ПРЕДПОСЫЛКИ СОЗДАНИЯ ИЗОБРЕТЕНИЯ
[0001] Настоящее изобретение относится в целом к продукции, содержащей жевательную резинку, а также к устройствам и способам ее изготовления.
[0002] Жевательные резинки с начинкой пользуются широким потребительским спросом. Производственные линии, удовлетворяющие высокий потребительский спрос на такую продукцию, обычно содержат формующую машину, которая подает жгут жевательной резинки, содержащий начинку, между двумя формующими элементами. Формующие элементы взаимодействуют друг с другом, в результате чего из этого жгута формируются запечатанные части из жевательной резинки с начинкой.
КРАТКОЕ ОПИСАНИЕ ИЗОБРЕТЕНИЯ
[0003] Целью настоящего изобретения является создание улучшенного способа и машины для формирования изделий из жевательной резинки с начинкой. В одном из вариантов предлагается способ изготовления изделий из жевательной резинки, содержащих оболочку из жевательной резинки и материал начинки. Способ включает запечатывание края изделия из жевательной резинки, когда температура начинки больше температуры оболочки из жевательной резинки. Способ может также включать запечатывание противолежащих краев изделия из жевательной резинки для формирования запечатанной части из жевательной резинки с начинкой.
[0004] В одном из вариантов способ включает подачу жгута жевательной резинки между первым формующим элементом и вторым формующим элементом, который может взаимодействовать с первым формующим элементом, осуществление запечатывания и высвобождение запечатанной части из жевательной резинки с начинкой по меньшей мере из одного формующего элемента.
[0005] Внешний и внутренний слои могут иметь разную температуру. В одном из вариантов разница между первой и второй температурами составляет по меньшей мере 1°С.
[0006] Внешний и внутренний слои могут иметь разную температуру. В одном из вариантов разница между первой и второй температурами составляет по меньшей мере 3°С.
[0007] Внешний и внутренний слои могут иметь разную температуру. В одном из вариантов разница между первой и второй температурами составляет по меньшей мере 4°С.
[0008] Внешний и внутренний слои могут иметь разную температуру. В одном из вариантов разница между первой и второй температурами составляет по меньшей мере 5°С.
[0009] В одном из вариантов способ включает охлаждение внешней части оболочки из жевательной резинки до температуры, находящейся в диапазоне от 20°С до 40°С. Внешняя часть оболочки может быть охлаждена путем контакта с охлажденными формующими элементами. В других вариантах внешняя часть оболочки может быть охлаждена, например, устройством, подающим на внешнюю часть оболочки охлажденный воздух.
[0010] В одном из вариантов способ включает запечатывание противолежащих краев жгута и формирование части из жевательной резинки с начинкой, которая асимметрична относительно плоскости, проходящей через противолежащие запечатанные края.
[0011] Еще в одном варианте осуществления изобретения предлагается способ изготовления изделия из жевательной резинки с начинкой. Способ включает: нагрев жидкой композиции до заданной температуры; получение с использованием процесса совместной экструзии жгута из жевательной резинки с начинкой, содержащего оболочку из композиции жевательной резинки и начинку из жидкой композиции внутри оболочки; сдавливание жгута с начинкой в первом месте для формирования первой перемычки; сдавливание жгута с начинкой во втором месте для формирования второй перемычки; и разделение жгута по первой и второй перемычкам для получения изделия из жевательной резинки с начинкой. Температура оболочки регулируется путем соответствующего изменения рабочих параметров экструдера для получения температуры оболочки, которая ниже температуры материала начинки, когда жгут из жевательной резинки с начинкой выходит из коэкструдера.
[0012] В одном из вариантов способ включает нагрев жидкой композиции до температуры, находящейся в диапазоне от 45°С до 55°С.
[0013] В одном из вариантов температура материала оболочки по меньшей мере на 1°С ниже температуры материала начинки, когда жгут из жевательной резинки с начинкой выходит из коэкструдера.
[0014] В одном из вариантов температура материала оболочки по меньшей мере на 2°С ниже температуры материала начинки, когда жгут из жевательной резинки с начинкой выходит из коэкструдера.
[0015] В одном из вариантов температура материала оболочки по меньшей мере на 3°С ниже температуры материала начинки, когда жгут из жевательной резинки с начинкой выходит из коэкструдера.
[0016] В одном из вариантов температура материала оболочки по меньшей мере на 4°С ниже температуры материала начинки, когда жгут из жевательной резинки с начинкой выходит из коэкструдера.
[0017] В одном из вариантов температура материала оболочки по меньшей мере на 5°С ниже температуры материала начинки, когда жгут из жевательной резинки с начинкой выходит из коэкструдера.
[0018] Еще в одном варианте осуществления изобретения предлагается способ изготовления изделия из жевательной резинки с начинкой. Способ включает: обеспечение жгута из жевательной резинки с начинкой, содержащего оболочку из жевательной резинки и материал начинки внутри оболочки; подачу жгута из жевательной резинки с начинкой в формующее устройство; и обжатие жгута из жевательной резинки с начинкой в формующем устройстве во многих местах для формирования множества частей из жевательной резинки с начинкой. При этом температура внешнего слоя оболочки из жевательной резинки поддерживается на таком уровне, при котором обеспечивается удерживание материала начинки в оболочке. А температура внутреннего слоя оболочки из жевательной резинки поддерживается при этом на таком уровне, при котором обеспечивается склеивание частей внутреннего слоя для формирования перемычки при сдавливании. Температура внутреннего слоя оболочки может быть выше температуры внешнего слоя по меньшей мере на 1°С.
[0019] В одном из вариантов способ включает нанесение покрытия на части из жевательной резинки с начинкой.
[0020] В одном из вариантов осуществления изобретения способ включает формование жгута из жевательной резинки с начинкой с использованием процесса совместной экструзии.
[0021] В одном из вариантов разница температур между внутренним и внешним слоями оболочки из жевательной резинки составляет по меньшей мере 5°С.
[0022] Еще в одном варианте осуществления изобретения предлагается жгут из жевательной резинки для изготовления изделий из жевательной резинки с начинкой. Изделие из жевательной резинки содержит оболочку из материала жевательной резинки и центральную часть из материала начинки. Оболочка из материала жевательной резинки содержит внутренний и внешний слои, и разница температур внутреннего и внешнего слоев может находиться в диапазоне от 2°С до 15°С.
[0023] В одном из вариантов осуществления изобретения жгут содержит обжатые сегменты. Эти сегменты могут быть запечатаны.
[0024] Ниже указываются достоинства вариантов настоящего изобретения. Необходимо отметить, что не все из нижеуказанных достоинств могут быть присущи какому-либо конкретному варианту осуществления изобретения.
[0025] Достоинством изобретения является улучшенный способ производства жевательной резинки.
[0026] Также в настоящем изобретении предлагается улучшенная жевательная резинка.
[0027] Достоинством изобретения являются улучшенные возможности по запечатыванию краев изделия из жевательной резинки с начинкой.
[0027] Достоинством изобретения является повышенная термостойкость начинки изделия из жевательной резинки.
[0029] Достоинством изобретения является повышение силы сцепления запечатанных краев изделия из жевательной резинки с начинкой.
[0030] Достоинством изобретения является то, что предлагаемый в нем способ формования изделий из жевательной резинки с начинкой обеспечивает снижение количества незапечатанных, частично запечатанных или плохо запечатанных изделий.
[0031] Еще одним достоинством настоящего изобретения является увеличение производительности за счет улучшения высвобождения запечатанных частей жевательной резинки с начинкой из формующего устройства.
[0032] Другие особенности и достоинства изобретения станут понятными после ознакомления с нижеприведенным подробным описанием с прилагаемыми фигурами чертежей.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
[0033] Фигура 1 - схематический вид предлагаемой в настоящем изобретении производственной линии для изготовления изделий из жевательной резинки с начинкой.
[0034] Фигура 2 - вид в перспективе аппарата совместной экструзии и устройства формирования необходимого размера в соответствии с настоящим изобретением.
[0035] Фигура 3 - вертикальный вид сбоку формующей машины в соответствии с настоящим изобретением.
0036] Фигура 4 - увеличенный вертикальный вид части фигуры 3, обозначенной фиг.4.
[0037] Фигура 5 - схематический вид формующей машины в соответствии с настоящим изобретением.
[0038] Фигура 6 - вид в перспективе первого и второго колес в соответствии с настоящим изобретением.
[0039] Фигура 7 - вертикальный вид сбоку формующей машины в соответствии с настоящим изобретением.
0040] Фигура 8 - увеличенный вертикальный вид части фигуры 7, обозначенной фиг.8.
0041] Фигура 9 - увеличенный вертикальный вид одного из вариантов осуществления части, показанной на фигуре 8.
[0042] Фигура 10 - вид в перспективе формующей машины и сформованного жгута в форме четок в соответствии с настоящим изобретением.
[0043] Фигура 11 - часть вида в перспективе формующей машины в соответствии с настоящим изобретением.
[0044] Фигура 12 - часть вида в перспективе формующей машины в соответствии с настоящим изобретением.
0045] Фигура 13А - увеличенный вертикальный вид одного из вариантов осуществления части фигуры 10, обозначенной фиг.13А.
[0046] Фигура 13В - вид сечения по линии 13В-13В фигуры 13А.
[0047] Фигура 14 - вид в перспективе изделия из жевательной резинки с начинкой в соответствии с настоящим изобретением.
[0048] Фигура 15 - вертикальный вид изделия из жевательной резинки с начинкой фигуры 14.
[0049] Фигура 16 - вид сечения по линии 16-16 фигуры 14.
[0050] Фигура 17 - вид в перспективе изделия из жевательной резинки с начинкой в соответствии с настоящим изобретением.
[0051] Фигура 18 - вид в перспективе изделия из жевательной резинки с начинкой в соответствии с настоящим изобретением.
[0052] Фигура 19 - вид сечения по линии 19-19 фигуры 18.
[0053] Фигура 20 - вид в перспективе изделия из жевательной резинки с начинкой и с покрытием в соответствии с настоящим изобретением.
[0054] Фигура 21 - вид сечения по линии 21-21 фигуры 20.
[0055] Фигура 22 - вид в плане изделия из жевательной резинки с покрытием в соответствии с настоящим изобретением.
[0056] Фигура 23 - схематический вид изделия из жевательной резинки с начинкой в соответствии с настоящим изобретением.
[0057] Фигура 24 - вертикальный вид изделия из жевательной резинки с начинкой в соответствии с настоящим изобретением.
[0058] Фигура 25 - вид сечения по линии 25-25 фигуры 24.
ПОДРОБНОЕ ОПИСАНИЕ ИЗОБРЕТЕНИЯ
[0059] На фигуре 1 ссылочным номером 10 указывается в целом производственная линия по изготовлению изделий из жевательной резинки с начинкой. Установка 10 содержит экструдер 12 подготовки материалов изделий, аппарат 14 совместной экструзии (коэкструдер), устройство 16 формирования необходимого размера, формующую машину 18 и камеру 20 охлаждения, конструкция и работа которых описывается ниже.
[0060] В устройство 12 подготовки поступает материал жевательной резинки из некоторого источника (не показан), такого как, например, смеситель, подающая лента или бункерное устройство. Материал жевательной резинки может содержать сахар или не содержать сахар и быть в пластичной или в жидкой форме. Иными словами, материал жевательной резинки при нагреве образует вязкую пасту или текучую среду, которую можно экструдировать, как это хорошо известно в технике. Пластичный материал жевательной резинки может быть впоследствии охлажден или отвержден при комнатной температуре для формирования твердой или полутвердой жевательной резинки. Хотя настоящее изобретение относится к жевательной резинке, производственная линия 10 может использоваться также для изготовления и других экструдируемых изделий с начинкой, таких как экструдируемые пищевые изделия (а именно, кондитерские изделия, не содержащие жевательную резинку, макаронные изделия и т.п.), а также полимерных материалов и продуктов с внутренним содержимым.
[0061] Из экструдера 12 подготовки на конвейер 22 поступает непрерывная экструдированная масса жевательной резинки, которая подается в коэкструдер 14. Экструдированная масса жевательной резинки может иметь любую необходимую геометрическую форму, в частности она может иметь, например, форму жгута, листа, толстой полосы или прутка любой необходимой толщины, как это хорошо известно в данной области техники. В одном из вариантов осуществления изобретения экструдированная масса жевательной резинки может иметь форму полосы шириной примерно 250 мм и толщиной примерно 10 мм. Используемый экструдер 12 подготовки жевательной резинки обеспечивает хорошую однородность плотности и формы экструдированной заготовки, подаваемой в коэкструдер 14. Обеспечение хорошей однородности массы жевательной резинки может снизить вероятность возникновения пустот или других дефектов массы, что, в свою очередь, может снизить вероятность дефектов в экструдированном жгуте жевательной резинки с начинкой. Даже небольшой дефект целостности внешней части массы жевательной резинки в экструдированном жгуте может быть достаточным, чтобы начинка могла вытекать из оболочки. Если утечка произойдет при выполнении операции покрытия, то вся партия жевательной резинки с начинкой и с покрытием может быть испорчена. Поэтому существует настоятельная необходимость в обеспечении однородности и постоянства формы материала жевательной резинки, подаваемого в коэкструдер.
[0062] В одном из вариантов осуществления изобретения экструдированная масса жевательной резинки может поступать из экструдера 12 подготовки материала на конвейер 22 для ее доставки на одну или несколько лент 24 выдерживания. Транспортировка экструдированной массы жевательной резинки по ленте 24 обеспечивает ее охлаждение и снятие напряжений, возникших в процессе подготовки. Лента 24 может иметь достаточную длину или может протягиваться с достаточной скоростью, чтобы обеспечить снятие напряжений в массе жевательной резинки и переход ее в состояние равновесия перед подачей в коэкструдер 14. Термин "состояние равновесия" означает, что любые внутренние напряжения и/или температурные градиенты, внесенные в экструдированную массу жевательной резинки в результате обработки в экструдере 12 подготовки, ослабляются, так что внутренние напряжения и/или температурные градиенты нейтрализуются или выравниваются перед подачей в коэкструдер 14. Лента 24 выдерживания может состоять из одной длинной ленты, движущейся с малой скоростью для обеспечения достаточного времени выдерживания массы жевательной резинки после экструзии. Аналогичным образом, лента 24 выдерживания может также состоять из нескольких лент, которые размещены последовательно, как показано на фигуре 1. В рассматриваемом варианте осуществления изобретения первая лента выдерживания может доставлять массу жевательной резинки после экструзии на вторую ленту выдерживания, которая далее может доставлять массу на третью ленту и т.д. Выдерживание экструдированной массы жевательной резинки перед подачей в коэкструдер 14 позволяет улучшить ее однородность и свести к минимуму уровень напряжений перед подачей в коэкструдер 14.
[0063] В одном из вариантов экструдированная масса жевательной резинки может поступать в загрузочное устройство 26 коэкструдера 14, как показано стрелкой А на фигуре 1. В предпочтительном варианте лента 24 выдерживания доставляет в загрузочное устройство 26 экструдированную массу жевательной резинки, температура и эластичность которой выровнена по всей ее длине и ширине. Однородная экструдированная масса жевательной резинки с заданными характеристиками обеспечивает получение более однородной продукции на всех этапах производства после ленты 24 выдерживания. Коэкструдер 14 может содержать внутренний проход (не показан), который располагается коаксиально во внешнем проходе (не показан). Во внутреннем проходе осуществляется совместная экструзия поступающего материала, имеющего текучую консистенцию, с массой жевательной резинки из внешнего прохода, как это хорошо известно в данной области техники.
[0064] В одном из вариантов осуществления изобретения внутренний проход может сообщаться с источником текучего или жидкого материала начинки, как это хорошо известно в данной области техники. Текучий материал начинки может находиться в полутвердом, жидком или полужидком состоянии, и может представлять собой пасту, желе, или текучий твердый материал, или сочетание указанных материалов. В качестве неограничивающего примера текучего твердого материала можно указать гранулированный или порошкообразный материал. Текучий материал начинки может представлять собой любую твердую карамель, мягкую карамель, жевательную резинку или другие кондитерские вещества или составы, которые находятся в жидкой фазе, или могут переходить в жидкую фазу, или могут быть текучими. Поступающий материал начинки может быть нагрет, расплавлен, растворен, из него может быть получен сироп, или же из него можно получить жидкий или текучий материал, как это хорошо известно в данной области техники. Соответственно, текучий материал может быть жидкостью, сиропом, желе, пастой или текучим твердым материалом, таким как гранулированный материал или кондитерский материал в порошкообразной форме при обычных условиях окружающей среды. В одном из вариантов осуществления изобретения в качестве текучего материала используется жидкость, вязкость которой может изменяться регулируемым образом. Текучий материал при необходимости можно дополнительно подсластить, ароматизировать и/или подкрасить.
[0065] В одном из вариантов осуществления изобретения в коэкструдере 14 получают жгут 28 жевательной резинки с начинкой внутри, как показано на фигуре 2. Транспортировочное устройство 30 может доставлять жгут 28 в устройство 16 формирования необходимого размера. Устройство 16 может содержать ряд двойных роликов 32 для уменьшения диаметра полученного жгута, как это хорошо известно в данной области техники. Ролики 32 могут продвигать жгут 28 через устройство 16 формирования необходимого размера в направлении, указанном стрелкой В.
[0066] Устройство 16 получения необходимого размера подает жгут 28 в формующую машину, как показано на фигуре 3. В качестве формующей машины может использоваться любое формующее устройство, известное в данной области техники. То есть, следует понимать, что формующая машина не ограничивается только конструкцией, рассмотренной в настоящем описании. В одном из вариантов осуществления изобретения формующая машина 18 может содержать первое колесо 34, содержащее один или несколько первых формующих элементов 36. Первые формующие элементы 36 могут располагаться на внешней поверхности первого колеса 34. В одном из вариантов осуществления изобретения первые формующие элементы 36 могут быть распределены вдоль внешней периферийной поверхности первого колеса 34.
[0067] Формующее устройство 18 может также содержать второе колесо 38 с одним или несколькими вторыми формующими элементами 40. Вторые формующие элементы 40 могут располагаться на внутренней поверхности второго колеса 38. В одном из вариантов осуществления изобретения формующие элементы 40 могут быть распределены по внутренней периферийной поверхности второго колеса 38. Как можно видеть на фигуре 3, первое колесо 34 и второе колесо 38 установлены с возможностью вращения, однако их оси вращения не совпадают. Первое 34 и второе 38 колеса могут быть установлены и/или устроены таким образом, чтобы при их вращении первые формующие элементы 36 и вторые формующие элементы 40 могли постепенно входить во взаимодействие друг с другом или иным образом входить в положение сопряжения друг с другом. Иными словами, первые формующие элементы 36 могут входить в положение сопряжения, в непрерывном или прерывистом режиме вращения, со вторыми формующими элементами 40 по существу в верхней части формующей машины 18 (см. фигуру 3). Это происходит за счет того, что ось вращения первого колеса 34 смещена относительно оси вращения второго колеса 38, в то время как обе оси ориентированы перпендикулярно к общей плоскости вращения обоих колес.
[0068] В одном из вариантов осуществления изобретения участок взаимодействия первого 34 и второго 38 колес может содержать несколько зон соприкосновения или зон взаимодействия первого 34 и второго 38 колес, которые показаны ссылочными обозначениями 0-13 на фигуре 3. Однако необходимо понимать, что общее число формующих элементов на каждом колесе необязательно должно совпадать и что соответствующее взаимное расположение первых 36 и вторых 40 элементов в этом случае будет изменяться при каждом обороте первого колеса 34. Иными словами, определенный первый формующий элемент 36 будет сопрягаться с другими вторыми формующими элементами 40 при каждом обороте первого колеса 34. Каждое колесо может приводиться в движение в направлении, показанном стрелкой Е (см. фигуру 3) подходящим приводным механизмом, известным в данной области техники. Если колеса имеют разное число формующих элементов, то равенство линейных скоростей двух наборов формующих элементов достигается путем вращения второго (внешнего) колеса 38 с увеличенной скоростью (то есть, больше оборотов в минуту) по сравнению со скоростью первого (внутреннего) колеса 34.
[0069] Формующая машина 18 содержит направляющий элемент 42, который поддерживает и направляет жгут 28 из жевательной резинки с текучей начинкой в направлении, указанном стрелкой D, между формующими элементами 36, 40 первого 34 и второго 38 колес, соответственно. При непрерывном вращении первого 34 и второго 38 колес первые формующие элементы 36 и вторые формующие элементы 40 постепенно приближаются друг к другу и одновременно вступают во взаимодействие со жгутом 28. При непрерывном вращении колес первые формующие элементы 36 и вторые формующие элементы 40 сдавливают жгут 28, как видно, например, в зонах 0-3. Поскольку первое 34 и второе 38 колеса продолжают вращаться, то первые формующие элементы 36 и вторые формующие элементы 40 обжимают жгут 28, как показано в зонах 4-5. При дальнейшем вращении первого 34 и второго 38 колес первые формующие элементы 36 и вторые формующие элементы 40 входят в полное сопряженное взаимодействие друг с другом, как показано, например, в зонах 5-9. При полном сопряжении первые 36 и вторые 40 формующие элементы находятся ближе всего друг к другу. Сжимающее усилие, действующее на жгут 28, когда первые 36 и вторые 40 формующие элементы находятся в полном сопряжении друг с другом, запечатывает материал жевательной резинки с двух противолежащих краев. При дальнейшем вращении первого 34 и второго 38 колес расстояние между формующими элементами 36 и 40 постепенно увеличивается, в результате чего сформованный жгут 44 в форме четок отделяется от формующей машины 18 и выходит из нее, как показано на фигуре 3, в зонах 9-25. Понятно, что зоны 0-13 указаны для иллюстрации действия машины и что силы сдавливания, обжатия и запечатывания, оказываемые на жгут 28 первыми 36 и вторыми 40 элементами, могут иметь место в одной зоне, в нескольких зонах или во всех зонах 0-13.
[0070] В одном из вариантов осуществления изобретения обжимающие части первых 36 и вторых 40 формующих элементов не соприкасаются друг с другом, и между ними имеется зазор даже в зоне их наибольшего сближения. В этом случае обжатые части не будут отделяться друг от друга, а будут образовывать жгут 44, имеющий форму четок, который описан ниже. В альтернативном варианте осуществления изобретения сдавливающие части соответствующих первых 36 и вторых 40 формующих элементов практически прижимаются друг к другу или по меньшей мере подходят друг к другу достаточно близко для эффективного отделения сформованной части от жгута 44, имеющего форму четок.
[0071] После взаимодействия первых 36 и вторых 40 формующих элементов с выполнением над жгутом 28 операций сдавливания, обжатия и запечатывания в зонах 0-13 получают сформованный жгут 44, имеющий форму четок. Этот жгут 44 в форме четок содержит множество запечатанных частей 46 из жевательной резинки с текучей начинкой, прикрепленных друг к другу в зонах 48 обжатия. Каждая зона 48 обжатия представляет собой перемычку, которая соединяет друг с другом соседние части из жевательной резинки с текучей начинкой. В формующей машине 18 может использоваться направляющее устройство 50 для поддерживания и направления жгута 44 в форме четок на транспортировочное устройство 52, как показано на фигуре 3. Вывод жгута 44 в форме четок из плоскости вращения первого 34 и второго 38 колес также может обеспечиваться направляющим устройством 50. В этом случае верхняя часть направляющего устройства 50 отходит от плоскости вращения под углом, так что жгут 44 в форме четок, находящийся в плоскости вращения колес, может входить во взаимодействие с верхней частью направляющего устройства 50, и затем может направляться направляющим устройством 50 в сторону от плоскости вращения в направлении, показанном на фигуре 6. Направляющее устройство 50 может иметь любую форму, известную в данной области техники, и может быть плоским, полуцилиндрическим, корытообразным, Г-образным или представлять любое сочетание указанных форм. Транспортировочное устройство 52, например конвейер, может транспортировать или иным образом доставлять жгут 44 в форме четок в камеру 20 охлаждения. Жгут 44 в форме четок может подаваться на второе транспортировочное устройство 54, которое транспортирует ее в другом направлении.
[0072] Формование жгута 44 в форме четок является предпочтительным, поскольку соединения между отдельными частями 46 из жевательной резинки с текучей начинкой способствуют и облегчают отделение и вывод каждой части 46 из жевательной резинки из первых формующих элементов 36 и/или из вторых формующих элементов 40. Непрерывное отделение жгута 44 в форме четок и вес той ее части, которая уже отделилась от первых формующих элементов 36, обеспечивает дополнительное тянущее и отделяющее усилие (под действием силы тяжести), действующее на отдельные части 46 из жевательной резинки, еще находящиеся в контакте с первыми формующими элементами 36. Это дополнительное тянущее усилие существенно снижает, а может и полностью устранять, возможность отрыва отдельных частей 46 из жевательной резинки от жгута 44 в форме четок и залипания их в первых формующих элементах 36. Это тянущее и отделяющее усилие, обеспечиваемое жгутом 44 в форме четок, является силой, отсутствующей в известных формующих устройствах, которые формируют полностью отдельные части внутри формующих элементов. Кроме того, формирование жгута 44 в форме четок также содействует его "регулируемому падению", в результате чего снижается возможность повреждения отдельных частей 46 из жевательной резинки в процессе выхода жгута 44 из формующей машины 18.
[0073] В одном из вариантов осуществления изобретения каждый первый формующий элемент 36 может быть снабжен первой наклонной поверхностью 56 (см. фигуру 4). Аналогично, каждый второй формующий элемент 40 может быть снабжен второй наклонной поверхностью 58. На фигуре 4 приведен увеличенный вид части фигуры 3, обозначенной фиг.4. Таким образом, на фигуре 4 показаны зоны 6, 7 и 8. Заштрихованная зона внутри сопряженного формующего элемента 60 в зоне 7 представляет жгут 28. В одном из вариантов осуществления изобретения одна или обе наклонные поверхности 56, 58 могут быть плоскими или практически плоскими. Первые 36 и вторые 40 формующие элементы при их вхождении в полное сопряжение друг с другом формируют или иным образом обеспечивают сопряженный формующий элемент 60. В одном из вариантов осуществления изобретения сопряжение формующих элементов, которое осуществляется в зонах 6, 7 и 8, может обеспечить сопряженные формующие элементы 60 в одной, двух или в каждой из зон 6, 7 и 8. Ясно, что сопряженные формующие элементы могут формироваться также и в других зонах.
[0074] Между первой 56 и второй 58 наклонными поверхностями сопряженного формующего элемента 60 может формироваться угол F. В одном из вариантов осуществления изобретения величина угла F может находиться в диапазоне от примерно 60° до примерно 120°, или от примерно 66° до примерно 110°, или от примерно 70° до примерно 90°, или от примерно 75° до примерно 85°.
[0075] Еще в одном варианте осуществления изобретения каждый первый формующий элемент 36 может быть снабжен третьей наклонной поверхностью 64, и каждый второй формующий элемент 40 может быть снабжен четвертой наклонной поверхностью 62. В одном из вариантов осуществления изобретения одна или обе наклонные поверхности 62, 64 могут быть плоскими или практически плоскими. Между третьей 64 и четвертой 62 наклонными поверхностями может формироваться угол G. В одном из вариантов осуществления изобретения величина угла G может находиться в диапазоне от примерно 60° до примерно 120°, или от примерно 66° до примерно 110°, или от примерно 70° до примерно 90°, или от примерно 75° до примерно 85°. Еще в одном варианте осуществления изобретения углы F и G могут быть одинаковыми.
[0076] Использование наклонных поверхностей 56, 58, 62, 64 предпочтительно, поскольку они способствуют запечатыванию отдельных частей 46 из жевательной резинки. По мере того как первые формующие элементы 36 сближаются со вторыми формующими элементами 40 и вступают во взаимодействие с ними, первые и вторые наклонные поверхности 56 и 58 выжимают или иным образом выталкивают текучую массу внутри жгута 28 в сторону от зоны Н обжатия и запечатывания. Иными словами, форма наклонных поверхностей 56, 58 заставляет текучую массу перемещаться к центру формируемой части 46 из жевательной резинки, как показано стрелкой I. Аналогично, третья 62 и четвертая 64 поверхности перемещают текучую массу в жгуте 28 в сторону от зоны Н обжатия и запечатывания по направлению к центру формируемой части 46 из жевательной резинки, как показано стрелкой J. Таким образом, наклонные поверхности 56, 58, 62 и 64 перемещают текучую начинку в сторону от зоны запечатывания (к центру формируемой части из жевательной резинки), в результате чего обеспечивается непосредственный контакт между противолежащими поверхностями материала жевательной резинки. За счет удаления текучей начинки в сторону от зоны запечатывания наклонные поверхности 56, 58, 62 и 64 увеличивают площадь поверхности контакта противолежащих поверхностей материала жевательной резинки жгута 28, в результате чего обеспечивается более прочное, надежное и длительное запечатывание изделия из жевательной резинки.
[0077] В одном из вариантов осуществления изобретения первое колесо 34 может содержать плунжерные элементы 66, причем каждый плунжерный элемент соответствует каждому первому формующему элементу 36. На фигуре 5 представлен вид в плане части С фигуры 3, причем второе колесо 38 не показано для упрощения иллюстрации действия плунжерных элементов 66 внутри первых формующих элементов 36. Зоны 11-25 фигуры 5 соответствуют зонам 11-25 фигуры 3. Каждая из зон 11-25 может содержать плунжерный элемент 66. Плунжерные элементы 66 могут быть смещены, например, с помощью пружин или аналогичных средств, для удерживания их в исходном отведенном положении, таком как, например, положение плунжерного элемента 66 в зоне 11.
[0078] Плунжерные элементы 66 могут перемещаться с помощью задатчика 72 с криволинейным профилем для ввода их в соответствующие первые формующие элементы 36 и вывода из них, как это хорошо известно в данной области техники. В одном из вариантов осуществления изобретения плунжерные элементы 66 содержат ролики 70, которые могут перемещаться по криволинейному профилю, когда ролики 70 входят во взаимодействие с задатчиком 72 при вращении первого колеса 34. Термин "криволинейный профиль" в данном контексте означает форму внешней поверхности задатчика 72, по которой перемещаются ролики 70. В одном из вариантов (см. фигуру 5) толщина задатчика 72 может постепенно увеличиваться в направлении от его верхней части, соответствующей положению зоны 11, к нижней части, соответствующей зоне 25. Поскольку толщина задатчика 72 постепенно увеличивается, ролики 70 могут перемещаться по криволинейному профилю таким образом, что плунжерные элементы 66 постепенно будут все больше выталкиваться в первые формующие элементы 36 для взаимодействия со жгутом 44 в форме четок материала из жевательной резинки для постепенного выталкивания этого жгута из первых формующих элементов 36, как показано на фигуре 5. В одном из вариантов осуществления изобретения задатчик 72 может быть установлен на той стороне формующей машины 18, на которой имеются плунжерные элементы 66. Кроме того, задатчик 72 может быть установлен в таком месте, которое соответствует зонам 11-25. В одном из вариантов осуществления изобретения задатчик 72 не вращается вместе первым 34 или вторым 38 колесами.
[0079] После того, как первые 36 и вторые 40 формующие элементы входят во взаимодействие, чтобы сформовать из жгута 28 жгут 44 в форме четок, как уже было описано, плунжерные элементы 66 могут одновременно вдвигаться в первые формующие элементы 36. Например, в части С фигуры 3 взаимодействие первых 36 и вторых 40 формующих элементов постепенно прекращается после формирования жгута 44 в форме четок. Это прекращение взаимодействия происходит в зоне 11 или возле нее. Непосредственно перед этой стадией процесса формования плунжерные элементы 66 не взаимодействуют со жгутом 44 в форме четок. Однако по мере выполнения процесса формования и в некоторый его момент, соответствующий примерному положению зоны 11, плунжерный элемент 66 входит в контакт со жгутом 44 в форме четок для выталкивания его из первого формующего элемента 36 и, в конечном счете, из плоскости вращения колес 34 и 38.
[0080] Например, как показано на фигуре 5, плунжерный элемент 66 начинает входить во взаимодействие с задатчиком 72 в зоне 11 или возле нее. В этот момент ролик 70 плунжерного элемента 66 начинает перемещаться по криволинейному профилю и постепенно начинает толкать плунжерный элемент 66 внутрь первого формующего элемента 36. Примерно возле зоны 25 ролик 70 проходит практически по всей длине криволинейного профиля и полностью выталкивает жгут 44 в форме четок из первого формующего элемента 36. Ясно, что криволинейный профиль не обязательно должен иметь форму, которая показана на фигуре 5, и может иметь любую необходимую форму, известную в данной области техники. Также ясно, что плунжерные элементы 66 не обязательно должны полностью выталкивать жгут 44 в форме четок из первых формующих элементов 36, а могут выталкивать ее только частично по мере того, как ролики плунжерных элементов 66 проходят по криволинейному профилю.
[0081] Перемещение плунжерных элементов 66 по направлению внутрь первых формующих элементов 36 может быть остановлено на заданном расстоянии, и плунжерные элементы 66 после этого отводятся полностью назад в отведенное положение, так чтобы мог начаться новый цикл. Термин "цикл" в данном контексте относится к одному обороту первого колеса 34. Заданное расстояние, на которое могут выдвигаться плунжерные элементы 66, может быть расстоянием, которое определяется положением плунжерного элемента 66 после полного выталкивания жгута 44 в форме четок из первого формующего элемента 36. Аналогично, заданное расстояние может быть расстоянием, которое соответствует от половины до двух длин первого формующего элемента 36, сквозь который продвигается вперед плунжерный элемент 66. Однако ясно, что заданное расстояние не ограничивается вышеуказанными величинами и может быть определено в зависимости от необходимой конфигурации формующей машины 18.
[0082] Как указывалось выше, плунжерные элементы 66 работают последовательно для выталкивания жгута 44 в форме четок из первых формующих элементов 36. Термин "последовательное" перемещение плунжерных элементов 66 относится к действию первого плунжерного элемента 66а по отношению к соседнему и следующему второму плунжерному элементу 66b, как показано, например, на фигуре 6. В общем случае при каждом обороте первого колеса 34 каждый плунжерный элемент 66 осуществляет точно такое же перемещение по задатчику 72, как и предыдущий плунжерный элемент 66. После прохождения по задатчику 72 каждый плунжерный элемент 66 может вернуться в исходное положение, в котором он будет находиться, пока не начнется его взаимодействие с задатчиком 72 в следующем цикле. Например, в цикле, в котором первое колесо 34 вращается против часовой стрелки, как показано на фигуре 6, первый плунжерный элемент 66а выполняет полный цикл непосредственно перед соседним и следующим вторым плунжерным элементом 66b.
[0083] Первый плунжерный элемент 66а и второй плунжерный элемент 66b могут проходить в каждом цикле одинаковый путь за исключением того, что фазы движения первого 66а и второго 66b плунжерных элементов будут отличаться на небольшую заданную величину. Эта заданная величина сдвига фаз движения первого 66а и второго 66b плунжерных элементов зависит от числа плунжерных элементов 66 и первых формующих элементов 36, имеющихся на первом колесе 34. Например, если на первом колесе 34 имеется 36 плунжерных элементов 66 и первых формующих элементов 36, то первый 66а и второй 66b плунжерные элементы будут сдвинуты по фазе на 10°.
[0084] Аналогично, поскольку плунжерные элементы 66 действуют последовательно на жгут 44 в форме четок в любой заданный момент времени в течение цикла, когда плунжерные элементы 66 взаимодействуют с задатчиком 72, то первый плунжерный элемент 66а может выдвигаться на первое расстояние, которое больше второго расстояния, на которое выдвигается второй плунжерный элемент 66b, как показано на фигурах 5 и 6. Например, на фигуре 5 видно, что в заданный момент времени в цикле вращения первого колеса 34 плунжерный элемент 66, расположенный в зоне 23, выдвигается на большее расстояние по сравнению с соседним плунжерным элементом 66, расположенным в зоне 22. Например, плунжерный элемент 66, расположенный в зоне 23, выдвигается на первое расстояние, которое достаточно для выталкивания жгута 44 в форме четок из первого формующего элемента 36 на расстояние, указанное ссылочным номером 75d. Аналогично, плунжерный элемент 66, расположенный в зоне 22, выдвигается на второе расстояние, которое достаточно для выталкивания жгута 44 из первого формующего элемента 36 на расстояние, указанное ссылочным номером 75с. Поскольку выдвижение плунжерных элементов 66 соответствует расстоянию, на которое жгут 44 в форме четок выталкивается из первого формующего элемента 36, то на фигуре 5 четко показано, что первый плунжерный элемент 66а может выдвигаться на расстояние, которое больше расстояния выдвижения второго плунжерного элемента 66b. Этот принцип работы также иллюстрируется на фигуре 6, где показано последовательное воздействие на жгут 44 в форме четок плунжерных элементов 66а и 66b.
[0085] Такая работа плунжерных элементов 66 является предпочтительной, поскольку в этом случае обеспечивается выведение или выталкивание жгута 44 из плоскости вращения первого 34 и второго 38 колес. В результате выталкивания жгута 44 из плоскости вращения колес существенно снижается возможность столкновения жгута 44 в форме четок, выходящего из формующей машины 18, с поступающим в нее жгутом 28. Обеспечение эффективной работы формующей машины 18, при которой исключается контакт материала жевательной резинки, входящего в формующую машину 18 и выходящего из нее, позволяет достичь высокой производительности и экономичности при изготовлении изделий из жевательной резинки. Кроме того, плунжерные элементы 66 воздействуют на жгут 44 в форме четок для обеспечения его "регулируемого падения" по мере того, как он выталкивается из первых формующих элементов 36. Такое регулируемое падение снижает возможность повреждения жгута 44 в форме четок и способствует удерживанию жгута 44 от разделения на отдельные части из жевательной резинки в процессе его выхода из формующей машины 18.
[0086] На фигуре 6 представлен вид в перспективе первого колеса 34, второго колеса 38 и взаимодействия плунжерных элементов 66 с первыми 36 и вторыми 40 формующими элементами. На фигуре 6 показано движение изделий из жевательной резинки внутри формующей машины 18. Например, жгут 28 показан входящим в формующую машину 18 перед первым 34 и вторым 38 колесами. После поступления жгута 28 в формующую машину 18 он втягивается в плоскость вращения первого 34 и второго 38 колес и в первые 36 и вторые 40 формующие элементы, которые последовательно входят в положение взаимодействия для формирования жгута 44 в форме четок в верхней части формующей машины 18, которая соответствует зонам 0-11 фигуры 3.
[0087] После того как первые 36 и вторые 40 формующие элементы сформируют жгут 44 в форме четок, они начинают выходить из взаимодействия в положении, примерно соответствующем положению зоны 11 на фигуре 3. Это положение показано на фигуре 6, где плунжерные элементы 66 начинают воздействовать на жгут 44 в форме четок для последовательного выталкивания его из плоскости вращения первого 34 и второго 38 колес. При дальнейшем вращении первого колеса 34 против часовой стрелки плунжерные элементы 66 могут продолжать перемещаться по задатчику 72 (не показан) и вдвигаться дальше в первые формующие элементы 36 для выталкивания жгута 44 в форме четок из плоскости вращения первого 34 и второго 38 колес. Плунжерные элементы 66 прекращают воздействовать на жгут 44 в форме в положении, примерно соответствующем положению зоны 25 на фигуре 3. На этом этапе процесса формования, как можно видеть на фигуре 6, жгут 44 в форме четок полностью выталкивается из плоскости вращения первого 34 и второго 38 колес. Таким образом, по мере того как жгут 44 в форме четок выходит из формующей машины 18, он переходит во вторую плоскость, которая находится под углом к первой плоскости вращения первого 34 и второго 38 колес. В одном из вариантов осуществления изобретения угол между первой и второй плоскостями находится в диапазоне от примерно 5° до примерно 90°. В другом варианте осуществления изобретения угол между первой и второй плоскостями находится в диапазоне от примерно 10° до примерно 90°.
[0088] В одном из вариантов осуществления изобретения первые формующие элементы 36а имеют первую форму, и вторые формующие элементы 40 имеют вторую форму, которая отличается от первой формы (см. фигуры 7-9). Взаимодействие первых 36а и вторых 40 формующих элементов происходит по плоскости FF сопряжения. Таким образом, когда первые 36а и вторые 40 формующие элементы приходят в полное взаимодействие или сопрягаются иным образом (например, в одной, нескольких или в каждой из зон 6, 7 и 8), они формируют полость 45, которая асимметрична относительно плоскости FF сопряжения. Иными словами, часть полости 45, находящаяся выше плоскости FF сопряжения, имеет профиль, форму, площадь и/или объем, который отличается от профиля, формы, площади и/или объема части полости 45, находящейся ниже плоскости FF сопряжения. В результате часть 46а из жевательной резинки с начинкой имеет асимметричную форму, которая будет рассмотрена ниже более подробно.
[0089] Понятно, что площадь или пространство каждого первого формующего элемента 36а ограничивается поверхностью формования на внешней периферии первого колеса 34 и плоскостью FF сопряжения. Аналогично, площадь или пространство каждого второго формующего элемента 40 ограничивается поверхностью формования на внутренней периферии второго колеса 38 и плоскостью FF сопряжения. Асимметрия полости 45 может быть результатом изменения при необходимости одной или нескольких характеристик первого 36а и второго 40 формующих элементов. В одном из вариантов осуществления изобретения каждый первый формующий элемент 36а может иметь такую форму, которая обеспечивает больший объем, чем каждый второй формующий элемент 40. Таким образом, когда жгут 28 находится между первыми 36а и вторыми 40 формующими элементами и обжимается ими, количество материала жгута 28, находящегося внутри каждого первого формующего элемента 36а, больше, чем количество материала жгута 28, находящегося в каждом втором формующем элементе 40.
[0090] В одном из вариантов осуществления изобретения каждый первый формующий элемент 36а может иметь глубину GG, и каждый второй формующий элемент 40 может иметь глубину НН (см. фигуру 8). На фигуре 8 приведен увеличенный вид части фигуры 7, указанной обозначением фиг.8. Понятно, что глубина каждого формующего элемента 36а, 40 представляет собой расстояние от плоскости FF сопряжения до точки поверхности формующего элемента, которая находится на максимальном удалении от плоскости FF. Как можно видеть на фигуре 8, глубина GG больше глубины НН. Разница между глубинами GG и НН приводит к тому, что полость 45 имеет асимметричную форму относительно плоскости FF сопряжения. При такой большей глубине каждый первый формующий элемент 36а может принимать большее количество материала жгута 28 по сравнению со вторыми формующими элементами 40 при выполнении процессов обжатия и формования. Соответственно, при вращении первого 34 и второго 38 колес и выходе из взаимодействия первых формующих элементов 36а и вторых формующих элементов 40 (примерно зоны 9-13) одна сторона запечатанной части 28а из жевательной резинки с начинкой выходит из вторых формующих элементов 40, в то время как другая сторона полуфабриката 28а остается, сцепляется или иным образом удерживается в первых формующих элементах 36а. Часть 28а из жевательной резинки остается в первых формующих элементах 36а, поскольку их форма обеспечивает размещение в них большей части материала полуфабриката 28а, и поэтому изделие 28а из жевательной резинки гораздо легче выходит из вторых формующих элементов 40. В одном из вариантов осуществления изобретения высвобождению части 28а из жевательной резинки может дополнительно способствовать продувка охлажденным воздухом вторых формующих элементов 40. Продувка охлажденным воздухом может осуществляться перед, во время или сразу же после формования части 28а из жевательной резинки.
[0091] Дальнейшее вращение первого колеса 34 может приводить к высвобождению части 28а из жевательной резинки с начинкой или выпадению его из первых формующих элементов 36а под действием силы тяжести. Таким образом, использование первых формующих элементов 36а с большей глубиной, чем глубина вторых формующих элементов 40, является предпочтительным для формующей машины 18, в которой не требуется использовать выталкивающее устройство, такое как, например, плунжерный механизм для высвобождения из формующей машины частей 28а из жевательной резинки с начинкой.
[0092] В одном из вариантов осуществления изобретения каждый первый формующий элемент 36b может быть снабжен профилированными боковыми поверхностями 49а и 49b (см. фигуру 9). Образующая линия или профиль боковой поверхности 49а может совпадать с образующей линией или профилем боковой поверхности 49b или же может отличаться от нее. Образующие линии профилированных боковых поверхностей 49а, 49b могут иметь правильную геометрическую форму (например, синусоида) или неправильную форму (например, волнистая с неровностями). Профилированные боковые поверхности 49а, 49b могут иметь ребра или кромки. Наличие одной или обеих профилированных боковых поверхностей 49а, 49b может приводить к тому, что первые формующие элементы 36b будут иметь форму, которая отличается от формы вторых формующих элементов 40 вдоль плоскости FF сопряжения. Таким образом, когда первые формующие элементы 36b приходят в положение сопряжения со вторыми формующими элементами 40, то формируется полость 45b, которая является асимметричной относительно плоскости FF сопряжения.
[0093] В одном из вариантов осуществления изобретения использование профилированных боковых поверхностей 49а, 49b обеспечивает удерживание запечатанных частей 28b из жевательной резинки в первых формующих элементах 36b, когда вторые формующие элементы 40 выходят из положения сопряжения с ними или иным образом отходят при вращении от первых формующих элементов 36b. Запечатанные части 28b из жевательной резинки могут быть затем высвобождены из первых формующих элементов 36b под действием силы тяжести при дальнейшем вращении первого колеса 34, как было указано выше.
[0094] Степень кривизны профилированных боковых поверхностей 49а, 49b можно оценить путем сравнения криволинейной образующей линии поверхностей 49а, 49b с профилем обычно используемых первых формующих элементов (обозначенных пунктирной линией 51), которые симметричны вторым формующим элементам 40. Было неожиданно обнаружено, что использование одной или нескольких профилированных поверхностей в каждом первом формующем элементе обеспечивает получение поверхности, в которой удерживаются запечатанные части 28b из жевательной резинки с начинкой, после того как вторые формующие элементы 40 отводятся от первых формующих элементов после формования этих частей. Таким образом, по мере того как первое 34 и второе 38 колеса вращаются, в результате чего первые 36b и вторые 40 формующие элементы выходят из положения сопряжения друг с другом, ни одна группа, или практически ни одна группа, запечатанных частей 28b из жевательной резинки с начинкой не пристает или иным образом не остается во вторых формующих элементах 40. Кроме того, контур поверхности первых формующих элементов 36b может дополнительно обеспечивать высвобождение запечатанных частей 28b из жевательной резинки с начинкой или выпадение их иным образом под действием силы тяжести из первых формующих элементов 36b при дальнейшем вращении первого колеса 34.
[0095] Еще в одном варианте осуществления изобретения наличие профилированных боковых поверхностей 49а, 49b может приводить к тому, что первые формующие элементы 36b будут иметь больший объем и/или большую площадь поверхности по сравнению с объемом и/или площадью поверхности вторых формующих элементов 40. Соответственно, большая часть материала жгута 28b может заполнять каждый из первых формующих элементов 36b с профилированными боковыми поверхностями 49а, 49b по сравнению с количеством материала, заполняющим каждый из вторых формующих элементов 40 при осуществлении процесса формования. Понятно, что первые формующие элементы 36а могут содержать вышеупомянутые профилированные боковые поверхности.
[0096] В одном из вариантов осуществления изобретения каждый второй формующий элемент 40 может иметь одну или несколько наклонных поверхностей 56, 58, как показано на фигурах 8 и 9. В одном из вариантов осуществления изобретения одна или обе наклонные поверхности 56, 58 могут быть плоскими или практически плоскими. В одном из вариантов осуществления изобретения первая и вторая наклонные поверхности 56, 58 могут составлять углы II и JJ, соответственно, с плоскостью FF сопряжения. Величины углов II и JJ могут быть одинаковыми или могут отличаться. В одном из вариантов осуществления изобретения величина одного из углов II, JJ или обоих углов может находиться в диапазоне от примерно 30° до примерно 60°, или от примерно 36° до примерно 50°, или от примерно 45°, или может иметь любое значение, находящееся в указанных диапазонах. Использование наклонных поверхностей 56, 58 является предпочтительным вариантом, поскольку в этом случае облегчается высвобождение жгута из жевательной резинки из вторых формующих элементов 40, по мере того как первое 34 и второе 38 колеса поворачиваются, и первые 36а и вторые 40 формующие элементы выходят из положения сопряжения.
[0097] Вариант осуществления предлагаемой в настоящем изобретении формующей машины без выталкивающего устройства имеет несколько достоинств. Жгут 28 из жевательной резинки с начинкой, проходящий через формующую машину 18, отличается клейкостью и липкостью. Неожиданно было обнаружено, что конфигурация вторых формующих элементов 40 в сочетании с первыми формующими элементами 36а или 36b, имеющими отличающуюся форму, способствует высвобождению жгута (или запечатанных частей из жевательной резинки с начинкой) из вторых формующих элементов, в то время как он остается в первых формующих элементах 36а, 36b при выходе первых и вторых формующих элементов из положения сопряжения. Таким образом, первые и вторые формующие элементы 36, 40, имеющие разную форму, могут действовать совместно, обеспечивая непрерывное высвобождение всего или практически всего материала частей из жевательной резинки с начинкой из вторых формующих элементов 40, и в то же время он остается в первых формующих элементах 36 после завершения стадий обжатия и запечатывания. Высвобождение жгута из вторых формующих элементов 40 имеет такую надежность, что один из вариантов осуществления предлагаемой в изобретении формующей машины 18 не содержит какого-либо выталкивающего устройства, например, в форме плунжерных элементов, предназначенного для высвобождения сформованного изделия из жевательной резинки с начинкой из формующих элементов 36. Высвобождению из вторых формующих элементов 40 может также способствовать продувка охлажденным воздухом вторых формующих элементов 40. Продувка охлажденным воздухом может осуществляться перед, во время или сразу же после обжатия или запечатывания жгута 44 в форме четок. Таким образом, достоинством варианта осуществления предлагаемой в настоящем изобретении формующей машины 18 является отсутствие необходимости в выталкивающем устройстве, например в устройстве плунжерного типа, в результате чего экономятся средства, и повышается эффективность крупномасштабного производства изделий с начинкой.
[0098] Поскольку варианты конструкции формующей машины 18 могут быть без плунжерных элементов, или плунжерные элементы используются только на одной стороне формующей машины 18, то обеспечивается возможность контроля процесса формования. В известных формующих машинах трудно и даже невозможно контролировать или наблюдать процесс обжатия, запечатывания и формования изделий из жевательной резинки, поскольку по обеим сторонам машины 18 располагаются плунжерные элементы, которые закрывают вид на формующие элементы или формующих полости.
[0099] В одном из вариантов осуществления изобретения вдоль одной стороны формующей машины 18 может быть установлена прозрачная панель, обеспечивающая визуальный контроль формующих элементов 36а, 40 и формующих полостей при выполнении процессов обжатия, запечатывания и формования. Прозрачная панель может быть прикреплена к формующей машине 18 с возможностью съема для обеспечения технического обслуживания формующих элементов 36, 40 и колес 34, 38. Панель также может защищать жгут из жевательной резинки и/или сформованные изделия из жевательной резинки от пыли и от других загрязнений. В качестве материалов для такой прозрачной панели может использоваться, например, стекло, прозрачные полимерные материалы или поликарбонат.
[00100] В одном из вариантов осуществления изобретения температуры первых формующих элементов 36 и вторых формующих элементов 40 могут отличаться. Второе колесо 38 может быть устроено таким образом, чтобы в него можно было подавать холодную текучую среду (газ или жидкость), которая может поступать внутрь колеса или иным образом проходить через него (в непрерывном или в прерывистом режиме) и понижать температуру вторых формующих элементов 40. Таким образом, вторые формующие элементы 40 могут иметь температуру, которая будет ниже температуры первых формующих элементов 36, 36а или 36b. Первое колесо 34 может быть устроено таким образом, чтобы в него можно было подавать холодную текучую среду для аналогичного охлаждения первых формующих элементов 36, 36а или 36b.
[00101] Как можно видеть на фигуре 7, при продолжающемся вращении первого и второго колес 34, 38 расстояние между первыми и вторыми формующими элементами 36а и 40 увеличивается, и взаимодействие между ними прекращается. В результате этого формируется жгут 44а в форме четок, состоящий из множества запечатанных частей 46а из жевательной резинки с начинкой, соединенных друг с другом, как показано в зонах 9-13. Жгут 44а в форме четок содержит множество запечатанных частей 46а из жевательной резинки с начинкой, прикрепленных друг к другу в зонах 80 обжатия. Понятно, что зоны 0-13 указаны для иллюстрации действия машины и что силы сдавливания, обжатия и запечатывания, оказываемые на жгут 28 первыми 36а и вторыми 40 элементами, могут действовать в одной зоне, в нескольких зонах или во всех зонах 0-13. Далее, понятно, что зоны 14-25 также указаны для иллюстрации и что выталкивающий механизм может действовать в одной, нескольких или во всех зонах 14-25.
[00102] По мере того как жгут 44а в форме четок выходит из зоны, в которой он сдавливается, обжимается и запечатывается, он высвобождается из вторых формующих элементов 40 и остается в первых формующих элементах 36а, как уже было описано. При продолжающемся вращении первого колеса 34 на часть жгута 44а в форме четок, остающуюся в первых формующих элементах 36а, будет действовать сила тяжести и вес свободно свисающей части жгута 44а. В результате жгут 44а в форме четок будет непрерывно высвобождаться из первых формующих элементов 36а. После высвобождения из первых формующих элементов 36а, как было указано выше, жгут 44а в форме четок может входить во взаимодействие с направляющим устройством 50. Направляющее устройство поддерживает и направляет жгут 44а в форме четок на транспортировочное устройство 52, показанное на фигурах 7 и 10. Транспортировочное устройство 52, например конвейер, может транспортировать или иным образом доставлять жгут 44а в форме четок в камеру 20 охлаждения и затем в темперирующую машину. На фигуре 10 показан жгут 44а в форме четок, выходящий из первых формующих элементов 36а и поступающий на транспортировочное устройство 52. Сформованный жгут 44а может подаваться на второе транспортировочное устройство 54, которое транспортирует его в другом направлении.
00103] Как уже указывалось, жгут 44а в форме четок может выталкиваться из первых 36а и/или из вторых 40 формующих элементов с помощью выталкивающего механизма. Может использоваться контактный или бесконтактный выталкивающий механизм. Термин "выталкивающий бесконтактный механизм" в контексте настоящего описания означает устройство, которое может удалять материал жевательной резинки из первых формующих элементов 36 (или 36а, или 36b) и/или из вторых формующих элементов 40 без использования непосредственного контакта с выталкиваемым материалом. В одном из вариантов осуществления изобретения используется контактный выталкивающий механизм, в частности уже описанный механизм, содержащий плунжерные элементы. Так же, как и плунжерное устройство, бесконтактный выталкивающий механизм может быть устроен таким образом, чтобы последовательно выталкивать материал жевательной резинки из плоскости вращения первого 34 и второго 38 колес. Бесконтактный выталкивающий механизм может быть устроен таким образом, чтобы выталкивать материал жевательной резинки из первых формующих элементов 36 (или 36а, или 36b) и/или из вторых формующих элементов 40 без использования непосредственного контакта с выталкиваемым материалом.
[00104] В одном из вариантов осуществления изобретения формующая машина 18 может содержать бесконтактный механизм, который выталкивает материал жевательной резинки из первых формующих элементов 36 (или 36а, или 36b) и/или из вторых формующих элементов 40 без использования непосредственного контакта с выталкиваемым материалом. Материал жевательной резинки может включать запечатанные части из жевательной резинки с начинкой, разорванные или поврежденные части, сегменты жгута 28 (или 28а, или 28b) и/или материал начинки, который приклеивается к формующим элементам 36 (или 36а, или 36b) и/или ко вторым формующим элементам 40. Бесконтактный выталкивающий механизм может быть устройством, выпускающим текучую среду под давлением, которая используется для продувки первых 36 (или 36а, или 36b) и/или вторых формующих элементов 40. Бесконтактный выталкивающий механизм может выпускать текучую среду под давлением в направлении, которое параллельно плоскости вращения первого 34 и второго 38 колес, или в направлении, которое перпендикулярно плоскости вращения первого 34 и второго 38 колес.
[00105] В одном из вариантов осуществления изобретения используется бесконтактный выталкивающий механизм 200, содержащий источник текучей среды под давлением, сообщающийся с отверстием, расположенным по меньшей мере в одном из формующих элементов 36а, 40. На фигуре 11 показан первый формующий элемент 36а с отверстием 201. Понятно, что каждый формующий элемент 36а может содержать отверстие 201. Далее, понятно, что любой первый формующий элемент 36, 36а или 36b может содержать отверстие 201. Каждый второй формующий элемент 40 также может иметь аналогичное отверстие 201. Отверстие 201 может использоваться для выпуска потока текучей среды под давлением, такого как струя воздуха или другого подходящего газа, для содействия высвобождению запечатанных частей 46а из жевательной резинки с начинкой из первых 36а и/или вторых 40 формующих элементов. Величина диаметра отверстия 201 может находиться в диапазоне от примерно 0,5 мм до примерно 2,0 мм. В одном из вариантов осуществления изобретения отверстие 201 имеет диаметр примерно 1,5 мм.
[00106] В одном из вариантов осуществления изобретения первое колесо 34 может содержать канал 202, проходящий через часть корпуса первого колеса 34 и предназначенный для обеспечения сообщения отверстия 201 с источником 204 текучей среды под давлением. Первое колесо 34 может быть устроено таким образом, чтобы с каждым отверстием 201 сообщался соответствующий канал 202. Источник 204 текучей среды под давлением может содержать выпускное отверстие 206. Источник 204 может быть размещен поблизости от первого колеса 34. Иными словами, источник 204 сообщается с выпускным отверстием 206.
[00107] После формования запечатанной части 46а из жевательной резинки с начинкой при вращении первого колеса 34 может устанавливаться сообщение канала 202 с выпускным отверстием 206, как показано на фигуре 11. Источник 204 подает текучую среду под давлением, она проходит через канал 202 и выпускается через отверстие 201. Этот поток текучей среды под давлением высвобождает запечатанные части 46а из жевательной резинки с начинкой из первых формующих элементов 36а. Понятно, что запечатанные части 46а жевательной резинки с начинкой могут высвобождаться из первых формующих элементов 36а и свободно падать просто под действием силы тяжести. Запечатанные части 46а из жевательной резинки с начинкой могут высвобождаться только под действием потока текучей среды под давлением, выходящего из отверстия 201, или под действием этого потока в сочетании с действием силы тяжести. В этом случае гарантируется, что запечатанные части 46а из жевательной резинки с начинкой не будут прилипать к первым формующим элементам 36 (или ко вторым формующим элементам 40). Неограничивающими примерами подходящих текучих сред под давлением являются такие жидкости, как вода и масла, допустимые для применения в пищевой промышленности, а также такие газы, как воздух, азот и аргон. Газ может быть сжат и/или охлажден для дополнительного улучшения высвобождения запечатанных частей 46а из жевательной резинки с начинкой из первых формующих элементов 36а.
[00108] В одном из вариантов осуществления изобретения выпускное отверстие 206 может иметь такую форму, чтобы текучая среда под давлением выбрасывалась из отверстия 201 при продолжении вращательного движения первого колеса 34. Выпускное отверстие 206 может иметь удлиненную форму, как показано на фигуре 11. При вращении первого колеса 34 может устанавливаться сообщение канала 202 с выпускным отверстием 206. При продолжении вращения первого колеса 34 каждый канал 202 перемещается вдоль выпускного отверстия 206. Текучая среда под давлением проходит через выпускное отверстие 206, через каждый канал 202 и через отверстия 201 до тех пор, пока поддерживается сообщение между каждым каналом 202 и выпускным отверстием 206. Таким образом, текучая среда под давлением может выбрасываться в направлении, которое в целом параллельно плоскости вращения первого 34 и второго 38 колес. При продолжении вращения первого колеса 34 в какой-то момент прекращается сообщение канала 202 с выходным отверстием 206, в результате чего поток текучей среды под давлением из отверстия 201 прекращается. Понятно, что второе колесо 38 и вторые формующие элементы 40 аналогично могут также быть снабжены отверстиями, каналами и источником текучей среды.
[00109] В одном из вариантов осуществления изобретения в качестве источника 204 текучей среды может использоваться вихревой компрессор или аналогичное устройство. В вихревом компрессоре газ вращается с высокой скоростью, в результате чего происходит разделение на потоки горячего и холодного газа, как это хорошо известно в данной области техники. Вихревой компрессор может использоваться для создания потока газа (напр. воздуха) под давлением с температурой, находящейся в диапазоне от примерно 10°С до примерно -50°. Таким образом, текучая среда под давлением выталкивающего механизма бесконтактного действия может иметь температуру, находящуюся в диапазоне от примерно 10°С до примерно -50°.
[00110] В одном из вариантов осуществления изобретения формующая машина 18 может содержать бесконтактный выталкивающий механизм 210, показанный на фигуре 12. Выталкивающий механизм 210 бесконтактного действия может содержать форсунку 212, расположенную возле по меньшей мере одного из формующих элементов, причем форсунка 212 сообщается с источником (не показан) текучей среды под давлением. Выталкивающий механизм 210 может быть расположен рядом с первым колесом 34, так чтобы форсунка 212 располагалась возле первых формующих элементов 36а (или 36, 36b). При вращении первого 34 и второго 38 колес, когда первые 36а и вторые 40 формующие элементы начинают расходиться после формования частей 46а из жевательной резинки с текучей начинкой, форсунка 212 продувает текучей средой под давлением проходящие мимо нее первые формующие элементы 36а. Такая продувка текучей среды под давлением первых формующих элементов 36а может выталкивать из них части 46а из жевательной резинки с текучей начинкой в направлении, которое в целом перпендикулярно плоскости вращения первого 34 и второго 38 колес. В качестве текучей среды под давлением может использоваться любая из указанных выше текучих сред. В одном из вариантов осуществления изобретения текучая среда под давлением, выходящая из форсунки 212, может быть охлажденным или переохлажденным газом, выбрасываемым под давлением, и в качестве источника текучей среды под давлением может использоваться вышеупомянутый вихревой компрессор. Форсунка 212 может быть расположена возле вторых формующих элементов 40 для выталкивания из них аналогичным образом частей из жевательной резинки с текучей начинкой. Давление текучей среды, выбрасываемой из форсунки 212, может регулироваться таким образом, чтобы текучая среда под давлением не изменяла каким бы то ни было образом форму запечатанных частей 46а (или 46) из жевательной резинки с текучей начинкой.
[00111] В одном из вариантов осуществления изобретения выталкивающий механизм 210 может содержать несколько форсунок 212. Первая форсунка может быть расположена рядом с первыми формующими элементами 36а (или 36, 36b). Вторая форсунка может быть размещена рядом со вторыми формующими элементами 40. В этом случае гарантируется, что никакой материал жевательной резинки не будет прилипать к формующим элементам 36а, 40 после выполнения операций сдавливания, обжатия и формования.
[00112] В одном из вариантов осуществления изобретения несколько форсунок 212 могут быть расположены вдоль первых формующих элементов 36а (36, 36b) и/или вдоль вторых формующих элементов 40. Давление текучей среды, выбрасываемой из форсунки 212, может быть отрегулировано таким образом, чтобы части из жевательной резинки с текучей начинкой выходили из формующих элементов как непрерывный жгут в форме четок. В альтернативном варианте давление текучей среды может быть отрегулировано таким образом, чтобы сила выбрасываемой текучей среды обеспечивала отделение частей 46а (или 46) из жевательной резинки с текучей начинкой друг от друга, когда они выходят из формующей машины 18.
[00113] В одном из вариантов обеспечивается изделие 300 из жевательной резинки, как показано на фигурах 13А и 13В. На фигуре 13А приведен увеличенный вид по вертикали части фигуры 10, обозначенной фиг.13А. Понятно, что изделие 300 из жевательной резинки может представлять собой некоторый сегмент или весь жгут 44а в форме четок. Часть 300 из жевательной резинки может быть промежуточным продуктом или готовым изделием. Изделие 300 из жевательной резинки содержит первую часть 302 и вторую часть 304, причем каждая часть содержит соответствующую начинку и соответствующую оболочку 308а, 308b, как показано на фигурах 13А и 13В. Начинки 111 306а, 306b и оболочки 308а, 308b соответствуют начинке и оболочке жгута 28. Каждая часть 302, 304 может иметь запечатанные края 310а, 310b (для части 302) и запечатанные края 310 с, 310d (для части 304). Перемычка 312 соединяет запечатанный краем 310b первой части 302 с запечатанным краем 310 с второй части 304. Понятно, что жгут 44 в форме четок может содержать множество аналогичных перемычек.
[00114] Перемычка 312 формируется в результате взаимодействия первых 36а и вторых 40 формующих элементов, как уже было описано. Усилие обжатия, приложенное к жгуту 28а, когда первые 36а и вторые 40 формующие элементы находятся в состоянии полного сопряжения, запечатывает каждую часть 302, 304 и формирует перемычку 312. Таким образом, перемычка 312 содержит оболочки 308а, 308b или является их продолжением. В одном из вариантов осуществления изобретения перемычка 312 содержит только внешнюю часть 308а и/или 308b и не содержит (или практически не содержит) материал начинки в обжатой части 312.
[00115] В одном из вариантов перемычка 312 имеет толщину 314. Толщина 314 может быть постоянной или может изменяться по длине 316 перемычки. Толщина 314 может находиться в диапазоне от примерно 0,05 мм до примерно 0,25 мм. В одном из вариантов осуществления изобретения толщина 314 может быть в диапазоне от примерно 0,1 мм до примерно 0,2 мм. Длина 316 может находиться в диапазоне от примерно 0,05 мм до примерно 2,0 мм. В одном из вариантов осуществления изобретения длина 316 может быть в диапазоне от примерно 0,5 мм до примерно 1,0 мм.
[00116] Перемычка 312 может быть из любого материала, из которого выполнена оболочка жгута 28. В одном из вариантов перемычка 312 состоит из жевательной резинки. В другом варианте осуществления изобретения перемычка 312 может быть выполнена исключительно из жевательной резинки. Иначе говоря, материал начинки отсутствует или полностью отсутствует в перемычке 312, как показано на фигуре 13 В.
[00117] В одном из вариантов осуществления изобретения через запечатанные края 310а и 310b первой части 302 проходит плоскость 318а. Аналогично, через запечатанные концы 310 с и 310d второй части 304 проходит плоскость 318b. В одном из вариантов осуществления изобретения первая часть 302 может быть асимметричной относительно плоскости 318а. Иными словами, верхняя зона 320 части 302, расположенная выше плоскости 318а, отличается по размеру, форме и/или объему от нижней зоны 322 части 302. Понятно, что первая часть 302 располагается по обеим сторонам плоскости 318а. Аналогично, верхняя зона 324 второй части 304 асимметрична по сравнению с нижней зоной 326 относительно плоскости 318b. Вторая часть 304 также размещается по обеим сторонам плоскости 318b. Поскольку перемычка 312 придает гибкость изделию 300 из жевательной резинки, то ясно, что плоскости 318а, 318b могут быть компланарными, параллельными и/или пересекающимися.
[00118] В одном из вариантов осуществления изобретения через перемычку 312 проходит плоскость 318с, как показано на фигуре 13В. Плоскость 318 с по существу перпендикулярна или строго перпендикулярна перемычке 312. Первая часть 302 симметрична или по существу симметрична второй части 304. Иными словами, первая часть 302 является примерным или точным зеркальным отражением второй части 304 относительно плоскости 318с. В одном из вариантов осуществления изобретения плоскость 318 с может быть плоскостью симметрии первой части 302 и второй части 304. Таким образом, формы, размеры и конфигурации первой части 302 и второй части 304 одинаковы или практически одинаковы.
[00119] Так же, как и в случае жгута 44а в форме четок, изделие 300 из жевательной резинки может представлять собой непрерывный жгут и может содержать множество запечатанных частей с начинкой, причем соседние части прикреплены друг к другу на запечатанных краях с помощью перемычек, расположенных между запечатанными краями соседних частей. Таким образом, изделие 300 из жевательной резинки может выходить из формующей машины 18 в форме непрерывной гирлянды или в форме четок.
[00120] Изделие 300 из жевательной резинки, а также и жгут 44а в форме четок имеют ряд достоинств. Соединение соседних запечатанных частей с начинкой с помощью перемычек 312 дает возможность изделию 300 из жевательной резинки выходить из формующих элементов 36а, 40 в форме непрерывной гирлянды вместо отдельных частей с начинкой. Эта форма гирлянды изделия 300 из жевательной резинки или форма четок защищает отдельные запечатанные части в процессе производства. Первая часть 302, вторая часть 304 и перемычка 312 формируют цельное изделие 300 из жевательной резинки с увеличенной массой, которая увеличивает силу тяжести, действующую на изделие 300 и способствующую его высвобождению из формующих элементов 36а, 40 и/или отделению от них исключительно за счет силы тяжести (без использования выталкивающего механизма). Однако, как уже указывалось, в формующей машине 18 может также использоваться и выталкивающий механизм. Цельная и непрерывная структура изделия 300 из жевательной резинки придает ему прочность и гибкость, в результате чего может быть обеспечена высокая производительность производства. Изделие 300 из жевательной резинки легче транспортировать между обрабатывающими машинами по сравнению с вариантом когда, из формующей машины 18 выходят отдельные, не связанные между собой части из жевательной резинки. Общая масса изделия 300 из жевательной резинки обеспечивает улучшенные возможности по управлению изделием 300, выходящим из формующей машины 18 и поступающим на транспортировочные устройства, по сравнению с вариантом, когда из формующей машины 18 выходят отдельные, не связанные между собой части из жевательной резинки. Перемычки 312 придают изделию 300 из жевательной резинки гибкость, обеспечивающую поглощение нагрузок, возникающих в процессе производства, в результате чего его цельность не нарушается. При необходимости изделие 300 из жевательной резинки может быть разделено на отдельные части из жевательной резинки с начинкой с помощью опрокидывания, вибрации или других способов. Понятно, что жгут в форме четок, непрерывно формируемый формующими элементами 36а, 40, обладает аналогичными преимуществами.
[00121] В одном из вариантов осуществления изобретения отдельные части 46 жгута 44 в форме четок могут быть отделены друг от друга для формирования изделий из жевательной резинки, таких как изделие 90, показанное на фигурах 14-17. Изделие 90 из жевательной резинки может содержать центральную текучую часть 92, оболочку 94, а также первый и второй края, указанные номерами 96 и 98, соответственно. В одном из вариантов осуществления изобретения края 96 и 98 могут быть запечатаны в результате описанного выше процесса формования, выполненного формующей машиной 18. Через изделие 90 из жевательной резинки может проходить плоскость М (см. фигуру 15). В одном из вариантов осуществления изобретения плоскость М может делить корпус изделия на верхнюю часть 100 и нижнюю часть 102, которые одинаковы или практически одинаковы по форме и размерам. В одном из вариантов осуществления изобретения верхняя 100 и нижняя 102 части изделия из жевательной резинки могут быть зеркальными отражениями друг друга. В другом варианте осуществления изобретения плоскость М может проходить через первый 96 и второй 98 края.
[00122] В одном из вариантов осуществления изобретения изделие 90 из жевательной резинки может содержать наклонную поверхность (или первую наклонную поверхность) 104, которая переходит в верхнюю поверхность 106. Первая наклонная поверхность 104 может пересекать плоскость М под углом N. В одном из вариантов осуществления изобретения первая наклонная поверхность 104 может быть плоской или по существу плоской. В другом варианте осуществления изобретения наклонная поверхность 104 может пересекать плоскость М у первого края 96. Величина угла N может находиться в диапазоне от примерно 30° до примерно 60°, или от примерно 33° до примерно 55°, или от примерно 33° до примерно 45°, или от примерно 35° до примерно 40°.
[00123] В одном из вариантов осуществления изобретения верхняя поверхность 106 может располагаться в средней части изделия 90 из жевательной резинки, как показано на фигуре 15. В другом варианте верхняя поверхность 106 может располагаться в самой верхней части изделия 90 из жевательной резинки. Еще в одном варианте верхняя поверхность 106 может содержать плоскую часть 109, которая по существу параллельна или строго параллельна плоскости М.
[00124] В одном из вариантов осуществления изобретения изделие 90 из жевательной резинки может содержать верхний периметр О, проходящий от первого края 96 до второго края 98 вдоль верхней поверхности изделия из жевательной резинки. Хотя верхний периметр О показан на фигуре 15 прямой линией, однако ясно, что верхний периметр О проходит вдоль верхней поверхности изделия 90 и не обязательно должен быть прямолинейным. Первая наклонная поверхность 104 может иметь длину, составляющую по меньшей мере 25%, или от примерно 25% до примерно 35% длины верхнего периметра О.
[00125] В одном из вариантов изделие 90 из жевательной резинки может содержать первую сторону 108 и вторую сторону 110. Первый и второй края, 96 и 98, соответственно, и первая и вторая боковые стороны, 108 и 110, соответственно, могут формировать периметр Р, который лучше всего показан на виде в плане изделия из жевательной резинки на фигуре 17. Первая и вторая боковые стороны, 108 и 110, могут иметь вогнутые внутрь части 112 и 114, соответственно. Вогнутые внутрь части 112 и 114 могут придавать периметру Р форму песочных часов. В одном из вариантов осуществления изобретения величина коэффициента ширины изделия 90 из жевательной резинки может находиться в диапазоне от примерно 65% до примерно 85%. Еще в одном варианте осуществления изобретения величина коэффициента ширины может находиться в диапазоне от примерно 70% до примерно 83%, или от примерно 75% до примерно 80%, или от примерно 76% до примерно 79%. Величина коэффициента ширины вычисляется делением минимальной ширины изделия 90 из жевательной резинки (размер Т на фигуре 17) на максимальную ширину (размер U на фигуре 17). Минимальная ширина Т изделия 90 из жевательной резинки, как правило, является расстоянием между самыми внутренними точками вогнутых внутрь боковых частей 112 и 114. Максимальная ширина U изделия 90 из жевательной резинки, как правило, является расстоянием между концом на одной стороне и противолежащим вторым концом, расположенным на другой стороне изделия 90 (то есть, расстоянием между концами 118 и 120).
[00126] В Таблице 1 приведены неограничивающие примеры размеров изделия 90 из жевательной резинки.
(мин. ширина)
(макс. ширина)
[00127] Еще в одном варианте осуществления изобретения изделие 90 из жевательной резинки может иметь подушкообразную форму, как показано, например, на фигурах 14 и 17.
[00128] В одном из вариантов осуществления изобретения изделие 90 из жевательной резинки может иметь концы 116, 118, 120 и 122. Эти концы 116-122 могут быть закругленными или иметь любую иную криволинейную форму. Закругленные концы 116-122 способствуют получению однородного покрытия изделия из жевательной резинки. Кроме того, закругленные концы 116-122 уменьшают выкрашивание, происходящее при обработке и/или транспортировке изделия из жевательной резинки.
[00129] В одном из вариантов осуществления изобретения центральная часть 92 может состоять из любого указанного в настоящем описании текучего материала. Материал центральной части 92 может находиться, например, в полутвердом, жидком или полужидком состоянии, может представлять собой пасту, желе, или текучий твердый материал, или сочетание указанных материалов. Еще в одном варианте осуществления изобретения оболочка 94 может состоять из любого указанного в настоящем описании материала жевательной резинки. Еще в одном варианте осуществления изобретения центральная часть 92 может состоять из ароматизированного сиропа, и оболочка 94 может быть жевательной резинкой. В одном из вариантов текучая центральная часть может составлять от примерно 5% до примерно 25% или от примерно 10% до примерно 15% от всего веса изделия из жевательной резинки.
[00130] В одном из вариантов осуществления изобретения изделие 90 из жевательной резинки может иметь покрытие. Подходящими материалами для такого покрытия являются, например, сахары, полиолы или их сочетания, обеспечивающие формирование кристаллического или стекловидного покрытия. Сахары или полиолы могут быть, например, компонентами сиропа или распыляемого материала, который наносится для формирования покрытия. Покрытие может содержать подсластитель, ароматизатор, добавку, улучшающую пленкообразование, добавку, создающую приятные и интересные ощущения, и их сочетания. В качестве подсластителя для покрытия может использоваться сахар, вещество на основе сахара или вещество, не содержащее сахара. Неограничивающими примерами подходящих подсластителей являются: мальтит, сорбит, эритрит, маннит, изомальт, лактит, ксилит и их сочетания. В составе покрытия могут также использоваться сильнодействующие подсластители. В одном из вариантов осуществления изобретения вес покрытия может составлять от примерно 10% до примерно 50% или от примерно 25% до примерно 35% веса изделия 90 из жевательной резинки. Неограничивающими примерами подходящих добавок, создающих приятные и интересные ощущения, являются: охлаждающие добавки, пищевые кислоты, ароматизаторы и их сочетания. Покрытие может быть твердым и блестящим слоем оболочки. Покрытие может быть с сахаром или без сахара. Покрытие может наноситься несколькими тонкими слоями материала для обеспечения необходимой однородности. Материалы покрытия могут наноситься на изделие 90 из жевательной резинки в жидкой форме и/или в форме порошка, причем наносимые слои таких материалов могут чередоваться, как это хорошо известно в данной области техники.
[00131] В одном из вариантов осуществления изобретения для покрытия используются два сиропа: один сироп с показателем Брикса от примерно 70% до примерно 73% и второй сироп с показателем Брикса от примерно 69% до примерно 71,5%. Было обнаружено, что такая комбинация сиропов обеспечивает однородное или практически однородное покрытие всей внешней поверхности изделия 90 из жевательной резинки, в том числе и закругленных концов 116 - 122. Консистенция этих двух сиропов более жидкая по сравнению со стандартными комбинациями сиропов покрытий, в которых обычно используется первый сироп с показателем Брикса порядка 73,5% и второй сироп с показателем Брикса порядка 72%. Еще в одном варианте осуществления изобретения параметры процесса нанесения покрытия, такие как температура воздуха, скорость вращения формы, поочередное нанесение сухого вещества и сиропа, и интервалы выдерживания, могут регулироваться для получения необходимого вида покрытия, как это хорошо известно в данной области техники.
[00132] В одном из вариантов осуществления изобретения содержание жидкого и сухого материалов покрытия может быть снижено примерно на 5-10% по сравнению с количеством жидкого и сухого материалов покрытия, используемым в известных способах покрытия.
[00133] В одном из вариантов осуществления изобретения величина или содержание порций наносимого сухого материала (порошка) может быть снижено на каждой стадии нанесения материала покрытия при осуществлении процесса нанесения покрытия. Например, процесс нанесения покрытия, состоящий из пятнадцати стадий, может начинаться с добавления примерно 6,5 кг сухого материала покрытия (или порошка) к отдельным изделиям 90 из жевательной резинки в глазировочной машине. Количество наносимого материала может быть уменьшено на каждой последующей стадии нанесения, и в конце количество наносимого сухого материала может быть снижено примерно до 1,8 кг. В одном из вариантов осуществления изобретения на более поздних стадиях нанесения покрытия сухой материал покрытия не используется или практически не используется, и наносится только жидкий материал. Такое постепенное уменьшение количества наносимого сухого материала покрытия может использоваться для получения однородного покрытия изделий 90 из жевательной резинки, имеющих форму песочных часов и/или подушкообразную форму.
[00134] Еще в одном варианте осуществления изобретения температура высушивания может быть повышена по мере выполнения последовательных стадий процесса нанесения покрытия. Например, исходная температура высушивания, составляющая примерно 26°С, может быть увеличена до 33°С в процессе нанесения слоев покрытия. В одном из вариантов осуществления изобретения температура высушивания не может превышать 33°С. Эта температура высушивания может быть ниже температур высушивания, используемых в известных способах нанесения покрытий, которые обычно составляют примерно 40°С.
[00135] В одном из вариантов осуществления изобретения изделие 90 из жевательной резинки имеет вес от примерно 1,8 г до примерно 2,4 г или примерно 2,2 г. Указанная величина может учитывать или не учитывать вес покрытия.
[00136] В одном из вариантов осуществления изобретения изделие 90 из жевательной резинки может содержать вторую наклонную поверхность 124, проходящую от первого края 96 до нижней поверхности 126. Угол между первой наклонной поверхностью 104 и второй наклонной поверхностью 124 может составлять величину Q, как показано на фигуре 15. Величина угла Q может находиться в диапазоне от примерно 60° до примерно 120°, или от примерно 66° до примерно 110°, или от примерно 70° до примерно 90°, или от примерно 75° до примерно 85°.
[00137] В одном из вариантов осуществления изобретения нижняя поверхность 126 может располагаться в средней части изделия 90 из жевательной резинки, как показано на фигуре 15. В другом варианте нижняя поверхность 126 может располагаться в самой нижней части изделия 90 из жевательной резинки. Еще в одном варианте нижняя поверхность 126 может содержать плоскую часть 128, которая по существу параллельна или строго параллельна плоскости М.
[00138] В одном из вариантов осуществления изобретения изделие 90 из жевательной резинки может содержать третью наклонную поверхность 130, проходящую от второго края 98 к верхней поверхности 106, и четвертую наклонную поверхность 132, проходящую от второго края 98 к нижней поверхности 126. Угол между третьей и четвертой наклонными поверхностями, 130 и 132, соответственно, может составлять величину R, как показано на фигуре 15. Величина угла R может находиться в диапазоне от примерно 60° до примерно 120°, или от примерно 66° до примерно 110°, или от примерно 70° до примерно 90°, или от примерно 75° до примерно 85°. В одном из вариантов осуществления изобретения величины углов Q и R могут отличаться. Еще в одном варианте величины углов Q и R могут быть одинаковыми или практически одинаковыми.
[00139] В одном из вариантов осуществления изобретения первая наклонная поверхность 104 и третья наклонная поверхность 130 могут иметь общую длину, которая составляет по меньшей мере 50% длины верхнего периметра О. Еще в одном варианте вторая наклонная поверхность 124 и четвертая наклонная поверхность 132 могут иметь общую длину, которая составляет по меньшей мере 50% длины нижнего периметра S.
[00140] В одном из вариантов осуществления изобретения каждая из наклонных поверхностей 104, 124, 130, 132 может иметь площадь, величина которой составляет от примерно 8% до примерно 40% от общей площади поверхности верхней/нижней частей 100, 102, на которых располагается такая наклонная поверхность. Например, первая наклонная поверхность 104 может иметь площадь, величина которой составляет от примерно 8% до примерно 40% от общей площади поверхности верхней части 100. В одном из вариантов осуществления изобретения совокупная площадь первой и третьей наклонных поверхностей 104, 130 может составлять от примерно 10% до примерно 80% или от примерно 15% до примерно 75% или от примерно 18% до примерно 20% от общей площади поверхности верхней части 100. Еще в одном варианте совокупная площадь первой и третьей наклонных поверхностей 104, 130 может составлять примерно 19% от общей площади поверхности верхней части 100.
[00141] Еще в одном варианте осуществления изобретения совокупная площадь второй и четвертой наклонных поверхностей 124, 132 может составлять от примерно 10% до примерно 80% от общей площади поверхности нижней части 102. В одном из вариантов осуществления изобретения совокупная площадь второй и четвертой наклонных поверхностей 124, 132 может составлять от примерно 10% до примерно 80% или от примерно 15% до примерно 75% или от примерно 18% до примерно 20% от общей площади поверхности нижней части 102. Еще в одном варианте совокупная площадь второй и четвертой наклонных поверхностей 124, 132 может составлять примерно 19% от общей площади поверхности нижней части 102.
[00142] В одном из вариантов осуществления изобретения отдельные части 46а жгута 44а в форме четок могут быть отделены друг от друга по частям 80 обжатия (или по перемычкам 312) для формирования изделий из жевательной резинки, таких как изделие 400, показанное на фигурах 18-22. Изделие 400 из жевательной резинки может содержать корпус 402, состоящий из внутренней части 404, внешней части (оболочки) 406, а также из первого и второго краев, указанных ссылочными номерами 408 и 410, соответственно. В одном из вариантов осуществления изобретения края 408 и 410 могут быть запечатаны в результате описанного выше процесса формования, выполненного формующей машиной 18. Между краями 408, 410 или через них и через изделие 400 из жевательной резинки может проходить плоскость ММ, как показано на фигуре 19. В одном из вариантов осуществления изобретения плоскость ММ может делить корпус 402 на верхнюю часть 412 и нижнюю часть 414. Как можно видеть на фигуре 19, форма верхней части 412 отличается от формы нижней части 414. Это отличие форм частей 412 и 414 приводит к тому, что корпус 402 асимметричен относительно плоскости ММ. Иными словами, верхняя и нижняя части 412 и 414 не являются зеркальными отражениями друг друга относительно плоскости ММ. Таким образом, плоскость ММ делит корпус 402 на две неравные части, то есть корпус 402 асимметричен относительно плоскости ММ. Понятно, что части изделия 400 из жевательной резинки находятся по обеим сторонам плоскости ММ.
[001432] В одном из вариантов осуществления изобретения изделие 400 из жевательной резинки может содержать наклонную поверхность (или первую наклонную поверхность) 416, которая переходит в верхнюю поверхность 420. Первая наклонная поверхность 416 может пересекать плоскость ММ под углом NN. В одном из вариантов осуществления изобретения первая наклонная поверхность 416 может быть плоской или по существу плоской. В другом варианте осуществления изобретения наклонная поверхность 416 может пересекать плоскость ММ у первого запечатанного края 408. Величина угла NN может находиться в диапазоне от примерно 30° до примерно 60°, или от примерно 33° до примерно 55°, или от примерно 33° до примерно 45°, или от примерно 35° до примерно 40°.
[00144] В одном из вариантов осуществления изобретения изделие 400 из жевательной резинки может содержать вторую наклонную поверхность 418, проходящую от второго края 410 до верхней поверхности 420. Вторая наклонная поверхность 418 может пересекать плоскость ММ под углом OO. В одном из вариантов осуществления изобретения вторая наклонная поверхность может быть плоской или по существу плоской. Величины углов OO и NN могут быть одинаковыми или могут отличаться. В одном из вариантов осуществления изобретения величина угла OO может находиться в диапазоне от примерно 30° до примерно 60°, или от примерно 33° до примерно 55°, или от примерно 33° до примерно 45°, или от примерно 35° до примерно 40°. Еще в одном варианте величины углов OO и NN могут быть одинаковыми.
[00145] В одном из вариантов осуществления изобретения верхняя поверхность 420 может располагаться в средней части изделия 400 из жевательной резинки, как показано на фигуре 20. В другом варианте верхняя поверхность 420 может располагаться в самой верхней части изделия 400 из жевательной резинки. Еще в одном варианте верхняя поверхность 420 может содержать плоскую часть 424, которая по существу параллельна или строго параллельна плоскости ММ.
[00146] В одном из вариантов осуществления изобретения изделие 400 из жевательной резинки может содержать верхний периметр QQ, проходящий от первого края 408 до второго края 410 вдоль верхней поверхности 420 изделия 400. Хотя верхний периметр QQ показан на фигуре 19 прямой линией, однако ясно, что он проходит вдоль верхней поверхности изделия 400 из жевательной резинки и не обязательно должен быть прямолинейным. Первая наклонная поверхность 416 может иметь длину, составляющую по меньшей мере 25%, или от примерно 25% до примерно 35% длины верхнего периметра QQ.
[00147] В одном из вариантов осуществления изобретения изделие 400 из жевательной резинки может содержать нижний периметр RR, проходящий от первого края 408 до второго края 410 вдоль нижней поверхности 422 изделия 400. Хотя нижний периметр RR показан на фигуре 19 прямой линией, однако ясно, что он проходит вдоль нижней поверхности изделия из жевательной резинки и не обязательно должен быть прямолинейным. В одном из вариантов нижний периметр RR больше верхнего периметра QQ.
[00148] В одном из вариантов изделие 400 из жевательной резинки может содержать первую боковую сторону 426 и вторую боковую сторону 428, как показано на фигуре 18. Первый и второй края, 408 и 410, и первая и вторая боковые стороны, 426 и 428, могут формировать периметр LL. Первая и вторая боковые стороны, 426 и 428, могут иметь вогнутые внутрь части 430 и 432, соответственно. Вогнутые внутрь части 430 и 432 могут придавать периметру LL форму песочных часов. В одном из вариантов осуществления изобретения величина коэффициента ширины изделия 400 из жевательной резинки может находиться в диапазоне от примерно 65% до примерно 85%). В одном из вариантов коэффициент ширины может быть в диапазоне от примерно 70% до примерно 80%. Величина коэффициента ширины вычисляется делением минимальной ширины изделия 400 из жевательной резинки (размер ТТ на фигуре 18) на его максимальную ширину (размер UU на фигуре 18). В одном из вариантов изделие из жевательной резинки может иметь размеры, приведенные выше в Таблице 1. Еще в одном варианте изделие 400 из жевательной резинки может иметь подушкообразную форму, как показано, например, на фигуре 18.
[00149] В одном из вариантов осуществления изобретения изделие 400 из жевательной резинки может иметь концы 434, 436, 438 и 440. Концы 434-440 могут быть закругленными или могут иметь любую иную криволинейную форму. Закругленные концы 434-440 способствуют получению однородного покрытия изделия 400 из жевательной резинки. Кроме того, закругленные концы 434-122 уменьшают выкрашивание, происходящее при обработке и/или транспортировке изделия из жевательной резинки.
[00150] В одном из вариантов осуществления изобретения внутренняя часть 404 может состоять из текучего материала начинки. Материал внутренней части 404 может находиться, например, в полутвердом, жидком или полужидком состоянии, может представлять собой пасту, желе, или текучий твердый материал, или сочетание указанных материалов. В одном из вариантов текучая центральная часть может составлять от примерно 5% до примерно 25% или от примерно 10% до примерно 15% от всего веса изделия из жевательной резинки.
[00151] В одном из вариантов осуществления изобретения на некоторые части корпуса 402 или на весь корпус может быть нанесено покрытие 442 для получения изделия 444 из жевательной резинки с покрытием, как показано на фигурах 20-22. Для нанесения покрытия 442 может использоваться любой из вышеуказанных материалов покрытия. Для нанесения покрытия 442 может использоваться любой из вышеуказанных способов.
[00152] В одном из вариантов осуществления изобретения материал покрытия может быть нанесен на изделие 400 из жевательной резинки таким образом, чтобы это покрытие маскировало, покрывало или иным образом скрывало асимметричность формы корпуса 402. Покрытие 442 может быть нанесено на корпус 402 таким образом, чтобы изделие 444 из жевательной резинки с покрытием было симметричным относительно плоскости ММ, как показано на фигуре 21. Таким образом, асимметричное изделие 400 из жевательной резинки может использоваться как основа для формирования готового продукта с покрытием, которое симметрично и внешне привлекательно для потребителей. Например, изделие 400 из жевательной резинки, показанное пунктирными линиями на фигуре 20, имеет покрытие 442, обеспечивающее получение изделия 444 с покрытием.
[00153] В одном из вариантов осуществления изобретения изделие 444 из жевательной резинки с покрытием может содержать первую 446, вторую 448, третью 450 и четвертую 452 наклонные поверхности, как показано на фигуре 21. Как уже указывалось, наклонные поверхности 446-452 могут быть практически плоскими или строго плоскими. Первая наклонная поверхность 446 может проходить от первого края 454 до верхней поверхности 456. Аналогично, вторая наклонная поверхность 448 может проходить от второго края 458 до верхней поверхности 456. Третья наклонная поверхность 450 может проходить от первого края 454 до нижней поверхности 460. Четвертая наклонная поверхность 452 может проходить от второго края 458 до нижней поверхности 460. Верхняя 456 и нижняя 460 поверхности могут содержать плоские части. Иными словами, некоторые или все части верхней 456 и нижней 460 поверхностей могут быть параллельны или практически параллельны плоскости ММ.
[00154] Между первой наклонной поверхностью 446 и третьей наклонной поверхностью 450 может формироваться угол VV, как показано на фигуре 21. Аналогично, между второй 446 и четвертой 452 наклонными поверхностями может формироваться угол WW. Величина угла VV и/или WW может находиться в диапазоне от примерно 60° до примерно 120°, или от примерно 66° до примерно 110°, или от примерно 70° до примерно 90°, или от примерно 75° до примерно 85°. Величины углов W и WW могут быть одинаковыми или же могут отличаться. В одном из вариантов величины углов VV и WW могут быть одинаковыми или практически одинаковыми. В плане обеспечения симметричности изделия 444 из жевательной резинки с покрытием предпочтительно, чтобы величины углов W и WW были одинаковыми или практически одинаковыми.
[00155] В одном из вариантов осуществления изобретения изделие 444 из жевательной резинки с покрытием может содержать первую боковую сторону 462 и вторую боковую сторону 464, как показано на фигурах 20 и 22. Первый и второй края, 454 и 458, и первая и вторая боковые стороны, 462 и 464, могут формировать периметр XX. Первая и вторая боковые стороны, 462 и 464, могут иметь вогнутые внутрь части 466 и 468, соответственно. Вогнутые внутрь части 466 и 468 могут придавать периметру XX форму песочных часов. В одном из вариантов осуществления изобретения величина коэффициента ширины изделия 444 из жевательной резинки с покрытием может находиться в диапазоне от примерно 65% до примерно 85%. В одном из вариантов величина коэффициента ширины может находиться в диапазоне от примерно 70% до примерно 80%). Величина коэффициента ширины вычисляется делением минимальной ширины изделия 444 из жевательной резинки с покрытием (размер YY на фигуре 22) на его максимальную ширину (размер ZZ на фигуре 22). Минимальная ширина YY изделия 444 из жевательной резинки, как правило, может быть расстоянием между самыми внутренними точками вогнутых внутрь боковых частей 466 и 468. Максимальная ширина ZZ изделия 444 из жевательной резинки, как правило, является расстоянием между концом на одной стороне и противолежащим вторым концом, расположенным на другой стороне изделия 444 с покрытием (то есть, расстоянием между первым 454 и вторым 458 концами). Коэффициент ширины изделия 444 из жевательной резинки с покрытием может иметь любую величину, указанную выше в связи с рассмотрением изделия 400 из жевательной резинки.
[00156] В одном из вариантов осуществления изобретения изделие 444 из жевательной резинки с покрытием имеет вес от примерно 1,8 г до примерно 2,4 г или примерно 2,2 г. Указанная величина может учитывать или не учитывать вес покрытия.
[00157] В одном из вариантов осуществления изобретения жгут 602 содержит центральную часть 604, состоящую из термостойкого материала начинки, и внешний слой (оболочку) 606 из материала жевательной резинки, как показано на фигуре 23. Оболочка 606 из материала жевательной резинки имеет внутренний слой 608 и внешний слой 610. Жгут 602 поступает в формующую машину 18, где он обжимается и запечатывается первыми 36а и вторыми 40 формующими элементам, как это уже было описано. Температура материала начинки 604 после выхода из коэкструдера 14 регулируется таким образом, что когда жгут 602 материала жевательной резинки входит в часть С формующей машины 18, температура материала начинки 604 превышает примерно 40°С или примерно 45°С. Специалисту в данной области техники будет понятно, что в этом случае температура материала начинки 604 на выходе из коэкструдера должна превышать примерно 40°С или примерно 45°С. В одном из вариантов температура материала начинки 604 находится в диапазоне от примерно 40°С до примерно 60°С. В одном из вариантов температура материала начинки 604 находится в диапазоне от примерно 45°С до примерно 55°С.
[00158] Температура материала начинки 604 может отличаться от температуры материала внешнего слоя оболочки 606 из жевательной резинки. Например, температура материала начинки 604 может быть выше или ниже температуры материала оболочки 606 из жевательной резинки. В одном из вариантов температура материала начинки 604 превышает температуру материала оболочки 606 из жевательной резинки на величину, которая находится в диапазоне от примерно 1°С до примерно 10°С. В другом варианте температура материала начинки 604 по меньшей мере примерно на 1°С выше температуры материала оболочки 606 из жевательной резинки. В другом варианте температура материала начинки 604 по меньшей мере примерно на 2°С выше температуры материала оболочки 606 из жевательной резинки. Еще в одном варианте температура материала начинки 604 по меньшей мере примерно на 3°С выше температуры материала оболочки 606 из жевательной резинки. Еще в одном варианте температура материала начинки 604 по меньшей мере примерно на 4°С выше температуры материала оболочки 606 из жевательной резинки. Еще в одном варианте температура материала начинки 604 по меньшей мере примерно на 5°С выше температуры материала оболочки 606 из жевательной резинки.
[00159] Более высокая температура материала начинки 604 приводит к тому, что в материале оболочки 606 из жевательной резинки существует температурный градиент 612. Иначе говоря, температура внутреннего слоя 608 оболочки отличается от температуры внешнего слоя 610. С одной стороны температурного градиента 612 тепло из материала начинки 604 передается через внутреннюю поверхность материала оболочки 606 из жевательной резинки и проникает во внутренний слой 608, в результате чего он нагревается. С другой стороны температурного градиента 612 внешний слой 610 материала оболочки 606 из жевательной резинки не нагревается материалом начинки 604, и его температура ниже температуры внутреннего слоя 608. Когда нагретые внутренние поверхности внутреннего слоя 608 оболочки сходятся вместе при обжатии и запечатывании в процессе формования, более высокая температура внутреннего слоя 608 улучшает возможности запечатывания краев 614. Тепло материала начинки 604 повышает температуру внутреннего слоя 608 оболочки, увеличивая его текучесть и клейкость, а также улучшает способность внутреннего слоя 608 к формованию и к сцеплению с другой частью внутреннего слоя 608 для получения запечатанного края 614. В результате формуется изделие 616 из жевательной резинки. Улучшая способность к склеиванию внутреннего слоя 608, нагретый материал начинки 604 обеспечивает снижение количества изделий с протечками начинки, в результате чего повышается производительность оборудования.
[00160] В одном из вариантов вдоль температурного градиента 612 создается разница температур в диапазоне от примерно 0°С до примерно 20°С, как это будет описано ниже более подробно. Одно из колес 34, 38 или оба эти колеса могут взаимодействовать с охлаждающим устройством (не показано). В качестве такого охлаждающего устройства может использоваться любое известное устройство, обеспечивающее охлаждение оборудования, используемого для производства кондитерских изделий. В одном из вариантов используется, например, охлаждающее устройство, которое подает охлажденный воздух на формующие элементы 36 (или 36а, и 36b) и 40. Охлаждающее устройство может охлаждать формующие элементы 36 (или 36а, и 36b) и 40 до температуры, находящейся в диапазоне от примерно -5°С до примерно 15°С. В другом варианте охлаждающее устройство может охлаждать формующие элементы 36 (или 36а, и 36b) и 40 до температуры, находящейся в диапазоне от примерно 2°С до примерно 10°С. Еще в одном варианте охлаждающее устройство может охлаждать формующие элементы 36 (или 36а, и 36b) и 40 до температуры примерно 5°С. В результате контакта охлажденных формующих элементов 36а, 40 и жгута 602 из материала жевательной резинки внешний слой 610 оболочки охлаждается до температуры, находящейся в диапазоне от примерно 20°С до примерно 50°С. В другом варианте внешний слой 610 оболочки охлаждается до температуры, находящейся в диапазоне от примерно 30°С до примерно 40°С. Еще в одном варианте внешний слой 610 оболочки охлаждается до температуры примерно 35°С. Таким образом, в процессе обжатия и запечатывания внешний слой 610 оболочки может иметь температуру, которая меньшей температуры внутреннего слоя 608, причем разница температур по обеим сторонам температурного градиента 612 может быть от примерно 0°С до примерно 20°С. В другом варианте разница температур по обеим сторонам температурного градиента 612 может быть от примерно 2°С до примерно 15°С. Еще в одном варианте разница температур по обеим сторонам температурного градиента 612 может быть от примерно 5°С до примерно 10°С.
[00161] В другом варианте разница температур может быть получена путем непосредственного охлаждения внешнего слоя 610 материала оболочки 606 из жевательной резинки. В этом варианте, в котором вместо охлаждения формующих элементов 36 (или 36а, или 36b) и 40 охлаждается внешний слой 610 материала оболочки 606 из жевательной резинки, может использоваться охлаждающее устройство, которое охлаждает внешний слой 610 либо перед формованием в формующих элементах 36 (или 36а, или 36b) и 40, либо после формования. Например, внешний слой 610 оболочки может быть охлажден устройством, подающим на этот внешний слой охлажденный воздух. В другом варианте жгут 602 может быть пропущен через камеру охлаждения перед формованием в формующих элементах 36 (или 36а, или 36b) и 40. Специалисту в данной области техники будет понятно, что охлаждение внешнего слоя 610 оболочки может осуществляться любым известным охлаждающим устройством, используемым для охлаждения кондитерских изделий. Аналогично, специалисту будет также понятно, что охлаждение внешнего слоя 610 оболочки может быть выполнено как путем охлаждения формующих элементов 36 (или 36а, или 36b) и 40, так и непосредственным охлаждением внешнего слоя 610 с помощью охлаждающего устройства.
[00162] Обеспечение вышеуказанной разницы температур дает несколько преимуществ. Поддержание внутреннего слоя 608 оболочки при температуре, превышающей температуру внешнего слоя 610, может повысить силу сцепления запечатанных краев 614, как это было описано выше. Кроме того, поддержание внешнего слоя 610 оболочки при пониженной температуре уменьшает сцепление между внешним слоем 610 и формующими элементами 36а, 40. Снижение сцепления между формующими элементами и внешним слоем 610 способствует высвобождению или выходу запечатанных частей 616 из жевательной резинки с начинкой из формующих элементов. В результате повышается производительность, поскольку может быть уменьшено время, необходимое для формования запечатанных частей 616 из жевательной резинки в формующей машине 18 и высвобождения из нее.
[00163] Специалисту будет понятен синергический эффект разности температур на температурном градиенте 612. В одном из вариантов разница температур обеспечивает высвобождение запечатанных частей 616 из жевательной резинки из формующих элементов 36а и/или 40 без использования выталкивающего устройства. В другом варианте форма первого формующего элемента 36а может отличаться от формы второго формующего элемента 40, как это уже был описано. В другом варианте с формующим элементом 40 может использоваться формующий элемент 36 или формующий элемент 36b.
[00164] В одном из вариантов обеспечивается изделие 618 из жевательной резинки, как показано на фигурах 24 и 25. Понятно, что изделие 618 из жевательной резинки может представлять собой некоторую часть или весь жгут 44а в форме четок. Изделие 618 из жевательной резинки может быть промежуточным или готовым продуктом. Изделие 618 из жевательной резинки содержит первую часть 620 и вторую часть 622, которые содержат, соответственно, материал начинки 624а и 624b внутри соответствующих оболочек 626а и 626b из жевательной резинки. Материал начинки 624а, 624b и материал оболочек 626а, 626b соответствуют начинке и оболочке жгута 28. Соответственно, температура материала начинки 624а, 624b превышает примерно 40°С, или находится в диапазоне от примерно 40°С до примерно 50°С, или в диапазоне от примерно 45°С до примерно 55°С. Каждая часть 620, 622 может иметь запечатанные края 630а, 630b (часть 620) и 630 с, 630d (часть 622). Перемычка 634 соединяет запечатанный край 630b первой части 620 с запечатанным краем 630 с второй части 622.
[00165] Оболочка 626 из жевательной резинки содержит внутренний слой 628 и внешний слой 632 с температурным градиентом 636 между ними. В одном из вариантов температура внутреннего слоя 628 оболочки превышает температуру внешнего слоя 632, и разница их температур находится в диапазоне от примерно 5°С до примерно 10°С. Однако специалисту будет понятно, что диапазон разницы температур может быть больше или меньше вышеуказанного диапазона.
[00166] Перемычка 634 формируется в результате взаимодействия первых 36а и вторых 40 формующих элементов, как уже было описано. Усилие обжатия, приложенное к жгуту 28, когда первые 36а и вторые 40 формующие элементы находятся в состоянии полного сопряжения, запечатывает каждую часть 620, 622 и формирует перемычку 634. Таким образом, перемычка 634 содержит материал оболочки 626а и/или 626b из жевательной резинки или является их продолжением. В одном из вариантов перемычка 634 содержит только материал оболочки 626а и/или 626b из жевательной резинки и не содержит, или практически не содержит материал начинки.
[00167] В одном из вариантов перемычка 634 имеет толщину 638. Толщина 638 может быть постоянной или может изменяться по длине 640 перемычки. Толщина 638 может находиться в диапазоне от примерно 0,05 мм до примерно 0,25 мм. В одном из вариантов осуществления изобретения толщина 638 может быть в диапазоне от примерно 0,1 мм до примерно 0,2 мм. Длина 640 может находиться в диапазоне от примерно 0,05 мм до примерно 2,0 мм. В одном из вариантов осуществления изобретения длина 640 может быть в диапазоне от примерно 0,5 мм до примерно 1,0 мм.
[00168] Перемычка 634 может быть из любого материала жевательной резинки, из которого выполнена оболочка вышеописанного жгута 28. В одном из вариантов осуществления изобретения перемычка 634 может быть выполнена исключительно из жевательной резинки. Иначе говоря, материал начинки 624а, 624b отсутствует или полностью отсутствует в перемычке 634, как показано на фигуре 24.
[00169] В одном из вариантов осуществления изобретения через запечатанные края 630а и 630b первой части 620 проходит плоскость 642а. Аналогично, через запечатанные края 630 с и 630d второй части 622 проходит плоскость 642b. В одном из вариантов осуществления изобретения первая часть 620 может быть асимметричной относительно плоскости 642а. Иными словами, верхняя зона 644 части 620, расположенная выше плоскости 642а, отличается по размеру, форме и/или объему от нижней зоны 646 части 620. Аналогично, верхняя зона 648 второй части 622 асимметрична по сравнению с нижней зоной 650 относительно плоскости 642b. Поскольку перемычка 634 придает гибкость изделию 618 из жевательной резинки, то ясно, что плоскости 642а, 642b могут быть компланарными, параллельными и/или пересекающимися.
[00170] В одном из вариантов осуществления изобретения через перемычку 634 проходит плоскость 643, как показано на фигуре 25. Плоскость 643 по существу перпендикулярна или строго перпендикулярна перемычке 634. Первая часть 620 симметрична или по существу симметрична второй части 622. Иными словами, первая часть 620 является точным или примерным зеркальным отражением второй части 622 относительно плоскости 643. В одном из вариантов осуществления изобретения плоскость 643 может быть плоскостью симметрии первой части 620 и второй части 622. Таким образом, формы, размеры и конфигурации первой части 620 и второй части 622 одинаковы или практически одинаковы.
[00171] Так же, как и в случае жгута 44 в форме четок, изделие 618 из жевательной резинки может представлять собой непрерывный жгут и может содержать множество запечатанных частей с начинкой, причем соседние части прикреплены друг к другу на запечатанных краях с помощью перемычек, расположенных между запечатанными краями соседних частей. Таким образом, изделие 618 из жевательной резинки может выходить из формующей машины 18 в форме непрерывной гирлянды или в форме четок. В других вариантах соединенные части 620, 622 могут быть отделены друг от друга для получения множества отдельных изделий из жевательной резинки с начинкой, как это уже описывалось. Отдельные части из жевательной резинки могут иметь любую вышеописанную форму.
[00172] Необходимо иметь в виду, что специалистам в данной области техники будут очевидны различные изменения и модификации рассмотренных в описании предпочтительных вариантов осуществления настоящего изобретения. Такие изменения и модификации могут быть выполнены в рамках сущности и объема настоящего изобретения с полным сохранением его вышеописанных достоинств. Поэтому такие изменения и модификации охватываются прилагаемой формулой изобретения.
| название | год | авторы | номер документа |
|---|---|---|---|
| МАШИНА И СПОСОБ ИЗГОТОВЛЕНИЯ КОНДИТЕРСКОГО ПРОДУКТА | 2007 |
|
RU2452191C2 |
| КОНДИТЕРСКОЕ ИЗДЕЛИЕ С НАЧИНКОЙ (ВАРИАНТЫ) И СПОСОБ ЕГО ПОЛУЧЕНИЯ | 2018 |
|
RU2785018C2 |
| КОНДИТЕРСКОЕ ИЗДЕЛИЕ С НАЧИНКОЙ (ВАРИАНТЫ) И СПОСОБ ЕГО ПОЛУЧЕНИЯ | 2014 |
|
RU2647280C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КОНДИТЕРСКОГО ИЗДЕЛИЯ (ВАРИАНТЫ) | 2012 |
|
RU2606527C2 |
| ЛЕДЕНЕЦ С НАЧИНКОЙ ИЗ ЖВАЧКИ С ОБОЛОЧКОЙ ИЗ ТВЕРДОЙ КАРАМЕЛИ | 2001 |
|
RU2283592C2 |
| КОНДИТЕРСКОЕ ИЗДЕЛИЕ С УСИЛЕННЫМ ОХЛАЖДАЮЩИМ ДЕЙСТВИЕМ И СПОСОБ ЕГО ПОЛУЧЕНИЯ | 2001 |
|
RU2264122C2 |
| СПИРТОСОДЕРЖАЩИЕ КАРАМЕЛЬНЫЕ ПРОДУКТЫ | 2016 |
|
RU2727480C2 |
| СПОСОБ И МАШИНА ДЛЯ ПОЛУЧЕНИЯ ПЛАСТИНЫ ПЛАВЛЕНОГО СЫРА С НАЧИНКОЙ И ПЛАСТИНА ТАКОГО СЫРА | 2010 |
|
RU2546876C2 |
| СИСТЕМА НЕПРЕРЫВНОГО ПРОИЗВОДСТВА ПИЩЕВОГО ПРОДУКТА С ЖИДКОЙ НАЧИНКОЙ В ЦЕНТРЕ | 2009 |
|
RU2528697C2 |
| КОНДИТЕРСКИЙ ПРОДУКТ И СПОСОБЫ ЕГО ПОЛУЧЕНИЯ | 2011 |
|
RU2522528C2 |
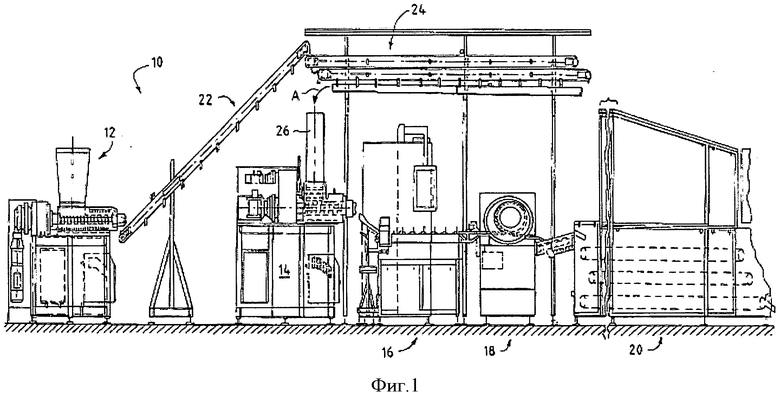
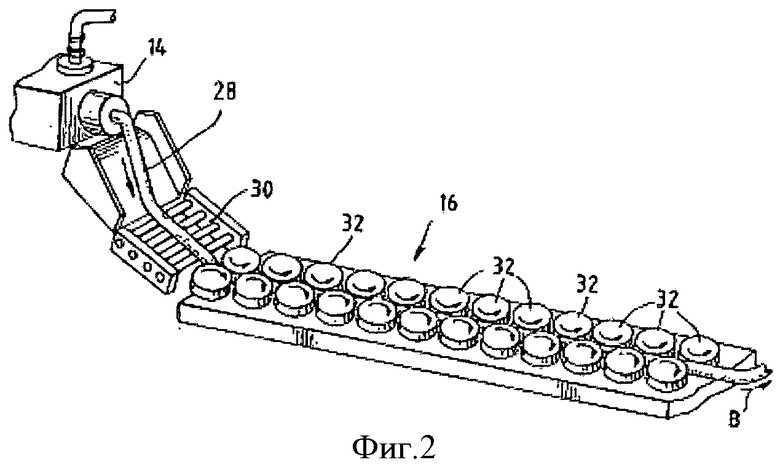
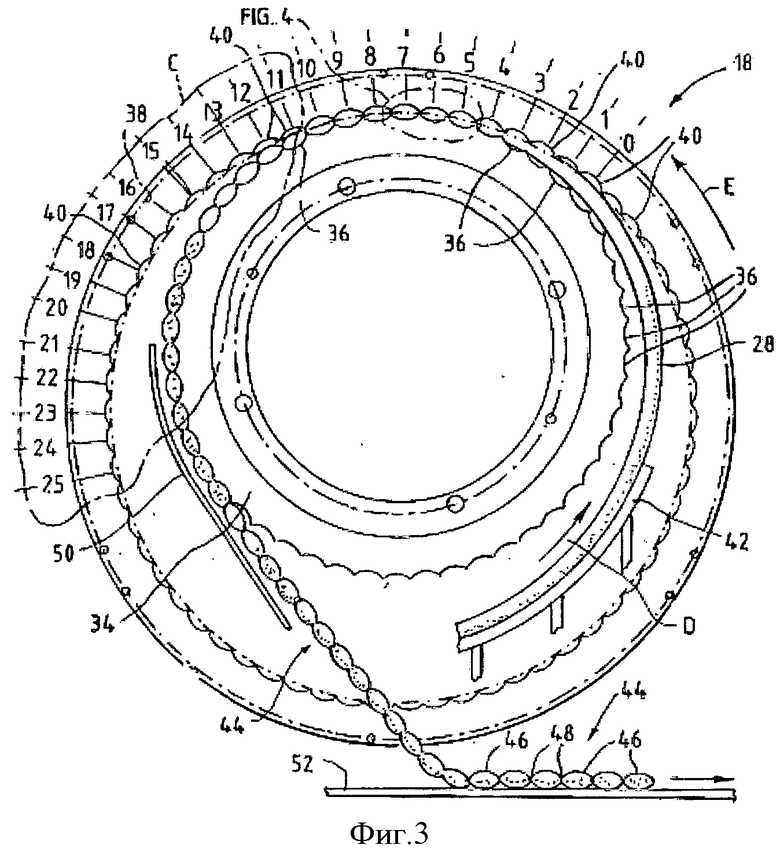
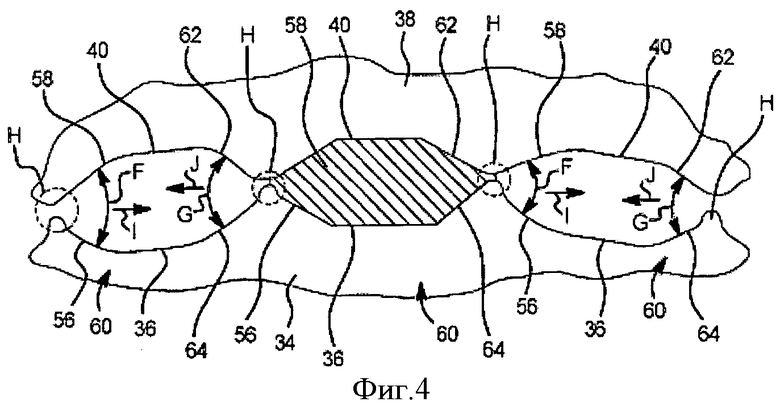
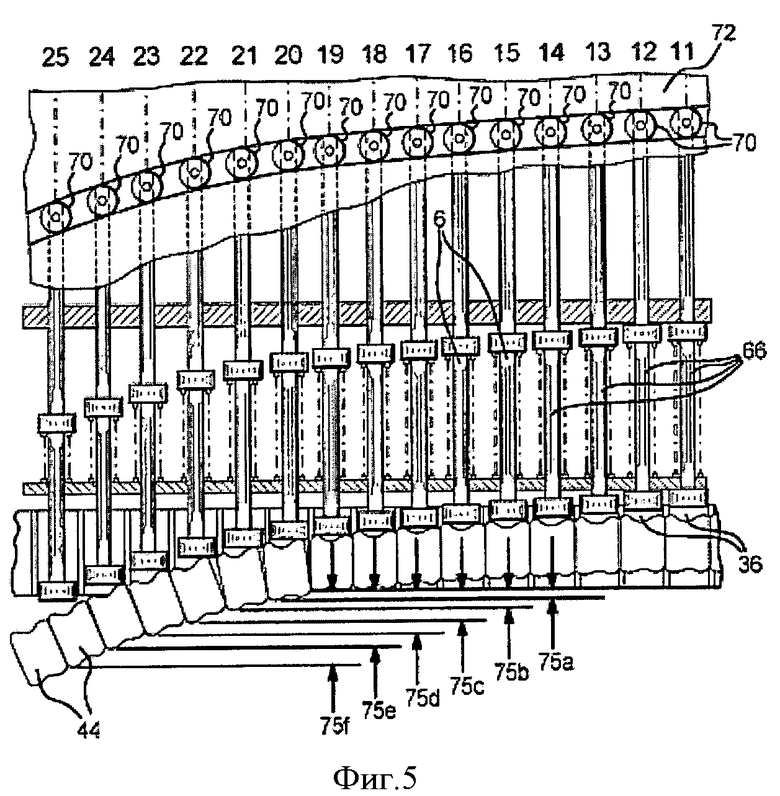
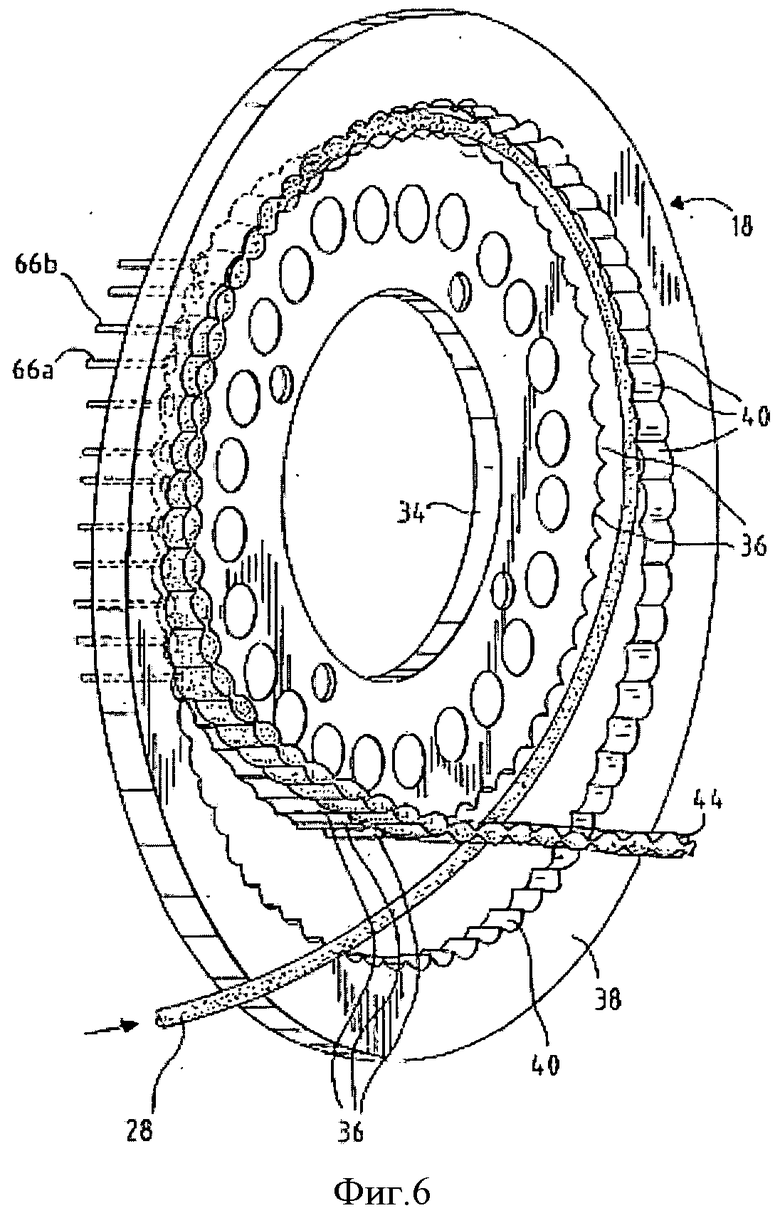
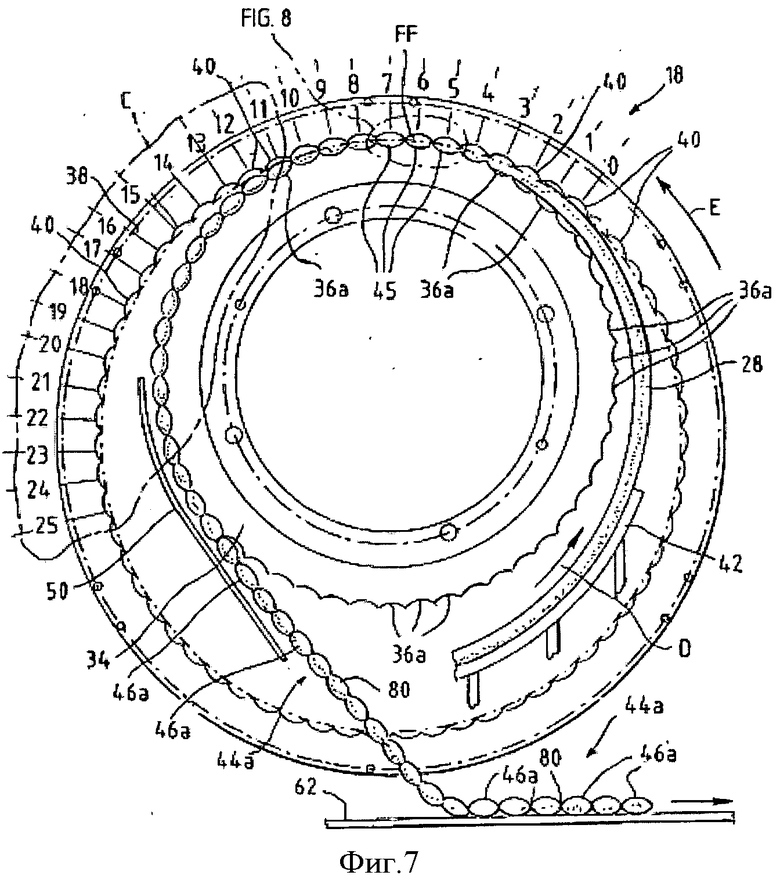
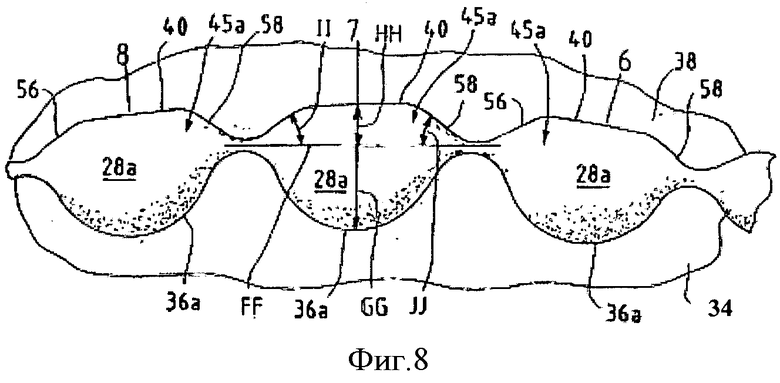
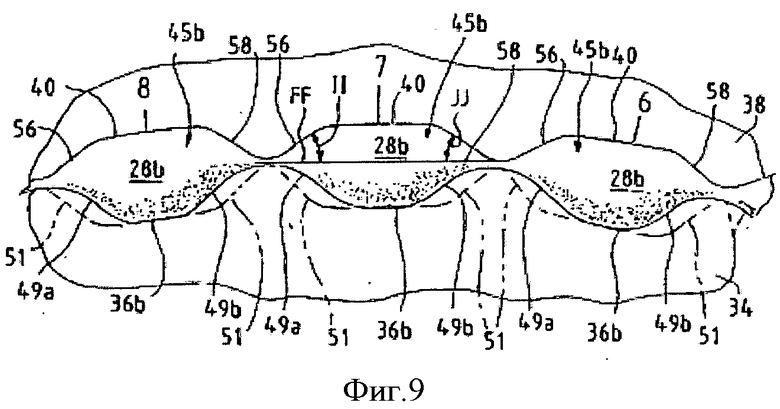
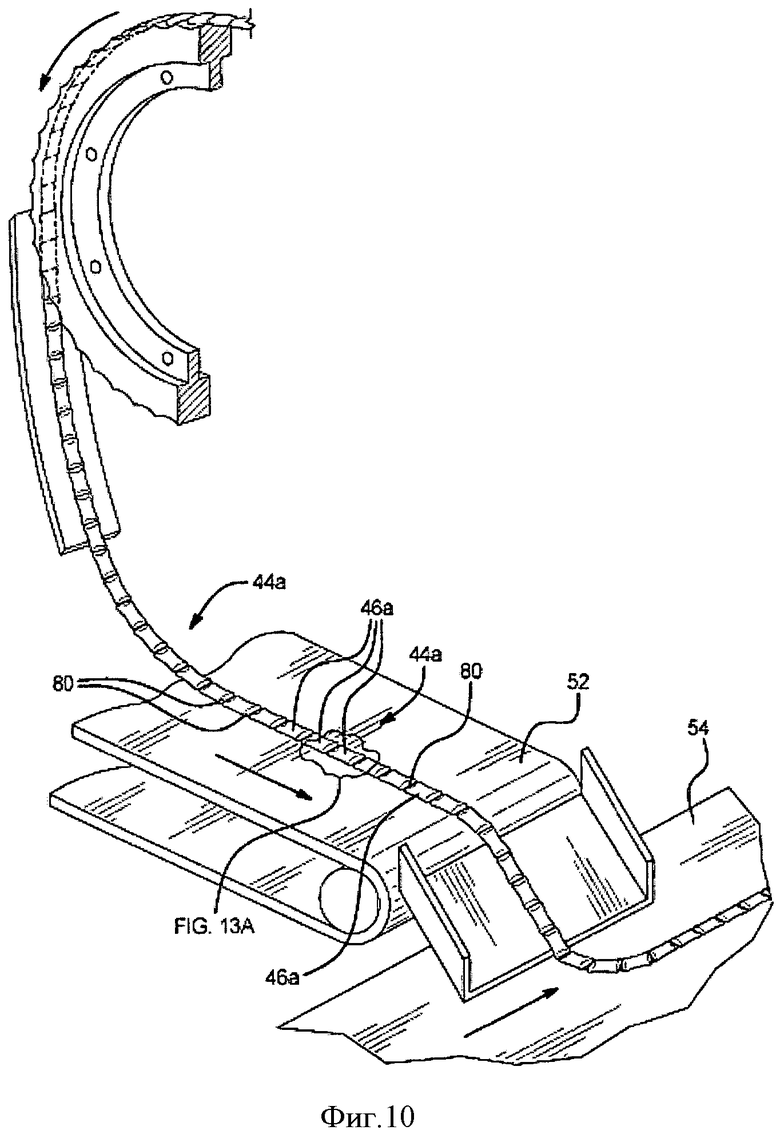
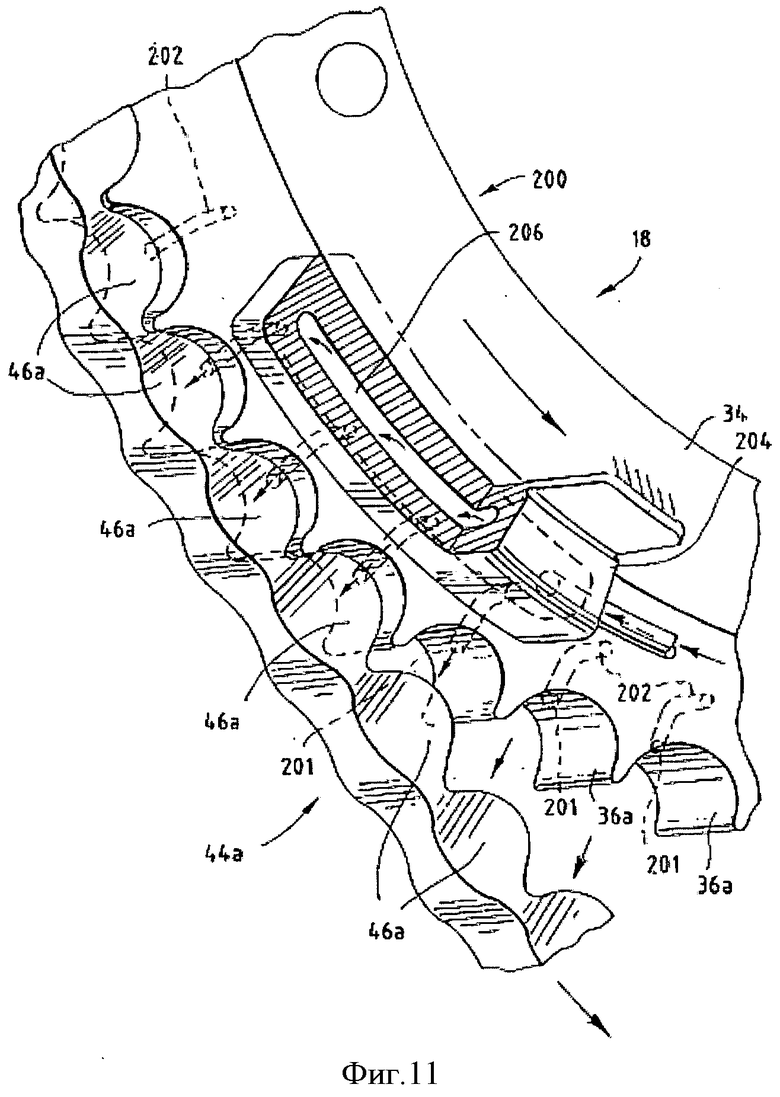
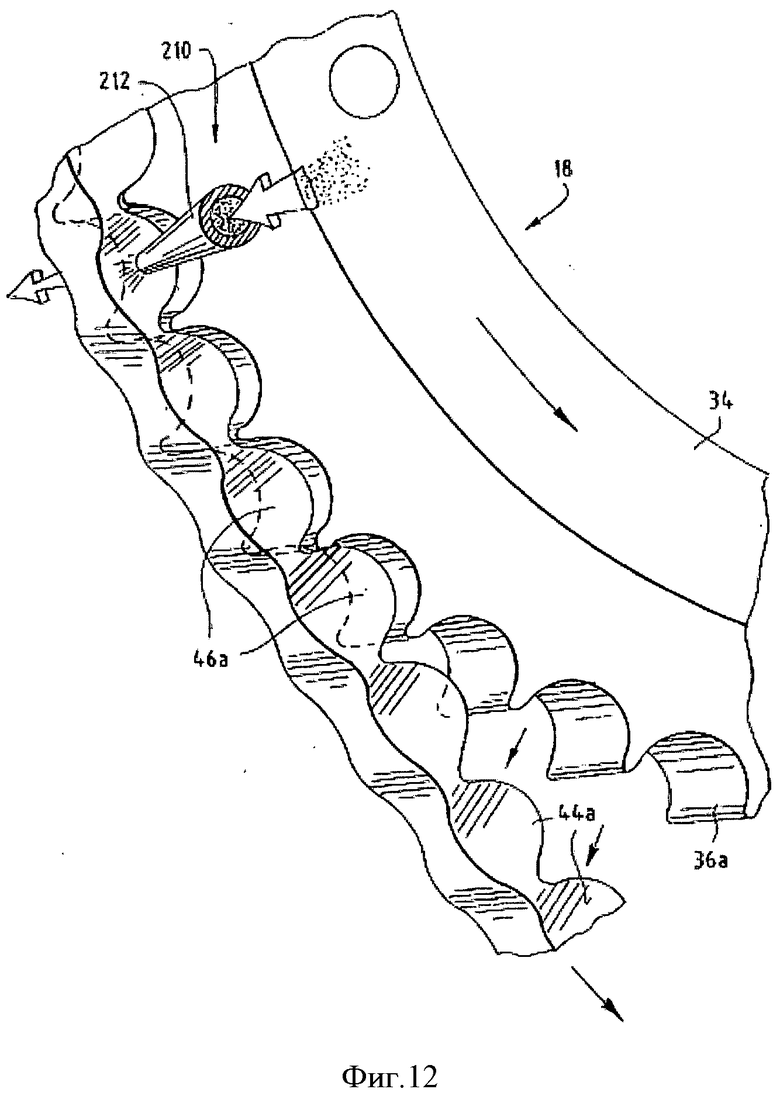
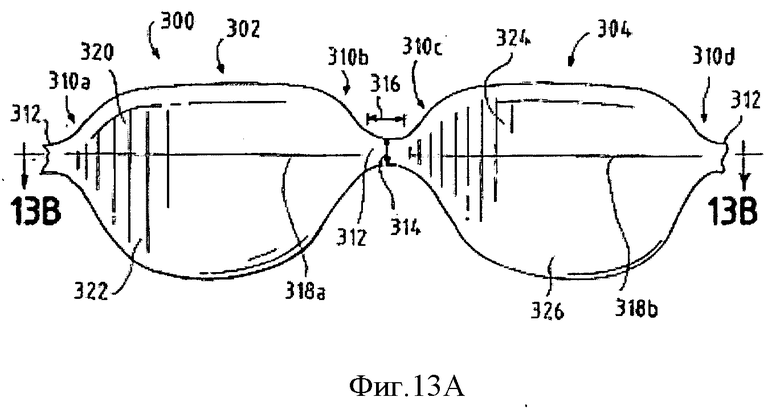
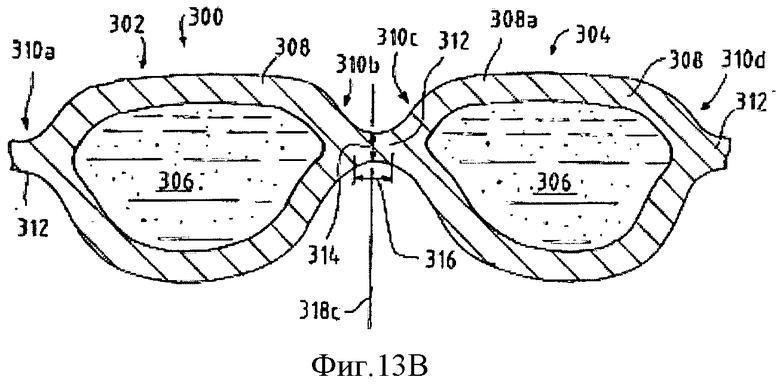
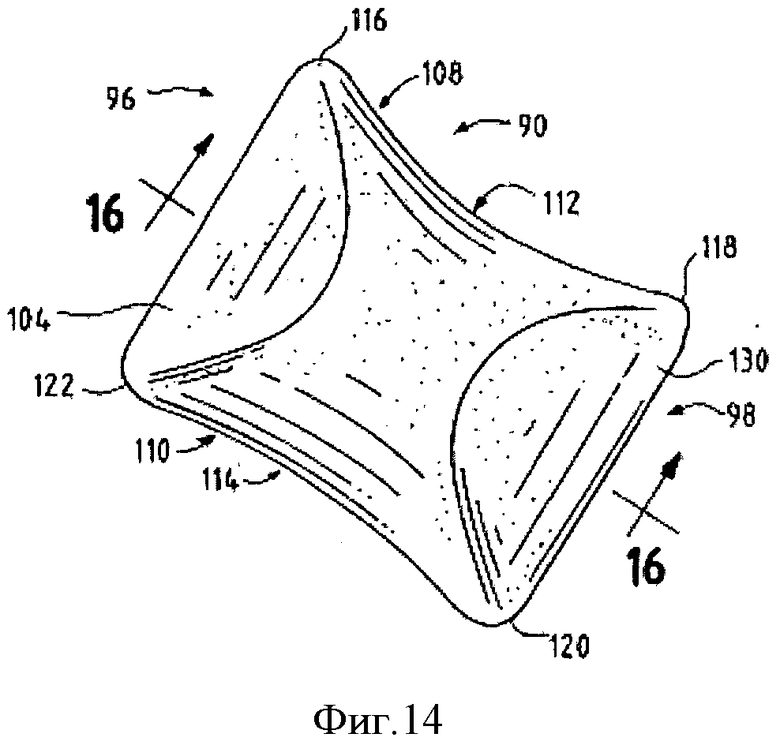
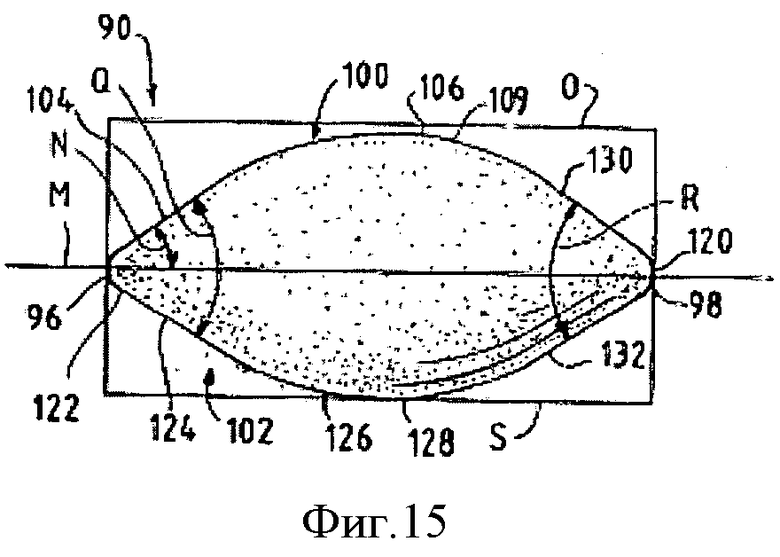
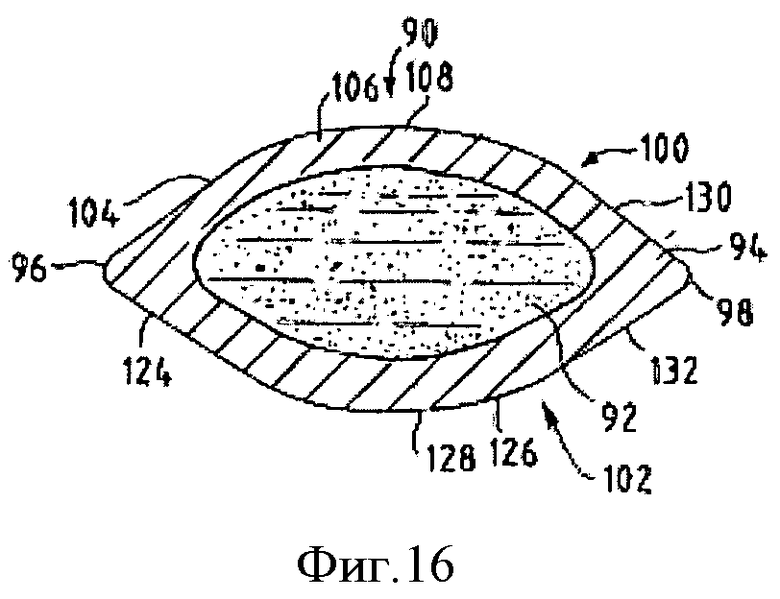
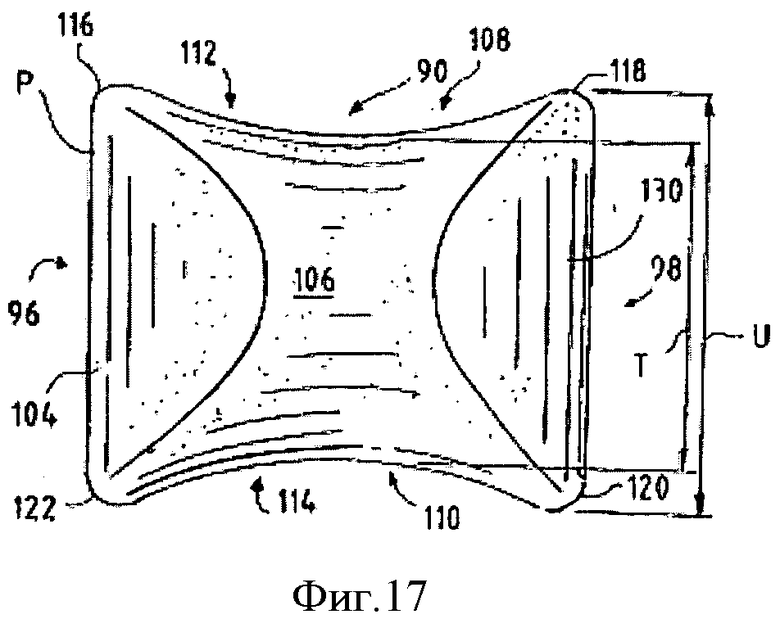
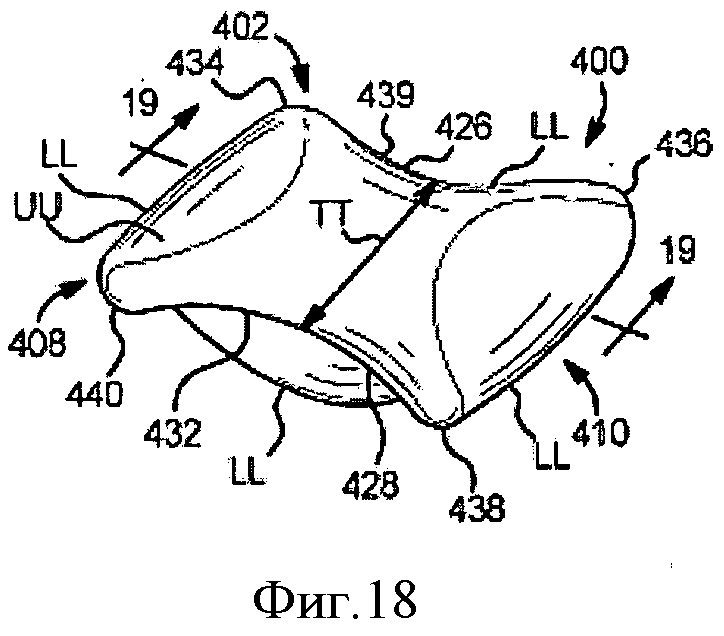
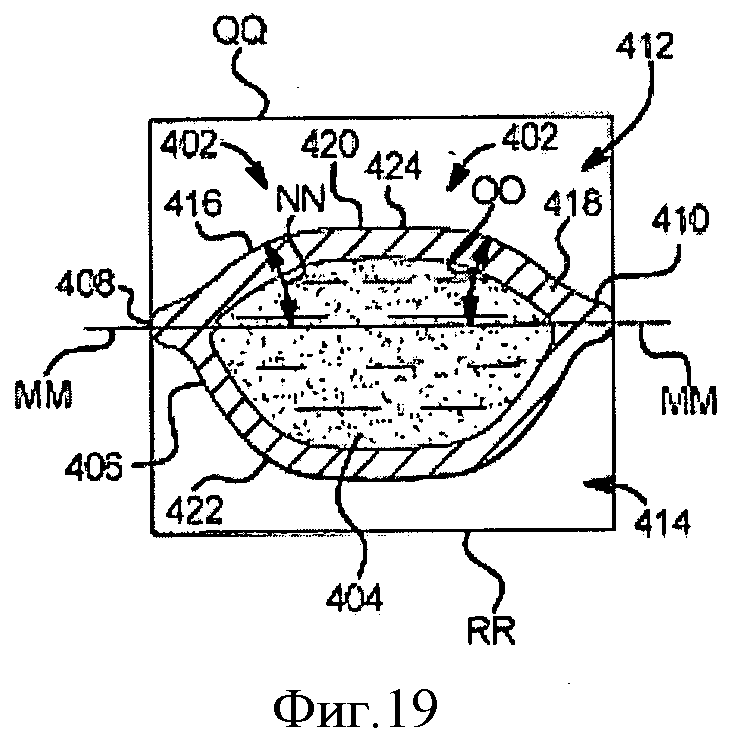
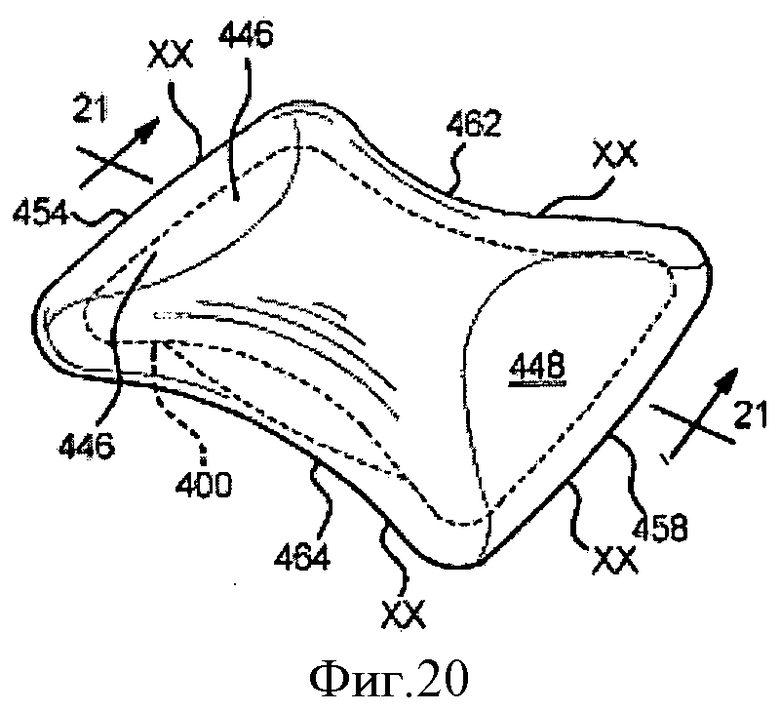
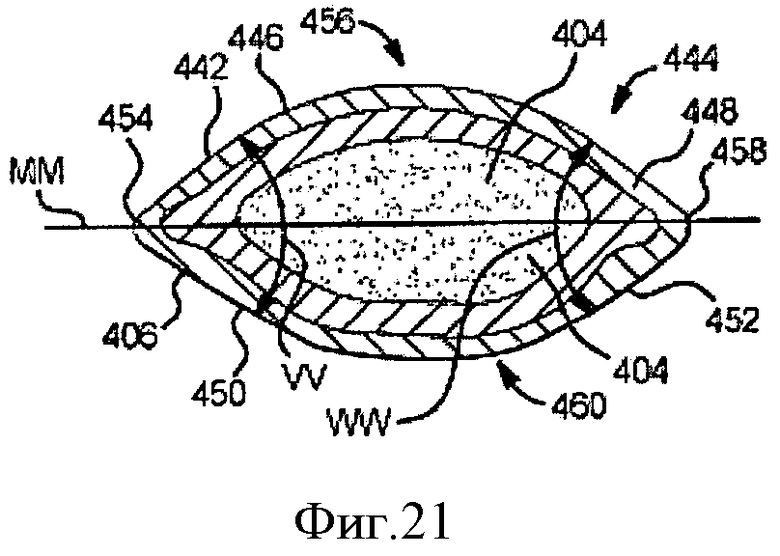
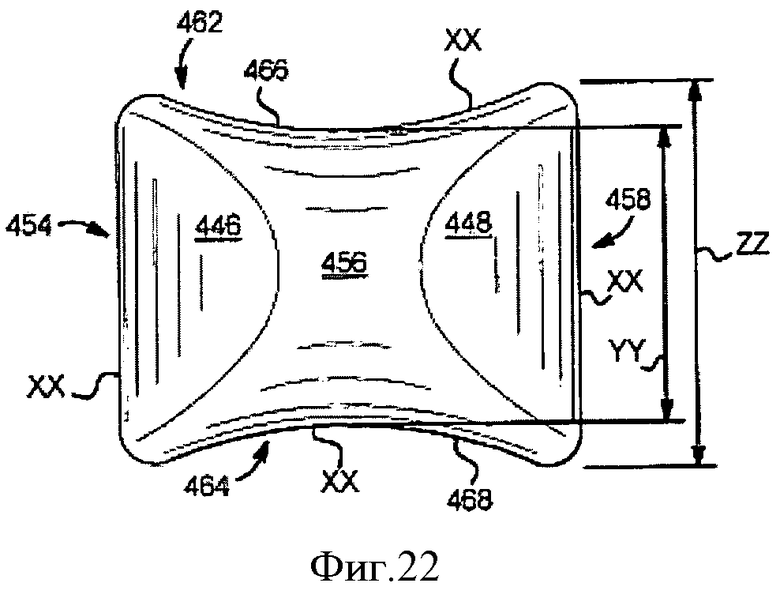
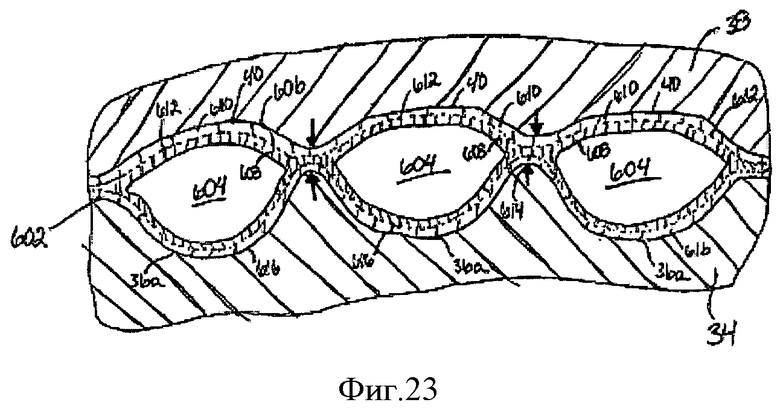
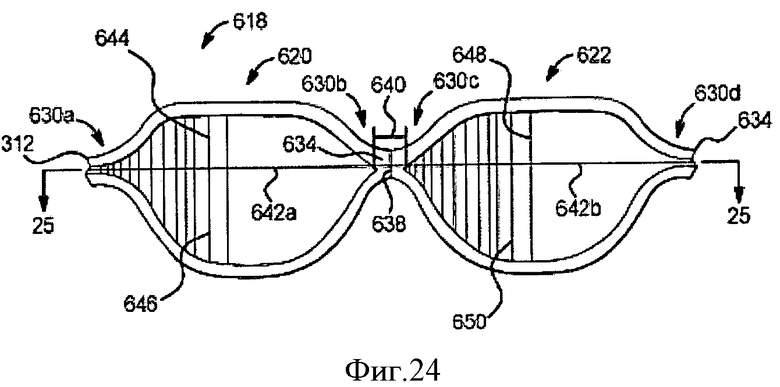
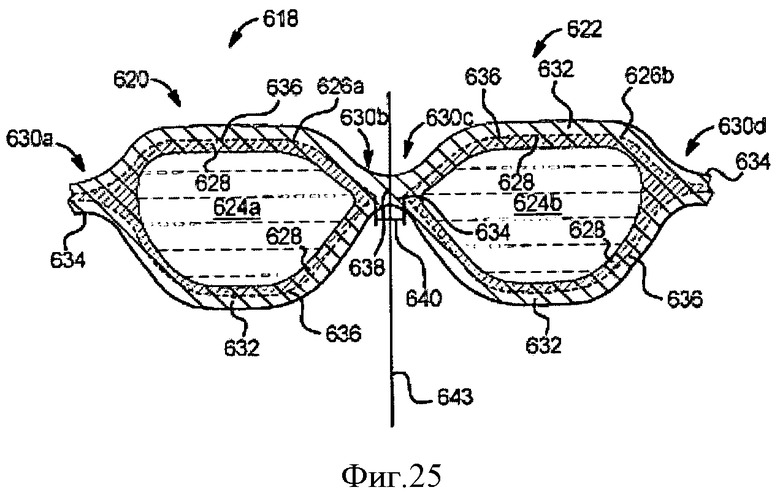
Изобретение относится к кондитерской промышленности. Способ включает обеспечение жгута из жевательной резинки с начинкой и подачу жгута в формующее устройство. В формующем устройстве обжимают жгут во многих местах для формирования множества частей из жевательной резинки с начинкой. Причем температуру внешнего слоя оболочки из жевательной резинки поддерживают в диапазоне от 20 до 50°C. В диапазоне температур от 20 до 50°C обеспечивается удерживание материала начинки в оболочке. А температуру внутреннего слоя оболочки из жевательной резинки поддерживают на уровне, обеспечивающем склеивание частей внутреннего слоя для формирования перемычки при обжатии. Причем температура внутреннего слоя по меньшей мере на 1°C выше температуры внешнего слоя. Также предложены другие варианты способа изготовления жевательной резинки с начинкой. Изобретение позволяет снизить количество брака при производстве и повысить производительность оборудования. 4 н. и 20 з.п. ф-лы, 25 ил., 1 табл.
1. Способ изготовления изделия из жевательной резинки, содержащего оболочку из жевательной резинки и материал начинки, включающий запечатывание края изделия из жевательной резинки, когда температура материала начинки превышает температуру оболочки из жевательной резинки по меньшей мере на 1°C.
2. Способ по п.1, включающий запечатывание противолежащих краев изделия из жевательной резинки для формирования запечатанной части из жевательной резинки с начинкой.
3. Способ по п.2, включающий подачу изделия из жевательной резинки между первым формующим элементом и вторым формующим элементом, который выполнен с возможностью взаимодействовать с первым формующим элементом, осуществление запечатывания и высвобождение запечатанной части из жевательной резинки с начинкой по меньшей мере из одного формующего элемента.
4. Способ по п.1, в котором разница температур материала начинки и оболочки из жевательной резинки составляет по меньшей мере 1°C.
5. Способ по п.4, в котором разница температур материала начинки и оболочки из жевательной резинки составляет по меньшей мере 3°C.
6. Способ по п.4, в котором разница температур материала начинки и оболочки из жевательной резинки составляет по меньшей мере 4°C.
7. Способ по п.4, в котором разница температур материала начинки и оболочки из жевательной резинки составляет по меньшей мере 5°C.
8. Способ по п.1, в котором разница температур возникает в результате нагрева материала начинки.
9. Способ по п.1, включающий охлаждение внешней части оболочки из жевательной резинки до температуры, находящейся в диапазоне от 30°C до 40°C.
10. Способ по п.9, в котором внешнюю часть оболочки охлаждают подачей на нее охлажденного воздуха.
11. Способ изготовления изделия из жевательной резинки с начинкой, включающий:
нагрев жидкой композиции в диапазоне от 40 до 60°C;
получение с использованием процесса совместной экструзии жгута из жевательной резинки с начинкой, содержащего оболочку из композиции жевательной резинки и начинку из жидкой композиции, причем температура материала оболочки ниже температуры материала начинки, когда жгут из жевательной резинки с начинкой выходит из коэкструдера, по меньшей мере на 1°C;
сдавливание жгута с начинкой в первом месте для формирования первой перемычки;
сдавливание жгута с начинкой во втором месте для формирования второй перемычки и
разделение жгута по первой и второй перемычкам для получения части из жевательной резинки с начинкой.
12. Способ по п.11, включающий нагрев жидкой композиции, представляющей собой начинку, до температуры, находящейся в диапазоне от 45°C до 55°C.
13. Способ по п.11, в котором температура материала оболочки по меньшей мере на 1°C ниже температуры материала начинки, когда жгут из жевательной резинки с начинкой выходит из коэкструдера.
14. Способ по п.13, в котором температура материала оболочки по меньшей мере на 2°C ниже температуры материала начинки, когда жгут из жевательной резинки с начинкой выходит из коэкструдера.
15. Способ по п.13, в котором температура материала оболочки по меньшей мере на 3°C ниже температуры материала начинки, когда жгут из жевательной резинки с начинкой выходит из коэкструдера.
16. Способ по п.13, в котором температура материала оболочки по меньшей мере на 4°C ниже температуры материала начинки, когда жгут из жевательной резинки с начинкой выходит из коэкструдера.
17. Способ по п.13, в котором температура материала оболочки по меньшей мере на 5°C ниже температуры материала начинки, когда жгут из жевательной резинки с начинкой выходит из коэкструдера.
18. Способ изготовления изделия из жевательной резинки с начинкой, включающий:
обеспечение жгута из жевательной резинки с начинкой, содержащего оболочку из жевательной резинки и материал начинки;
подачу жгута из жевательной резинки с начинкой в формующее устройство и
обжатие жгута из жевательной резинки с начинкой в формующем устройстве во многих местах для формирования множества частей из жевательной резинки с начинкой, причем температура внешнего слоя оболочки из жевательной резинки поддерживается в диапазоне от 20 до 50°C, при котором обеспечивается удерживание материала начинки в оболочке, а температура внутреннего слоя оболочки из жевательной резинки поддерживается на уровне, при котором обеспечивается склеивание частей внутреннего слоя для формирования перемычки при обжатии, причем температура внутреннего слоя по меньшей мере на 1°C выше температуры внешнего слоя.
19. Способ по п.18, включающий нанесение покрытия на части из жевательной резинки с начинкой.
20. Способ по п.18, включающий формование жгута из жевательной резинки с начинкой с использованием процесса коэкструзии.
21. Способ по п.18, в котором разница температур между внутренним и внешним слоями оболочки из жевательной резинки составляет по меньшей мере 5°C.
22. Жгут из жевательной резинки для изготовления изделия из жевательной резинки с начинкой, содержащий:
оболочку из жевательной резинки и центральную часть из материала начинки;
причем оболочка из материала жевательной резинки содержит внутренний и внешний слои и разница температур внутреннего и внешнего слоев находится в диапазоне от 2°C до 15°C, причем температура материала начинки превышает температуру оболочки на 1°C.
23. Жгут из жевательной резинки по п.22, содержащий обжатые части.
24. Жгут из жевательной резинки по п.23, в котором обжатые части запечатаны.
| Топчак-трактор для канатной вспашки | 1923 |
|
SU2002A1 |

