ИСТРЕБОВАНИЕ ПРИОРИТЕТА
В настоящей заявке испрашивается конвенционный приоритет по дате подаче временной патентной заявки США №60/862,380, поданной 20.10.2006, полное содержание которой вводится ссылкой в настоящую заявку.
ПРЕДПОСЫЛКИ СОЗДАНИЯ ИЗОБРЕТЕНИЯ
Настоящее изобретение относится в целом к кондитерским изделиям, а также к устройствам и способам их изготовления.
Кондитерские изделия с начинкой пользуются широким потребительским спросом. Высокопроизводительные технологические линии, обеспечивающие удовлетворение высокого спроса на такую продукцию, могут содержать коэкструдер и формующую машину. Коэкструдер обеспечивает получение непрерывной заготовки в форме жгута кондитерского материала с начинкой. Затем в формующей машине осуществляется подача непрерывной кондитерской заготовки с начинкой между противолежащими первыми и вторыми формующими элементами. Формующие элементы взаимодействуют друг с другом для обжатия и запечатывания поступающей заготовки и формования из нее запечатанных полуфабрикатов кондитерских изделий с начинкой. Такие полуфабрикаты кондитерских изделий могут быть удалены из формующей машины с помощью выталкивающего устройства или без него.
КРАТКОЕ ОПИСАНИЕ ИЗОБРЕТЕНИЯ
Настоящее изобретение относится к машинам и способам изготовления кондитерских изделий с начинками. В одном из вариантов осуществления изобретения предлагается машина для изготовления удлиненного продукта, состоящего из полуфабрикатов кондитерских изделий. Машина содержит вращающееся устройство, которое устроено и размещено таким образом, чтобы вращаться в первой плоскости, и плунжер, который устроен и установлен таким образом, чтобы выталкивать продукт для его выравнивания со второй плоскостью. Между второй и первой плоскостями имеется угол, величина которого находится в диапазоне от примерно 5° до примерно 90°.
В одном из вариантов осуществления изобретения величина угла между второй и первой плоскостями находится в диапазоне от примерно 10° до примерно 45°.
В одном из вариантов осуществления изобретения машина содержит несколько плунжеров. Плунжеры устроены и установлены таким образом, чтобы выталкивать продукт на разные расстояния одновременно в течение одного оборота вращающегося устройства.
Машина предлагается также в другом варианте осуществления изобретения. Она содержит первое колесо с первыми формующими элементами и второе колесо со вторыми формующими элементами. Первое и второе колеса устроены и установлены таким образом, чтобы по меньшей мере один первый формующий элемент мог формировать по меньшей мере с одним вторым формующим элементом полость для формования продукта. Кроме того, машина содержит плунжерный элемент, который устроен и установлен таким образом, чтобы он взаимодействовал с первой стороной продукта для выталкивания по меньшей мере его части на первое расстояние по меньшей мере из одного первого формующего элемента. На противолежащей стороне продукта расположен второй плунжерный элемент, который не взаимодействует с продуктом.
В одном из вариантов осуществления изобретения первое и второе колеса вращаются в одной и той же плоскости.
В одном из вариантов осуществления изобретения машина содержит дополнительно ряд плунжерных элементов. Эти плунжерные элементы устроены и размещены таким образом, чтобы они проходили по криволинейному профилю один раз за цикл, причем каждый плунжерный элемент проходит в цикле по одной и той же траектории. В одном из вариантов осуществления изобретения плунжерные элементы проходят по криволинейному профилю последовательно, чтобы каждый плунжерный элемент полностью выталкивал продукт из плоскости один раз в течение цикла.
Машина для изготовления кондитерских продуктов предлагается и в другом варианте осуществления изобретения. Она содержит первое колесо с первыми формующими элементами и второе колесо со вторыми формующими элементами. Первое и второе колеса вращаются таким образом, чтобы первые и вторые формующие элементы формировали непрерывную заготовку в форме четок, когда непрерывная заготовка кондитерского продукта с начинкой в форме жгута находится между первыми и вторыми формующими элементами. Кроме того, машина содержит плунжер, который устроен и размещен таким образом, чтобы он выталкивал по меньшей мере первую часть непрерывной заготовки в форме четок из первых формующих элементов в нескольких зонах по периферии линии вращения. Когда первая часть непрерывной заготовки в форме четок выталкивается из первых формующих элементов, вторая ее часть остается внутри этих элементов.
В одном из вариантов осуществления изобретения первое и второе колеса вращаются в одной и той же плоскости.
В одном из вариантов осуществления изобретения используется ряд плунжерных элементов. Эти плунжерные элементы устроены и размещены таким образом, чтобы они проходили один раз за цикл по криволинейному профилю. Каждый плунжерный элемент проходит в цикле одну и ту же траекторию. В одном из вариантов осуществления изобретения плунжерные элементы проходят по криволинейному профилю последовательно, чтобы каждый плунжерный элемент полностью выталкивал продукт из плоскости один раз в течение цикла.
Машина для изготовления кондитерских продуктов предлагается еще в одном варианте осуществления изобретения. Машина содержит первое колесо с первыми формующими элементами и второе колесо со вторыми формующими элементами. Кроме того, машина содержит бесконтактное выталкивающее устройство.
В одном из вариантов осуществления изобретения бесконтактное выталкивающее устройство содержит устройство выпуска текучей среды под давлением и предназначено для выталкивания кондитерского продукта в непосредственной близости от первых и/или вторых формующих элементов.
В одном из вариантов осуществления изобретения первое и второе колеса вращаются таким образом, чтобы приводить первые и вторые формующие элементы в положение сопряжения для формирования непрерывной заготовки в форме четок, когда непрерывная кондитерская заготовка с начинкой в форме жгута находится между первыми и вторыми формующими элементами. Бесконтактное выталкивающее устройство устроено и размещено таким образом, чтобы удалять непрерывную заготовку в форме четок из первых и/или вторых формующих элементов без контакта с этой непрерывной заготовкой.
В одном из вариантов осуществления изобретения по меньшей мере один из первых и вторых формующих элементов содержит отверстие для выпуска текучей среды под давлением.
В одном из вариантов осуществления изобретения первое и второе колеса вращаются в одной и той же плоскости.
В одном из вариантов осуществления изобретения бесконтактное выталкивающее устройство выталкивает кондитерский продукт в направлении, которое параллельно плоскости вращения первого и второго колес.
В одном из вариантов осуществления изобретения бесконтактное выталкивающее устройство выталкивает кондитерский продукт в направлении, которое перпендикулярно плоскости вращения первого и второго колес.
Машина для изготовления кондитерских продуктов предлагается еще в одном из вариантов осуществления изобретения. Она содержит первое колесо с первыми формующими элементами и второе колесо со вторыми формующими элементами. Первые и вторые формующие элементы устроены и расположены таким образом, чтобы между ними помещалась поступающая непрерывная кондитерская заготовка с начинкой в форме жгута. Первое и второе колеса при вращении приводят первые формующие элементы в положение сопряжения со вторыми формующими элементами. Сопрягаемые формующие элементы обжимают непрерывную заготовку и формируют непрерывную заготовку в форме четок запечатанных полуфабрикатов кондитерских изделий с начинкой, прикрепленных друг к другу. Машина не содержит никаких выталкивающих устройств.
В одном из вариантов осуществления изобретения при вращении первого и второго колес первые и вторые формующие элементы выходят из сопряжения друг с другом. При выходе первых и вторых формующих элементов из положения сопряжения друг с другом непрерывная заготовка в форме четок высвобождается из первых формующих элементов под действием силы тяжести.
В одном из вариантов осуществления изобретения первое и второе колеса вращаются в одной и той же плоскости.
В одном из вариантов осуществления изобретения непрерывная заготовка в форме четок выводится из плоскости вращения первого и второго колес с помощью направляющего устройства.
В одном из вариантов осуществления изобретения направляющее устройство может иметь определенную форму. Форма может быть плоской, полуцилиндрической, корытообразной, Г-образной и их сочетаниями.
В другом варианте осуществления изобретения предлагается способ изготовления кондитерских продуктов. Способ содержит введение непрерывной кондитерской заготовки в форме жгута между первым колесом с первыми формующими элементами и вторым колесом со вторыми формующими элементами, после чего первые формующие элементы приходят в положение сопряжения со вторыми формующими элементами для формирования непрерывной заготовки в форме четок, которая имеет первую сторону и противолежащую сторону, и приведение первой стороны во взаимодействие с плунжерным элементом для выталкивания части непрерывной заготовки в форме четок на первое расстояние из первых формующих элементов. Непрерывная заготовка в форме четок не взаимодействует со вторым плунжерным элементом, расположенным на противолежащей стороне.
В одном из вариантов осуществления изобретения способ содержит обеспечение возможности перемещения плунжерного элемента по криволинейному профилю для выталкивания части непрерывной заготовки в форме четок на первое расстояние из первых формующих элементов.
В одном из вариантов осуществления изобретения способ содержит разделение непрерывной заготовки в форме четок на отдельные кондитерские изделия.
В одном из вариантов осуществления изобретения способ содержит покрытие кондитерских изделий материалом покрытия.
В одном из вариантов осуществления изобретения способ содержит доставку непрерывной заготовки в форме четок на транспортировочное устройство.
Способ изготовления кондитерских продуктов предлагается и в другом варианте осуществления изобретения. Способ содержит введение непрерывной кондитерской заготовки с начинкой в форме жгута между первым колесом с первым формующим элементом и вторым колесом со вторым формующим элементом, формирование кондитерского изделия с начинкой с запечатанными концами, выталкивание части кондитерского изделия с начинкой на первое расстояние из первого формующего элемента в первой зоне с использованием плунжерного элемента, и выталкивание части кондитерского изделия с начинкой на второе расстояние из первого формующего элемента во второй зоне с использованием плунжерного элемента. В одном из вариантов осуществления изобретения второе расстояние больше первого расстояния.
В одном из вариантов осуществления изобретения способ содержит выведение первого формующего элемента из положения сопряжения со вторым формующим элементом и удерживание кондитерского изделия в первом формующем элементе.
В одном из вариантов осуществления изобретения способ содержит обеспечение возможности перемещения плунжерного элемента по криволинейному профилю для выталкивания части кондитерского изделия с начинкой на первое и второе расстояния из первого формующего элемента.
В одном из вариантов осуществления изобретения способ содержит покрытие кондитерского изделия материалом покрытия.
Способ изготовления кондитерских продуктов предлагается еще в одном варианте осуществления изобретения. Способ содержит подачу непрерывной кондитерской заготовки с начинкой в форме жгута между первым формующим элементом на внешней поверхности первого колеса и вторым формующим элементом на внутренней поверхности второго колеса, причем первый и второй формующий элементы обеспечивают формирование запечатанного кондитерского продукта с начинкой, и удаление запечатанного кондитерского продукта с начинкой по меньшей мере из первого формующего элемента с использованием бесконтактного выталкивающего устройства.
В одном из вариантов осуществления изобретения запечатанный кондитерский продукт с начинкой выбирается из группы, состоящей из непрерывной заготовки в форме четок кондитерских изделий с начинкой, прикрепленных друг к другу, отдельных кондитерских изделий с начинкой и их сочетаний.
В одном из вариантов осуществления изобретения способ содержит выведение первого формующего элемента из положения сопряжения со вторым формующим элементом и удерживание кондитерского продукта с начинкой в первом формующем элементе.
В одном из вариантов осуществления изобретения бесконтактное выталкивающее устройство представляет собой устройство выпуска текучей среды под давлением.
В одном из вариантов осуществления изобретения способ содержит выпуск текучей среды под давлением, выбранный из группы, состоящей из выпуска поперек первого и/или второго формующего элемента, выпуска сквозь первый и/или второй формующий элемент, выпуска в первый и/или второй формующий элемент, выпуска из первого и/или второго формующего элемента и их сочетаний.
В одном из вариантов осуществления изобретения способ содержит покрытие запечатанного кондитерского продукта с начинкой материалом покрытия.
Способ изготовления кондитерского продукта предлагается еще в одном варианте осуществления изобретения. Способ содержит обеспечение первого колеса с первыми формующими элементами и второго колеса со вторыми формующими элементами, введение непрерывной кондитерской заготовки с начинкой в форме жгута между первыми формующими элементами и вторыми формующими элементами, обеспечение формирования первыми формующими элементами и вторыми формующими элементами непрерывной заготовки в форме четок, состоящей из запечатанных полуфабрикатов кондитерских изделий с начинкой, прикрепленных друг к другу, и удаление непрерывной заготовки в форме четок из первых и/или вторых формующих элементов без использования выталкивающего устройства.
В одном из вариантов осуществления изобретения способ содержит разделение непрерывной заготовки в форме четок на отдельные кондитерские изделия с начинкой.
В одном из вариантов осуществления изобретения способ содержит покрытие кондитерских изделий с начинкой материалом покрытия.
В одном из вариантов осуществления изобретения способ содержит выведение первых и вторых формующих элементов из положения сопряжения и обеспечение высвобождения непрерывной заготовки в форме четок из вторых формующих элементов перед ее высвобождением из первых формующих элементов.
В одном из вариантов осуществления изобретения способ содержит выведение первых и вторых формующих элементов из положения сопряжения друг с другом и обеспечение высвобождения непрерывной заготовки в форме четок из первых формующих элементов под действием силы тяжести.
В одном из вариантов осуществления изобретения способ содержит выведение непрерывной заготовки в форме четок из первых и/или вторых формующих элементов с помощью направляющего устройства.
Еще в одном варианте осуществления изобретения предлагается машина. Машина содержит экструдер, состоящий из кожуха с загрузочным устройством для подачи материала, по меньшей мере одного экструзионного шнека внутри кожуха и по меньшей мере одного устройства, сообщающегося с загрузочным устройством и с экструзионным шнеком. Устройство имеет такую конструкцию и расположено таким образом, чтобы оно перемещало материал, подаваемый в загрузочное устройство, для его взаимодействия с экструзионным шнеком.
В одном из вариантов осуществления изобретения по меньшей мере одно устройство содержит вращающуюся крестообразную часть. Вращающаяся крестообразная часть состоит из вала с отходящими от него первой и второй лопатками.
В одном из вариантов осуществления изобретения первая лопатка отходит от вала под углом 90° ко второй лопатке.
В одном из вариантов осуществления изобретения лопатки по существу сплошные.
В одном из вариантов осуществления изобретения лопатки содержат скошенные концы.
В одном из вариантов осуществления изобретения лопатки содержат перфорации.
В одном из вариантов осуществления изобретения каждая лопатка перекрывает от примерно 40% до примерно 60% общей длины вала.
В одном из вариантов осуществления изобретения первая и вторая лопатки перекрываются вдоль части вала.
В одном из вариантов осуществления изобретения вращающаяся крестообразная часть расположена между загрузочным устройством и экструзионным шнеком.
В одном из вариантов осуществления изобретения вал вращающейся крестообразной части ориентирован в направлении, которое примерно поперечно продольной оси экструзионного шнека.
В одном из вариантов осуществления изобретения вращающаяся крестообразная часть расположена вдоль экструзионного шнека.
В одном из вариантов осуществления изобретения вал вращающейся крестообразной части ориентирован в направлении, которое примерно параллельно продольной оси экструзионного шнека.
В одном из вариантов осуществления изобретения вращающаяся крестообразная часть вращается со скоростью от примерно 2 об/мин до примерно 5 об/мин.
В одном из вариантов осуществления изобретения между вращающейся крестообразной частью и экструзионным шнеком имеется зазор, величина которого составляет от примерно 0,5 мм до примерно 2,0 мм.
В одном из вариантов осуществления изобретения машина содержит две вращающиеся крестообразные части.
В одном из вариантов осуществления изобретения вращающиеся крестообразные части вращаются в противоположных направлениях.
В одном из вариантов осуществления изобретения вращающаяся крестообразная часть может вращаться в непрерывном или в прерывистом режиме.
В одном из вариантов осуществления изобретения кожух содержит первый и второй экструзионные шнеки.
Еще в одном варианте осуществления изобретения предлагается установка для изготовления продукта из жевательной резинки с начинкой. Установка содержит экструдер, коэкструдер для осуществления совместной экструзии для получения непрерывной заготовки продукта из жевательной резинки с начинкой и формующую машину.
В одном из вариантов осуществления изобретения экструдер располагается по ходу технологического процесса перед коэкструдером.
В одном из вариантов осуществления изобретения перед коэкструдером по ходу технологического процесса располагается смесительное устройство. Смесительное устройство выбирается из группы, состоящей из смесителя циклического действия, экструдера-смесителя и их сочетаний.
Установка для изготовления продукта из жевательной резинки с начинкой предлагается еще в одном варианте осуществления изобретения. Установка содержит экструдер, ленту выдерживания, коэкструдер для осуществления совместной экструзии для получения непрерывной заготовки в форме жгута продукта из жевательной резинки с начинкой и формующую машину.
В одном из вариантов осуществления изобретения экструдер расположен по ходу технологического процесса перед коэкструдером.
В одном из вариантов осуществления изобретения лента выдерживания располагается перед коэкструдером и после экструдера.
В одном из вариантов осуществления изобретения лента выдерживания имеет такую длину, которая достаточна для того, чтобы экструдируемая заготовка пришла в равновесие до ее ввода в коэкструдер.
В одном из вариантов осуществления изобретения перед коэкструдером по ходу технологического процесса располагается смесительное устройство. Смесительное устройство выбирается из группы, состоящей из смесителя циклического действия, экструдера-смесителя и их сочетаний.
В одном из вариантов осуществления изобретения машина содержит устройство формирования необходимого размера.
В одном из вариантов осуществления изобретения машина содержит камеру охлаждения.
В одном из вариантов осуществления изобретения машина содержит устройство нанесения покрытия.
Установка для изготовления продукта из жевательной резинки с начинкой предлагается еще в одном варианте осуществления изобретения. Установка содержит экструдер, в состав которого входит по меньшей мере одно устройство, сообщающееся с загрузочным устройством и с экструзионным шнеком, коэкструдер и формующую машину.
В одном из вариантов осуществления изобретения экструдер расположен по ходу технологического процесса перед коэкструдером.
В одном из вариантов осуществления изобретения по меньшей мере одно устройство является вращающейся крестообразной частью.
В одном из вариантов осуществления изобретения вращающаяся крестообразная часть устроена и расположена таким образом, чтобы перемещать материал, поступивший в загрузочное устройство, для его взаимодействия с экструзионным шнеком.
В одном из вариантов осуществления изобретения вращающаяся крестообразная часть состоит из вала с отходящими от него первой и второй лопатками.
В одном из вариантов осуществления изобретения первая лопатка отходит от вала под углом 90° ко второй лопатке.
В одном из вариантов осуществления изобретения первая и вторая лопатки перекрываются вдоль части вала.
Установка для изготовления продукта из жевательной резинки с начинкой предлагается еще в одном варианте осуществления изобретения. Установка содержит экструдер, в состав которого входит по меньшей мере одно устройство, сообщающееся с загрузочным устройством и с экструзионным шнеком, ленту выдерживания, коэкструдер и формующую машину.
В одном из вариантов осуществления изобретения экструдер расположен по ходу технологического процесса перед коэкструдером.
В одном из вариантов осуществления изобретения лента выдерживания располагается перед коэкструдером и после экструдера.
В одном из вариантов осуществления изобретения устройство является вращающейся крестообразной частью. Вращающаяся крестообразная часть имеет такую конструкцию и расположена таким образом, чтобы она перемещала материал, подаваемый в загрузочное устройство, для его взаимодействия с экструзионным шнеком.
В одном из вариантов осуществления изобретения вращающаяся крестообразная часть состоит из вала с отходящими от него первой и второй лопатками.
В одном из вариантов осуществления изобретения первая лопатка отходит от вала под углом 90° ко второй лопатке.
В одном из вариантов осуществления изобретения первая и вторая лопатки перекрываются вдоль части вала.
Еще в одном варианте осуществления изобретения предлагается способ изготовления композиции жевательной резинки с начинкой. Способ содержит загрузку массы жевательной резинки в экструдер, экструзию массы для формирования экструдированной заготовки, подачу экструдированной заготовки и композиции начинки в коэкструдер для формирования непрерывной заготовки в форме жгута жевательной резинки с начинкой и формование отдельных изделий из жевательной резинки с начинкой в формующей машине.
В одном из вариантов осуществления изобретения способ содержит смешивание материалов жевательной резинки в смесителе для получения массы жевательной резинки.
В одном из вариантов осуществления изобретения способ содержит приведение экструдированной заготовки в равновесие на ленте выдерживания после выхода заготовки из экструдера.
В одном из вариантов осуществления изобретения способ содержит формирование размера непрерывной заготовки в форме жгута жевательной резинки с начинкой в устройстве формирования необходимого размера после совместной экструзии заготовки.
В одном из вариантов осуществления изобретения способ содержит охлаждение изделий из жевательной резинки с начинкой в камере охлаждения.
В одном из вариантов осуществления изобретения получают непрерывную заготовку в форме четок, состоящую из запечатанных полуфабрикатов изделий из жевательной резинки с начинкой, прикрепленных друг к другу.
В одном из вариантов осуществления изобретения способ содержит разделение полуфабрикатов изделий из жевательной резинки с начинкой и их покрытие материалом покрытия.
Способ изготовления композиции жевательной резинки с начинкой предлагается еще в одном варианте осуществления изобретения. Способ содержит загрузку массы жевательной резинки в экструдер, перемещение по меньшей мере одной крестообразной частью массы жевательной резинки, загруженной в экструдер, для взаимодействия с экструзионным шнеком, экструзию массы для формирования экструдированной заготовки, подачу экструдированной заготовки и композиции начинки в коэкструдер для формирования непрерывной заготовки в форме жгута жевательной резинки с начинкой и формование изделий из жевательной резинки с начинкой в формующей машине.
В одном из вариантов осуществления изобретения способ содержит смешивание ингредиентов жевательной резинки в смесителе для получения массы жевательной резинки.
В одном из вариантов осуществления изобретения в качестве смесителя используется смеситель циклического действия.
В одном из вариантов осуществления изобретения в качестве смесителя используется экструдер-смеситель.
В одном из вариантов осуществления изобретения способ содержит приведение экструдированной заготовки в равновесие на ленте выдерживания после выхода заготовки из экструдера.
В одном из вариантов осуществления изобретения способ содержит формирование размера непрерывной заготовки в форме жгута жевательной резинки с начинкой в устройстве формирования необходимого размера после совместной экструзии заготовки.
В одном из вариантов осуществления изобретения способ содержит охлаждение изделий из жевательной резинки с начинкой в камере охлаждения.
В одном из вариантов осуществления изобретения получают непрерывную заготовку в форме четок, состоящую из полуфабрикатов изделий из жевательной резинки с начинкой, прикрепленных друг к другу.
В одном из вариантов осуществления изобретения способ содержит разделение полуфабрикатов изделий из жевательной резинки с начинкой и их покрытие материалом покрытия.
В одном из вариантов осуществления изобретения предлагается способ изготовления композиции жевательной резинки с начинкой. Способ содержит загрузку ингредиентов жевательной резинки в экструдер-смеситель, смешивание ингредиентов жевательной резинки в экструдере-смесителе, экструзию жевательной резинки для формирования экструдированной заготовки, подачу экструдированной заготовки и композиции начинки в коэкструдер для формирования непрерывной заготовки в форме жгута жевательной резинки с начинкой, подачу непрерывной заготовки в форме жгута жевательной резинки с начинкой в формующую машину и формование отдельных изделий из жевательной резинки с начинкой в формующей машине.
В одном из вариантов осуществления изобретения ингредиенты жевательной резинки выбираются из группы, состоящей из основы, наполнителей, ароматизатора, умягчителей и их сочетаний.
В одном из вариантов осуществления изобретения экструдированная заготовка до ее загрузки в коэкструдер подается на ленту выдерживания.
В одном из вариантов осуществления изобретения лента выдерживания имеет такую длину, которая достаточна для того, чтобы экструдируемая заготовка пришла в равновесие до ее ввода в коэкструдер.
В одном из вариантов осуществления изобретения способ содержит приведение экструдированной заготовки в равновесие на ленте выдерживания после выхода заготовки из экструдера-смесителя.
В одном из вариантов осуществления изобретения способ содержит формирование размера непрерывной заготовки в форме жгута жевательной резинки с начинкой в устройстве формирования необходимого размера после совместной экструзии заготовки.
В одном из вариантов осуществления изобретения формующая машина формирует из непрерывной заготовки в форме жгута жевательной резинки с начинкой непрерывную заготовку в форме четок, содержащую запечатанные полуфабрикаты кондитерских изделий с начинкой, прикрепленные друг к другу.
В одном из вариантов осуществления изобретения способ содержит разделение полуфабрикатов кондитерских изделий с начинкой и их покрытие материалом покрытия.
В одном из вариантов осуществления изобретения предлагается кондитерский продукт. Кондитерский продукт может содержать текучую центральную часть и внешнюю часть. Относительная ширина продукта находится в диапазоне от примерно 65% до примерно 85%. Продукт может иметь конец. Кондитерский продукт может быть разделен плоскостью на две части. Между концом и верхней поверхностью продукта может проходить наклонная поверхность. Величина угла между наклонной поверхностью и плоскостью может находиться в диапазоне от примерно 30° до примерно 60°. Продукт может быть покрыт материалом покрытия.
В одном из вариантов осуществления изобретения наклонная часть может быть плоской или практически плоской.
В одном из вариантов осуществления изобретения кондитерский продукт может содержать противолежащие концы и первую боковую сторону и противолежащую боковую сторону. Боковые стороны и концы могут формировать периметр продукта. Каждая боковая сторона может иметь вогнутую внутрь часть, так что периметр имеет форму песочных часов.
В одном из вариантов осуществления изобретения центральная текучая часть может находиться в полутвердом, жидком или полужидком состоянии, представлять собой пасту, желе, или текучий твердый материал, или сочетание указанных материалов. В одном из вариантов осуществления изобретения вес центральной текучей части может составлять от примерно 10% до примерно 15% общего веса продукта. Внешняя часть может быть кондитерским изделием, таким как жевательная резинка, жевательная конфета и их сочетания.
В одном из вариантов осуществления изобретения кондитерский продукт может иметь покрытие. Вес покрытия может составлять от примерно 25% до примерно 35% общего веса кондитерского продукта. Вес кондитерского продукта может находиться в диапазоне от примерно 1,8 г до примерно 2,4 г.
В одном из вариантов осуществления изобретения предлагается кондитерский продукт. Кондитерский продукт содержит первую часть и вторую части. Каждая часть имеет начинку и внешнюю часть с противолежащими запечатанными концами. Между запечатанным концом первой части и запечатанным концом второй части проходит перемычка. Таким образом, перемычка соединяет первую и вторую части. Перемычка может представлять продолжение внешней части. В одном из вариантов осуществления изобретения перемычка может состоять из того же материала, что и внешняя часть, и не содержит начинки. Еще в одном варианте осуществления изобретения перемычка состоит из кондитерского материала, такого как жевательная резинка, жевательный кондитерский материал и их сочетания.
В одном из вариантов осуществления изобретения через противолежащие запечатанные концы по меньшей мере одной части проходит плоскость. Часть может быть асимметричной относительно плоскости.
В одном из вариантов осуществления изобретения толщина перемычки находится в диапазоне от примерно 0,05 мм до примерно 0,25 мм.
В одном из вариантов осуществления изобретения перемычка является продолжением внешней части.
В одном из вариантов осуществления изобретения относительная ширина по меньшей мере одной из частей находится в диапазоне от примерно 65% до примерно 85%.
В одном из вариантов осуществления изобретения через перемычку проходит плоскость, которая по существу перпендикулярна перемычке. Первая часть симметрична второй части относительно этой плоскости.
Кондитерский продукт предлагается и в другом варианте осуществления изобретения. Кондитерский продукт содержит первую часть и вторую часть, причем в каждой части имеется отдельное внутреннее пространство. Внутреннее пространство первой и второй частей может содержать отдельную начинку.
В одном из вариантов осуществления изобретения перемычка может проходить между концом первой части и концом второй части.
Еще в одном из вариантов осуществления изобретения предлагается еще один кондитерский продукт. Кондитерский продукт содержит корпус, состоящий из внутренней части с начинкой и внешней части с противолежащими запечатанными концами. Корпус может быть асимметричным относительно плоскости, проходящей между запечатанными концами. Кондитерский продукт может содержать наклонную поверхность, проходящую между концом внешней части и верхней поверхностью внешней части.
В одном из вариантов осуществления изобретения кондитерский продукт может имеет по меньшей мере одну боковую сторону, которая имеет в целом форму стороны песочных часов.
В одном из вариантов осуществления изобретения центральная часть, содержащая начинку, может находиться в полутвердом, жидком или полужидком состоянии, представлять собой пасту, желе, или текучий твердый материал, или сочетание указанных материалов.
В одном из вариантов осуществления изобретения внешняя часть может быть жевательной резинкой, жевательной конфетой или их сочетаниями.
Кондитерский продукт предлагается еще в одном из вариантов осуществления изобретения. Кондитерский продукт может содержать корпус, состоящий из внутренней части с начинкой и внешней части с противолежащими запечатанными концами. Корпус может быть асимметричным относительно плоскости, проходящей между запечатанными концами. Кондитерский продукт может содержать дополнительно покрытие корпуса, формирующее кондитерский продукт с покрытием, который симметричен относительно плоскости.
Ниже указываются достоинства настоящего изобретения. Необходимо отметить, что не все из нижеуказанных достоинств могут быть присущи какому-либо конкретному варианту осуществления изобретения.
В настоящем изобретении предлагается улучшенная установка для производства жевательной резинки.
Кроме того, в изобретении предлагается улучшенный способ производства жевательной резинки.
Также в настоящем изобретении предлагается улучшенная жевательная резинка.
Также достоинством настоящего изобретения является то, что предлагаемый в нем способ изготовления кондитерских продуктов с начинкой снижает возможность приклеивания или прилипания кондитерских изделий к частям производственного оборудования. Например, непрерывная заготовка в форме четок выходит из формующей машины как единая часть. Это облегчает отделение отдельных сформованных сегментов непрерывной заготовки в форме четок от формующих элементов.
Также достоинством настоящего изобретения является то, что в предлагаемом способе изготовления кондитерских продуктов с начинкой текучий материал начинки перемещается в сторону от зон запечатывания непосредственно перед обжатием и запечатыванием частей непрерывной кондитерской заготовки с начинкой в форме жгута для формирования запечатанных концов.
Также достоинством настоящего изобретения является возможность изготовления кондитерских продуктов с начинкой, имеющих одну или более суживающихся частей. Суживающиеся части могут быть снабжены запечатанными концами, обеспечивающими повышенную прочность и устойчивость к вытеканию начинки. Суживающиеся части и/или вогнутые внутрь части обеспечивают такую форму кондитерских продуктов, при которой они могут дольше храниться и имеют повышенную устойчивость к действию нагрузок, возникающих в процессе производства и транспортировки, причем форма продукта способствует нанесению ровного и однородного покрытия кондитерских продуктов с начинкой.
Также достоинством настоящего изобретения является то, что предлагаемый в нем кондитерский продукт с начинкой имеет одну или несколько суживающихся частей, придающих продукту приятный внешний вид, привлекательный для потребителей. Суживающиеся части придают устойчивость к вытеканию начинки, в результате чего увеличивается срок хранения продукта.
Также достоинством настоящего изобретения является то, что в предлагаемой в нем машине для изготовления кондитерских продуктов с начинкой используются плунжерные элементы для удаления кондитерских продуктов из машины.
Также достоинством настоящего изобретения является то, что в предлагаемой в нем машине для изготовления кондитерских продуктов с начинкой используется бесконтактное устройство для удаления кондитерских продуктов с начинкой из машины. Использование такого бесконтактного устройства снижает возможность повреждения продукта выталкивающим устройством.
Также достоинством настоящего изобретения является то, что в предлагаемой в нем машине для изготовления кондитерского продукта с начинкой сформованный продукт выталкивается с пути движения поступающего в установку несформованного продукта для предотвращения столкновения этих двух форм продукта в процессе производства.
Также достоинством настоящего изобретения является то, что в предлагаемой в нем машине осуществляется запечатывание и формование кондитерской заготовки с начинкой без использования выталкивающего устройства, такого как плунжерный механизм или аналогичное устройство.
Также достоинством настоящего изобретения является то, что в предлагаемой в нем машине для изготовления кондитерских продуктов с начинкой не требуется использовать плунжерный элемент для удаления кондитерских продуктов из машины.
Также достоинством настоящего изобретения является то, что в предлагаемой в нем машине для формования кондитерских продуктов с начинкой требуется меньше частей оборудования, в результате чего снижается время его простоя, по сравнению с известными формующими машинами, в которых используются выталкивающие устройства.
Также достоинством настоящего изобретения является то, что в предлагаемом в нем кондитерском продукте с начинкой используется несимметричный корпус с начинкой, на который может быть нанесено покрытие для получения симметричного кондитерского продукта с начинкой, внешний вид которого привлекателен для потребителей.
Также достоинством настоящего изобретения является то, что в предлагаемой в нем машине для формования кондитерских продуктов с начинкой обеспечивается возможность визуального контроля в режиме реального времени процессов обжатия, запечатывания и формования, происходящих в формующей машине.
Другим достоинством настоящего изобретения является то, что в предлагаемой в нем машине обеспечивается стабильность композиции материала жевательной резинки.
Еще одним достоинством настоящего изобретения является то, что в предлагаемой в нем машине используется крестообразная часть для обеспечения быстрого перемещения больших масс материала через экструдер.
Еще одним достоинством настоящего изобретения является то, что в нем предлагается установка для производства продуктов из жевательной резинки с начинкой.
Еще одним достоинством настоящего изобретения является то, что в нем обеспечивается улучшенная однородность композиции кондитерского материала, которая позволяет предотвращать разрывы в процессе изготовления конечного кондитерского продукта.
Другие особенности и достоинства изобретения станут понятными после ознакомления с нижеприведенным подробным описанием с прилагаемыми фигурами чертежей.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
Фигура 1 - схематический вид предлагаемой в настоящем изобретении установки для производства кондитерских продуктов с начинкой.
Фигура 2 - вид в перспективе устройства совместной экструзии и устройства формирования необходимого размера в соответствии с настоящим изобретением.
Фигура 3 - вертикальный вид сбоку формующей машины в соответствии с настоящим изобретением.
Фигура 4 - увеличенный вертикальный вид части 4 фигуры 3.
Фигура 5 - схематический вид формующей машины в соответствии с настоящим изобретением.
Фигура 6 - вид в перспективе первого и второго колес в соответствии с настоящим изобретением.
Фигура 7 - вертикальный вид сбоку формующей машины в соответствии с настоящим изобретением.
Фигура 8 - увеличенный вертикальный вид части 11 фигуры 10.
Фигура 9 - увеличенный вертикальный вид одного из вариантов осуществления части 11.
Фигура 10 - вид в перспективе формующей машины и сформованной заготовки в форме четок в соответствии с настоящим изобретением.
Фигура 11 - часть вида в перспективе формующей машины в соответствии с настоящим изобретением.
Фигура 12 - часть вида в перспективе формующей машины в соответствии с настоящим изобретением.
Фигура 13A - увеличенный вертикальный вид одного из вариантов осуществления части 13A фигуры 10.
Фигура 13B - вид сечения по линии 13B-13B фигуры 13A.
Фигура 14 - часть вида в перспективе кондитерского продукта с начинкой в соответствии с настоящим изобретением.
Фигура 15 - вертикальный вид кондитерского продукта с начинкой фигуры 14.
Фигура 16 - вид поперечного сечения по линии 16-16 фигуры 14.
Фигура 17 - вид в перспективе кондитерского продукта с начинкой в соответствии с настоящим изобретением.
Фигура 18 - вид в перспективе кондитерского продукта с начинкой в соответствии с настоящим изобретением.
Фигура 19 - вид поперечного сечения по линии 19-19 фигуры 18.
Фигура 20 - вид в перспективе кондитерского продукта с начинкой и с покрытием в соответствии с настоящим изобретением.
Фигура 21 - вид поперечного сечения по линии 21-21 фигуры 20.
Фигура 22 - вид в плане кондитерского продукта с покрытием в соответствии с настоящим изобретением.
Фигура 23 - схематический вид сбоку предлагаемой в настоящем изобретении машины для производства кондитерских продуктов с начинкой.
Фигура 24 - схематический вид сбоку машины в соответствии с настоящим изобретением.
Фигура 25 - схематический вид в плане машины в соответствии с настоящим изобретением.
Фигура 26 - вид в перспективе крестообразной части в соответствии с настоящим изобретением.
Фигура 27 - вид поперечного сечения по линии 27-27 фигуры 26.
Фигура 28 - вид в перспективе крестообразной части в соответствии с настоящим изобретением.
Фигура 29 - вид в перспективе крестообразной части в соответствии с настоящим изобретением.
Фигура 30 - схематический вертикальный вид установки в соответствии с настоящим изобретением.
Фигура 31 - схематический вид в плане установки в соответствии с настоящим изобретением.
Фигура 32 - схематический вид спереди установки в соответствии с настоящим изобретением.
Фигура 33 - часть вида в перспективе машины в соответствии с настоящим изобретением.
ПОДРОБНОЕ ОПИСАНИЕ ИЗОБРЕТЕНИЯ
На фигуре 1, а также и на других фигурах, ссылочным номером 10 указывается установка по изготовлению кондитерских изделий с начинкой. Установка 10 содержит устройство 12 подготовки материалов кондитерских изделий, коэкструдер 14, устройство 16 формирования необходимого размера и камеру 20 охлаждения, конструкция и работа которых описывается ниже.
В устройство 12 подготовки поступает материал кондитерских изделий из некоторого источника (не показан), такого как, например, смеситель, подающая лента или бункерное устройство. Материал кондитерских изделий может представлять любую твердую карамель, мягкую карамель, жевательную резинку или другие кондитерские вещества или составы, которые находятся в жидкой фазе или могут переходить в жидкую фазу. Иными словами, материал кондитерских изделий может быть нагрет или расплавлен, из него может быть получен сироп или же он может быть растворен в жидкости для получения состояния текучести, как это хорошо известно в данной области техники. Содержание влаги (и, соответственно, вязкость) материала кондитерских изделий может изменяться в широких пределах. Типичное содержание влаги кондитерского материала в состоянии текучести может быть в диапазоне от примерно 0,5% до примерно 20% веса кондитерского материала. Текучий кондитерский материал может быть впоследствии охлажден или отвержден при комнатной температуре для формирования твердого или полутвердого кондитерского изделия. В качестве неограничивающих примеров подходящих кондитерских материалов, которые находятся в текучем состоянии или могут быть переведены в такое состояние, можно указать пасты, желе, сиропы, жидкости или твердые материалы для изготовления твердой карамели, мягкой карамели, леденцов, помадок, ирисок, желейных конфет, жевательной резинки, шоколадок и нуги. Текучий кондитерский материал может содержать сахар, или же сахар в нем может отсутствовать. При необходимости в кондитерский материал можно добавить пищевой краситель. Кондитерский материал также может содержать фармацевтический препарат или лекарственное средство. В одном из вариантов осуществления изобретения в качестве кондитерского материала может использоваться жевательная резинка. Хотя настоящее изобретение относится к использованию кондитерских материалов, установка 10 может использоваться также для изготовления и других экструдируемых пищевых продуктов с начинкой, а также полимерных материалов и продуктов с внутренним содержимым.
Из устройства 12 подготовки на конвейер 22 поступает непрерывная экструдированная заготовка, которая подается в коэкструдер 14. Экструдированная кондитерская заготовка может иметь любую необходимую геометрическую форму, в частности она может иметь, например, форму жгута, листа, пластины или пучка любой необходимой толщины, как это хорошо известно в данной области техники. В одном из вариантов осуществления изобретения экструдированная кондитерская заготовка может иметь ширину примерно 250 мм и толщину примерно 10 мм. Используемое устройство 12 подготовки кондитерского материала обеспечивает хорошую однородность плотности и формы экструдированной заготовки, подаваемой в коэкструдер 14. Например, если в экструдированной заготовке кондитерского материала используется масса жевательной резинки, то обеспечение хорошей однородности массы может снизить вероятность возникновения пустот или других дефектов массы, что, в свою очередь, может снизить вероятность дефектов в экструдированной заготовке жевательной резинки с начинкой. Даже небольшой дефект целостности внешней части массы жевательной резинки экструдированной заготовки может быть достаточным, чтобы начинка могла вытекать из изделия. Если утечка произойдет при выполнении операции покрытия, то вся партия жевательной резинки с начинкой и с покрытием может быть испорчена. Поэтому существует настоятельная необходимость в обеспечении однородности и постоянства формы кондитерского материала, подаваемого в коэкструдер.
В одном из вариантов осуществления изобретения экструдированная кондитерская заготовка может поступать из устройства 12 подготовки на конвейер 22 для ее доставки на одну или несколько лент 24 выдерживания. Транспортировка кондитерской экструдированной заготовки по ленте 24 обеспечивает охлаждение заготовки и ее восстановление после деформаций в процессе подготовки. Лента 24 может иметь достаточную длину или может протягиваться с достаточной скоростью, чтобы обеспечить снятие напряжений кондитерской экструдированной заготовки и переход ее в состояние равновесия перед подачей в коэкструдер 14. Термин "состояние равновесия" означает, что любые внутренние напряжения и/или температурные градиенты, внесенные в экструдированную кондитерскую заготовку в результате обработки в устройстве 12 подготовки, ослабляются, так что внутренние напряжения и/или температурные градиенты нейтрализуются или приходят в равновесие перед подачей в коэкструдер 14. Лента 24 выдерживания может состоять из одной длинной ленты, движущейся с малой скоростью для обеспечения достаточного времени для выдерживания заготовки после экструзии. Аналогично, лента 24 выдерживания может также состоять из нескольких лент, которые размещены последовательно, как показано на фигуре 1. В этом варианте осуществления изобретения первая лента выдерживания может доставлять экструдированную кондитерскую заготовку на вторую ленту выдерживания, которая далее может доставлять заготовку на третью ленту и т.д. Выдерживание экструдированной кондитерской заготовки перед подачей в коэкструдер 14 позволяет повысить ее однородность и стабильность характеристик и свести к минимуму уровень напряжений. В одном из вариантов осуществления изобретения устройство 12 подготовки и/или лента 24 выдерживания могут содержать дополнительные признаки и варианты, как это будет описано ниже.
В одном из вариантов экструдированная кондитерская заготовка может поступать во загрузочное устройство 26 коэкструдера 14, как показано стрелкой А на фигуре 1. В предпочтительном варианте лента 24 выдерживания доставляет в загрузочное устройство 26 экструдированную кондитерскую заготовку, температура и текучесть которой выровнена по всей ее длине и ширине. Однородная экструдированная кондитерская заготовка с заданными характеристиками обеспечивает получение более однородного продукта на всех этапах производства после ленты 24 выдерживания. Коэкструдер 14 может содержать внутренний проход (не показан), который располагается коаксиально во внешнем проходе (не показан). Во внутреннем проходе осуществляется совместная экструзия поступающего материала, имеющего текучую консистенцию, с экструзией кондитерского материала из внешнего прохода, как это хорошо известно в данной области техники.
В одном из вариантов осуществления изобретения внутренний проход может сообщаться с источником текучего или жидкого материала начинки, как это хорошо известно в данной области техники. Текучий материал начинки может находиться в полутвердом, жидком или полужидком состоянии, представлять собой пасту, желе, или текучий твердый материал, или сочетание указанных материалов. В качестве неограничивающего примера текучего твердого материала можно указать гранулированный или порошкообразный материал. Так же, как и в случае экструдированной кондитерской заготовки, текучий материал кондитерских изделий может представлять собой любую твердую карамель, мягкую карамель, жевательную резинку или другие кондитерские вещества или составы, которые находятся в жидкой фазе, или могут переходить в жидкую фазу, или могут быть текучими. Фактически кондитерский материал и текучий материал могут быть одним и тем же или разными материалами. Текучий материал может быть нагрет, расплавлен, растворен или из него может быть получен сироп, или же из него можно получить жидкий или текучий материал, как это хорошо известно в данной области техники. Соответственно, текучий материал может быть жидкостью, сиропом, желе, пастой или текучим твердым материалом, таким как гранулированный материал или кондитерский материал в порошкообразной форме при обычных условиях окружающей среды. В одном из вариантов осуществления изобретения в качестве текучего материала используется жидкость, вязкость которой при необходимости может изменяться. Текучий материал при необходимости можно дополнительно подсластить, ароматизировать и/или подкрасить.
В одном из вариантов осуществления изобретения в коэкструдере 14 получают непрерывную кондитерскую заготовку 28 с начинкой в форме жгута, как показано на фигуре 2. Транспортировочное устройство 30 может доставлять непрерывную заготовку 28 в устройство 16 формирования необходимого размера. Устройство 16 может содержать ряд двойных роликов 32 для уменьшения диаметра полученной непрерывной заготовки, как это хорошо известно в данной области техники. Ролики 32 могут продвигать непрерывную заготовку 28 через устройство 16 формирования необходимого размера в направлении, указанном стрелкой В.
Устройство 16 получения необходимого размера подает непрерывную заготовку 28 в формующую машину, как показано на фигуре 3. В качестве формующей машины может использоваться любое формующее устройство, известное в данной области техники. То есть следует понимать, что формующая машина не ограничивается только конструкцией, рассмотренной в настоящем описании. В одном из вариантов осуществления изобретения формующая машина 18 может содержать первое колесо 34, содержащее один или несколько первых формующих элементов 36. Первые формующие элементы 36 могут располагаться на внешней поверхности первого колеса 34. В одном из вариантов осуществления изобретения первые формующие элементы 36 могут располагаться вдоль внешней периферийной поверхности первого колеса 34.
Формующее устройство 18 может также содержать второе колесо 38 с одним или несколькими вторыми формующими элементами 40. Вторые формующие элементы 40 могут располагаться на внутренней поверхности второго колеса 38. В одном из вариантов осуществления изобретения формующие элементы 40 могут располагаться по внутренней периферийной поверхности второго колеса 38. Как можно видеть на фигуре 3, первое колесо 34 и второе колесо 38 могут вращаться, однако оси их вращения не совпадают. Первое 34 и второе 38 колеса могут быть устроены таким образом, чтобы при их вращении первые формующие элементы 36 и вторые формующие элементы 40 могли постепенно входить во взаимодействие друг с другом или иным образом входить в положение сопряжения друг с другом. Иными словами, первые формующие элементы 36 могут входить в положение сопряжения, в непрерывном или прерывистом режиме, со вторыми формующими элементами 40 по существу в верхней части формующей машины 18 (см. фигуру 3). Это происходит за счет того, что ось вращения первого колеса 34 смещена относительно оси вращения второго колеса 38, в то время как обе оси ориентированы перпендикулярно к общей плоскости вращения обоих колес.
В одном из вариантов осуществления изобретения зона сопряжения первого 34 и второго 38 колес может содержать несколько зон совмещения или зон взаимодействия первого 34 и второго 38 колес, которые показаны ссылочными обозначениями 0-13 на фигуре 3. Однако необходимо понимать, что общее число формующих элементов на каждом колесе необязательно должно совпадать и что соответствующее взаимодействие первых 36 и вторых 40 элементов в этом случае будет изменяться при каждом обороте первого колеса 34. Иными словами, определенный первый формующий элемент 36 будет сопрягаться с другим вторым формующим элементом 40 при каждом обороте первого колеса 34. Каждое колесо может приводиться в движение в направлении, показанном стрелкой Е (см. фигуру 3) подходящим приводным механизмом, известным в данной области техники. Если колеса имеют разное число формующих элементов, то равенство линейных скоростей двух наборов формующих элементов достигается путем вращения второго (внешнего) колеса 38 на увеличенной скорости вращения (то есть больше оборотов в минуту) по сравнению со скоростью первого (внутреннего) колеса 34.
Формующая машина 18 содержит направляющий элемент 42, который поддерживает и направляет непрерывную кондитерскую заготовку 28 с начинкой в форме жгута в направлении, указанном стрелкой D, между формующими элементами 36, 40 первого 34 и второго 38 колес соответственно. При непрерывном вращении первого 34 и второго 38 колес первые формующие элементы 36 и вторые формующие элементы 40 постепенно приближаются друг к другу и одновременно вступают во взаимодействие с непрерывной заготовкой 28 в форме жгута. При непрерывном вращении колес первые формующие элементы 36 и вторые формующие элементы 40 сдавливают непрерывную заготовку 28 в форме жгута, как видно, например, в зонах 0-3. Поскольку первое 34 и второе 38 колеса продолжают вращаться, то первые формующие элементы 36 и вторые формующие элементы 40 обжимают непрерывную заготовку 28 в форме жгута, как показано в зонах 4-5. При дальнейшем вращении первого 34 и второго 38 колес первые формующие элементы 36 и вторые формующие элементы 40 входят в полное сопряжение друг с другом, как показано, например, в зонах 5-9. При полном сопряжении первые 36 и вторые 40 формующие элементы находятся ближе всего друг к другу. Обжимающее усилие, прилагаемое к непрерывной заготовке 28, когда первые 36 и вторые 40 формующие элементы находятся в полном сопряжении друг с другом, запечатывает кондитерский материал с двух противоположных сторон заготовки. При дальнейшем вращении первого 34 и второго 38 колес расстояние между формующими элементами 36 и 40 постепенно увеличивается, в результате чего сформованная непрерывная заготовка 44 в форме четок отделяется от формующей машины 18 и выходит из нее, как показано в зонах 9-25. Понятно, что зоны 0-13 указаны для иллюстрации действия машины, и что силы сдавливания, обжатия и запечатывания, оказываемые на непрерывную заготовку 28 в форме жгута первыми 36 и вторыми 40 элементами, могут иметь место в одной зоне, в нескольких зонах или во всех зонах 0-13.
В одном из вариантов осуществления изобретения обжимающие части первых 36 и вторых 40 формующих элементов не соприкасаются друг с другом, и между ними имеется зазор даже в зоне их наибольшего сближения. В этом случае обжатые части не будут отделяться друг от друга, а будут формировать непрерывную заготовку 44 в форме четок, описанную ниже. В альтернативном варианте осуществления изобретения сдавливающие части соответствующих первых 36 и вторых 40 формующих элементов практически прижимаются друг к другу или по меньшей мере подходят друг к другу достаточно близко для эффективного отделения сформованного полуфабриката кондитерского изделия от непрерывной заготовки 44 в форме четок.
После взаимодействия первых 36 и вторых 40 формующих элементов с выполнением над заготовкой 28 операций сдавливания, обжатия и запечатывания получают сформованную непрерывную заготовку 44 в форме четок. Эта непрерывная заготовка 44 в форме четок содержит множество запечатанных полуфабрикатов 46 кондитерских изделий с начинкой, прикрепленных друг к другу в зонах 48 обжатия. Каждая зона 48 обжатия представляет собой площадку, которая соединяет друг с другом соседние полуфабрикаты кондитерских изделий с начинкой. В формующей машине 18 может использоваться направляющее устройство 50 для поддерживания и направления непрерывной заготовки 44 в форме четок на транспортировочное устройство 52, как показано на фигуре 3. Вывод непрерывной заготовки 44 в форме четок из плоскости вращения первого 34 и второго 38 колес может обеспечиваться направляющим устройством 50. В этом случае верхняя часть направляющего устройства 50 отходит от плоскости вращения под углом, так что непрерывная заготовка 44 в форме четок, находящаяся в плоскости вращения колес, может входить во взаимодействие с верхней частью направляющего устройства 50, и затем может направляться направляющим устройством 50 в сторону от плоскости вращения в направлении, показанном на фигуре 6. Направляющее устройство 50 может иметь любую форму, известную в данной области техники, и может быть плоским, полуцилиндрическим, корытообразным, Г-образным или представлять любое сочетание указанных форм. Транспортировочное устройство 52, например конвейер, может транспортировать или иным образом доставлять непрерывную заготовку 44 в форме четок в камеру 20 охлаждения. Непрерывная заготовка 44 в форме четок может подаваться на второе транспортировочное устройство 54, которое транспортирует ее в другом направлении.
Формование непрерывной заготовки 44 в форме четок является предпочтительным, поскольку соединения между отдельными полуфабрикатами 46 кондитерских изделий с начинкой способствуют и облегчают отделение и вывод каждого полуфабриката 46 кондитерских изделий из первых формующих элементов 36 и/или вторых формующих элементов 40. Постоянное отделение непрерывной заготовки 44 в форме четок и вес той ее части, которая уже отделилась от первых формующих элементов 36, обеспечивает дополнительное тянущее и отделяющее усилие (под действием силы тяжести), действующее на отдельные полуфабрикаты 46 кондитерских изделий, еще находящиеся в контакте с первыми формующими элементами 36. Это дополнительное тянущее усилие существенно снижает, а может и полностью устранять, возможность отрыва отдельных полуфабрикатов 46 кондитерских изделий от непрерывной заготовки 44 в форме четок и прилипания их к первым формующим элементам 36. Это тянущее и отделяющее усилие, обеспечиваемое непрерывной заготовкой 44, является силой, отсутствующей в известных формующих устройствах, которые формируют полностью отдельные кондитерские изделия внутри формующих элементов. Кроме того, формирование непрерывной заготовки 44 также содействует ее "регулируемому падению", в результате чего снижается возможность повреждения отдельных полуфабрикатов 46 кондитерских изделий в процессе выхода непрерывной заготовки 44 из формующей машины 18.
В одном из вариантов осуществления изобретения каждый первый формующий элемент 36 может быть снабжен первой наклонной поверхностью 56 (см. фигуру 4). Аналогично, каждый второй формующий элемент 40 может быть снабжен второй наклонной поверхностью 58. На фигуре 4 приведен увеличенный вид зоны 4 фигуры 3. Таким образом, на фигуре 4 показаны зоны 6, 7 и 8. Заштрихованная зона внутри сопряженного формующего элемента 60 в зоне 7 представляет непрерывную заготовку 28. В одном из вариантов осуществления изобретения одна или обе наклонные поверхности 56, 58 могут быть плоскими или практически плоскими. Первые 36 и вторые 40 формующие элементы при их вхождении в полное сопряжение формируют или иным образом обеспечивают сопряженный формующий элемент 60. В одном из вариантов осуществления изобретения сопряжение формующих элементов, которое осуществляется в зонах 6, 7 и 8, может обеспечить сопряженные формующие элементы 60 в одной, двух или в каждой из зон 6, 7 и 8. Ясно, что сопряженные формующие элементы могут формироваться и в других зонах.
Угол между первой 56 и второй 58 наклонными поверхностями сопряженного формующего элемента 60 может быть равен F. В одном из вариантов осуществления изобретения величина угла F может находиться в диапазоне от примерно 60° до примерно 120°, или от примерно 66° до примерно 110°, или от примерно 70° до примерно 90°, или от примерно 75° до примерно 85°.
Еще в одном варианте осуществления изобретения каждый первый формующий элемент 36 может быть снабжен третьей наклонной поверхностью 64 и каждый второй формующий элемент 40 может быть снабжен четвертой наклонной поверхностью 62. В одном из вариантов осуществления изобретения одна или обе наклонные поверхности 62, 64 могут быть плоскими или практически плоскими. Угол между третьей 64 и четвертой 62 наклонными поверхностями может быть равен G. В одном из вариантов осуществления изобретения величина угла G может находиться в диапазоне от примерно 60° до примерно 120°, или от примерно 66° до примерно 110°, или от примерно 70° до примерно 90°, или от примерно 75° до примерно 85°. Еще в одном варианте осуществления изобретения углы F и G могут быть одинаковыми.
Использование наклонных поверхностей 56, 58, 62, 64 предпочтительно, поскольку они способствуют запечатыванию отдельных полуфабрикатов 46 кондитерских изделий. По мере того как первые формующие элементы 36 сближаются со вторыми формующими элементами 40 и вступают в сопряжение с ними, первые и вторые наклонные поверхности 56 и 58 выжимают или иным образом выталкивают текучую массу внутри непрерывной заготовки 28 в сторону от зоны Н обжатия и запечатывания. Иными словами, форма наклонных поверхностей 56, 58 заставляет текучую массу перемещаться к центру формируемого полуфабриката 46 кондитерского изделия, как показано стрелкой I. Аналогично, третья 62 и четвертая 64 поверхности перемещают текучую массу в кондитерской заготовке 28 в сторону от зоны Н обжатия и запечатывания по направлению к центру формируемого полуфабриката 46 кондитерского изделия, как показано стрелкой J. Таким образом, наклонные поверхности 56, 58, 62 и 64 перемещают текучую начинку в сторону от зоны запечатывания (к центру полуфабриката кондитерского изделия), в результате чего обеспечивается непосредственный контакт между противолежащими поверхностями кондитерского материала. За счет удаления текучей начинки в сторону от зоны запечатывания наклонные поверхности 56, 58, 62 и 64 увеличивают площадь поверхности контакта противолежащих поверхностей кондитерского материала заготовки 28, в результате чего обеспечивается более прочное, надежное и длительное запечатывание кондитерского изделия.
В одном из вариантов осуществления изобретения первое колесо 34 может содержать плунжерные элементы 66, причем каждый плунжерный элемент 66 может соответствовать каждому первому формующему элементу 36. На фигуре 5 представлен вид в плане зоны С фигуры 3, причем второе колесо 38 не показано для упрощения иллюстрации действия плунжерных элементов 66 внутри первых формующих элементов 36. Зоны 11-25 фигуры 5 соответствуют зонам 11-25 фигуры 3. Каждая из зон 11-25 может содержать плунжерный элемент 66. Плунжерные элементы 66 могут быть смещены, например, с помощью пружин или аналогичных средств, для удерживания их в исходном отведенном положении, таком как, например, положение плунжерного элемента 66 в зоне 11.
Плунжерные элементы 66 могут перемещаться с помощью задатчика 72 с криволинейным профилем для ввода их в соответствующие первые формующие элементы 36 и вывода из них, как это хорошо известно в данной области техники. В одном из вариантов осуществления изобретения плунжерные элементы 66 содержат ролики 70, которые могут перемещаться по криволинейному профилю, когда ролики 70 входят во взаимодействие с задатчиком 72 при вращении первого колеса 34. Термин "криволинейный профиль" в данном контексте означает форму внешней поверхности задатчика 72, по которой перемещаются ролики 70. В одном из вариантов (см. фигуру 5) толщина задатчика 72 может постепенно увеличиваться в направлении от его верхней части, соответствующей положению зоны 11, к нижней части, соответствующей зоне 25. Поскольку толщина задатчика 72 постепенно увеличивается, ролики 70 могут перемещаться по криволинейному профилю таким образом, что плунжерные элементы 66 постепенно будут все больше толкать первые формующие элементы 36 для взаимодействия с непрерывной заготовкой 44 кондитерского материала для постепенного выталкивания этой заготовки из первых формующих элементов, как показано на фигуре 5. В одном из вариантов осуществления изобретения задатчик 72 может быть установлен на той стороне формующей машины 18, на которой имеются плунжерные элементы 66. Кроме того, задатчик 72 может быть установлен в положении, которое соответствует зонам 11-25. В одном из вариантов осуществления изобретения задатчик 72 не вращается вместе первым 34 или вторым 38 колесами.
После того, как первые 36 и вторые 40 формующие элементы входят в сопряжение для формования из непрерывной заготовки 28 непрерывной заготовки 44 в форме четок, как уже было описано, плунжерные элементы 66 могут одновременно вдвигаться в первые формующие элементы 36. Например, в зоне С фигуры 3 взаимодействие первых 36 и вторых 40 формующих элементов постепенно прекращается после формирования непрерывной заготовки 44. Это прекращение взаимодействия происходит в зоне 11 или возле нее. Непосредственно перед этой стадией процесса формования плунжерные элементы 66 не находятся в контакте с непрерывной заготовкой 44 в форме четок. Однако при выполнении процесса формования и в некоторый его момент, соответствующий примерному положению зоны 11, плунжерный элемент 66 входит в контакт с непрерывной заготовкой 44 для выталкивания ее из первого формующего элемента 36 и, в конечном счете, из плоскости вращения колес 34 и 38.
Например, как показано на фигуре 5, плунжерный элемент 66 начинает входить во взаимодействие с задатчиком 72 в зоне 11 или возле нее. В этот момент ролик 70 плунжерного элемента 66 начинает перемещаться по криволинейному профилю и постепенно начинает толкать плунжерный элемент 66 внутрь первого формующего элемента 36. Примерно возле зоны 25 ролик 70 проходит практически по всей длине криволинейного профиля и полностью выталкивает непрерывную заготовку 44 из первого формующего элемента 36. Ясно, что криволинейный профиль не обязательно должен иметь форму, которая показана на фигуре 5, и может иметь любую необходимую форму, известную в данной области техники. Также ясно, что плунжерные элементы 66 не обязательно должны полностью выталкивать непрерывную заготовку 44 в форме четок из первых формующих элементов 36, а могут выталкивать ее только частично по мере того, как они проходят по криволинейному профилю.
Перемещение плунжерных элементов 66 по направлению внутрь первых формующих элементов 36 может быть остановлено на некотором расстоянии, и плунжерные элементы 66 после этого отводятся полностью назад в отведенное положение, так чтобы мог начаться новый цикл. Термин "цикл" в данном контексте относится к одному обороту первого колеса 34. Заданное расстояние, на которое могут выдвигаться плунжерные элементы 66, может быть расстоянием, которое зависит от положения плунжерного элемента 66 после полного выталкивания непрерывной заготовки 44 из первого формующего элемента 36. Аналогично, заданное расстояние может быть расстоянием, которое соответствует от половины до двух длин первого формующего элемента 36, сквозь который продвигается вперед плунжерный элемент 66. Однако ясно, что заданное расстояние не ограничивается вышеуказанными расстояниями и может быть определено в зависимости от необходимой конфигурации формующей машины 18.
Как указывалось выше, плунжерные элементы 66 работают последовательно для выталкивания непрерывной заготовки 44 в форме четок из первых формующих элементов 36. Термин "последовательное" перемещение плунжерных элементов 66 относится к действию первого плунжерного элемента 66a по отношению к соседнему и следующему второму плунжерному элементу 66b, как показано, например, на фигуре 6. В общем случае при каждом обороте первого колеса 34 каждый плунжерный элемент 66 осуществляет точно такое же перемещение по задатчику 72, как и предыдущий плунжерный элемент 66. После прохождению по задатчику 72 каждый плунжерный элемент 66 может вернуться в исходное положение, в котором он будет находиться, пока не начнется его взаимодействие с задатчиком 72 в следующем цикле. Например, в цикле, в котором первое колесо 34 вращается против часовой стрелки, как показано на фигуре 6, первый плунжерный элемент 66a выполняет полный цикл непосредственно перед соседним и следующим вторым плунжерным элементом 66b.
Первый плунжерный элемент 66a и второй плунжерный элемент 66b могут проходить в каждом цикле одинаковый путь за исключением того, что фазы движения первого 66a и второго 66b плунжерных элементов будут отличаться на небольшую величину. Рассогласование фаз движения первого 66a и второго 66b плунжерных элементов зависит от числа плунжерных элементов 66 и первых формующих элементов 36, имеющихся на первом колесе 34. Например, если на первом колесе 34 имеется 36 плунжерных элементов 66 и первых формующих элементов 36, то первый 66a и второй 66b плунжерные элементы будут сдвинуты по фазе на 10°.
Аналогично, поскольку плунжерные элементы 66 действуют последовательно на непрерывную заготовку 44 в любой заданный момент времени в течение цикла, когда плунжерные элементы 66 взаимодействуют с задатчиком 72, то первый плунжерный элемент 66a может выдвигаться на первое расстояние, которое больше второго расстояния, на которое выдвигается второй плунжерный элемент 66b, как показано на фигурах 5 и 6. Например, на фигуре 5 видно, что в заданный момент времени в цикле вращения первого колеса 34 плунжерный элемент 66, расположенный в зоне 23, выдвигается на большее расстояние по сравнению с соседним плунжерным элементом 66, расположенным в зоне 22. Например, плунжерный элемент 66, расположенный в зоне 23, выдвигается на первое расстояние, которое достаточно для выталкивания непрерывной заготовки 44 в форме четок из первого формующего элемента 36 на расстояние, указанное ссылочным номером 75d. Аналогично, плунжерный элемент 66, расположенный в зоне 22, выдвигается на второе расстояние, которое достаточно для выталкивания непрерывной заготовки 44 из первого формующего элемента 36 на расстояние, указанное ссылочным номером 75c. Поскольку выдвижение плунжерных элементов 66 соответствует расстоянию, на которое непрерывная заготовка 44 в форме четок выталкивается из первого формующего элемента 36, то на фигуре 5 четко иллюстрируется, что первый плунжерный элемент 66a может выдвигаться на расстояние, которое больше расстояния выдвижения второго плунжерного элемента 66b. Этот принцип работы также иллюстрируется на фигуре 6, где показано последовательное воздействие на непрерывную заготовку 44 в форме четок плунжерных элементов 66a и 66b.
Такая работа плунжерных элементов 66 является предпочтительной, поскольку в этом случае обеспечивается выведение или выталкивание непрерывной заготовки 44 из плоскости вращения первого 34 и второго 38 колес. В результате выталкивания непрерывной заготовки 44 из плоскости вращения колес существенно снижается возможность столкновения непрерывной заготовки 44, выходящей из формующей машины 18, с непрерывной заготовкой 28, поступающей в формующую машину 18. Обеспечение эффективной работы формующей машины 18, при которой исключается контакт кондитерского материала, входящего в формующую машину 18 и выходящего из нее, позволяет достичь высокой производительности и экономичности при изготовлении кондитерских изделий. Кроме того, плунжерные элементы 66 воздействуют на непрерывную заготовку 44 в форме четок для обеспечения ее "регулируемого падения" по мере того, как она выталкивается из первых формующих элементов 36. Такое регулируемое падение снижает возможность повреждения непрерывной заготовки 44 в форме четок и способствует удерживанию заготовки от разделения на полуфабрикаты кондитерских изделий в процессе ее выхода из формующей машины 18.
На фигуре 6 представлен вид в перспективе первого колеса 34, второго колеса 38 и взаимодействия плунжерных элементов 66 с первыми 36 и вторыми 40 формующими элементами. На фигуре 6 показано движение кондитерского продукта внутри формующей машины 18. Например, непрерывная заготовка 28 в форме жгута показана входящей в формующую машину 18 перед первым 34 и вторым 38 колесами. После поступления непрерывной заготовки 28 в формующую машину 18 заготовка втягивается в плоскость вращения первого 34 и второго 38 колес и в первые 36 и вторые 40 формующие элементы, которые последовательно входят в положение сопряжения для формирования непрерывной заготовки 44 в форме четок в верхней части формующей машины 18, которая соответствует зонам 0-11 фигуры 3.
После того как первые 36 и вторые 40 формующие элементы сформируют непрерывную заготовку 44 в форме четок, они начинают выходить из взаимодействия в положении, примерно соответствующем положению зоны 11 на фигуре 3. Это положение показано на фигуре 6, где плунжерные элементы 66 начинают воздействовать на непрерывную заготовку 44 для последовательного выталкивания ее из плоскости вращения первого 34 и второго 38 колес. При дальнейшем вращении первого колеса 34 против часовой стрелки плунжерные элементы 66 могут продолжать перемещаться по задатчику 72 (не показан) и вдвигаться дальше в первые формующие элементы 36 для выталкивания непрерывной заготовки 44 из плоскости вращения первого 34 и второго 38 колес. Плунжерные элементы 66 прекращают воздействовать на непрерывную заготовку 44 в положении, примерно соответствующем положению зоны 25 на фигуре 3. На этом этапе процесса формования, как можно видеть на фигуре 6, непрерывная заготовка 44 в форме четок полностью выталкивается из плоскости вращения первого 34 и второго 38 колес. Таким образом, по мере того как непрерывная заготовка 44 выходит из формующей машины 18, она переходит во вторую плоскость, которая находится под углом к первой плоскости вращения первого 34 и второго 38 колес. В одном из вариантов осуществления изобретения угол между первой и второй плоскостями находится в диапазоне от примерно 5° до примерно 90°. В другом варианте осуществления изобретения угол между первой и второй плоскостями находится в диапазоне от примерно 10° до примерно 90°.
В одном из вариантов осуществления изобретения первые формующие элементы 36a имеют первую форму, и вторые формующие элементы 40 имеют вторую форму, которая отличается от первой формы (см. фигуры 7-9). Взаимодействие первых 36a и вторых 40 формующих элементов происходит по плоскости FF сопряжения. Таким образом, когда первые 36a и вторые 40 формующие элементы приходят в полное взаимодействие или сопрягаются иным образом (например, в одной, нескольких или в каждой из зон 6, 7 и 8), они формируют полость 45, которая асимметрична относительно плоскости FF сопряжения. Иными словами, часть полости 45, находящаяся выше плоскости FF сопряжения, имеет профиль, форму, площадь и/или объем, который отличается от профиля, формы, площади и/или объема части полости 45, находящейся ниже плоскости FF сопряжения. В результате полуфабрикат 46а кондитерского изделия с начинкой имеет асимметричную форму, которая будет рассмотрена ниже более подробно.
Ясно, что площадь или пространство каждого первого формующего элемента 36a ограничивается поверхностью формования на внешней периферии первого колеса 34 и плоскостью FF сопряжения. Аналогично, площадь или пространство каждого второго формующего элемента 40 ограничивается поверхностью формования на внутренней периферии второго колеса 38 и плоскостью FF сопряжения. Асимметрия полости 45 может быть результатом изменения при необходимости одной или нескольких характеристик первого 36a и второго 40 формующих элементов. В одном из вариантов осуществления изобретения каждый первый формующий элемент 36a может иметь такую форму, которая обеспечивает больший объем, чем каждый второй формующий элемент 40. Таким образом, когда непрерывная заготовка 28 находится между первыми 36a и вторыми 40 формующими элементами и обжимается ими, количество материала заготовки 28, находящегося внутри каждого первого формующего элемента 36a больше чем количество материала заготовки 28, находящегося в каждом втором формующем элементе 40.
В одном из вариантов осуществления изобретения каждый первый формующий элемент 36a может иметь глубину GG, и каждый второй формующий элемент 40 может иметь глубину HH (см. фигуру 8). На фигуре 8 приведен увеличенный вид зоны 8 фигуры 7. Ясно, что глубина каждого формующего элемента 36a, 40 представляет собой расстояние от плоскости FF сопряжения до точки поверхности формующего элемента, которая находится на максимальном удалении от плоскости FF. Как можно видеть на фигуре 8, глубина GG больше глубины HH. Разница между глубинами GG и HH приводит к тому, что полость 45 имеет асимметричную форму относительно плоскости FF сопряжения. При такой большей глубине каждый первый формующий элемент 36a может принимать большее количество материала непрерывной заготовки 28 по сравнению со вторыми формующими элементами 40 при выполнении процессов обжатия и формования. Соответственно, при вращении первого 34 и второго 38 колес и выходе из взаимодействия первых формующих элементов 36a и вторых формующих элементов 40 (примерно зоны 9-13) одна сторона запечатанного полуфабриката 28a кондитерского изделия с начинкой выходит из вторых формующих элементов 40, в то время как другая сторона полуфабриката 28a остается, сцепляется или иным образом удерживается в первых формующих элементах 36a. Полуфабрикат 28a кондитерского изделия остается в первых формующих элементах 36a, поскольку их форма обеспечивает размещение в них большей части материала полуфабриката 28a, и поэтому полуфабрикат 28a кондитерского изделия гораздо легче выходит из вторых формующих элементов 40. В одном из вариантов осуществления изобретения высвобождению полуфабриката 28a кондитерского изделия может дополнительно способствовать продувка охлажденным воздухом вторых формующих элементов 40. Продувка охлажденным воздухом может осуществляться перед, во время или сразу же после формования полуфабриката 28a кондитерского изделия.
Дальнейшее вращение первого колеса 34 может приводить к высвобождению полуфабриката 28a кондитерского изделия с начинкой или к иному выпадению его из первых формующих элементов 36a под действием силы тяжести. Таким образом, использование первых формующих элементов 36a с большей глубиной, чем глубина вторых формующих элементов 40, является предпочтительным для формующей машины 18, в которой не требуется использовать выталкивающее устройство, такое как, например, плунжерный механизм для удаления из формующей машины полуфабрикатов 28a кондитерских изделий с начинкой.
В одном из вариантов осуществления изобретения каждый первый формующий элемент 36b может быть снабжен профилированными боковыми поверхностями 49a и 49b (см. фигуру 9). Образующая линия или профиль профилированной боковой поверхности 49a может совпадать с образующей линией или профилем профилированной боковой поверхности 49b или же может отличаться от нее. Образующие линии профилированных боковых поверхностей 49a, 49b могут иметь правильную геометрическую форму (например, синусоида) или неправильную форму (например, волнистая). Профилированные боковые поверхности 49a, 49b могут иметь ребра или кромки. Наличие одной или обеих профилированных боковых поверхностей 49a, 49b может приводить к тому, что первые формующие элементы 36b будут иметь форму, которая отличается от формы вторых формующих элементов 40 вдоль плоскости FF сопряжения. Таким образом, когда первые формующие элементы 36b приходят в положение сопряжения со вторыми формующими элементами 40, то формируется полость 45b, которая является асимметричной относительно плоскости FF сопряжения.
В одном из вариантов осуществления изобретения использование профилированных боковых поверхностей 49a, 49b обеспечивает удерживание запечатанных полуфабрикатов 28b кондитерских изделий в первых формующих элементах 36b, когда вторые формующие элементы 40 выходят из положения сопряжения с ними или иным образом отходят при вращении от первых формующих элементов 36b. Запечатанные полуфабрикаты 28b кондитерских изделий могут быть затем высвобождены из первых формующих элементов 36b под действием силы тяжести при дальнейшем вращении первого колеса 34, как было указано выше.
Степень кривизны профилированных боковых поверхностей 49a, 49b можно оценить путем сравнения криволинейной образующей линии поверхностей 49a, 49b с профилем известных первых формующих элементов (обозначенных пунктирной линией 51), которые симметричны вторым формующим элементам 40. Было неожиданно обнаружено, что использование одной или нескольких профилированных поверхностей в каждом первом формующем элементе обеспечивает получение поверхности, в которой удерживаются запечатанные полуфабрикаты 28b кондитерских изделий с начинкой, после того как вторые формующие элементы 40 отводятся от первых формующих элементов после формования полуфабрикатов. Таким образом, по мере того как первое 34 и второе 38 колеса вращаются, в результате чего первые 36b и вторые 40 формующие элементы выходят из положения сопряжения друг с другом, ни одна часть, или практически ни одна часть, запечатанных полуфабрикатов 28b кондитерских изделий с начинкой не пристает или иным образом не остается во вторых формующих элементах 40. Кроме того, контур поверхности первых формующих элементов 36b может дополнительно обеспечивать высвобождение запечатанных полуфабрикатов 28b кондитерских изделий с начинкой или выпадение их иным образом под действием силы тяжести из первых формующих элементов 36b при дальнейшем вращении первого колеса 34.
Еще в одном варианте осуществления изобретения наличие профилированных боковых поверхностей 49a, 49b может приводить к тому, что первые формующие элементы 36b будут иметь больший объем и/или большую площадь поверхности по сравнению с объемом и/или площадью поверхности вторых формующих элементов 40. Соответственно, больше материала непрерывной заготовки 28 может заполнять каждый первый формующий элемент 36b с профилированными боковыми поверхностями 49a, 49b по сравнению с количеством материала, заполняющим каждый второй формующий элемент 40 при осуществлении процесса формования. Ясно, что первые формующие элементы 36a могут содержать описанные профилированные боковые поверхности.
В одном из вариантов осуществления изобретения каждый второй формующий элемент 40 может быть снабжен одной или несколькими наклонными поверхностями 56, 58, как показано на фигурах 8 и 9. В одном из вариантов осуществления изобретения одна или обе наклонные поверхности 56, 58 могут быть плоскими или практически плоскими. В одном из вариантов осуществления изобретения первая и вторая наклонные поверхности 56, 58 могут составлять углы II и JJ, соответственно, с плоскостью FF сопряжения. Величины углов II и JJ могут быть одинаковыми или могут отличаться. В одном из вариантов осуществления изобретения величина одного из углов II, JJ или обоих углов может находиться в диапазоне от примерно 30° до примерно 60°, или от примерно 36° до примерно 50°, или от примерно 45°. Использование наклонных поверхностей 56, 58 является предпочтительным вариантом, поскольку в этом случае облегчается высвобождение непрерывной кондитерской заготовки из вторых формующих элементов 40, в то время как первое 34 и второе 38 колеса вращаются, и первые 36a и вторые 40 формующие элементы выходят из положения сопряжения.
Вариант осуществления предлагаемой в настоящем изобретении формующей машины без выталкивающего устройства имеет несколько достоинств. Непрерывная заготовка 28 кондитерских изделий с начинкой, проходящая через формующую машину 18, отличается клейкостью и липкостью. Неожиданно было обнаружено, что конфигурация вторых формующих элементов 40 в сочетании с первыми формующими элементами 36a или 36b, имеющих отличающуюся форму, способствует высвобождению непрерывной заготовки (или запечатанных полуфабрикатов кондитерских изделий с начинкой) из вторых формующих элементов, в то время как она остается в первых формующих элементах 36a, 36b при выходе первых и вторых формующих элементов из положения сопряжения. Таким образом, первые и вторые формующие элементы 36, 40, имеющие разную форму, могут действовать совместно, обеспечивая непрерывное высвобождение всего или практически всего материала кондитерских изделий с начинкой из вторых формующих элементов 40, и в то же время он остается в первых формующих элементах 36 после завершения стадий обжатия и запечатывания. Процесс высвобождения из вторых формующих элементов 40 имеет такую надежность, что один из вариантов осуществления предлагаемой в изобретении формующей машины 18 не содержит какого-либо выталкивающего устройства, например, в форме плунжерных элементов, предназначенного для удаления кондитерского продукта с начинкой из формующих элементов 36. Высвобождению из вторых формующих элементов 40 может также способствовать продувка охлажденным воздухом вторых формующих элементов 40. Продувка охлажденным воздухом может осуществляться перед, во время или сразу же после обжатия или запечатывания непрерывной заготовки 44 в форме четок. Таким образом, достоинством варианта осуществления предлагаемой в настоящем изобретении формующей машины 18 является отсутствие необходимости в выталкивающем устройстве, например в устройстве плунжерного типа, в результате чего экономятся средства и повышается эффективность крупномасштабного производства изделий с начинкой.
Поскольку варианты конструкции формующей машины 18 не содержат плунжерных элементов, или плунжерные элементы используются только на одной стороне формующей машины 18, то обеспечивается возможность контроля процесса формования. В известных формующих машинах трудно и даже невозможно контролировать или наблюдать процесс обжатия, запечатывания и формования кондитерских изделий, поскольку по обеим сторонам машины 18 располагаются плунжерные элементы, которые закрывают вид на формующие элементы или формующих полости.
В одном из вариантов осуществления изобретения вдоль одной стороны формующей машины 18 может быть установлена прозрачная панель, обеспечивающая визуальный контроль формующих элементов 36a, 40 и формующих полостей при выполнении процессов обжатия, запечатывания и формования. Прозрачная панель может быть прикреплена к формующей машине 18 с возможностью съема для обеспечения технического обслуживания формующих элементов 36, 40 и колес 34, 38. Панель также может защищать непрерывную заготовку кондитерских изделий и/или кондитерские изделия от пыли и от других загрязнений. В качестве материалов для такой прозрачной панели может использоваться, например, стекло, прозрачные полимерные материалы или поликарбонат.
В одном из вариантов осуществления изобретения температуры первых формующих элементов 36 и вторых формующих элементов 40 могут отличаться. Второе колесо 38 может быть устроено таким образом, чтобы в него можно было подавать холодную текучую среду (газ или жидкость), которая может поступать внутрь колеса или иным образом проходить через него (в непрерывном или в прерывистом режиме) и понижать температуру вторых формующих элементов 40. Таким образом, вторые формующие элементы 40 могут иметь температуру, которая будет ниже температуры первых формующих элементов 36, 36a или 36b. Первое колесо 34 может быть устроено таким образом, чтобы в него можно было подавать холодную текучую среду для аналогичного охлаждения первых формующих элементов 36, 36a или 36b.
Как можно видеть на фигуре 7, при продолжающемся вращении первого и второго колес 34, 38 расстояние между первыми и вторыми формующими элементами 36a и 40 увеличивается, и взаимодействие между ними прекращается. В результате этого формируется непрерывная заготовка 44a в форме четок, состоящая из множества запечатанных полуфабрикатов 46а кондитерских изделий с начинкой, соединенных друг с другом, как показано в зонах 9-13. Эта непрерывная заготовка 44a в форме четок содержит множество запечатанных кондитерских частей 46а с начинкой, прикрепленных друг к другу в зонах 80 обжатия. Понятно, что зоны 0-13 указаны для иллюстрации действия машины и что силы сдавливания, обжатия и запечатывания, оказываемые на непрерывную заготовку 28 первыми 36a и вторыми 40 элементами, могут иметь место в одной зоне, в нескольких зонах или во всех зонах 0-13. Далее, понятно, что зоны 14-25 также указаны для иллюстрации, и что выталкивающий механизм может действовать в одной, нескольких или во всех зонах 14-25.
По мере того как непрерывная заготовка 44a в форме четок выходит из зоны, в которой она сдавливается, обжимается и запечатывается, она высвобождается из вторых формующих элементов 40 и остается в первых формующих элементах 36a, как уже было описано. При продолжающемся вращении первого колеса 34 на часть непрерывной заготовки 44a в форме четок, остающейся в первых формующих элементах 36a, будет действовать сила тяжести и вес свободно свисающей части заготовки 44a. В результате непрерывная заготовка 44a в форме четок будет непрерывно высвобождаться из первых формующих элементов 36a. После высвобождения из первых формующих элементов 36a, как было указано выше, непрерывная заготовка 44a может входить во взаимодействие с направляющим устройством 50. Направляющее устройство поддерживает и направляет непрерывную заготовку 44a в форме четок на транспортировочное устройство 52, показанное на фигурах 7 и 10. Транспортировочное устройство 52, например конвейер, может транспортировать или иным образом доставлять непрерывную заготовку 44 в камеру охлаждения и затем в темперирующую машину. На фигуре 10 показана непрерывная заготовка 44a в форме четок, выходящая из первых формующих элементов 36a и поступающая на транспортировочное устройство 52. Непрерывная заготовка 44a может подаваться на второе транспортировочное устройство 54, которое транспортирует ее в другом направлении.
Как уже указывалось, непрерывная заготовка 44a в форме четок может выталкиваться из первых 36a и/или вторых 40 формующих элементов с помощью выталкивающего механизма. Может использоваться контактный или бесконтактный выталкивающий механизм. Термин "выталкивающий бесконтактный механизм" в контексте настоящего описания означает устройство, которое может удалять кондитерский материал из первых формующих элементов 36 (36a или 36b) и/или вторых формующих элементов 40 без использования непосредственного контакта с кондитерским материалом. В одном из вариантов осуществления изобретения используется контактный выталкивающий механизм, в частности уже описанный механизм, содержащий плунжерные элементы. Так же, как и плунжерные элементы, бесконтактный выталкивающий механизм может быть устроен таким образом, чтобы последовательно выталкивать кондитерский материал из плоскости вращения первого 34 и второго 38 колес. Бесконтактный выталкивающий механизм может быть устроен таким образом, чтобы выталкивать кондитерский материал из первых формующих элементов 36 (36a или 36b) и/или вторых формующих элементов 40 без использования непосредственного контакта с кондитерским материалом.
В одном из вариантов осуществления изобретения формующая машина 18 может содержать бесконтактный механизм, который выталкивает кондитерский материал из первых формующих элементов 36 (36a или 36b) и/или вторых формующих элементов 40 без использования непосредственного контакта с кондитерским материалом. Кондитерский материал может содержать запечатанные полуфабрикаты кондитерских изделий с начинкой, разорванные или поврежденные полуфабрикаты, части непрерывной кондитерской заготовки 28 (28a или 28b) и/или материал начинки, который приклеивается к формующим элементам 36 (36a или 36b) и/или 40. Бесконтактный выталкивающий механизм может быть устройством, выпускающим текучую среду под давлением, которая используется для продувки первых 36 (36a или 36b) и/или вторых формующих элементов 40. Бесконтактный выталкивающий механизм может выпускать текучую среду под давлением в направлении, которое параллельно плоскости вращения первого 34 и второго 38 колес, или в направлении, которое перпендикулярно плоскости вращения первого 34 и второго 38 колес.
В одном из вариантов осуществления изобретения используется бесконтактный выталкивающий механизм 200, содержащий источник текучей среды под давлением, сообщающийся с отверстием, расположенным по меньшей мере в одном из формующих элементов 36a, 40. На фигуре 11 показан первый формующий элемент 36a с отверстием 201. Понятно, что каждый формующий элемент 36a может содержать отверстие 201. Далее, понятно, что любой первый формующий элемент (36, 36a, 36b) может содержать отверстие 201. Каждый второй формующий элемент 40 также может иметь аналогичное отверстие 201. Отверстие 201 может использоваться для выпуска потока текучей среды под давлением, такого как струя воздуха или другого подходящего газа, для содействия высвобождению запечатанных полуфабрикатов 46а кондитерских изделий с начинкой из первых 36a и/или вторых 40 формующих элементов.
Величина диаметра отверстия 201 может находиться в диапазоне от примерно 0,5 мм до примерно 2,0 мм. В одном из вариантов осуществления изобретения отверстие 201 имеет диаметр примерно 1,5 мм.
В одном из вариантов осуществления изобретения первое колесо 34 может содержать канал 202, проходящий через часть корпуса первого колеса 34 и предназначенный для обеспечения сообщения отверстия 201 с источником 204 текучей среды под давлением. Первое колесо 34 может быть устроено таким образом, чтобы с каждым отверстием 201 сообщался соответствующий канал 201. Источник 204 текучей среды под давлением может содержать выпускное устройство 206. Источник 204 может быть размещен поблизости от первого колеса 34. Иными словами, источник 204 сообщается с выпускным устройством 206.
После формования запечатанных полуфабрикатов 46а кондитерских изделий с начинкой при дальнейшем вращении первого колеса 34 устанавливается сообщение канала 202 с выпускным устройством 206, как показано на фигуре 11. Источник 204 подает текучую среду под давлением, она проходит через канал 202 и вытекает через отверстие 201. Этот поток текучей среды под давлением высвобождает запечатанные полуфабрикаты 46а кондитерских изделий с начинкой из первых формующих элементов 36a. Понятно, что запечатанные полуфабрикаты 46а кондитерских изделий с начинкой могут высвобождаться из первых формующих элементов 36a и свободно падать просто под действием силы тяжести. Запечатанные полуфабрикаты 46а кондитерских изделий с начинкой могут высвобождаться только под действием потока текучей среды под давлением, выходящего из отверстия 201, или в сочетании с действием силы тяжести. В этом случае гарантируется, что запечатанные полуфабрикаты 46а кондитерских изделий с начинкой не будут прилипать к первым формующим элементам 36 (или ко вторым формующим элементам 40). Неограничивающими примерами подходящих текучих сред под давлением являются такие жидкости, как вода и масла, допустимые для применения в пищевой промышленности, а также такие газы, как воздух, азот и аргон. Газ может быть сжат и/или охлажден для дополнительного улучшения высвобождения запечатанных полуфабрикатов 46а кондитерских изделий с начинкой из первых формующих элементов 36a.
В одном из вариантов осуществления изобретения выпускное устройство 206 может иметь такую форму, чтобы текучая среда под давлением выбрасывалась из отверстия 201 при продолжении вращательного движения первого колеса 34. Выпускное устройство 206 может иметь удлиненную форму, как показано на фигуре 11. При вращении первого колеса 34 возникает сообщение канала 202 с выпускным устройством 206. При продолжении вращения первого колеса 34 каждый канал 202 перемещается вдоль выпускного устройства 206. Текучая среда под давлением проходит через выпускное устройство 206, через каждый канал 202 и через отверстия 201 до тех пор, пока поддерживается сообщение между каждым каналом 202 и выпускным устройством 206. Таким образом, текучая среда под давлением может выбрасываться в направлении, которое в целом параллельно плоскости вращения первого 34 и второго 38 колес. При продолжении вращения первого колеса 34 каждый канал 202 перестает, наконец, сообщаться с выходным устройством 206, в результате чего поток текучей среды под давлением из отверстия 201 прекращается. Понятно, что второе колесо 38 и вторые формующие элементы 40 аналогично могут также быть снабжены отверстиями, каналами и источником текучей среды.
В одном из вариантов осуществления изобретения в качестве источника 204 текучей среды может использоваться вихревой компрессор или аналогичное устройство. В вихревом компрессоре газ вращается с высокой скоростью, в результате чего происходит разделение на потоки горячего и холодного газа, как это хорошо известно в данной области техники. Вихревой компрессор может использоваться для создания потока газа (например, воздуха) под давлением с температурой от примерно 10°C до примерно -50°С. Таким образом, текучая среда под давлением выталкивающего механизма бесконтактного действия может иметь температуру от примерно 10°C до примерно -50°С.
В одном из вариантов осуществления изобретения формующая машина 18 может содержать бесконтактный выталкивающий механизм 210, показанный на фигуре 12. Выталкивающий механизм 210 бесконтактного действия может содержать форсунку 212, расположенную по меньшей мере возле одного из формующих элементов, причем форсунка 212 сообщается с источником (не показан) текучей среды под давлением. Выталкивающий механизм 210 может быть расположен рядом с первым колесом 34, так чтобы форсунка 212 располагалась возле первых формующих элементов 36a (или 36, 36b). При вращении первого 34 и второго 38 колес, когда первые 36a и вторые 40 формующие элементы начинают расходиться после формования полуфабрикатов 46а кондитерских изделий с текучей начинкой, форсунка 212 продувает текучей средой под давлением проходящие мимо нее первые формующие элементы 36a. Такая продувка текучей среды под давлением первых формующих элементов 36a может выталкивать из них полуфабрикаты 46а кондитерских изделий с текучей начинкой в направлении, которое в целом перпендикулярно плоскости вращения первого 34 и второго 38 колес. В качестве текучей среды под давлением может использоваться любая из указанных выше текучих сред. В одном из вариантов осуществления изобретения текучая среда под давлением, выходящая из форсунки 212, может быть охлажденным или переохлажденным газом, выбрасываемым под давлением, и в качестве источника текучей среды под давлением может использоваться вышеупомянутый вихревой компрессор. Форсунка 212 может быть расположена возле вторых формующих элементов 40 для выталкивания из них аналогичным образом полуфабрикатов кондитерских изделий с текучей начинкой. Давление текучей среды, выбрасываемой из форсунки 212, может регулироваться таким образом, чтобы текучая среда под давлением не изменяла каким бы то ни было образом форму запечатанных 46а (или 46) полуфабрикатов кондитерских изделий с текучей начинкой.
В одном из вариантов осуществления изобретения выталкивающий механизм 210 может содержать несколько форсунок 212. Первая форсунка может быть расположена рядом с первыми формующими элементами 36a (или 36, 36b). Вторая форсунка может быть размещена рядом со вторыми формующими элементами 40. В этом случае гарантируется, что никакой материал кондитерских изделий не будет прилипать к формующим элементам 36a, 40 после выполнения операций сдавливания, обжатия и формования.
В одном из вариантов осуществления изобретения несколько форсунок 212 могут быть расположены вдоль первых формующих элементов 36a (36, 36b) и/или вдоль вторых формующих элементов 40. Давление текучей среды, выбрасываемой из форсунки 212, может быть отрегулировано таким образом, чтобы полуфабрикаты кондитерских изделий с текучей начинкой выходили из формующих элементов как непрерывная заготовка в форме четок. В альтернативном варианте давление текучей среды может быть отрегулировано таким образом, чтобы сила выбрасываемой текучей среды обеспечивала отделение полуфабрикатов 46а (или 46) кондитерских изделий с текучей начинкой друг от друга, когда они выходят из формующей машины 18.
В одном из вариантов получают кондитерский продукт 300, показанный на фигурах 13A и 13B. На фигуре 13A приведен увеличенный вертикальный вид зоны 13A фигуры 10. Понятно, что кондитерский продукт 300 может представлять собой часть или всю непрерывную заготовку 44a в форме четок. Кондитерский продукт 300 может представлять собой полуфабрикат или готовое изделие. Кондитерский продукт 300 содержит первую часть 302 и вторую часть 304, причем каждая часть содержит соответствующую начинку и соответствующие внешние части 308a, 308b, как показано на фигурах 13A и 13B. Начинки 306a, 306b и внешние части 308a, 308b соответствуют начинке и внешней части непрерывной заготовки 28. Каждая часть 302, 304 может иметь запечатанные концы 310а, 310b (для части 302) и запечатанные концы 310c, 310d (для части 304). Перемычка 312 соединяет запечатанный конец 310b первой части 302 c запечатанным концом 310c второй части 304. Понятно, что непрерывная заготовка 44 в форме четок может содержать аналогичные перемычки.
Перемычка 312 формируется в результате взаимодействия первых 36a и вторых 40 формующих элементов, как уже было описано. Усилие обжатия, приложенное к заготовке 28a, когда первые 36a и вторые 40 формующие элементы находятся в полном взаимодействии, запечатывает каждую часть 302, 304 и формирует перемычку 312. Таким образом, перемычка 312 содержит внешние части 308a, 308b или является их продолжением. В одном из вариантов осуществления изобретения перемычка 312 содержит только внешнюю часть 308a и/или 308b без какого-либо материала начинки в обжатой части 312.
В одном из вариантов перемычка 312 имеет толщину 314. Толщина 314 может быть постоянной или может изменяться по длине 316 перемычки. Толщина 314 может находиться в диапазоне от примерно 0,05 мм до примерно 0,25 мм. В одном из вариантов осуществления изобретения толщина 314 может быть в диапазоне от примерно 0,1 мм до примерно 0,2 мм. Длина 316 может находиться в диапазоне от примерно 0,05 мм до примерно 2,0 мм. В одном из вариантов осуществления изобретения длина 316 может быть в диапазоне от примерно 0,5 мм до примерно 1,0 мм.
Перемычка 312 может быть из любого материала, из которого выполнена внешняя часть непрерывной заготовки 28. В одном из вариантов осуществления изобретения перемычка 312 может быть из жевательной резинки, жевательной конфеты или их сочетаний. В другом варианте осуществления изобретения перемычка 312 может быть выполнена исключительно из жевательной резинки. Иначе говоря, материал начинки отсутствует или полностью отсутствует в перемычке 312, как показано на фигуре 13B.
В одном из вариантов осуществления изобретения через запечатанные концы 310a и 310b первой части 302 проходит плоскость 318a. Аналогично, через запечатанные концы 310c и 310d второй части 304 проходит плоскость 318b. В одном из вариантов осуществления изобретения первая часть 302 может быть асимметричной относительно плоскости 318a. Иными словами, верхняя зона 320 части 302, расположенная выше плоскости 318a, отличается по размеру, форме и/или объему от нижней зоны 322 части 302. Понятно, что первая часть 302 располагается по обеим сторонам плоскости 318a. Аналогично, верхняя зона 324 второй части 304 асимметрична по сравнению с нижней зоной 326 относительно плоскости 318b. Вторая часть 304 также размещается по обеим сторонам плоскости 318b. Поскольку перемычка 312 придает гибкость кондитерскому продукту 300, то ясно, что плоскости 318a, 318b могут быть компланарными, параллельными и/или пересекающимися.
В одном из вариантов осуществления изобретения через перемычку 312 проходит плоскость 318c, как показано на фигуре 13B.
Плоскость 318c по существу перпендикулярна или перпендикулярна перемычке 312.
Первая часть 302 симметрична или по существу симметрична второй части 304. Иными словами, первая часть 302 практически является зеркальным отражением второй части 304 относительно плоскости 318c. В одном из вариантов осуществления изобретения плоскость 318c может быть плоскостью симметрии первой части 302 и второй части 304. Таким образом, формы, размеры и конфигурации первой части 302 и второй части 304 одинаковы или в целом одинаковы.
Так же, как и в случае непрерывной заготовки 44a в форме четок, кондитерский продукт 300 может быть непрерывным и может содержать несколько запечатанных частей с начинкой, причем соседние части прикреплены друг к другу на запечатанных концах с помощью перемычек, расположенных между запечатанными концами соседних частей. Таким образом, кондитерский продукт 300 может выходить из формующей машины 18 в форме непрерывной гирлянды или в форме четок.
Кондитерский продукт 300, а также и непрерывная заготовка 44a в форме четок имеют ряд достоинств. Соединение соседних запечатанных частей с начинкой с помощью перемычек 312 дает возможность кондитерскому продукту 300 выходить из формующих элементов 36a, 40 в форме непрерывной гирлянды вместо отдельных частей с начинкой. Эта форма гирлянды кондитерского продукта 300 или форма четок защищает отдельные запечатанные части в процессе производства. Первая часть 302, вторая часть 304 и перемычка 312 формируют цельный кондитерский продукт 300 с увеличенной массой, которая увеличивает силу тяжести, действующую на продукт 300 и способствующую высвобождению кондитерского продукта 300 из формующих элементов 36a, 40 и/или отделению от них исключительно за счет силы тяжести (без использования выталкивающего механизма). Однако, как уже указывалось, в формующей машине 18 может также использоваться и выталкивающий механизм. Цельная и непрерывная структура кондитерского продукта 300 придает ему прочность и гибкость, в результате чего может быть обеспечена высокая производительность изготовления продукции. Кондитерский продукт 300 легче транспортируется между обрабатывающими машинами по сравнению с вариантом, когда из формующей машины 18 выходят отдельные, не связанные между собой, полуфабрикаты кондитерских изделий. Объединенная масса кондитерского продукта 300 обеспечивает улучшенные возможности по управлению кондитерским продуктом 300, выходящим из формующей машины 18 и поступающим на транспортировочные устройства, по сравнению с вариантом, когда из формующей машины 18 выходят отдельные, не связанные между собой, полуфабрикаты кондитерских изделий. Перемычки 312 придают кондитерскому продукту 300 гибкость, обеспечивающую поглощение нагрузок, возникающих в процессе производства, в результате чего его цельность не нарушается. При необходимости кондитерский продукт 300 может быть разделен на отдельные кондитерские изделия с начинкой с помощью опрокидывания, вибрации или других способов. Понятно, что заготовка в форме четок, непрерывно формируемая формующими элементами 36a, 40, обладает аналогичными преимуществами.
В одном из вариантов осуществления изобретения отдельные части 46 непрерывной заготовки 44 в форме четок могут быть отделены друг от друга для формирования кондитерских продуктов, таких как кондитерский продукт 90, показанный на фигурах 14-17. Кондитерский продукт 90 может содержать центральную текучую часть 92, внешнюю часть 94 и первый и второй концы, указанные номерами 96 и 98, соответственно. В одном из вариантов осуществления изобретения концы 96 и 98 могут быть запечатаны в результате описанного выше процесса формования, выполненного формующей машиной 18. Через кондитерский продукт 90 может проходить плоскость М (см. фигуру 15). В одном из вариантов осуществления изобретения плоскость М может делить корпус продукта на верхнюю часть 100 и нижнюю часть 102, которые одинаковы или практически одинаковы по форме и размерам. В одном из вариантов осуществления изобретения верхняя 100 и нижняя 102 части кондитерского продукта могут быть зеркальными отражениями друг друга. В другом варианте осуществления изобретения плоскость М может проходить через первый 96 и второй 98 концы.
В одном из вариантов осуществления изобретения кондитерский продукт может содержать наклонную поверхность (или первую наклонную поверхность) 104, которая переходит в верхнюю поверхность 106. Первая наклонная поверхность 104 может пересекать плоскость М под углом N. В одном из вариантов осуществления изобретения первая наклонная поверхность 104 может быть плоской или по существу плоской. В другом варианте осуществления изобретения наклонная поверхность 104 может пересекать плоскость М у первого конца 96. Величина угла N может находиться в диапазоне от примерно 30° до примерно 60°, или от примерно 33° до примерно 55°, или от примерно 33° до примерно 45°, или от примерно 35° до примерно 40°.
В одном из вариантов осуществления изобретения верхняя поверхность 106 может располагаться в средней части кондитерского продукта 90, как показано на фигуре 15. В другом варианте верхняя поверхность 106 может располагаться в самой верхней части кондитерского продукта 90. Еще в одном варианте верхняя поверхность 106 может содержать плоскую часть 108, которая по существу параллельна или строго параллельна плоскости М.
В одном из вариантов осуществления изобретения кондитерский продукт 90 может содержать верхний периметр О, проходящий от первого конца 96 до второго конца 98 вдоль верхней поверхности кондитерского продукта. Хотя верхний периметр О показан на фигуре 15 прямой линией, однако ясно, что верхний периметр О проходит вдоль верхней поверхности кондитерского продукта 90 и не обязательно должен быть прямолинейным. Первая наклонная поверхность 104 может иметь длину, составляющую по меньшей мере 25%, или от примерно 25% до примерно 35% длины верхнего периметра О.
В одном из вариантов осуществления изобретения кондитерский продукт 90 может содержать первую боковую сторону 108 и вторую боковую сторону 110. Первый и второй концы, 96 и 98, соответственно, и первая и вторая боковые стороны, 108 и 110, соответственно, могут формировать периметр Р, который лучше всего показан на виде в плане кондитерского продукта на фигуре 17. Первая и вторая боковые стороны, 108 и 110, могут иметь вогнутые внутрь части 112 и 114, соответственно. Вогнутые внутрь части 112 и 114 могут придавать периметру Р форму песочных часов. В одном из вариантов осуществления изобретения величина относительной ширины кондитерского продукта 90 может находиться в диапазоне от примерно 65% до примерно 85%. Еще в одном варианте осуществления изобретения величина относительной ширины может находиться в диапазоне от примерно 70% до примерно 83%, или от примерно 75% до примерно 80%, или от примерно 76% до примерно 79%. Величина относительной ширины вычисляется делением минимальной ширины кондитерского продукта 90 (расстояние Т на фигуре 17) на максимальную ширину (расстояние U на фигуре 17). Минимальная ширина Т кондитерского продукта 90, как правило, является расстоянием между самыми внутренними точками вогнутых внутрь боковых частей 112 и 114. Максимальная ширина U кондитерского продукта 90, как правило, является расстоянием между концом на одной стороне и противолежащим вторым концом, расположенным на другой стороне кондитерского продукта 90 (то есть расстоянием между концами 118 и 120).
В таблице 1 приведены неограничивающие примеры размеров кондитерского продукта 90.
Еще в одном варианте осуществления изобретения кондитерский продукт 90 может иметь подушкообразную форму, как показано, например, на фигурах 14-17.
В одном из вариантов осуществления изобретения кондитерский продукт может иметь края 116, 118, 120 и 122. Края 116-122 могут быть закругленными или иметь любую иную криволинейную форму. Закругленные края 116-122 способствуют получению однородного покрытия кондитерского продукта. Кроме того, закругленные края 116-122 уменьшают выкрашивание, происходящее при обработке и/или транспортировке кондитерского продукта.
В одном из вариантов осуществления изобретения центральная часть 92 может состоять из любого указанного в настоящем описании текучего материала. Материал центральной части 92 может находиться, например, в полутвердом, жидком или полужидком состоянии, представлять собой пасту, желе, или текучий твердый материал, или сочетание указанных материалов. Еще в одном варианте осуществления изобретения внешняя часть 94 может состоять из любого указанного в настоящем описании кондитерского материала. Неограничивающими примерами подходящих кондитерских материалов для внешней части 94 являются: жевательная резинка, жевательные конфеты и их сочетания. Еще в одном варианте осуществления изобретения центральная часть 92 может состоять из сиропа, и внешняя часть 94 может быть жевательной резинкой. В одном из вариантов осуществления изобретения вес центральной текучей части 92 может составлять от примерно 5% до примерно 25% или от примерно 10% до примерно 15% веса кондитерского продукта.
В одном из вариантов осуществления изобретения кондитерский продукт 90 может имеет покрытие. Подходящими материалами для такого покрытия являются, например, сахары, полиолы или их сочетания, обеспечивающие формирование кристаллического или стекловидного покрытия. Сахары или полиолы могут быть, например, компонентом сиропа или аэрозольного материала, который наносится для формирования покрытия. Покрытие может содержать подсластитель, ароматизатор, добавку, улучшающую пленкообразование, добавку, создающую приятные ощущения, и их сочетания. В качестве подсластителя для покрытия может использоваться сахар, вещество на основе сахара или вещество, не содержащее сахара. Неограничивающими примерами подходящих подсластителей являются: мальтит, сорбит, эритрит, маннит, изомальт, лактитол, ксилит и их сочетания. В составе покрытия могут также использоваться сильнодействующие подсластители. В одном из вариантов осуществления изобретения вес покрытия может составлять от примерно 10% до примерно 50% или от примерно 25% до примерно 35% веса кондитерского продукта 90. Неограничивающими примерами подходящих добавок, создающих приятные ощущения, являются: охлаждающие добавки, пищевые кислоты, ароматизаторы и их сочетания. Покрытие может быть твердой, блестящей внешней оболочкой. Покрытие может быть с сахаром или без сахара. Покрытие может наноситься несколькими тонкими слоями материала для обеспечения необходимой однородности. Материалы покрытия могут наноситься на кондитерский продукт 90 в жидкой форме и/или в форме порошка, причем наносимые слои таких материалов могут чередоваться, как это хорошо известно в данной области техники.
В одном из вариантов осуществления изобретения для покрытия используются два сиропа: один сироп с показателем Брикса от примерно 70% до примерно 73% и второй сироп с показателем Брикса от примерно 69% до примерно 71,5%. Было обнаружено, что такая комбинация сиропов обеспечивает однородное или практически однородное покрытие всей внешней поверхности кондитерского продукта 90, в том числе и закругленных краев 116-122. Консистенция этих двух сиропов более жидкая по сравнению со стандартными комбинациями сиропов покрытий, в которых обычно используется первый сироп с показателем Брикса порядка 73,5% и второй сироп с показателем Брикса порядка 72%. Еще в одном варианте осуществления изобретения параметры процесса нанесения покрытия, такие как температура воздуха, скорость вращения формы, поочередное нанесение сухого вещества и сиропа, и интервалы выдерживания, могут регулироваться для получения необходимого вида покрытия, как это хорошо известно в данной области техники.
В одном из вариантов осуществления изобретения содержание жидкого материала покрытия и сухого материала покрытия может быть снижено примерно на 5-10% по сравнению с количеством жидкого и сухого материалов покрытия, используемым в известных способах покрытия.
В одном из вариантов осуществления изобретения величина или содержание порций сухого материала может быть снижено на каждой стадии нанесения материала покрытия при осуществлении процесса нанесения покрытия. Например, процесс нанесения покрытия, состоящий из пятнадцати стадий, может начинаться с добавления примерно 6,5 кг сухого материала покрытия (или порошка) к отдельным кондитерским продуктам 90 в глазировочной машине. Количество наносимого материала может быть уменьшено на каждой последующей стадии нанесения, и в конце количество наносимого материала может быть снижено примерно до 1,8 кг. В одном из вариантов осуществления изобретения на более поздних стадиях нанесения покрытия сухой материал покрытия не используется или практически не используется, и наносится только жидкий материал. Такое постепенное уменьшение количества наносимого сухого материала покрытия может использоваться для получения однородного покрытия кондитерских продуктов 90, имеющих форму песочных часов и/или подушкообразную форму.
Еще в одном варианте осуществления изобретения температура высушивания может быть повышена по мере выполнения последовательных стадий процесса нанесения покрытия. Например, исходная температура высушивания, составляющая примерно 26°C, может быть увеличена до 33°C в процессе нанесения слоев покрытия. В одном из вариантов осуществления изобретения температура высушивания не может превышать 33°C. Эта температура высушивания может быть ниже температур высушивания, используемых в известных способах нанесения покрытий, которые обычно составляют примерно 40°C.
В одном из вариантов осуществления изобретения кондитерский продукт 90 имеет вес от примерно 1,8 г до примерно 2,4 г или примерно 2,2 г. Указанный вес может учитывать или не учитывать вес покрытия.
В одном из вариантов осуществления изобретения кондитерский продукт 90 может содержать вторую наклонную поверхность 124, проходящую от первого конца 96 до нижней поверхности 126. Угол между первой наклонной поверхностью 104 и второй наклонной поверхностью 124 может составлять величину Q, как показано на фигуре 15. Величина угла Q может находиться в диапазоне от примерно 60° до примерно 120°, или от примерно 66° до примерно 110°, или от примерно 70° до примерно 90°, или от примерно 75° до примерно 85°.
В одном из вариантов осуществления изобретения нижняя поверхность 126 может располагаться в средней части кондитерского продукта 90, как показано на фигуре 15. В одном из вариантов осуществления изобретения нижняя поверхность может быть самой нижней частью кондитерского продукта 90. Еще в одном варианте нижняя поверхность 126 может содержать плоскую часть 128, которая по существу параллельна или строго параллельна плоскости М.
В одном из вариантов осуществления изобретения кондитерский продукт 90 может содержать третью наклонную поверхность 130, проходящую от второго конца 98 к верхней поверхности 106, и четвертую наклонную поверхность 132, проходящую от второго конца 98 к нижней поверхности 126. Угол между третьей и четвертой наклонными поверхностями, 130 и 132, соответственно, может составлять величину R, как показано на фигуре 15. Величина угла R может находиться в диапазоне от примерно 60° до примерно 120°, или от примерно 66° до примерно 110°, или от примерно 70° до примерно 90°, или от примерно 75° до примерно 85°. В одном из вариантов осуществления изобретения величины углов Q и R могут быть разными. Еще в одном варианте величины углов Q и R могут быть одинаковыми или практическими одинаковыми.
В одном из вариантов осуществления изобретения первая наклонная поверхность 104 и третья наклонная поверхность 130 могут иметь общую длину, которая составляет по меньшей мере 50% длины верхнего периметра О. Еще в одном варианте вторая наклонная поверхность 124 и четвертая наклонная поверхность 132 могут иметь общую длину, которая составляет по меньшей мере 50% длины нижнего периметра S.
В одном из вариантов осуществления изобретения каждая из наклонных поверхностей 104, 124, 130, 132 может иметь площадь, величина которой составляет от примерно 8% до примерно 40% общей площади поверхности верхней/нижней частей 100, 102, на которых располагается такая наклонная поверхность. Например, первая наклонная поверхность 104 может иметь площадь, величина которой составляет от примерно 8% до примерно 40% общей площади поверхности верхней части 100. В одном из вариантов осуществления изобретения совокупная площадь первой и третьей наклонных поверхностей 104, 130 может составлять от примерно 10% до примерно 80% или от примерно 15% до примерно 75% или от примерно 18% до примерно 20% общей площади поверхности верхней части 100. Еще в одном варианте совокупная площадь первой и третьей наклонных поверхностей 104, 130 может составлять примерно 19% общей площади поверхности верхней части 100.
Еще в одном варианте осуществления изобретения совокупная площадь второй и четвертой наклонных поверхностей 124, 132 может составлять от примерно 10% до примерно 80% общей площади поверхности нижней части 102. В одном из вариантов осуществления изобретения совокупная площадь второй и четвертой наклонных поверхностей 124, 132 может составлять от примерно 10% до примерно 80% или от примерно 15% до примерно 75% или от примерно 18% до примерно 20% общей площади поверхности нижней части 102. Еще в одном варианте совокупная площадь второй и четвертой наклонных поверхностей 124, 132 может составлять примерно 19% общей площади поверхности нижней части 102.
В одном из вариантов осуществления изобретения отдельные части 46 непрерывной заготовки 44a в форме четок могут быть отделены друг от друга по частям обжатия 80 (или по перемычкам 312) для формирования кондитерских продуктов, таких как кондитерский продукт 400, показанный на фигурах 18-22. Кондитерский продукт 400 может содержать корпус 402, состоящий из внутренней части 404, внешней части 406, а также из первого и второго концов, указанных номерами 408 и 410, соответственно. В одном из вариантов осуществления изобретения концы 408 и 410 могут быть запечатаны в результате описанного выше процесса формования, выполненного формующей машиной 18. Между концами 408, 410 или через них и через кондитерский продукт 400 может проходить плоскость ММ, как показано на фигуре 19. В одном из вариантов осуществления изобретения плоскость ММ может делить корпус 402 на верхнюю часть 412 и нижнюю часть 414. Как можно видеть на фигуре 19, форма верхней части 412 отличается от формы нижней части 414. Это отличие форм частей 412 и 414 приводит к тому, что корпус 402 асимметричен относительно плоскости ММ. Иными словами, верхняя и нижняя части 412 и 414 не являются зеркальными отражениями друг друга относительно плоскости ММ. Таким образом, плоскость ММ делит корпус 402 на две неравные части, то есть корпус 402 асимметричен относительно плоскости ММ. Понятно, что части кондитерского продукта 400 находятся по обеим сторонам плоскости ММ.
В одном из вариантов осуществления изобретения кондитерский продукт может содержать наклонную поверхность (или первую наклонную поверхность) 416, которая переходит в верхнюю поверхность 420. Первая наклонная поверхность 416 может пересекать плоскость ММ под углом NN. В одном из вариантов осуществления изобретения первая наклонная поверхность 416 может быть плоской или по существу плоской. В другом варианте осуществления изобретения наклонная поверхность 416 может пересекать плоскость ММ у первого запечатанного конца 408. Величина угла NN может находиться в диапазоне от примерно 30° до примерно 60°, или от примерно 33° до примерно 55°, или от примерно 33° до примерно 45°, или от примерно 35° до примерно 40°.
В одном из вариантов осуществления изобретения кондитерский продукт 400 может содержать вторую наклонную поверхность 418, проходящую от второго конца 410 до верхней поверхности 420. Вторая наклонная поверхность 418 может пересекать плоскость ММ под углом OO. В одном из вариантов осуществления изобретения вторая наклонная поверхность может быть плоской или по существу плоской. Величины углов OO и NN могут быть одинаковыми или могут отличаться. В одном из вариантов осуществления изобретения величина угла OO может находиться в диапазоне от примерно 30° до примерно 60°, или от примерно 33° до примерно 55°, или от примерно 33° до примерно 45°, или от примерно 35° до примерно 40°. Еще в одном варианте величины углов OO и NN могут быть одинаковыми.
В одном из вариантов осуществления изобретения верхняя поверхность 420 может располагаться в средней части кондитерского продукта 400, как показано на фигуре 20. В другом варианте верхняя поверхность 420 может располагаться в самой верхней части кондитерского продукта 400. Еще в одном варианте верхняя поверхность 420 может содержать плоскую часть 424, которая по существу параллельна или строго параллельна плоскости ММ.
В одном из вариантов осуществления изобретения кондитерский продукт 400 может содержать верхний периметр QQ, проходящий от первого конца 408 до второго конца 410 вдоль верхней поверхности 420 кондитерского продукта 400. Хотя верхний периметр QQ показан на фигуре 19 прямой линией, однако ясно, что верхний периметр QQ проходит вдоль верхней поверхности кондитерского продукта 400 и не обязательно должен быть прямолинейным. Первая наклонная поверхность 416 может иметь длину, составляющую по меньшей мере 25%, или от примерно 25% до примерно 35% длины верхнего периметра QQ.
В одном из вариантов осуществления изобретения кондитерский продукт 400 может содержать нижний периметр RR, проходящий от первого конца 408 до второго конца 410 вдоль нижней поверхности 422 кондитерского продукта 400. Хотя нижний периметр RR показан на фигуре 19 прямой линией, однако ясно, что верхний периметр RR проходит вдоль верхней поверхности кондитерского продукта и не обязательно должен быть прямолинейным. В одном из вариантов нижний периметр RR больше верхнего периметра QQ.
В одном из вариантов осуществления изобретения кондитерский продукт 400 может содержать первую боковую сторону 426 и вторую боковую сторону 428, как показано на фигуре 18. Первый и второй концы, 408 и 410, и первая и вторая боковые стороны, 426 и 428, могут формировать периметр LL. Первая и вторая стороны, 426 и 428, могут иметь вогнутые внутрь части 430 и 432, соответственно. Вогнутые внутрь части 430 и 432 могут придавать периметру LL форму песочных часов. В одном из вариантов осуществления изобретения величина относительной ширины кондитерского изделия 400 может находиться в диапазоне от примерно 65% до примерно 85%. В одном из вариантов относительная ширина может быть в диапазоне от примерно 70% до примерно 80%. Величина относительной ширины вычисляется делением минимальной ширины кондитерского продукта 400 (расстояние ТТ на фигуре 18) на его максимальную ширину (расстояние UU на фигуре 18). В одном из вариантов кондитерский продукт может иметь размеры, приведенные выше в таблице 1. Еще в одном варианте кондитерский продукт 400 может иметь подушкообразную форму, как показано, например, на фигуре 18.
В одном из вариантов осуществления изобретения кондитерский продукт 400 может иметь края 434, 436, 438 и 440. Края 434-440 могут быть закругленными или могут иметь любую иную криволинейную форму. Закругленные края 434-440 способствуют получению однородного покрытия кондитерского продукта 400. Кроме того, закругленные края 434-122 уменьшают выкрашивание, которое может происходить при обработке и/или транспортировке кондитерского продукта.
В одном из вариантов осуществления изобретения внутренняя часть 404 может состоять из текучего материала начинки. Материал внутренней части 404 может находиться, например, в полутвердом, жидком или полужидком состоянии, представлять собой пасту, желе, или текучий твердый материал, или сочетание указанных материалов. Еще в одном варианте внешняя часть 406 может состоять из любого указанного в настоящем описании кондитерского материала. Неограничивающими примерами подходящих кондитерских материалов для внешней части 406 являются: жевательная резинка, жевательные конфеты и их сочетания. Еще в одном варианте внутренняя часть 404 может состоять из ароматизированного сиропа, и внешняя часть 406 может быть жевательной резинкой. В одном из вариантов вес внутренней части 404 может составлять от примерно 5% до примерно 25% или от примерно 10% до примерно 15% веса кондитерского продукта.
В одном из вариантов осуществления изобретения на некоторые части корпуса 402 или на весь корпус может быть нанесено покрытие 442 для получения кондитерского продукта 444 с покрытием. Для нанесения покрытия 442 может использоваться любой материал покрытия, рассмотренный выше. Для нанесения покрытия 442 может использоваться любой способ, рассмотренный выше.
В одном из вариантов осуществления изобретения материал покрытия может быть нанесен на кондитерский продукт 400 таким образом, чтобы это покрытие маскировало, покрывало или иным образом скрывало асимметричность формы корпуса 402. Покрытие 442 может быть нанесено на корпус 402 таким образом, чтобы кондитерский продукт 444 с покрытием был симметричным относительно плоскости ММ, как показано на фигуре 21. Таким образом, асимметричный кондитерский продукт 400 может использоваться как основа для формирования готового кондитерского изделия с покрытием, которое симметрично и приятно на вид для потребителей. Например, кондитерский продукт 400, показанный пунктирными линиями на фигуре 20, имеет покрытие 442, обеспечивающее получение кондитерского изделия 444 с покрытием.
В одном из вариантов осуществления изобретения кондитерское изделие 444 с покрытием может содержать первую 446, вторую 448, третью 450 и четвертую 452 наклонные поверхности, как показано на фигуре 21. Как уже указывалось, наклонные поверхности 446-452 могут быть практически плоскими или строго плоскими. Первая наклонная поверхность 446 может проходить от первого конца 454 до верхней поверхности 456. Аналогично, вторая наклонная поверхность 448 может проходить от второго конца 458 до верхней поверхности 456. Третья наклонная поверхность 450 может проходить от первого конца 454 до нижней поверхности 460. Четвертая наклонная поверхность 452 может проходить от второго конца 458 до нижней поверхности 460. Верхняя 456 и нижняя 460 поверхности могут содержать плоские части. Иными словами, некоторые или все части верхней 456 и нижней 460 поверхностей могут быть параллельны или практически параллельны плоскости ММ.
Угол между первой наклонной поверхностью 446 и третьей наклонной поверхностью 450 может составлять величину VV, как показано на фигуре 21. Аналогично, угол между второй 446 и четвертой 452 наклонными поверхностями может составлять величину WW. Величина угла VV и/или WW может находиться в диапазоне от примерно 60° до примерно 120°, или от примерно 66° до примерно 110°, или от примерно 70° до примерно 90°, или от примерно 75° до примерно 85°. Величины углов VV и WW могут быть одинаковыми или же могут отличаться. В одном из вариантов величины углов VV и WW могут быть одинаковыми или практически одинаковыми. В плане обеспечения симметричности кондитерского изделия 444 с покрытием предпочтительно, чтобы величины углов VV и WW были одинаковыми или практически одинаковыми.
В одном из вариантов осуществления изобретения кондитерское изделие 444 с покрытием может содержать первую боковую сторону 462 и вторую боковую сторону 464, как показано на фигурах 20 и 22. Первый и второй концы, 454 и 458, и первая и вторая боковые стороны, 462 и 464, могут формировать периметр XX.
Первая и вторая стороны, 462 и 464, могут иметь вогнутые внутрь части 466 и 468, соответственно. Вогнутые внутрь части 466 и 468 могут придавать периметру XX форму песочных часов. В одном из вариантов осуществления изобретения величина относительной ширины кондитерского изделия 444 с покрытием может находиться в диапазоне от примерно 65% до примерно 85%. В одном из вариантов относительная ширина может быть в диапазоне от примерно 70% до примерно 80%. Величина относительной ширины вычисляется делением минимальной ширины кондитерского изделия 444 с покрытием (расстояние YY на фигуре 22) на его максимальную ширину (расстояние ZZ на фигуре 22). Минимальная ширина YY кондитерского изделия 444, как правило, может быть расстоянием между самыми внутренними точками вогнутых внутрь боковых частей 466 и 468. Минимальная ширина ZZ кондитерского изделия 444, как правило, является расстоянием между концом на одной стороне и противолежащим вторым концом, расположенным на другой стороне кондитерского изделия 444 с покрытием (то есть расстоянием между первым и вторым концами 454 и 458). Относительная ширина кондитерского изделия 444 с покрытием может иметь любую величину, указанную выше в связи с рассмотрением кондитерского продукта 400.
В одном из вариантов осуществления изобретения кондитерское изделие 444 с покрытием имеет вес от примерно 1,8 г до примерно 2,4 г или примерно 2,2 г. Указанный вес может учитывать или не учитывать вес покрытия.
Как уже указывалось, достоинством использования устройства подготовки является повышение однородности кондитерского материала перед тем, как этот материал подается в коэкструдер. В одном из вариантов осуществления изобретения кондитерский материал используется для получения композиции жевательной резинки. В другом варианте композиция жевательной резинки является композиция жевательной резинки с начинкой.
Кроме повышения однородности кондитерского материала в устройстве подготовки также может обеспечиваться перемещение кондитерских материалов, чтобы они входили во взаимодействие с экструзионным шнеком, находящимся внутри устройства подготовки. Некоторые кондитерские материалы, такие как, например, композиции жевательной резинки, могут быть очень вязкими составами, которые быстро загустевают, и их становится очень трудно перемещать машинами и механизмами, которые не имеют конструкций с достаточной прочностью и способностью перемещения больших количеств материала до его затвердевания. Кроме того, эти проблемы усугубляются, когда большие массы материала в форме больших кусков неправильной формы добавляются, например, в экструдер, и неправильная форма кусков материала в верхней части экструзионных шнеков затрудняет захват этого материала шнеками и проталкивание дальше через экструдер. В таких ситуациях целесообразно использовать достаточно прочную и жесткую конструкцию для перемещения большой массы материала, чтобы он вступил во взаимодействие с экструзионными шнеками для проталкивания материала через экструдер.
В одном из вариантов осуществления изобретения установка 10 содержит экструдер 500, показанный на фигурах 23-33. Экструдер 500 действует в качестве устройства подготовки для экструдирования жевательной резинки перед тем, как экструдированная заготовка будет подвергаться операции совместного экструдирования, например, с материалом начинки. На фигуре 23 показана конструкция экструдера 500 для предварительного экструдирования материала 502. Экструдер 500 в общем случае содержит опорную конструкцию 504, кожух 506, в котором имеется загрузочное устройство 508, барабан 510, экструзионный шнек 512 и привод 514, рассмотренные ниже более подробно. Необходимо понимать, что экструдер 500 не ограничивается вариантами, рассмотренными в описании.
Опорная конструкция 504 экструдера 500 может содержать платформу, на которой размещаются все остальные части экструдера 500, в том числе кожух 506, как показано на фигуре 23. Опорная конструкция 504 может быть любой подходящей опорной конструкцией, известной в данной области техники, и может содержать, например, соответствующий кожух, раму, стол или стенд. Опорная конструкция 504 может быть изготовлена из подходящего материала, известного в данной области техники, например, из листовой стали или из алюминия. Кроме того, опорная конструкция 504 может быть также защитным кожухом для источника питания (не показан) или привода 514. Если привод 514 располагается в опорной конструкции 504, то необходимо обеспечить отверстие или люк доступа в опорной конструкции 504 для доступа к приводу 514. Привод 514 может содержать электродвигатель и приводной вал 516, или другие приводные механизмы, известные в данной области техники. Однако опорная конструкция 504 не обязательно должна обеспечивать защитный кожух для привода 514. Вместо этого привод 514 может быть прикреплен на верхней части или сбоку опорной конструкции 504, к кожуху 506 или может быть размещен в отдельном защитном кожухе, прикрепленном к опорной конструкции 504 или к кожуху 506. Например, как показано на фигурах 23 и 24, привод 514 размещен в кожухе 507, который прикреплен к опорной конструкции 504.
Кожух 506 может быть соединен с опорной конструкцией 504 и/или может опираться на нее. Например, механизм 506 может быть присоединен к опорной конструкции 504 с использованием любых подходящих крепежных элементов, известных в технике, таких как, например, заклепки, винты, гвозди, гайки и болты. В одном из вариантов осуществления изобретения, как показано на фигуре 24, в кожухе 506 имеется загрузочное устройство 508, по меньшей мере один экструзионный шнек 512 и по меньшей мере одна вращающаяся крестообразная часть 518 (описаны ниже). Кроме того, кожух 506 также содержит барабан 510, в котором размещается экструзионный шнек 512. Барабан 510 может принимать материал 502 и может содержать трубчатый канал 510а и выходное отверстие 510b.
Трубчатый канал 510а барабана 510 может иметь по существу цилиндрическую форму с горизонтальной осью. Барабан 510 может быть изготовлен из подходящего материала, известного в технике, например, из литейного металла. Для обеспечения вращения экструзионных шнеков 512, размещенных в барабане 510, в заднем конце кожуха 506 и барабана 510 имеются отверстия (не показаны) для прохода приводного вала 516 или любого иного привода 514.
Кожух 506 также содержит экструзионный шнек 512. Экструзионный шнек 512 соединен с приводом 514 для обеспечения вращения шнека, перемещающего материал 502 через барабан 510. Как было указано выше, для вращения экструзионного шнека 512 может использоваться любой подходящий привод 514, который может быть соединен с экструзионным шнеком 512 с использованием любого известного соединительного механизма. Как показано на фигуре 24, приводной вал 516 соединен с приводом 514, и он проходит от привода 514 через отверстия (не показаны) в кожухе 506 и в барабане 510, соответственно, для присоединения к экструзионному шнеку 512. Надежное соединение экструзионного шнека 512 с валом 516 привода позволяет валу вращать экструзионный шнек 512 одновременно с вращением вала 516.
Как показано на фигуре 24, экструзионный шнек 512 содержит удлиненный цилиндрический корпус 512а и лопасть 512b, проходящую спирально по экструзионному шнеку 512. Экструзионный шнек 512 может иметь любые сочетания форм, конструкций и характеристик, таких как, например, углы наклона лопасти, глубина и ширина лопасти, а также ее шаг. Кроме того, хотя на приведенных фигурах иллюстрируется использование сдвоенных экструзионных шнеков 512, однако экструдер 500 может содержать один экструзионный шнек 512, два, три, четыре и более шнеков.
Как уже указывалось, экструдер 500 содержит кожух 506 с загрузочным устройством 508, экструзионным шнеком 512 и вращающейся крестообразной частью 518, размещенной внутри кожуха 506. Крестообразная часть 518 размещается в проходе загрузочного устройства 508 и используется для обеспечения перемещения массы материала 502, поступающего в загрузочное устройство 508 кожуха 506, как показано на фигуре 33, к экструзионному шнеку 512, который проталкивает материал 502 через барабан 510 (см. нижеприведенное описание).
Термин "крестообразная часть", используемый в настоящем описании, означает вращающееся устройство, содержащее вал 524 и по меньшей мере две лопатки, отходящие от вала 524. Крестообразная часть может состоять из двух лопаток, отходящих от вала 524 и проходящих практически по всей его длине. Кроме того, лопатки могут пересекаться друг с другом под любым углом ⊝. Однако необходимо понимать, что крестообразная часть может содержать более двух пересекающихся лопаток, а именно, три, четыре, пять и более лопаток.
Как показано на фигуре 26, крестообразная часть 518 состоит из вала 524 и лопаток 526, 528, которые отходят от вала 524. Лопатки 526, 528 представляют собой конструктивные выступы, которые соединены с валом 524 крестообразной части 518 или представляют с ним единое целое. Иными словами, лопатки 526, 528 могут быть жестко прикреплены к валу 524 с использованием любого известного способа, в том числе с помощью механического соединения, сварки или пайки. Аналогично, лопатки 526, 528 могут быть сформированы как единое целое с валом 524 с использованием любого известного способа, в том числе с помощью традиционной металлообработки, такой как, например, литье, штамповка и прессование в форме.
Например, в одном из вариантов осуществления изобретения первая и вторая лопатки, 526 и 528, соответственно, отходят от вала 524, как показано на фигуре 26. Каждая из лопаток 526, 528 может отходить от вала 524 только в одном направлении (не показано) или в двух направлениях. Иными словами, если лопатки 526, 528 отходят от вала 524 в двух направлениях, то они отходят в противоположных направлениях и в одной плоскости под углом ⊝, равным примерно 180°, к лопатке 526, 528, отходящей в противоположном направлении на противолежащей стороне вала 524, как показано на фигурах 25-28. Например, как показано на фигуре 26, одна сторона первой лопатки 526 отходит от вала 524 по существу вверх, как показано стрелкой 524А на фигуре 29. Аналогично другая сторона первой лопатки 526 отходит от вала 524 по существу вниз, как показано стрелкой 524В, то есть примерно под углом 180° к стороне первой лопатки 526, которая отходит вертикально вверх.
Первая и вторая лопатки, 526 и 528, соответственно могут отходить от вала 524 в любом месте вдоль вала 524 для формирования двух плоскостей, угол между которыми равен ⊝. Например, если лопатки 526, 528 отходят от вала 524 только в одном направлении (не показано), то первая лопатка 526 может отходить от вала 524 под углом ⊝ ко второй лопатке 528, отходящей от вала 524. Поскольку обе лопатки 526, 528 отходят от вала 524 только в одном направлении, то первая лопатка 526 может поворачиваться вокруг вала 524 примерно на 360°, пока она не займет положение второй лопатки 528. Поэтому в этом варианте осуществления изобретения угол ⊝ больше 0° и меньше 360°.
Аналогично, как показано на фигуре 27, если лопатки 526, 528 отходят от вала 524 в двух направлениях, то первая лопатка 526 отходит от вала 524 под углом ⊝ ко второй лопатке 528, которая также отходит от вала 524. Поскольку в этом варианте осуществления изобретения обе лопатки 526, 528 отходят от вала 524 в двух направлениях, то первая лопатка 526 может поворачиваться вокруг вала 528 только примерно на 180°, пока она не займет положение второй лопатки 528. Поэтому в этом варианте осуществления изобретения угол ⊝ больше 0° и меньше 180°. Например, первая лопатка 526 может быть установлена под углом от примерно 30° до примерно 150° ко второй лопатке 528. В одном из вариантов осуществления изобретения первая лопатка 526 отходит от вала 524 под углом примерно 90° ко второй лопатке 528, как показано на фигуре 27.
Как показано штриховкой вдоль вала 524 на фигуре 28, в одном из вариантов осуществления настоящего изобретения лопатки 526, 528 крестообразной части 518 формируют зону 524C перекрытия вдоль части вала 524. Иными словами, на протяжении некоторой длины вала 524 в продольном направлении от него одновременно отходят первая и вторая лопатки, 526 и 528, соответственно. Зона 524C перекрытия вдоль вала 524 обеспечивает дополнительное усиление крестообразной части 518 в процессе ее вращения для перемещения массы материала 502, которая может не только иметь большой объем, но и быть очень вязкой и тяжелой. Для обеспечения надлежащего усиления крестообразной части 518 зона 524C перекрытия может составлять любую величину в диапазоне от примерно 10% до примерно 90% длины вала 524. В одном из вариантов осуществления изобретения величина зоны 524C перекрытия находится в диапазоне от примерно 40% до примерно 60% длины вала 524. Зона 524C перекрытия может также быть не менее 50% длины вала 524 или быть такой, чтобы обеспечивать необходимое усиление крестообразной части 518, так чтобы ее конструкция была достаточно жесткой для перемещения больших количеств материала 502. В одном из вариантов осуществления изобретения зона 524C перекрытия составляет примерно два дюйма.
Понятно, что лопатки 526, 528 в соответствии с настоящим изобретением могут иметь любую необходимую форму, в том числе, например, прямоугольную, квадратную, овальную, треугольную или любую иную необходимую геометрическую форму. Например, лопатки 526a, 528a на фигуре 26 имеют в целом прямоугольную форму. Однако лопатки 526b, 528b крестообразной части 518, показанные на фигуре 28, имеют в целом удлиненную форму. Иными словами, лопатки 526b, 528b вытянутую форму и закругленные края. Концы лопаток 526, 528 могут иметь также любую форму, в том числе, например, тупые кромки, как показано на фигуре 26, или скошенные кромки. В одном из вариантов осуществления изобретения лопатки 526, 528 имеют тупые кромки с острыми краями, как показано на фигуре 29. Эти острые края обеспечивают улучшенное соскабливание материала при вращении крестообразной части 518. Как показано на фигуре 29, крестообразная часть 518 может содержать лопатки 526c, 528c, которые отходят от вала 524 под углом примерно 180° по отношению друг к другу, так что крестообразная часть 518 имеет форму лопастной мешалки. Кроме того, крестообразная часть 518, показанная на фигуре 29, содержит лопасти 526c, 528c, которые совместно перекрывают практически всю длину вала 524 c зоной перекрытия, равной два дюйма, двух лопаток 526c, 528c вдоль вала 524, показанной ссылочным номером 524d.
Кроме того, лопатки 526, 528 крестообразной части 518 в соответствии с настоящим изобретением могут иметь любое количество дополнительных характеристик. Например, лопатки 526b, 528b крестообразной части 518 могут быть по существу сплошными телами, как показано на фигуре 28. Лопатки 526, 528 могут быть также, например, по существу полыми или иметь любое количество перфорированных отверстий, как показано на фигуре 29.
В одном из вариантов осуществления изобретения, показанном на фигуре 24, крестообразные части 518 могут быть размещены между загрузочным устройством 508 кожуха 506 и экструзионным шнеком 512. В этом варианте вал 524 крестообразной части 518 ориентирован в направлении, которое по существу поперечно продольной оси экструзионного шнека 512. Крестообразные части 518 вращаются в противоположных направлениях, как показано стрелками 518A и 518B на фигуре 24, для проталкивания материала 502 между крестообразными частями 518 вниз для взаимодействия с экструзионным шнеком 512. Хотя на фигуре 24 показаны крестообразные части 518, вращающиеся в противоположных направлениях, они могут вращаться в одном и том же направлении. Аналогично, хотя на фигуре 24 показаны крестообразные части 518 с лопатками 526, 528 одной части 518, входящими между лопатками 526, 528 другой части 518, так что имеется некоторое перекрытие лопаток по вертикали в процессе вращения, однако крестообразные части 518 могут быть установлены с некоторым зазором между лопатками 526, 528 (без перекрытия лопаток по вертикали). Использование крестообразных частей 518 для перемещения материала 502 обеспечивает его постоянное движение, предотвращающее затвердевание и поддерживающее материал 502 в текучем состоянии.
В одном из вариантов осуществления изобретения крестообразные части 518 могут перемалывать большие сгустки материала 502 на фрагменты гораздо меньших размеров и подавать их к экструзионному шнеку 512. Достоинством такого решения является предотвращение попадания больших сгустков материала 502 в экструзионный шнек 512. Большие сгустки могут забивать экструзионные шнеки 512, в результате чего может происходить их заклинивание. Иначе говоря, дробление больших сгустков материала 502 на более мелкие предотвращает образование большой массы материала 502 в верхней части экструзионного шнека 512, что затрудняет тесное взаимодействие материала 502 со спиралью 512b экструзионного шнека 512 для проталкивания материала 502 в направлении экструзионного головки 546.
Однако на фигуре 31 представлен вид в плане другого варианта осуществления изобретения, в котором крестообразные части 518 размещены по обеим сторонам экструзионного шнека 512 в кожухе 506. В этом варианте вал 524 крестообразной части 518 ориентирован в направлении, которое по существу параллельно продольной оси экструзионного шнека 512. Кроме того, ось вращения крестообразной части 518 может находиться в той же горизонтальной плоскости, что и ось вращения экструзионного шнека 512, Кроме того, крестообразная часть 518 размещается на заданном расстоянии от экструзионного шнека 512, так чтобы крестообразная часть 518 и экструзионный шнек 512 не взаимодействовали друг с другом при их вращении. Иначе говоря, между лопатками 526, 528 и экструзионным шнеком 512 имеется зазор. Величина зазора может составлять от примерно 0,5 мм до примерно 2 мм. В одном из вариантов осуществления изобретения величина зазора составляет примерно 1 мм.
Как показано на фигуре 31, в настоящем изобретении предлагается кожух 506 c двумя экструзионными шнеками 512 и двумя крестообразными частями 518. Экструзионные шнеки 512 и крестообразные части 518 могут вращаться в одном направлении или в разных направлениях. Иначе говоря, крестообразные части 518 могут вращаться в одном и том же направлении или в разных направлениях. Кроме того, крестообразные части 518 могут вращаться с одной скоростью или с разными скоростями. Например, в одном из вариантов осуществления изобретения крестообразные части 518 вращаются со скоростями от примерно 2 об/мин до примерно 5 об/мин. В одном из вариантов осуществления изобретения крестообразные части 518 вращаются со скоростью примерно 3 об/мин. Кроме того, спиральные лопасти 512b экструзионных шнеков 512 могут располагаться сходным образом, причем спиральные лопасти одного шнека могут входить между спиральными лопастями другого шнека. Или же края спиральные лопасти 512b экструзионных шнеков 512 могут находиться на некотором расстоянии друг от друга, в направлении, перпендикулярном осям вращения шнеков.
Как указывают стрелки 518A и 518B направлений на фигуре 25, в одном из вариантов осуществления изобретения первая и вторая части 518 вращаются в разных направлениях. Если крестообразные части 518 вращаются в разных направлениях, то материал 502 попадает в зону между крестообразными частями 518 и выталкивается в направлении экструзионного шнека 512.
Кроме того, в одном из вариантов осуществления изобретения, если совместно с первой и второй крестообразными частями 518 используются первый и второй экструзионные шнеки 512, то крестообразные части 518 выталкивают материал 502 в зону между первым и вторым экструзионными шнеками 512. Экструзионные шнеки 512 и крестообразные части 518 в соответствии с настоящим изобретением могут быть устроены и размещены таким образом, чтобы вращаться в одном и том же или в разных направлениях.
Крестообразная часть 518 может быть дополнительно устроена таким образом, чтобы она могла вращаться в непрерывном или в прерывистом режиме. Иными словами, вал 524 крестообразной части 518 может быть соединен с приводом 530 аналогично соединению привода 514 с экструзионным шнеком 512. Однако привод 530 крестообразной части может быть также соединен с электронной системой управления (не показана), которая по выбору обеспечивает вращение привода 530 в непрерывном или прерывистом режиме.
Как уже указывалось, вышеописанная конструкция крестообразной части 518 и ее лопаток обеспечивает перемещение больших масс материала через экструдер 500. В результате может быть получен кондитерский материал с равномерным распределением температуры и состава компонентов. Достоинством крестообразных частей 518 является их способность обеспечивать быстрое и эффективное перемещение тяжелого и очень вязкого материала через экструдер 500.
Например, форма лопаток 526, 528 и большая зона вала 524, перекрытая лопатками в продольном направлении, повышают прочность крестообразной части 518 и позволяют ей перемещать большее количество материала 502. Кроме того, перекрытие лопаток 526, 528 вдоль части вала 524, как показано пунктиром на фигуре 28, также повышает прочность крестообразной части 518.
Вращение лопаток крестообразных частей 518 не только обеспечивает достаточное перемешивание материала 502, но также обеспечивает подачу большего количества материала 502 в загрузочное устройство 508 в начале процесса подготовки материала для экструзии, как уже было описано. Например, крестообразные части 518 устроены таким образом и расположены в таком порядке, чтобы перемещать материал 502, поступивший в загрузочное устройство 508, к экструзионному шнеку 512.
Как показано на фигуре 32, в одном из вариантов осуществления изобретения, экструдер 500 содержит крышку 542 для обеспечения удобного доступа к экструзионному шнеку 512 или крестообразной части 518. Крышка содержит подъемный механизм 544, который может использоваться для подъема крышки 542 для получения доступа к экструзионному шнеку 512. Подъемный механизм 544 может содержать любое устройство или механизм, известный в технике подъемных устройств. В частности в одном из вариантов осуществления изобретения подъемный механизм 544 содержит два гидравлических цилиндра, как показано на фигурах 30-32.
На фигуре 33 представлен вид выходной головки 546 экструдера, подсоединенной к концу барабана 510 и предназначенной для формирования экструдированной заготовки 520. Выходная головка 546 экструдера подсоединяется к барабану 510 с использованием любых подходящих соединительных средств, таких как, например, крепежные скобы, заклепки, винты, гвозди, гайки и болты. В одном из вариантов осуществления изобретения выходная головка 546 экструдера имеет в целом удлиненную форму, образованную двумя вытянутыми горизонтальными параллельными линиями 546а, соединенными криволинейными сторонами 546b, как показано на фигуре 33. Хотя на фигурах приведен вид конструкции выходной головки 546 экструдера, которая имеет вытянутую форму, однако могут использоваться и другие формы. Например, выходная головка 546 экструдера может иметь в целом круговую, эллиптическую, овальную, прямоугольную, квадратную или суживающуюся форму. Соответственно, экструдированная заготовка 520, продавливаемая через выходную головку 546 экструдера, может иметь любую необходимую геометрическую форму, в частности она может иметь, например, форму шнура, листа, пластины или пучка любой необходимой толщины, как это хорошо известно в данной области техники. Например, после того как экструдированная заготовка 520 выдавливается из выходной головки 546 экструдера, она может иметь по существу вытянутую форму, ширина которой может быть от примерно 200 мм до примерно 300 мм, а толщина может находиться в диапазоне от примерно 5 мм до примерно 15 мм, как показано на фигуре 33. В одном из вариантов осуществления изобретения экструдированная заготовка 520 может иметь ширину порядка 250 мм и толщину порядка 10 мм. В другом варианте осуществления изобретения экструдированная заготовка 520 может выходить из выходной головки 546 экструдера со скоростью от примерно 72 м/мин до примерно 88 м/мин. В одном из вариантов скорость выхода экструдированной заготовки 520 составляет примерно 80 м/мин. Соответственно, через экструдер 500 проходит от примерно 400 кг до примерно 600 кг материала 502 за время от примерно 80 минут до примерно 100 минут.
Экструдированная заготовка 520, выходящая из выходной головки 546 экструдера 500, может поступать на конвейерную ленту 22, которая может доставлять заготовку 520 на одну или несколько лент 24 выдерживания, которые могут транспортировать заготовку 520 в коэкструдер 14. Как уже указывалось, транспортировка экструдированной заготовки 520 лентой 24 выдерживания обеспечивает охлаждение заготовки и снятие напряжений, возникших в процессе экструзии.
В другом варианте осуществления изобретения экструдер 500 может быть экструдером-смесителем. Под "экструдером-смесителем" в настоящем описании понимается экструдер, в который непрерывно поступает исходные материалы жевательной резинки (ингредиенты) с заранее определенной скоростью подачи, для непрерывного смешивания в нем жевательной резинки. Так же, как и экструдер 500, экструдер-смеситель может использоваться для смешивания материала жевательной резинки перед его подачей в коэкструдер 14. В отличие от смесителя циклического действия экструдер-смеситель работает непрерывно для тщательного перемешивания основных ингредиентов жевательной резинки, так чтобы все ингредиенты были перемешаны и экструдированы в форме практически однородной массы жевательной резинки. В качестве ингредиентов жевательной резинки могут использоваться такие составы, как, например, основной материал жевательной резинки, наполнители, ароматизаторы, умягчители и их сочетания.
После экструдирования в экструдере-смесителе практически однородная масса жевательной резинки может быть затем подана, вместе с начинкой, в коэкструдер для их совместной экструзии, в результате которой получают непрерывную заготовку жевательной резинки с начинкой, как это уже было описано. Аналогично, практически однородная масса жевательной резинки может быть также экструдирована на ленту выдерживания для приведения ее в равновесие перед подачей в коэкструдер 14. Необходимо понимать, что экструдер-смеситель может быть введен в установку 10 как замена экструдера 500 или в дополнение к нему.
Необходимо понимать, что специалистам в данной области техники будут очевидны различные изменения и модификации рассмотренных в описании предпочтительных вариантов осуществления настоящего изобретения. Такие изменения и модификации могут быть выполнены в рамках сущности и объема настоящего изобретения с полным сохранением его вышеописанных достоинств. Поэтому такие изменения и модификации охватываются прилагаемой формулой изобретения.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЯ ИЗ ЖЕВАТЕЛЬНОЙ РЕЗИНКИ С НАЧИНКОЙ (ВАРИАНТЫ) И ЖГУТ | 2009 |
|
RU2530931C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КОНДИТЕРСКОГО ИЗДЕЛИЯ (ВАРИАНТЫ) | 2012 |
|
RU2606527C2 |
| КОНДИТЕРСКОЕ ИЗДЕЛИЕ С НАЧИНКОЙ (ВАРИАНТЫ) И СПОСОБ ЕГО ПОЛУЧЕНИЯ | 2018 |
|
RU2785018C2 |
| СПОСОБ, УСТРОЙСТВО И СИСТЕМА ДЛЯ ПОЛУЧЕНИЯ ЛИСТА И ИЗДЕЛИЯ ИЗ ЖЕВАТЕЛЬНОЙ РЕЗИНКИ | 2009 |
|
RU2512168C2 |
| КОНДИТЕРСКОЕ ИЗДЕЛИЕ С НАЧИНКОЙ (ВАРИАНТЫ) И СПОСОБ ЕГО ПОЛУЧЕНИЯ | 2014 |
|
RU2647280C2 |
| УСОВЕРШЕНСТВОВАННОЕ ФОРМОВАНИЕ И ОХЛАЖДЕНИЕ ЖЕВАТЕЛЬНОЙ РЕЗИНКИ | 2012 |
|
RU2583066C2 |
| КОНДИТЕРСКИЙ ПРОДУКТ И СПОСОБЫ ЕГО ПОЛУЧЕНИЯ | 2011 |
|
RU2522528C2 |
| КОНДИТЕРСКИЙ ПРОДУКТ И СПОСОБ ЕГО ПРОИЗВОДСТВА | 2009 |
|
RU2500173C2 |
| СИСТЕМА НЕПРЕРЫВНОГО ПРОИЗВОДСТВА ПИЩЕВОГО ПРОДУКТА С ЖИДКОЙ НАЧИНКОЙ В ЦЕНТРЕ | 2009 |
|
RU2528697C2 |
| ВОЗДЕЙСТВИЕ КАЛЬЦИЙФОСФАТНЫМ КОМПЛЕКСОМ НА ЗУБНОЙ КАРИЕС | 2007 |
|
RU2437646C2 |
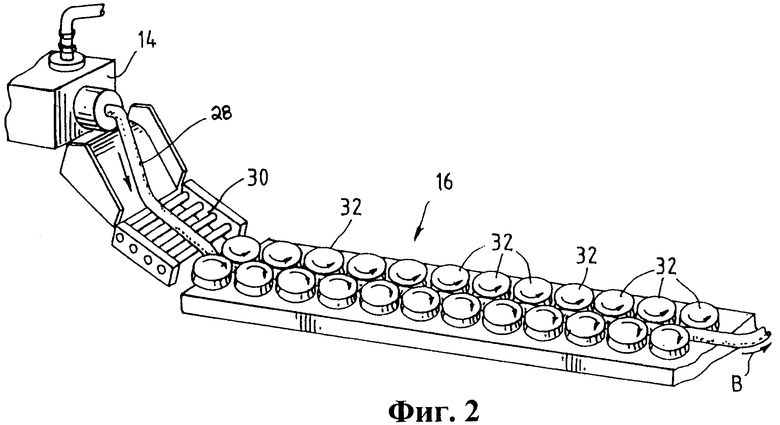
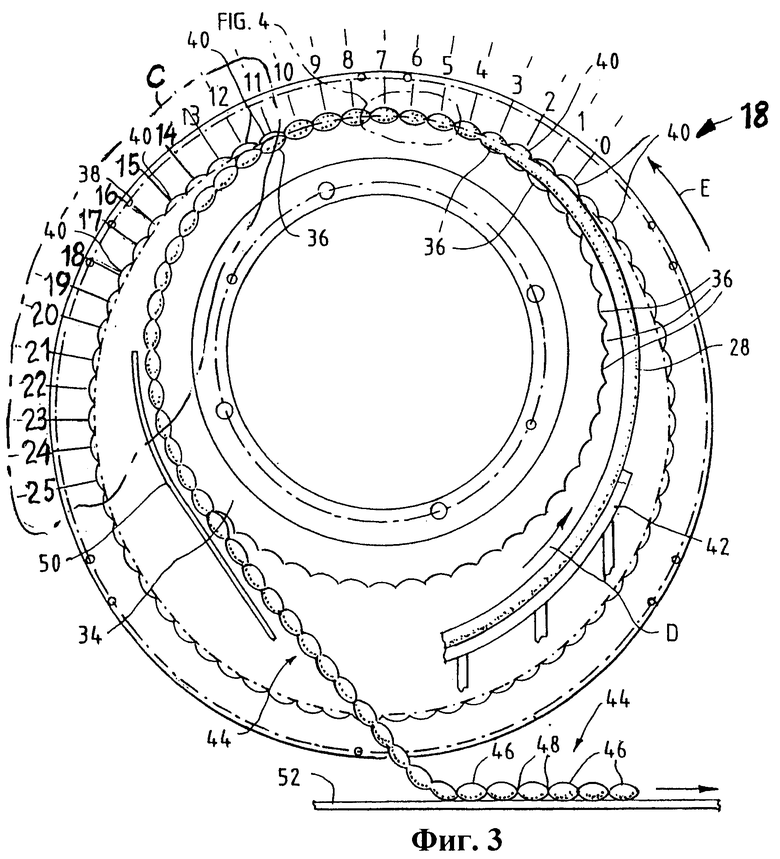

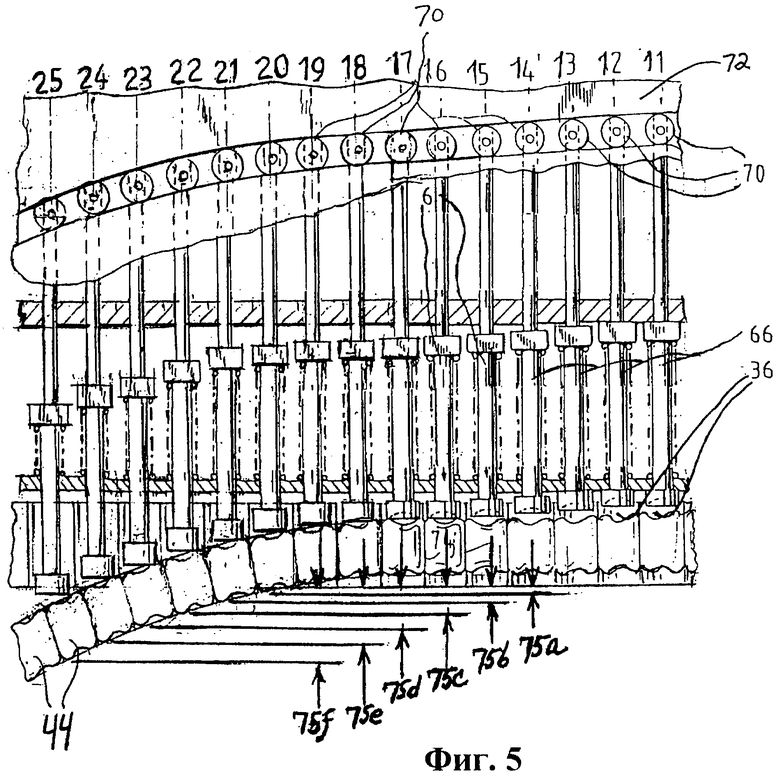
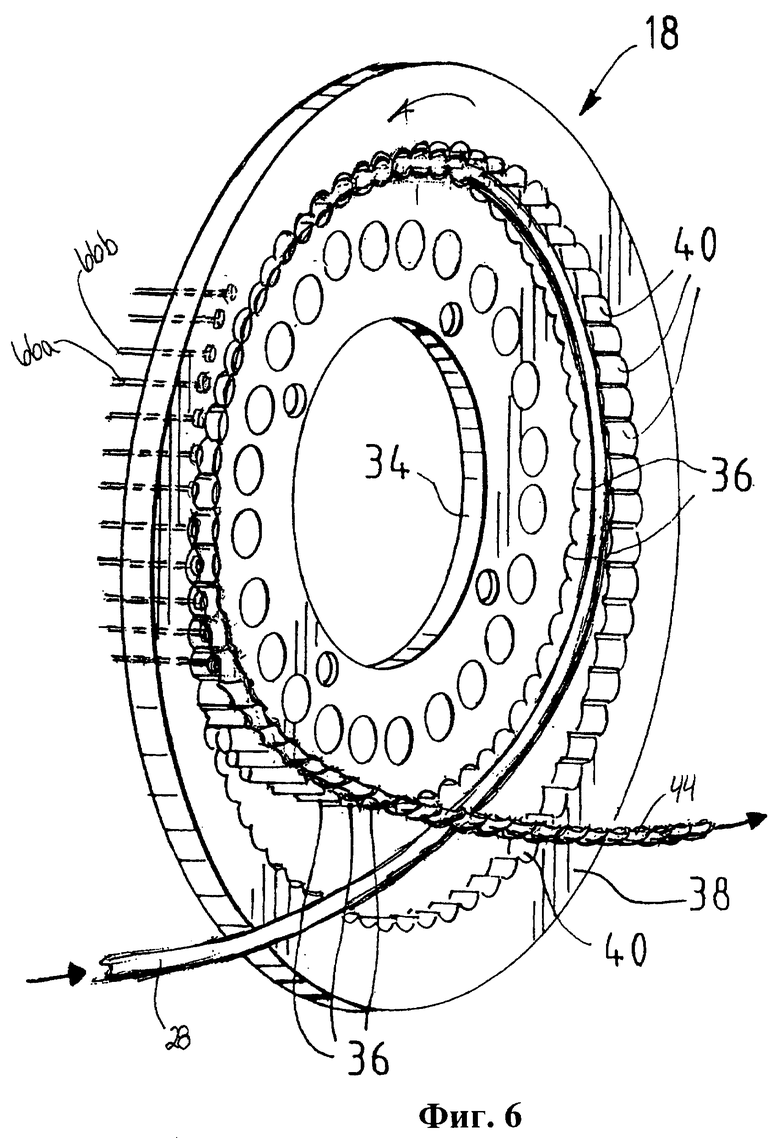
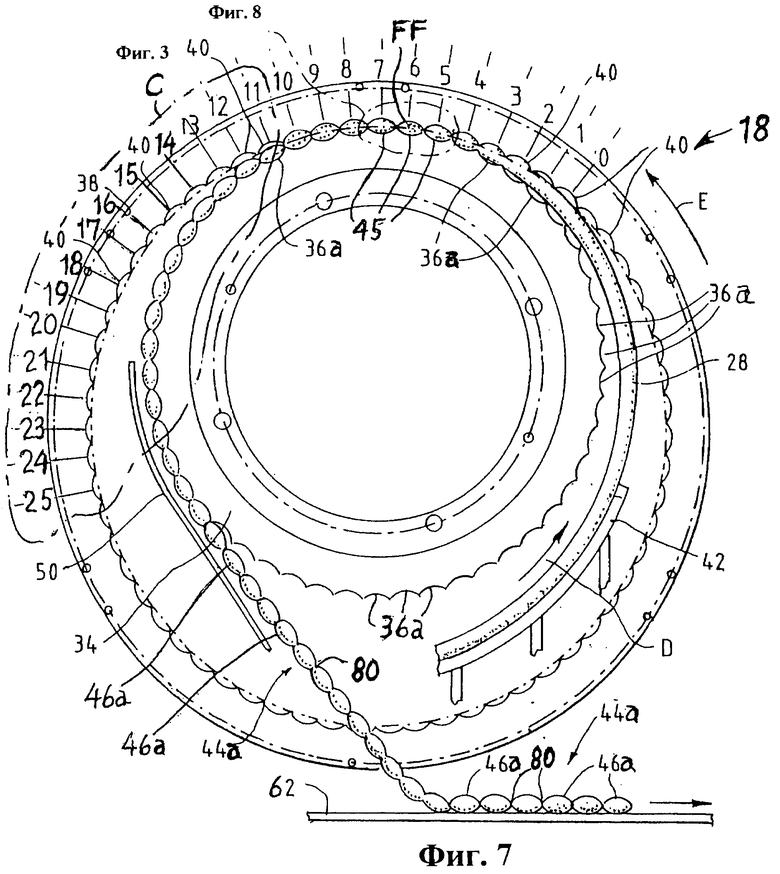
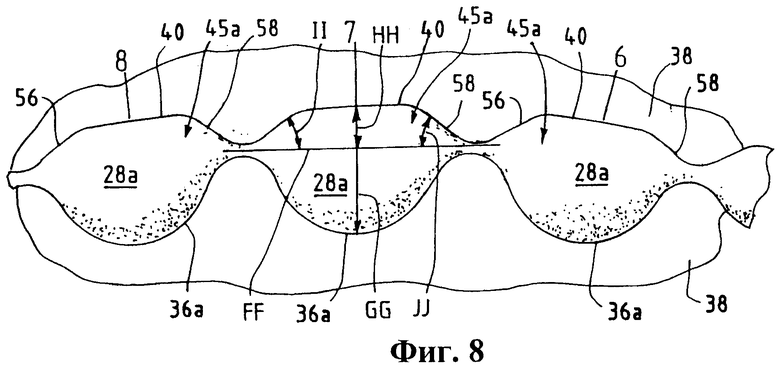
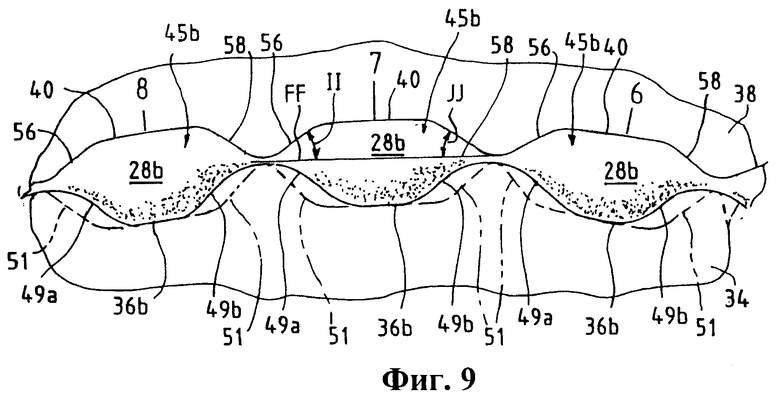
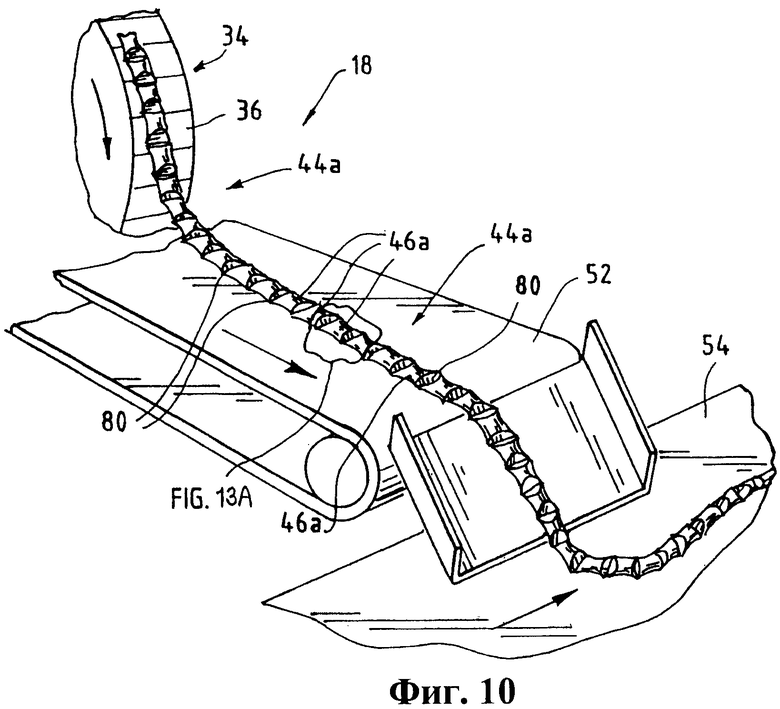

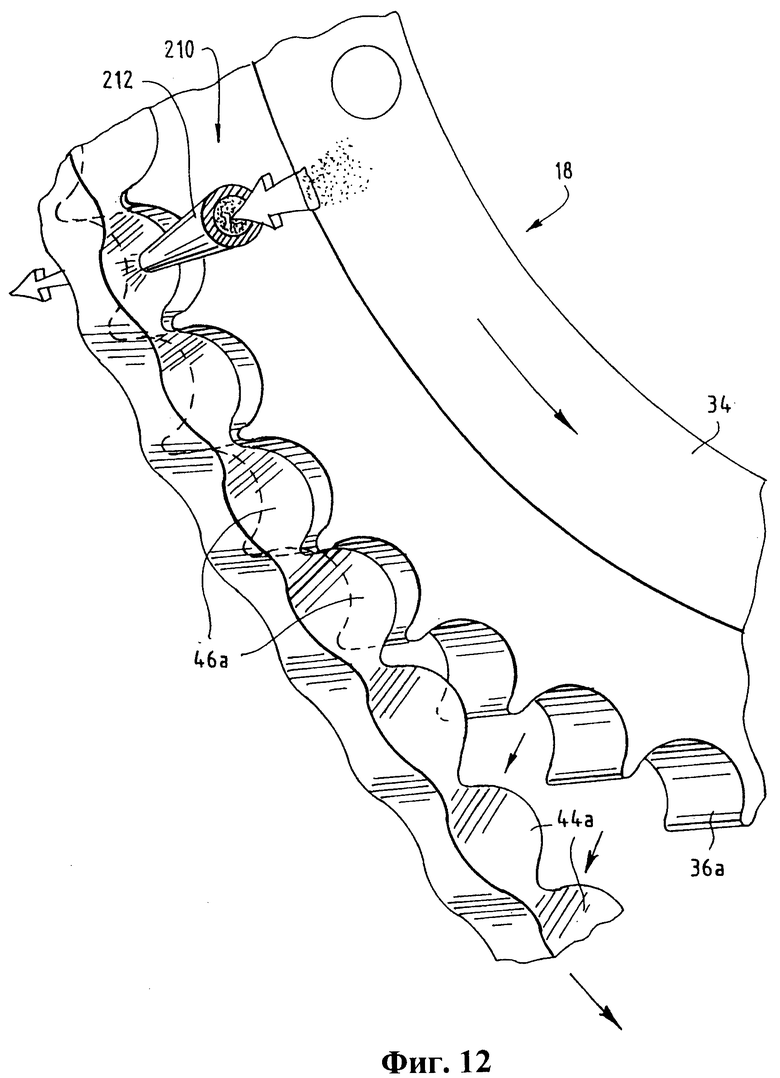
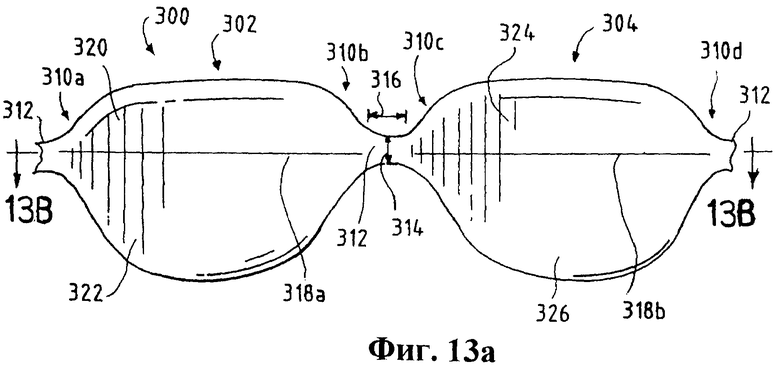
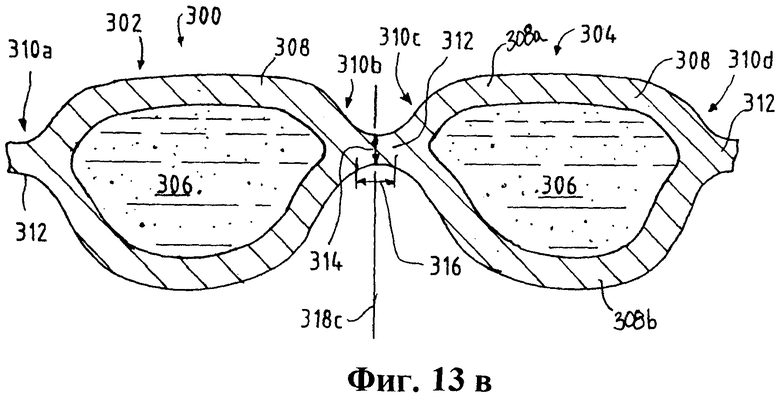
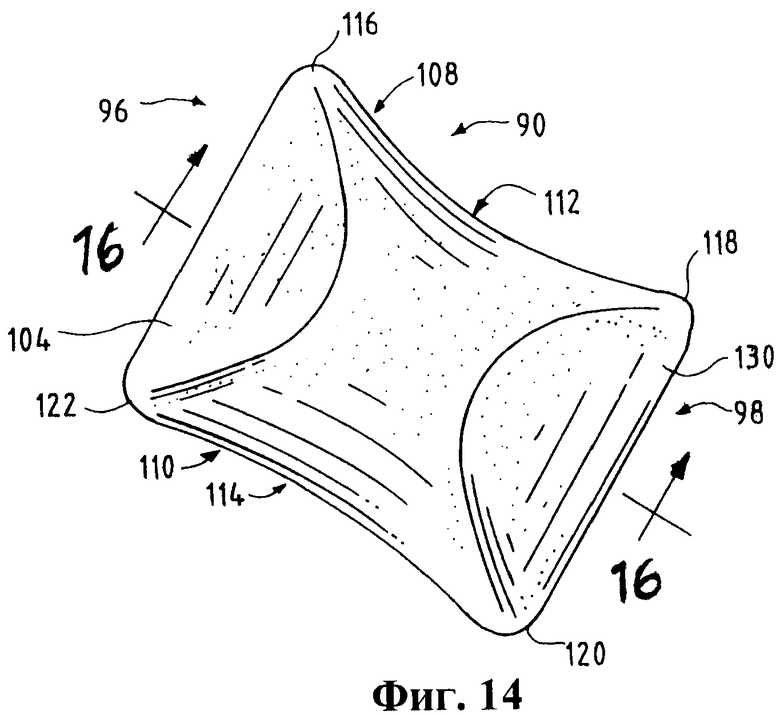
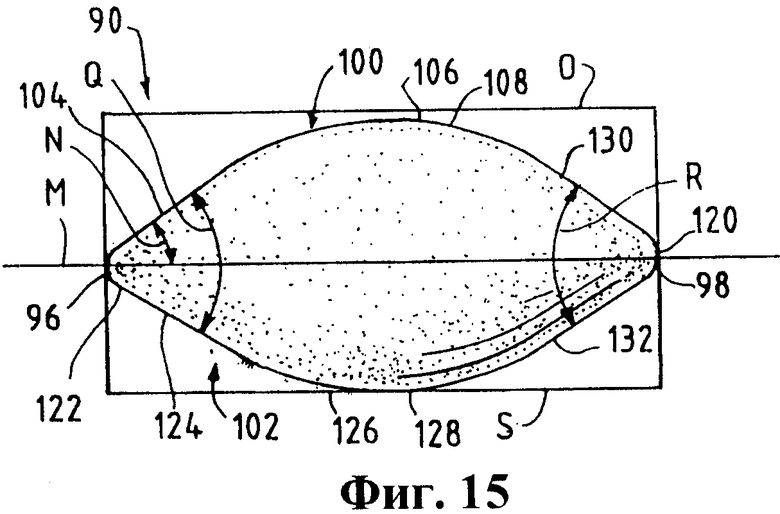
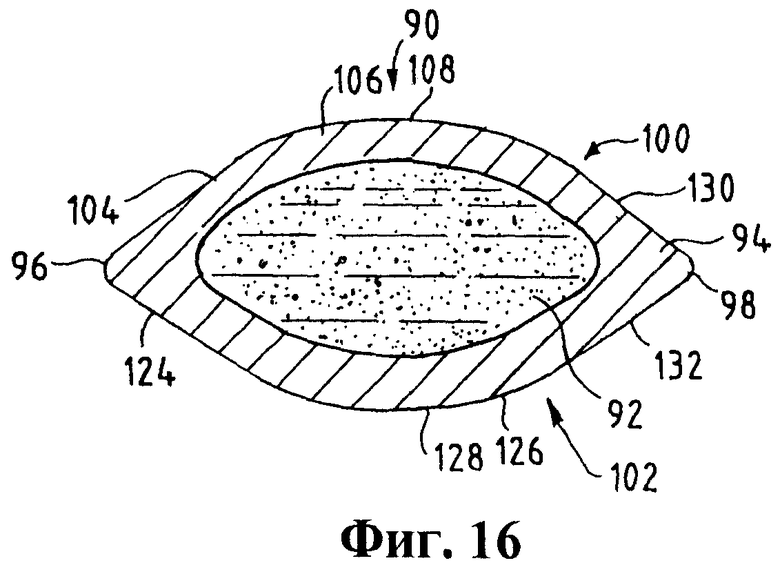
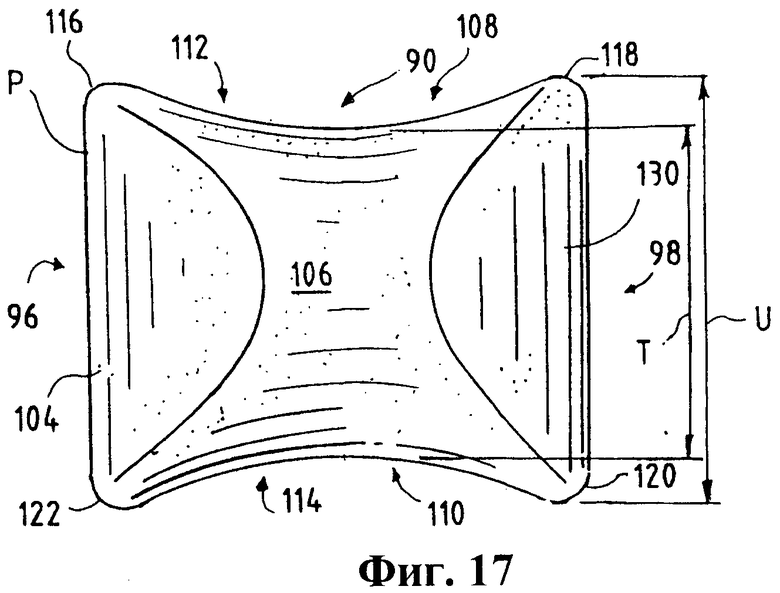
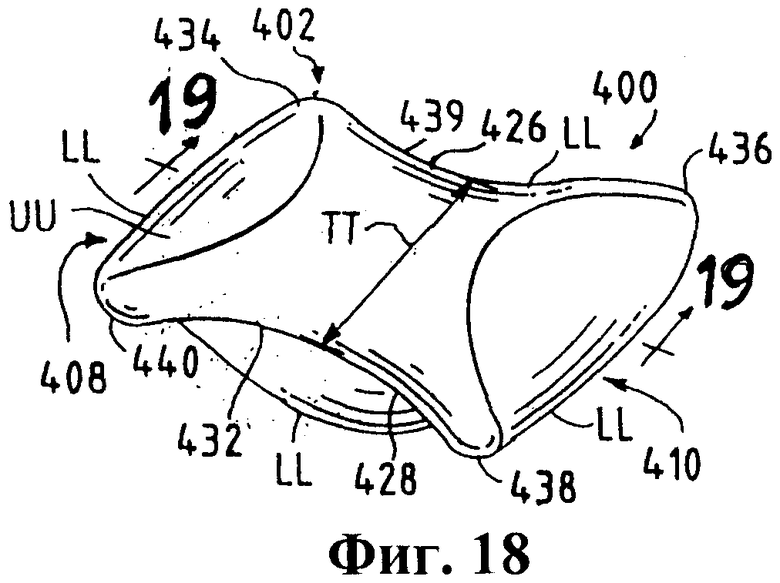
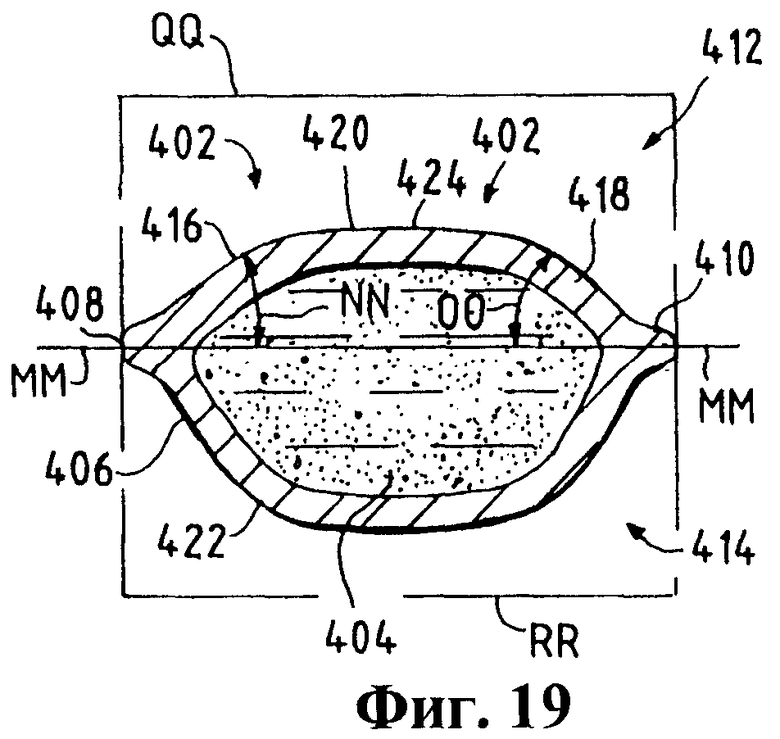
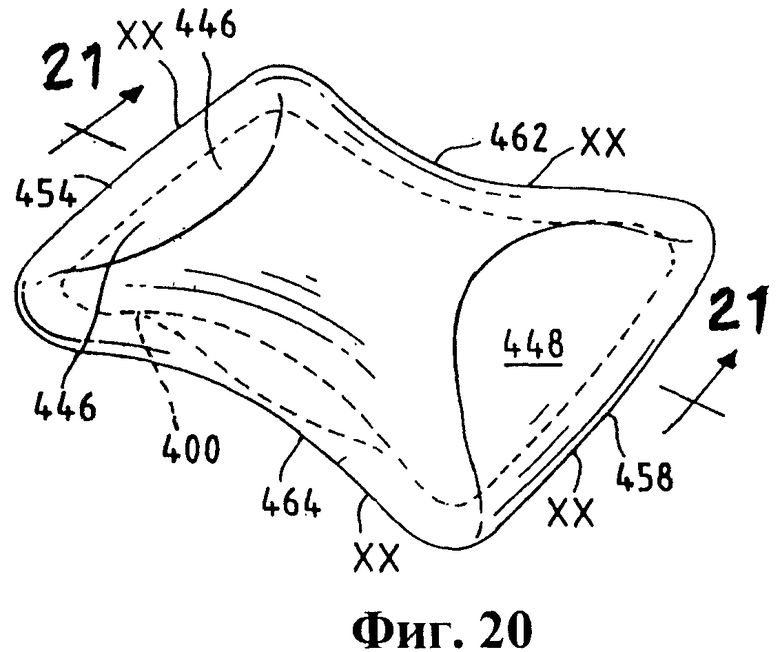
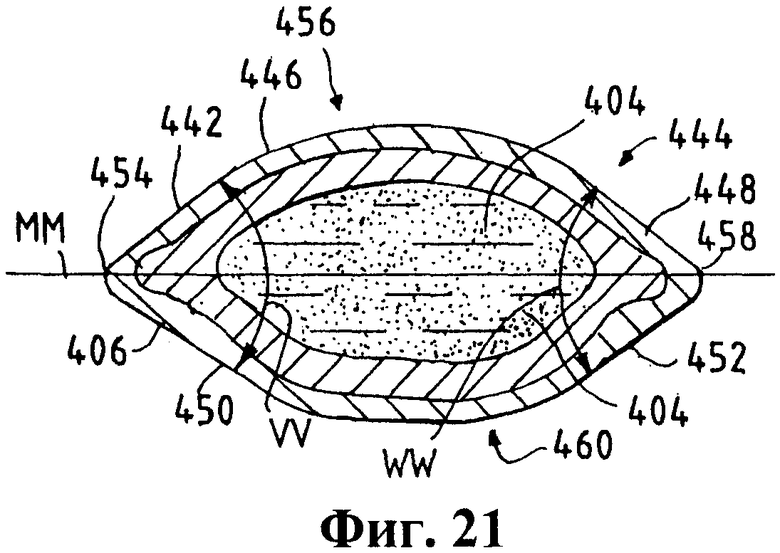
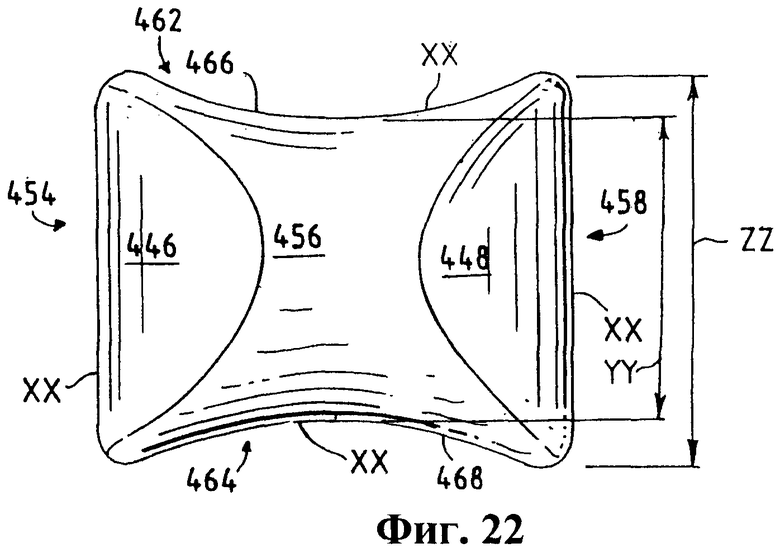

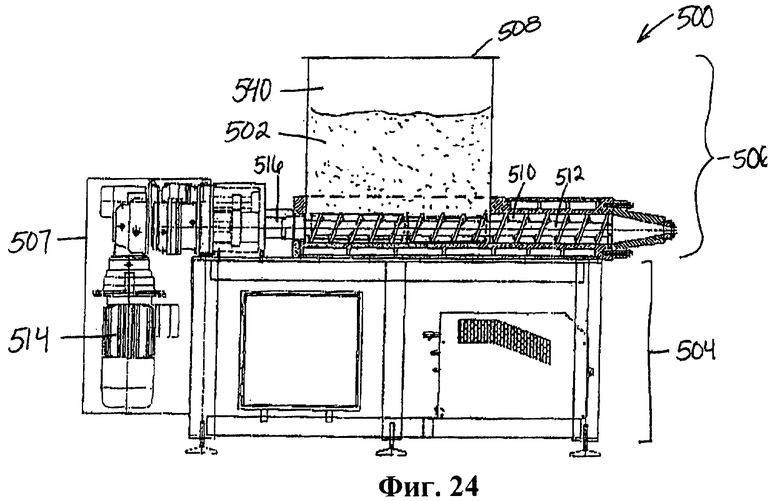
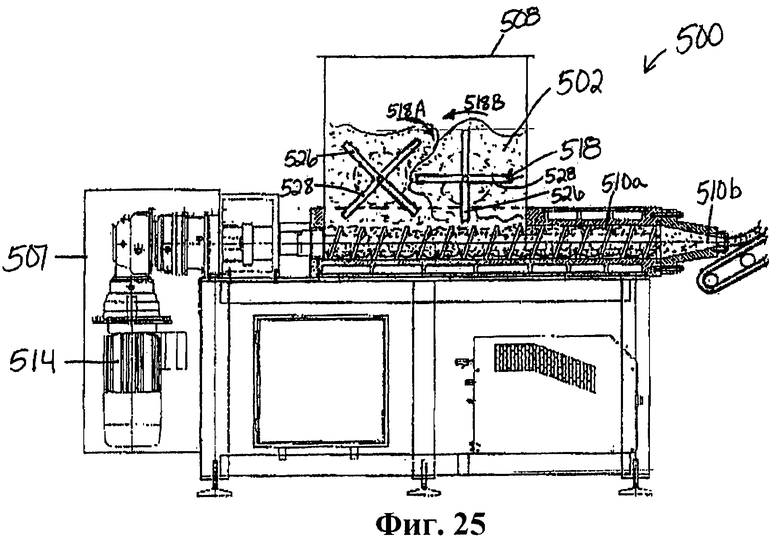

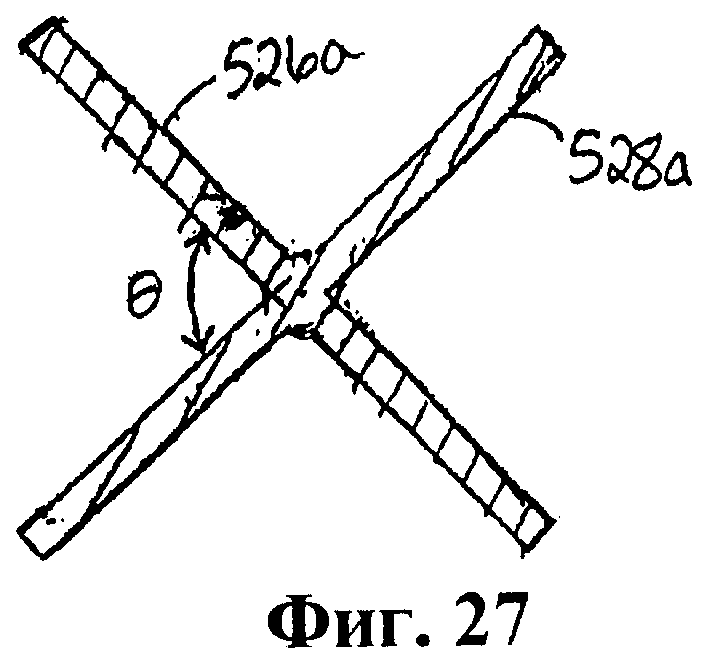
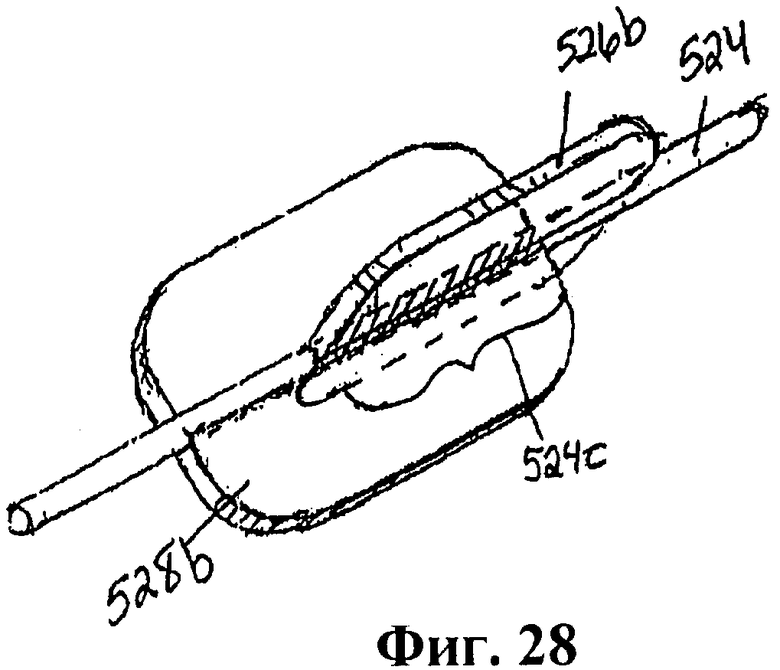
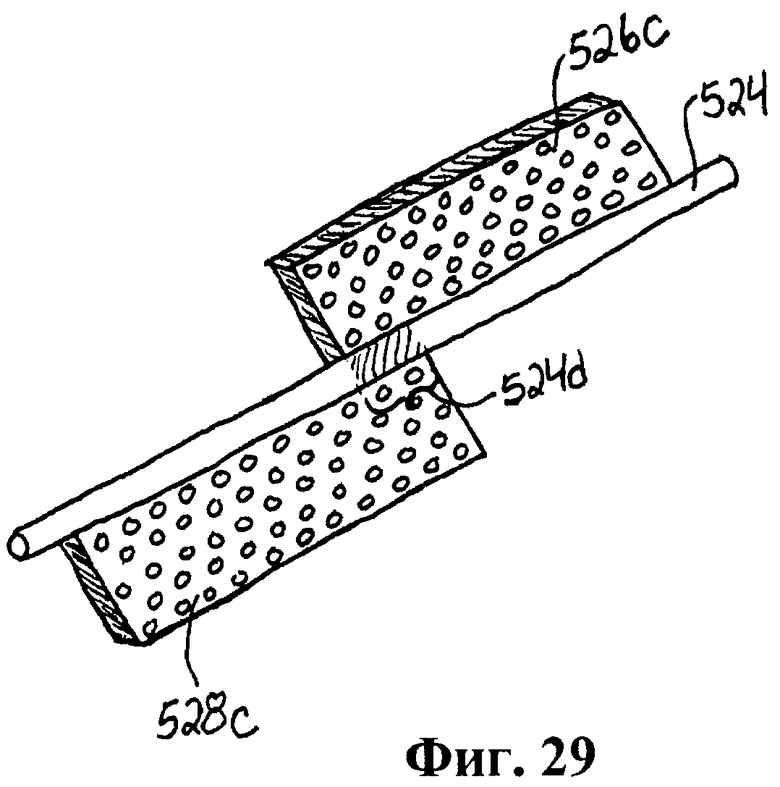
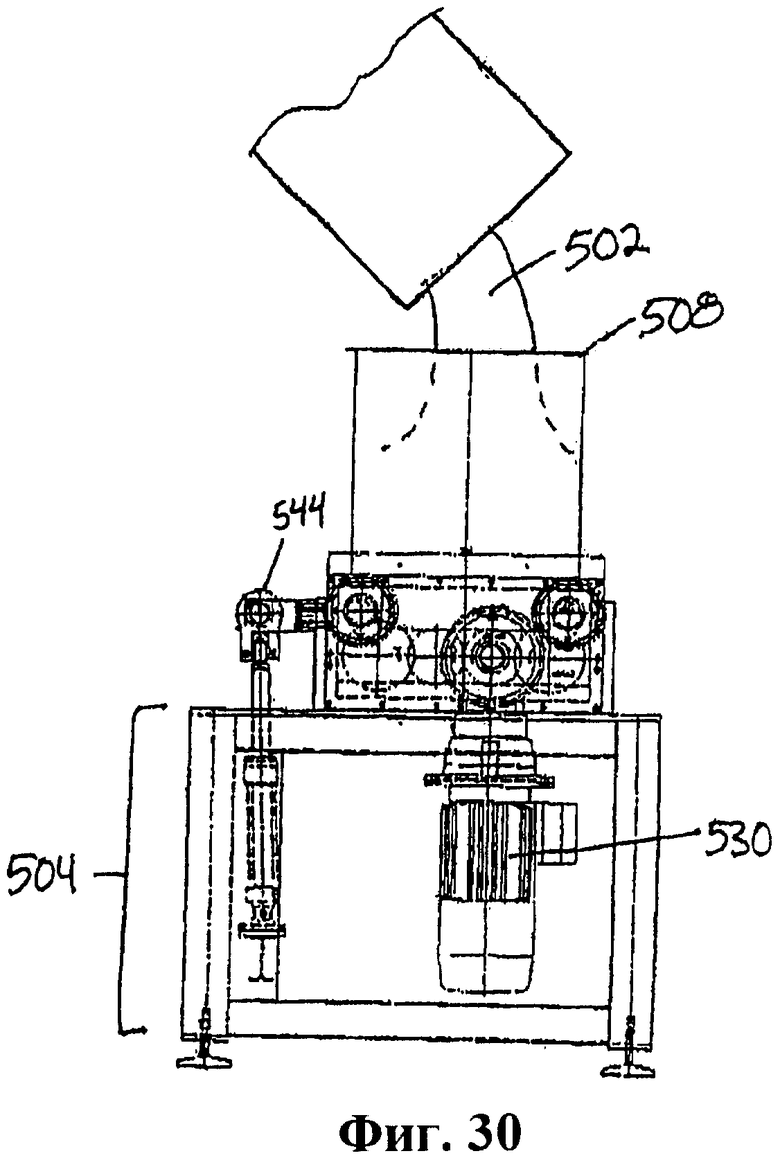
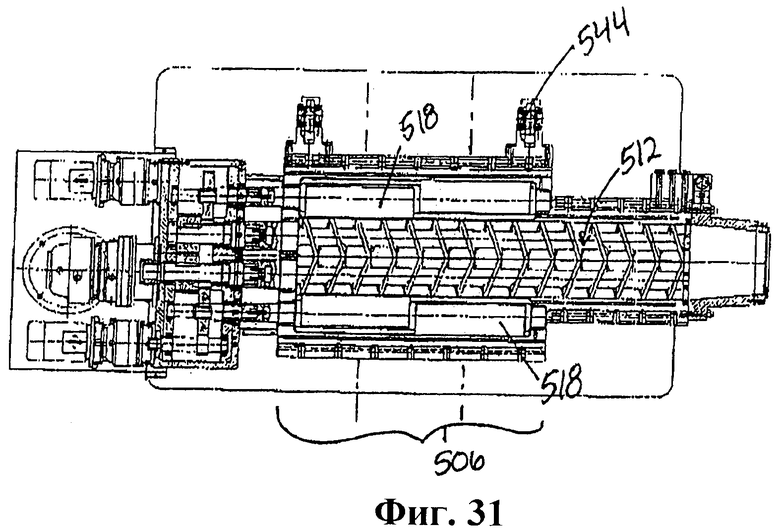
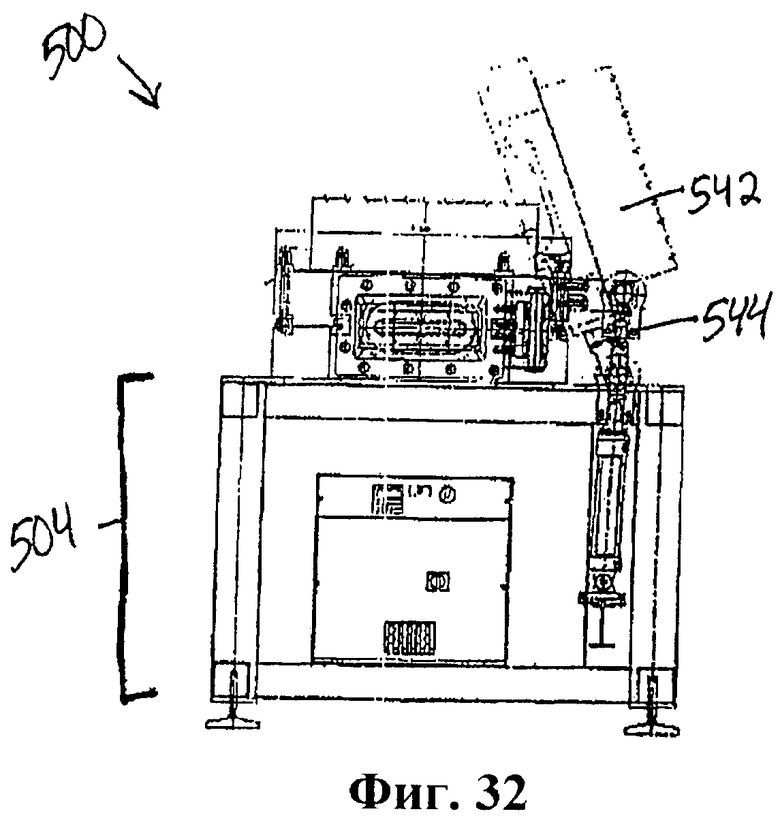
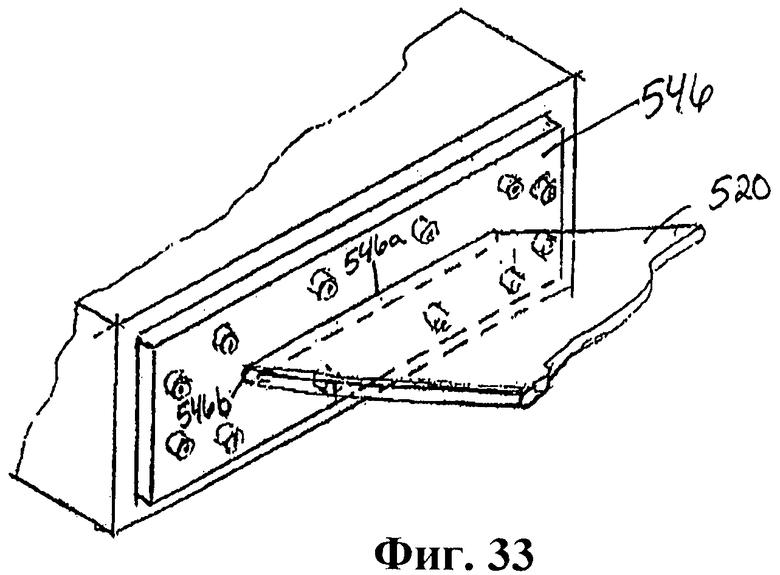
Изобретение относится к кондитерским изделиям, а также к устройствам и способам их изготовления. Машина содержит первое колесо с первыми формующими элементами, второе колесо, расположенное внутри первого колеса, со вторыми формующими элементами и выталкивающее устройство. Колеса выполнены и расположены с возможностью взаимодействия одного из первых формующих элементов с одним из вторых формующих элементов для формирования полости для приема непрерывной кондитерской заготовки в форме жгута с начинкой и формования из нее запечатанного полуфабриката кондитерского изделия с начинкой. В первом варианте в качестве выталкивающего устройства используют плунжер. Во втором варианте используют бесконтактное выталкивающее устройство. Способ включает введение непрерывной кондитерской заготовки с начинкой в форме жгута, формование непрерывной заготовки в форме четок и выталкивание заготовки в форме четок. В результате обеспечивается облегчение отделения сформованных сегментов непрерывной заготовки в форме четок от формующих элементов и снижение возможности повреждения продукта. 2 н. и 8 з.п. ф-лы, 33 ил., 1 табл.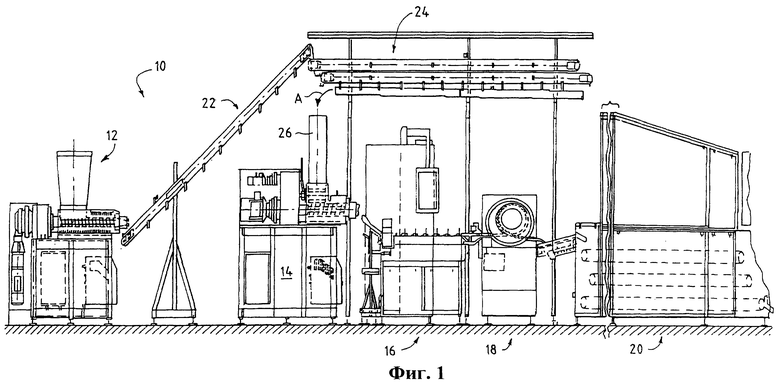
1. Машина для изготовления кондитерского продукта, содержащая первое колесо с первыми формующими элементами, второе колесо, расположенное внутри первого колеса, со вторыми формующими элементами, причем колеса выполнены и расположены с возможностью взаимодействия одного из первых формующих элементов с одним из вторых формующих элементов для формирования полости для приема непрерывной кондитерской заготовки в форме жгута с начинкой и формования из нее запечатанного полуфабриката кондитерского изделия с начинкой, и выталкивающее устройство, состоящее из плунжера, который выполнен с возможностью выталкивания сформованного и запечатанного полуфабриката кондитерского изделия с начинкой из первого или второго формующего элемента, при этом со сформованным и запечатанным полуфабрикатом кондитерского изделия с начинкой не взаимодействует второй элемент плунжера.
2. Машина для изготовления кондитерского продукта, содержащая первое колесо с первыми формующими элементами, второе колесо, расположенное внутри первого колеса, со вторыми формующими элементами, причем колеса выполнены и расположены с возможностью взаимодействия одного из первых формующих элементов с одним из вторых формующих элементов для формирования полости для приема непрерывной кондитерской заготовки в форме жгута с начинкой и формования из нее запечатанного полуфабриката кондитерского изделия с начинкой, и бесконтактное выталкивающее устройство, которое выполнено с возможностью выталкивания сформованного и запечатанного полуфабриката кондитерского изделия с начинкой из первого или второго формующего элемента.
3. Машина по п.4, в которой бесконтактное выталкивающее устройство содержит устройство для выпуска текучей среды под давлением.
4. Машина по пп.1, 2 или 3, в которой первые и вторые формующие элементы выполнены с возможностью взаимодействия между собой для формирования непрерывной заготовки в форме четок, состоящей из запечатанных полуфабрикатов кондитерских изделий с начинкой.
5. Машина по пп.1, 2 или 3, в которой первые и вторые формующие элементы выполнены с возможностью взаимодействия между собой для формирования отдельных запечатанных полуфабрикатов кондитерских изделий с начинкой.
6. Способ изготовления кондитерского продукта, содержащий введение непрерывной кондитерской заготовки с начинкой в форме жгута между первым колесом, в котором имеются первые формующие элементы, и вторым колесом, которое расположено внутри первого колеса и в котором имеются вторые формующие элементы, формование непрерывной заготовки в форме четок, состоящей из запечатанных полуфабрикатов кондитерских изделий с начинкой, между взаимодействующими первыми и вторыми формующими элементами, и выталкивание заготовки в форме четок, состоящей из запечатанных полуфабрикатов кондитерских изделий с начинкой, из первых или вторых формующих элементов.
7. Способ по п.6, в котором выталкивание осуществляют с использованием выпуска текучей среды под давлением.
8. Способ по п.6, в котором выталкивание осуществляют с использованием плунжерного элемента.
9. Способ по любому из пп.6, 7 или 8, содержащий дополнительно разделение непрерывной заготовки в форме четок на отдельные кондитерские изделия с начинкой.
10. Способ по п.9, содержащий дополнительно нанесение покрытия на кондитерские изделия с начинкой.
| US 20050100633 A1, 12.05.2005 | |||
| СПОСОБ ФОРМОВАНИЯ ЭКСТРУДИРОВАННОГО ЖИРОСОДЕРЖАЩЕГО КОНДИТЕРСКОГО ВЕЩЕСТВА И ИЗДЕЛИЯ ИЗ НЕГО | 1996 |
|
RU2133572C1 |
| RU 2005137861 A, 27.07.2006 | |||
| US 5342188 A, 30.08.1994. | |||

