Изобретение относится к переносному реакционному тиглю для порции металлотермической, в частности алюминотермической, сварочной смеси для одноразового пользования, содержащему кожух с цилиндрической обшивкой, плоским днищем, крышкой и жаростойкой футеровкой в кожухе тигля, который заполняется порцией сварочной смеси и снабжен расплавляемым отверстием в днище.
Подобный реакционный тигель известен из патента ФРГ DE-19702410 С1. В известном реакционном тигле собственно реакционный тигель в виде футеровки из смеси песка впрессован или инжектирован в металлический кожух. По этой причине кожух должен быть изготовлен из высокопрочного металлического тяжелого материала. Легкий и дешевый материал, например бумагу, пластмассу и т. п. , применять невозможно. Так как футеровка в соответствии с плоским днищем кожуха тигля имеет плоское днище, сток расплава к донному отверстию не обеспечивается. В футеровку порция сварочной смеси вводится или в стандартном виде в жестяной банке, или в обычном пластмассовом мешке, или в другой упаковке. При использовании реакционного тигля крышку снимают и порцию термитной смеси поджигают с помощью зажигательного прутка, после чего снова надевают крышку. Металлический кожух требует специальных мер по его удалению с места применения.
Задачей настоящего изобретения является создание реакционного тигля, в котором для кожуха можно использовать недорогие материалы, и собственно реакционный тигель с наклонным днищем надежно удерживается в кожухе.
Данная задача решается посредством того, что к плоскому днищу изготовленного из неметаллического материала кожуха своей плоской нижней стороной прилегает опорный диск из огнеупорного материала, соответствующий внутреннему диаметру обшивки, верхняя сторона которого выполнена конической в сторону центрального отверстия, и что огнеупорная футеровка представляет собой специально изготовленный и вдвинутый в обшивку цилиндрический реакционный сосуд, днище которого выполнено коническим в соответствии с верхней стороной опорного диска и прилегает к диску, а полой направляющей насадкой входит в зацепление в центральное отверстие опорного диска.
Поскольку кожух не может одновременно служить в качестве наружной формы для реакционного сосуда, он может быть выполнен из неметаллического материала, например, из картона, гетинакса, пластмассы и т.п. По меньшей мере, цилиндрическая обшивка и днище выполнены предпочтительно из картона, пластмассы и т.п. В качестве материала предпочтителен, в частности, картон. Изготовленный в виде отдельной детали реакционный сосуд снабжен коническим днищем. Опорная шайба обеспечивает надежную опору и центровку реакционного сосуда в кожухе тигля.
Компенсация производственных допусков при изготовлении реакционного сосуда и/или конструкция общей толщины стенок, необходимой для реакции плавления, могут быть достигнуты посредством того, что наружный диаметр реакционного сосуда выполнен на заданную величину меньше внутреннего диаметра обшивки и кольцевое промежуточное пространство наполнено огнеупорным материалом, предпочтительно в мелкозернистой форме.
Для выполнения кожуха и крышки реакционного тигля есть много возможностей. С одной стороны, можно выполнить цилиндрическую обшивку и днище кожуха и, по меньшей мере, предпочтительно крышку реакционного тигля с одним отверстием из картона, гетинакса и т.п., тем самым имеющаяся крышка реакционного тигля выполнена из одинакового с кожухом тигля материала. С другой стороны, возможно, чтобы крышка реакционного тигля, снабженная предпочтительно, по меньшей мере, одним отверстием, была выполнена из огнеупорного материала. Кроме того, может быть, также целесообразно применить систему двойной крышки, в которой на внутренней крышке из огнеупорного материала находится наружная крышка из одного из других указанных материалов.
Для того чтобы крышка или крышки надежно удерживались, предпочтительно, чтобы цилиндрическая обшивка кожуха выходила за свободную кромку реакционного сосуда и на свободной кромке прилегала, по меньшей мере, к одной из крышек и удерживалась выступающим участком корпуса.
Чтобы содержать затвор воздухо- и влагонепроницаемым, целесообразно предусмотреть дополнительно к крышке или крышкам на их наружной стороне в качестве защитного и/или уплотняющего элемента предпочтительно пленку, захватывающую верхнюю кромку корпуса кожуха.
При этом возможно, чтобы детали, изготовленные из картона, пластмассы и т. п. , были защищены от проникновения влаги, например, чтобы при использовании картона для кожуха на картон на его внутреннюю сторону наклеивалась металлическая фольга или чтобы он был снабжен находящейся внутри фольгой.
Направляющая насадка может быть выполнена монолитной с реакционным сосудом или как отдельная деталь. При данном исполнении облегчается ввод направляющей насадки, определяющей уплотнение от расплава в донном отверстии реакционного сосуда.
На некоторых стройках, на которых применяется металлотермический способ сварки, например на строительстве тоннелей, желательно, чтобы газы, выходящие из реакционного тигля, обеспыливались. Поэтому целесообразно, чтобы для отверстия в крышке был установлен фильтр из огнеупорного нетканого материала. При этом целесообразно в крышке предусмотреть запальное отверстие, если фильтр через выпускное отверстие жестко соединен с крышкой.
Особенно устойчивая конструкция кожуха тигля создается тогда, когда днище кожуха тигля снабжено фланцем, который так вклеен в обшивку, что свободные кромки обшивки и фланца находятся в одной плоскости.
Для опорного диска предпочтителен другой огнеупорный материал по сравнению с материалом реакционного сосуда, так как опорный диск при использовании тигля термически менее нагружен по сравнению с реакционным сосудом. И наполнитель кольцевого зазора между обшивкой и реакционным сосудом термически менее нагружен, чем реакционный сосуд, и поэтому может быть также другим.
В реакционном тигле в соответствии с изобретением в качестве свободной засыпки в реакционный тигель вводится предпочтительно порция термитной смеси и крышка или крышки закрываются с изоляцией от воздуха и/или влаги.
Примеры выполнения реакционного тигля согласно изобретению поясняются более подробно с помощью приложенных фигур, которые показывают:
фиг.1 - вертикальный разрез реакционного тигля,
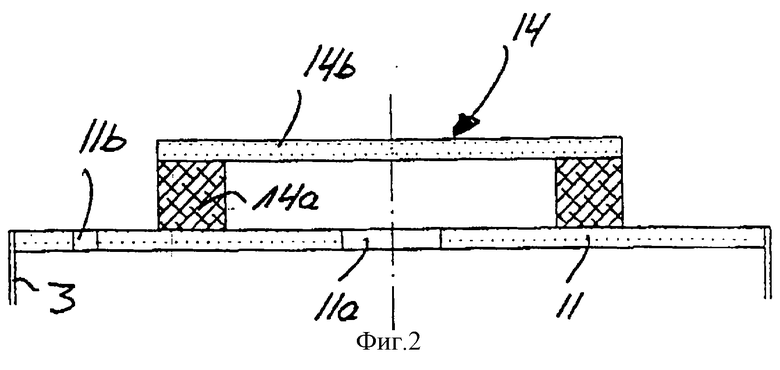
фиг.2 - вертикальный разрез крышки с пылевым фильтром,
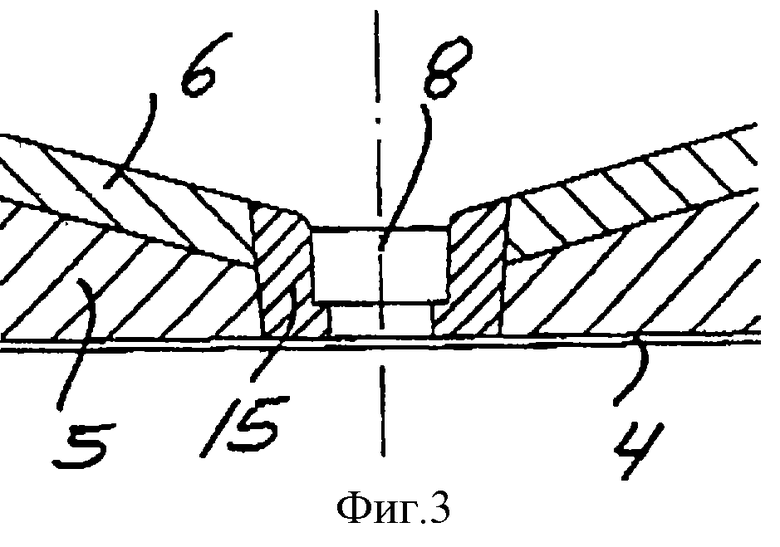
фиг. 3 - вертикальный разрез участка днища реакционного тигля, в котором направляющая насадка реакционного сосуда изготовлена в качестве отдельной детали.
В изображенном на фиг.1 переносном реакционном тигле 1 предусмотрен кожух 2 тигля, который имеет цилиндрическую обшивку 3 и плоское днище 4. Обшивка 3 и днище 4 изготовлены из картона, который на своей внутренней стороне оснащен влагостойким алюминиевым кашированием К. Днище 4 имеет участок 4а и фланец 4в. Днище вклеено в обшивку 3 так, что свободная нижняя кромка 3а обшивки и свободная кромка 4с фланца находятся в одной плоскости. Образованное таким образом днище служит для жесткости кожуха тигля.
На плоской верхней стороне участка днища 4а расположен соответствующий своим наружным диаметром внутреннему диаметру обшивки опорный диск 5 из первого огнеупорного материала F1 со своей нижней стороной 5а. Верхняя сторона 5b опорного диска выполнена конической в сторону центрального отверстия 5с. Центральное отверстие 5с сужается конусом вниз. Наружная поверхность обшивки 5d опорного диска 5 выполнена слегка сужающейся вверх в виде конуса.
Для приема порции термитной смеси S в качестве свободной засыпки, подаваемой в реакционный тигель, на конической верхней стороне 5b опорного диска 5 находится выполненная конической по конусности верхней стороны 5b опорного диска нижняя сторона 6а днища изготовленного отдельно и вставленного в кожух 1 реакционного сосуда 7 из огнеупорного материала F2. Верхняя сторона 6b днища 6 конусом наклонена по конусности нижней стороны 6а относительно центрального сливного отверстия 6с, которое выполнено в направляющей насадке 6d днища 6 вниз и входит в зацепление с коническим отверстием 5с опорного диска. Аксиальная длина полой направляющей насадки 6d, выполненной монолитной с днищем 6, подобрана по размерам так, что она заканчивается нижней стороной 5а опорного диска. В отверстии 6с вставлено расплавляемое металлотермической реакцией уплотнение 8. Расположенное под отверстием 6с днище из картона сгорает. Но можно также снабдить днище под отверстием еще одним отверстием.
Монолитной с днищем 6 выполнена обшивка 9 реакционного сосуда 7. Обшивка 9 имеет прямую цилиндрическую наружную поверхность 9а и сужающуюся конусом вниз внутреннюю поверхность 9b, так что толщина стенки обшивки увеличивается сверху вниз.
Наружный диаметр обшивки подобран предпочтительно таким, что он меньше внутреннего диаметра обшивки 3 кожуха. Выполненное таким образом кольцевое пространство 10 заполнено высокодисперсным огнеупорным материалом F3, например песком, и тем самым фиксирует и центрирует опорный диск 5 и реакционный сосуд 7 в кожухе.
Как следует из фиг.1, корпус 3 выступает за свободную верхнюю кромку 9с реакционного сосуда 7 на величину, соответствующую толщине крышки 11 из огнеупорного материала, установленной на верхнюю кромку 9с. Диаметр крышки 11 соответствует внутреннему диаметру обшивки 3.
Крышка 11 снабжена запальным отверстием 11а, через которое можно зажечь порцию термитной сварочной смеси 6. Для защиты крышки 11 и закрытия отверстия 11а на верхней стороне крышки размещена пленка 12, которая захватывает, по меньшей мере, одну часть обшивки 3. Возможно также покрыть весь реакционный тигель пленкой, предпочтительно усадочной пленкой. Для облегчения работы с одноходовым тиглем на обшивке дополнительно прикреплена одна или несколько ручек 13.
В показанном на фиг. 2 варианте выполнения крышке 11 придан пылевой фильтр 14, который перекрывает центральное отверстие 11а. Пылевой фильтр состоит из кольцеобразного огнеупорного нетканого материала 14а, который закреплен между верхней стороной крышки 11 и пластиной 14b. При реакции расплава газы проходят через отверстие 11а во внутреннее пространство фильтра и выходят радиально наружу. В этом варианте выполнения в крышке может быть предусмотрено второе отверстие 11b в качестве запального отверстия. Конструкция фильтра также может быть затянута усадочной пленкой.
В показанном на фиг. 3 варианте выполнения предусмотрена отдельная от днища 6 реакционного сосуда направляющая насадка 15, которая вставлена в соответствующее отверстие 6е днища.
| название | год | авторы | номер документа |
|---|---|---|---|
| ГАЗОВАЯ ТИГЕЛЬНАЯ ПЕЧЬ | 2013 |
|
RU2557187C2 |
| УСТРОЙСТВО ДЛЯ ТЕРМИТНОЙ ПРИВАРКИ ВЫВОДОВ ЭЛЕКТРОХИМЗАЩИТЫ К МАГИСТРАЛЬНЫМ ТРУБОПРОВОДАМ | 2005 |
|
RU2323075C2 |
| УСТРОЙСТВО ДЛЯ РАФИНИРОВАНИЯ МАГНИЯ И ПРИГОТОВЛЕНИЯ МАГНИЕВЫХ СПЛАВОВ | 2004 |
|
RU2260067C1 |
| УСТРОЙСТВО ДЛЯ РАФИНИРОВАНИЯ МАГНИЯ И ПРИГОТОВЛЕНИЯ МАГНИЕВЫХ СПЛАВОВ | 2004 |
|
RU2273673C1 |
| СПОСОБ АЛЮМИНОТЕРМИТНОЙ СВАРКИ РЕЛЬСОВ ПРИ ОТРИЦАТЕЛЬНЫХ ТЕМПЕРАТУРАХ ОКРУЖАЮЩЕЙ СРЕДЫ | 2013 |
|
RU2551751C2 |
| УСТРОЙСТВО ДЛЯ ПОЛУЧЕНИЯ МЕТАЛЛИЧЕСКИХ ПОРОШКОВ ИЗ РАСПЛАВА | 1995 |
|
RU2082560C1 |
| АППАРАТ ДЛЯ МЕТАЛЛОТЕРМИЧЕСКОГО ВОССТАНОВЛЕНИЯ ГАЛОГЕНИДОВ МЕТАЛЛОВ | 1997 |
|
RU2112058C1 |
| Форма для термитной сварки труб | 1933 |
|
SU42400A1 |
| АВТОНОМНЫЙ ТИГЕЛЬ И ВОСПЛАМЕНИТЕЛЬ ДЛЯ СВАРОЧНОГО АППАРАТА | 2003 |
|
RU2302325C2 |
| СПОСОБ ПАЙКИ РЕЛЬСОВЫХ СОЕДИНИТЕЛЕЙ К РЕЛЬСУ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2008 |
|
RU2390597C1 |
Изобретение относится к области машиностроения, оборудования для термической сварки. Тигель предназначен для одноразового пользования и содержит кожух с цилиндрической обшивкой, плоское днище, крышку и огнеупорную футеровку в кожухе тигля для заполнения порцией термитной сварочной смеси, выполненную с расплавляемым отверстием в днище. Для использования недорогих материалов и надежного удержания собственно тигля в кожухе к плоскому днищу последнего, изготовленного из неметаллического материала, прилегает своей плоской нижней стороной опорный диск из огнеупорного материала с центральным отверстием, соответствующий внутреннему диаметру обшивки, верхняя сторона которого выполнена конической в сторону центрального отверстия. Огнеупорная футеровка представляет собой специально изготовленный и вставленный в обшивку цилиндрический реакционный сосуд, днище которого выполнено коническим в соответствии с верхней стороной опорного диска и прилегает к диску, и полой направляющей насадкой входит в центральное отверстие опорного диска. 2 с. и 14 з.п.ф-лы, 3 ил.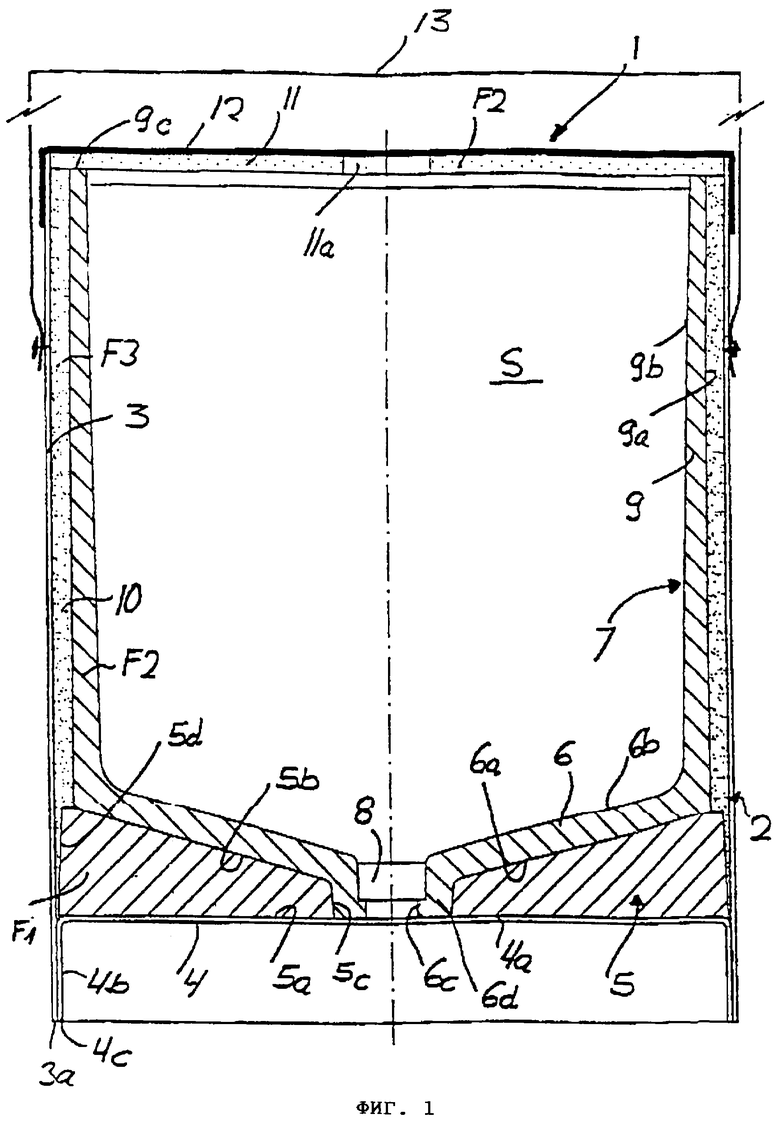
| DE 19702410 C1, 12.03.1998 | |||
| Форма для термитной сварки | 1988 |
|
SU1569147A1 |
| ШИРОКОПОЛОСНЫЙ ПРЕОБРАЗОВАТЕЛЬ ПЕРЕМЕННОГО НАПРЯЖЕНИЯ В ПОСТОЯННОЕ | 0 |
|
SU407240A1 |
| US 4063720, 20.12.1977 | |||
| US 4149704, 17.04.1979. | |||
