу (1) и через отверстия (32) соединено на внутренней стороне фланца (3) с фиксатором (33).
| DE 102006046414 A1, 29.03.2007 | |||
| РАДИАЛЬНОЕ УПЛОТНЕНИЕ ВАЛА И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2004 |
|
RU2334905C2 |
| УПЛОТНЕНИЕ ВРАЩАЮЩЕГОСЯ ВАЛА | 1996 |
|
RU2117839C1 |
| Способ обработки целлюлозных материалов, с целью тонкого измельчения или переведения в коллоидальный раствор | 1923 |
|
SU2005A1 |
| Станок для изготовления деревянных ниточных катушек из цилиндрических, снабженных осевым отверстием, заготовок | 1923 |
|
SU2008A1 |
| Голубев Г.А | |||
| и др | |||
| Контактные уплотнения вращающихся валов | |||
| - М.: Машиностроение, 1976, с.74, рис.43б справа. | |||

