Область техники
Настоящее изобретение относится к системе для изготовления пищевых продуктов с жидкой начинкой, а именно к системе непрерывного производства пищевых продуктов с содержащей воздух жидкой начинкой в центре.
Уровень техники
В последние годы, существовала возросшая потребность в жевательной резинке с жидкой начинкой или жевательной резинке или других кондитерских изделиях с начинкой в центре. Эти изделия обычно включают твердую наружную часть, то есть внешнюю оболочку, и мягкую жидкую центральную часть. Наружная часть может быть выполнена из нескольких типов жвачки, жевательной резинки, леденцов или материала, содержащего муку в качестве основного ингредиента, в то же время жидкая центральная часть обычно может быть выполнена из ароматизированного материала, имеющего сиропообразную вязкость.
В настоящее время были проведены исследования состава жевательной резинки с жидким центром (WO 2009/020219 и WO 2009/020227). Кроме того, множество механизмов и систем для изготовления жевательной резинки с жидкой начинкой и других кондитерских продуктов известны (опубликованные заявки Японии 2004-506434 и 2004-508024).
Опубликованная заявка Японии 2004-506434 раскрывает систему непрерывного производства покрытых кусочков жевательной резинки с жидкой начинкой, содержащую: экструдер и механизм наполнения сердцевины непрерывного производства жгута из материала жевательной резинки с начинкой в центре; таблетирующий механизм, имеющий первое вращающееся цепное звено с множеством штамповочных желобов на нем, и второй цепной механизм, имеющий второе множество штамповочных желобов на нем, причем упомянутое первое и второе множество штамповочных желобов расположены, чтобы зацеплять формующие штамповочные полости, для образования отдельных кусочков таблетированной жевательной резинки; охлаждающий механизм для охлаждения сформированных кусочков жевательной резинки с начинкой в центре; глазирующий механизм для нанесения твердого покрытия на сформированные кусочки материала жевательной резинки с начинкой в центре; причем каждый штамповочный желоб имеет поверхность с по существу изогнутой формой, в которых кусочки жевательной резинки с жидкой начинкой формуются с изогнутой и неплоской внешней формой.
Опубликованная заявка Японии 2004-508024 раскрывает систему непрерывного производства кусочков жевательной резинки с жидкой начинкой, содержащую: вращающийся барабанный механизм, причем барабанный механизм имеет штамповочное кольцо и режущее кольцо; причем штамповочное кольцо имеет первое множество половин штамповочных элементов, расположенных на его внешней периферии; причем режущее кольцо имеет второе множество половин штамповочных элементов, расположенных на его внутренней периферии, причем один элемент из второго множества половин штамповочных элементов зацепляется с одним элементом первого множества половин штамповочных элементов, чтобы образовать круглые штамповочные полости, когда барабанный механизм вращается; причем каждая зацепляющаяся пара половин штамповочных элементов имеет пару поршней, связанных с ними, для проникновения в зацепленные половины штамповочных элементов и сжатия кусочков жевательной резинки, расположенных в них, и кулачковые механизмы для приведения в действие поршней; средство охлаждения для охлаждения первого и второго множества половин штамповочных элементов с охлаждающей жидкостью, для того чтобы снизить прилипание материала жевательной резинки к половинам штамповочных элементов; средство нагрева, для поддерживания поршней и кулачковых механизмов при температурах выше температур упомянутого первого и второго множества половин штамповочных элементов.
Однако конструкция системы непрерывного производства жевательной резинки с жидкой начинкой в центре требует дополнительного увеличения показателя наполнения жидкостью и мер для предотвращения утечки жидкости, наполненной в жевательную резинку традиционным способом.
Сущность изобретения
Традиционная система для изготовления жевательной резинки с жидкой начинкой в центре (жевательная резинка с начинкой в центре), изготавливает жевательную резинку выпусканием жгута жевательной резинки, наполненного только жидкостью в процессе приготовления жгута жевательной резинки, содержащего жидкость, и формованием и нарезанием жгута жевательной резинки на кусочки в виде подушечек после остывания. Однако эта производственная система часто изготавливает жевательную резинку с утечками жидкости в жевательной резинке после формования.
Жевательная резинка с начинкой в центре образуется в виде изделия, имеющего тонкую часть, и когда кусочек жевательной резинки одновременно сжимается двумя поршнями, которые образуют готовую форму изделия, материал жидкой начинки может вытечь или быть выдавлен из кусочка жевательной резинки. Кусочек жевательной резинки с утечкой (называемый «изделие с утечкой») нежелателен, поскольку утечки жидкого материала могут вызывать проблемы при работе машины и проблемы при дальнейшей транспортировке и упаковке кусочка жевательной резинки. Жевательная резинка с утечкой обычно неприемлема в качестве коммерческого продукта. Ясно, что, когда пользователь имеет дело с протекающим кусочком жевательной резинки с начинкой в центре, пользователь неподходяще пачкается.
Дополнительно, утечка жидкости снижает выход готовой продукции жевательной резинки и также вызывает неудобство с точки зрения сохранения свойств жевательной резинки.
Таким образом, неудобство, вызванное утечкой жидкости, необходимо устранить.
Настоящее изобретение имеет задачей увеличение показателя наполнения жидким материалом такого пищевого продукта с жидкой начинкой и предотвращение утечки жидкого материала.
Вышеописанная задача решается уникальной и новой установкой для формования пищевого продукта с жидкой начинкой, системой и способом согласно настоящему изобретению.
Настоящее изобретение включает экструдирование, корректировку размера и гранулирующую систему, которая изготавливает гранулированный пищевой продукт с жидкой начинкой, причем центр наполняется более быстро и эффективно, при меньших затратах. Система для формования пищевого продукта с жидкой начинкой включает экструдер и систему наполнения сердцевины, которая может принимать материал пищевого продукта с жидкой начинкой, экструдированного в виде жгута или ленты.
Настоящее изобретение относится к системе непрерывного изготовления пищевых продуктов с жидкой начинкой в центре, отличающейся тем, что наполнение жидким материалом и всасывание атмосферного воздуха выполняется одновременно при экструзии жгута пищевого продукта.
Настоящее изобретение также относится к системе непрерывного изготовления пищевых продуктов с жидкой начинкой в центре, отличающейся тем, что сопло (называемое «внутренним соплом»), которое наполняет жидкий материал, обеспечено в сопле (называемом «наружное сопло»), которое выпускает пищевые продукты, и труба, которая всасывает воздух, помещена во внутреннем сопле.
Настоящее изобретение дополнительно относится к системе, отличающейся тем, что труба, которая всасывает воздух, не имеет устройства, которое принудительно подает воздух.
Настоящее изобретение дополнительно относится к вышеописанной системе, в которой жидкий материал выбран из группы, состоящей из сиропа, содержащего сахар или сахарный спирт в качестве основного ингредиента, материала из фруктов, овощей или подобного, переработанного в жидкость, и шоколада или шоколадных продуктов, и пищевой продукт выбран из группы, состоящей из леденца, жевательной резинки и материала, содержащего муку в качестве основного ингредиента.
Настоящее изобретение дополнительно относится к вышеописанной системе, отличающейся тем, что наружное сопло имеет овальную или круглую форму площадью от 40 до 70 мм2 и ингредиентный выход от 50 до 80%, внутреннее сопло имеет овальную или круглую форму площадью от 10 до 30 мм2 и ингредиентный выход от 18 до 40%, и воздушная труба имеет овальную или круглую форму площадью от 1 до 7 мм2 и ингредиентный выход от 2 до 10%.
Настоящее изобретение дополнительно относится к вышеописанной системе, отличающейся тем, что наружное сопло имеет овальную или круглую форму площадью от 52 до 55 мм2 и ингредиентный выход от 65 до 74%, внутреннее сопло имеет овальную или круглую форму площадью от 15 до 24 мм2 и ингредиентный выход от 22 до 29%, и воздушная труба имеет овальную или круглую форму площадью от 3 до 5 мм2 и ингредиентный выход от 4 до 6%.
Краткое описание чертежей
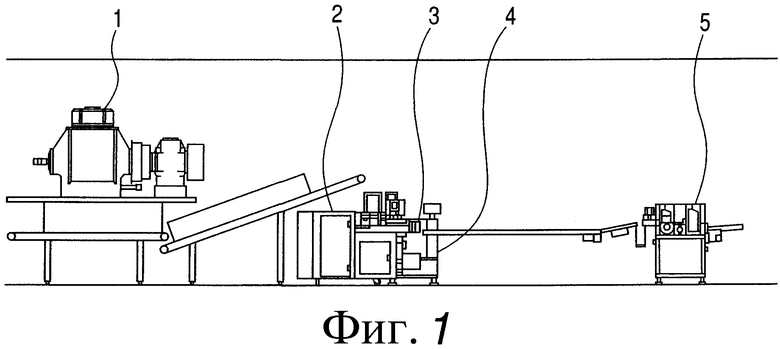
Фиг.1 - схематичный вид способа, системы и устройства согласно настоящему изобретению.
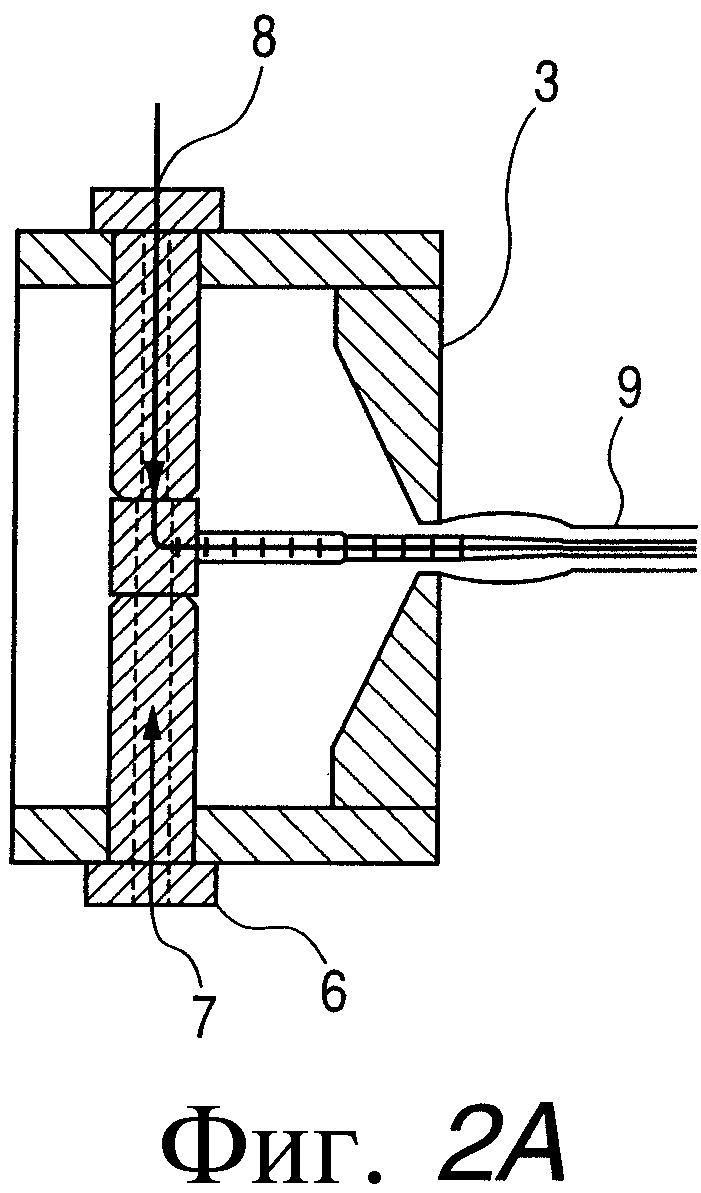
Фиг.2A и 2B - схематичные виды механизма наполнения жидкостью и подачи воздуха при приготовлении пищевого продукта с жидкой начинкой с воздухом согласно настоящему изобретению.
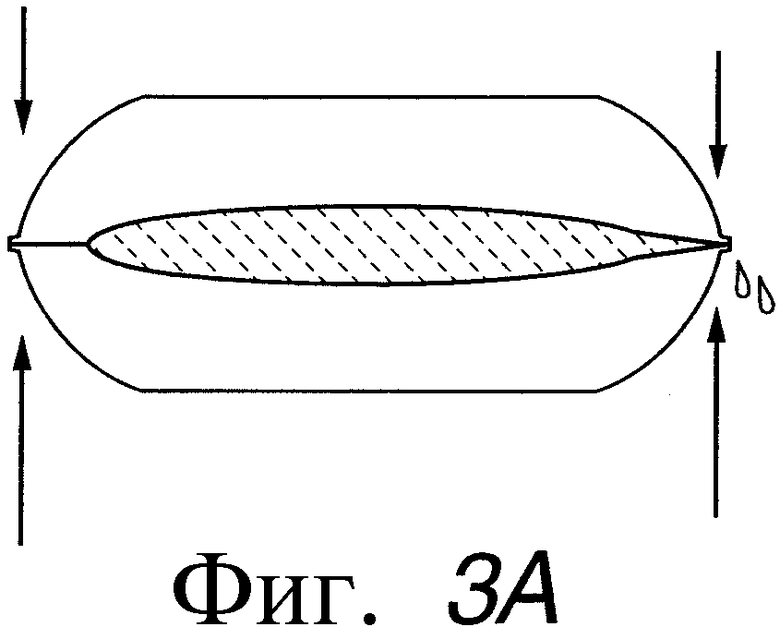
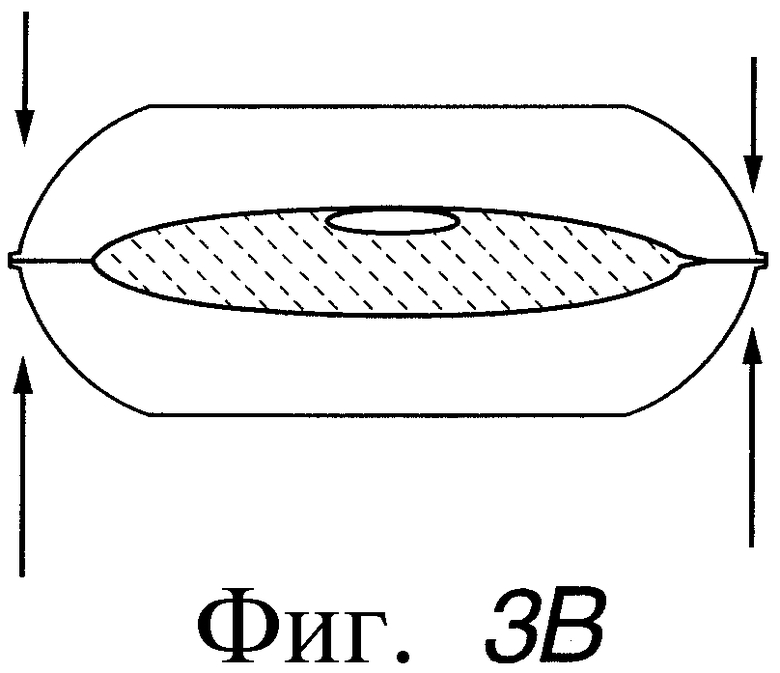
Фиг.3A - вид в сечении жевательной резинки, показывающий утечку жидкости жевательной резинки с жидкой начинкой согласно традиционному способу, и
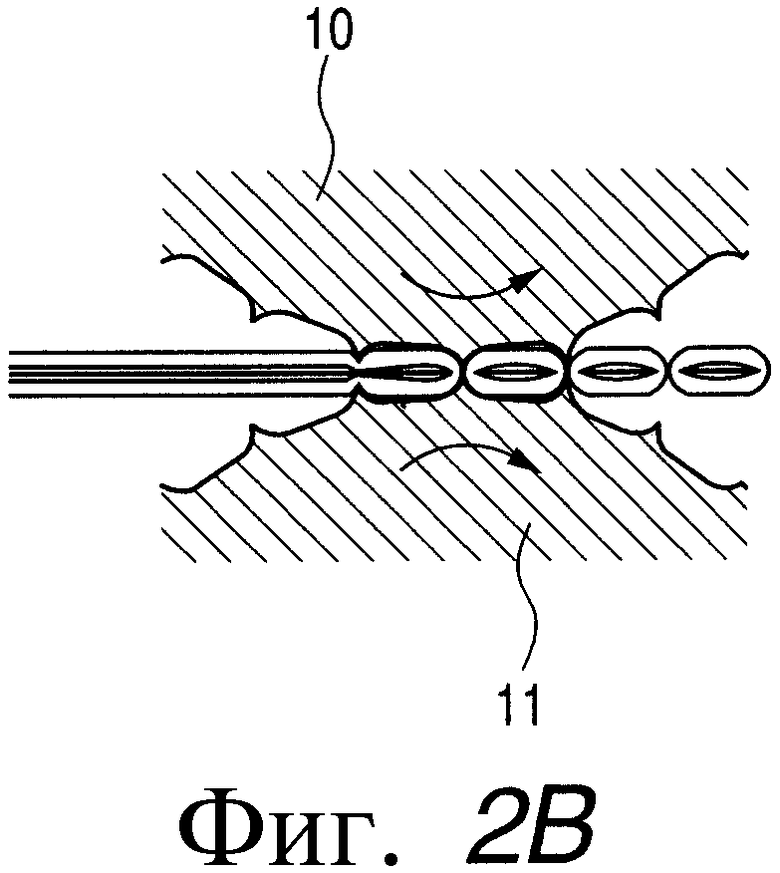
Фиг.3B - вид в сечении жевательной резинки, показывающий жевательную резинку с жидкой начинкой с воздухом согласно настоящему изобретению.
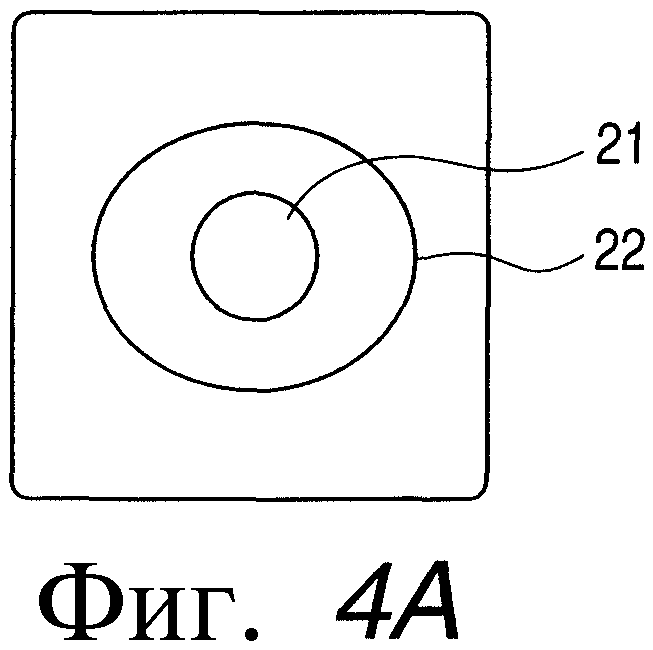
Фиг.4A - вид сверху участка сопла, используемого при подготовке Испытания 1,
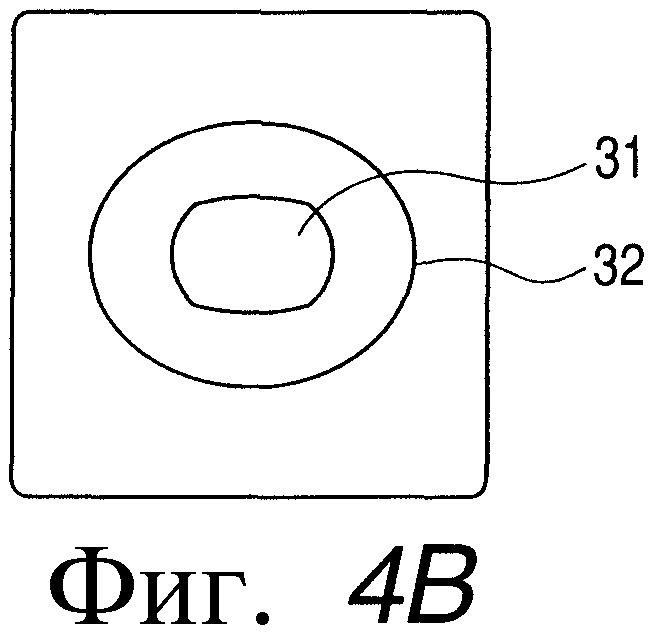
Фиг.4B - вид сверху участка сопла, используемого при подготовке Испытания 2,
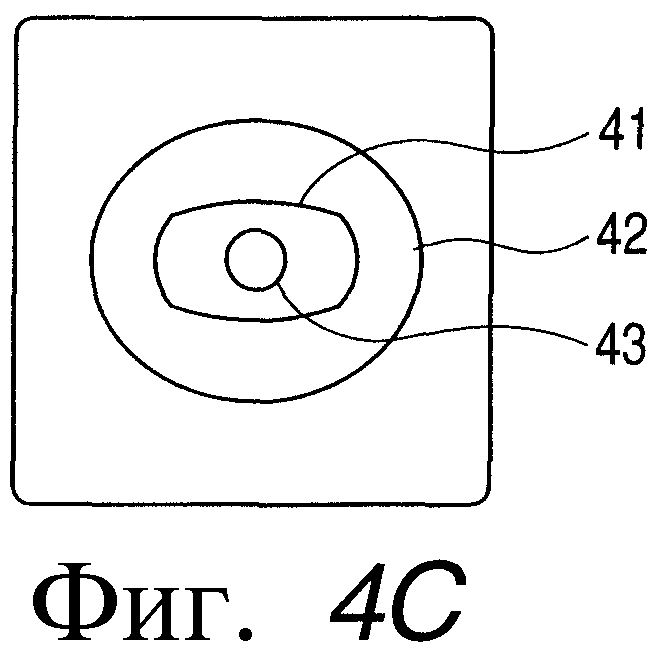
Фиг.4C - вид сверху участка сопла, используемого при подготовке Испытания 3 и 4, и
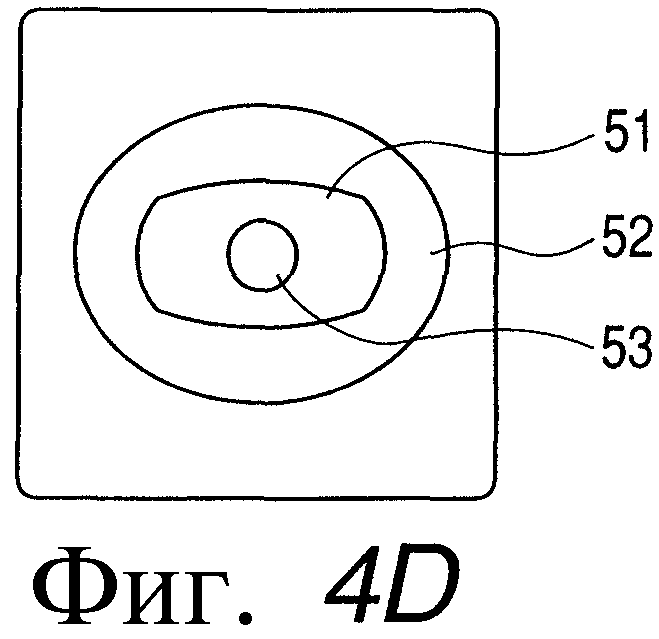
Фиг.4D - вид сверху участка сопла, используемого при подготовке Испытания 5.
Предпочтительные варианты выполнения изобретения
На Фиг.1 схематично представлены способ, система и устройство по изобретению.
Позицией 1 обозначена мешалка для перемешивания материала пищевого продукта. Позицией 2 обозначен экструдер, 3 - сопло экструдера и 4 - центронаполнитель для подачи жидкого материала. Жгут пищевого продукта с жидкой начинкой с воздухом приготавливается и экструдируется экструдером. Позицией 5 обозначено формующее устройство, которое содержит боковое лезвие для разрезания подаваемого жгута пищевого продукта с жидкой начинкой с воздухом и разделяет этими процессами жгут на отдельные кусочки пищевых продуктов с жидкой начинкой с воздухом.
Экструдер 2 включает механизм наполнения жидкостью с воздухом. Механизм наполнения жидкостью с воздухом используется для введения воздуха и потока жидкого материала в сердцевину материала пищевого продукта, когда материал пищевого продукта формуется и выдавливается экструдером. Обычно механизм для жевательной резинки с жидкой начинкой в центре (так называемая жвачка с жидким центром) и других кондитерских изделий был известен в этой области техники (опубликованные заявки Японии 2004-506434 и 2004-508024).
Однако механизм наполнения жидкостью с воздухом для пищевого продукта с жидкой начинкой в центре, дополнительно содержащего воздух в жидкости (так называемый пищевой продукт с жидкой начинкой с воздухом), как в настоящем изобретении, не был известен.
Далее, механизм наполнения жидкостью с воздухом для пищевого продукта с жидкой начинкой с воздухом по изобретению будет описан подробно ниже.
Участок сопла 3 экструдера 2 усовершенствован, как показано на Фиг.2A. На участке сопла экструдера обеспечена труба 6 для введения жидкого материала, расположенная перпендикулярно направлению экструзии наполненного пищевого продукта и приготовления жгута 9 пищевого продукта. Эта труба обеспечена для введения жидкого материала 7 снизу в жевательную резинку перпендикулярно направлению экструзии жгута пищевого продукта.
Кроме того, обеспечена труба 8 для введения воздуха в жидкий материал в пищевом продукте, расположенная над трубой 6 для введения жидкого материала.
Труба 6 для введения жидкого материала и труба 8 для введения воздуха загнуты в направлении подачи жгута пищевого продукта на центральной оси направления подачи и подают жидкий материал и воздух в жгут пищевого продукта, и таким образом жгут 9 пищевого продукта с жидкой начинкой с воздухом выдавливается и приготавливается. Приготовленный жгут пищевого продукта с жидкой начинкой с воздухом перемещается и вводится в боковое лезвие, включающее верхний валок 10 и нижний валок 11 на Фиг.2B. Скорость перемещения составляет от 10 до 20 м/мин. Затем боковое лезвие, которое отрезает участок пищевого продукта, в то же время сжатие, соединяющее участок пищевого продукта, разделяет жгут пищевого продукта с жидкой начинкой с воздухом на отдельные кусочки пищевого продукта для получения кусочков пищевого продукта с жидкой начинкой с воздухом.
Для традиционной жевательной резинки с жидкой начинкой в центре, изготовленной используя экструдер, который не включает трубу для введения воздуха, как в настоящем изобретении, при формовании задней стороны жгута жевательной резинки в направлении перемещения в виде подушечки и разрезании жгута жевательной резинки на отдельные кусочки, жидкость, заполненная с передней стороны жгута жевательной резинки в направлении перемещения, выдавливается, легко вызывая утечку жидкости (Фиг.3A).
В отличие от этого в настоящем изобретении труба для введения воздуха встроена в механизм экструдера, чтобы получить жгут пищевого продукта с жидкой начинкой с воздухом, как описано выше, и производить готовые отдельные кусочки пищевого продукта с жидкой начинкой с воздухом последовательным непрерывным способом изготовления. В этом случае жидкий материал не вытекает из кусочков пищевого продукта (Фиг.3B).
Жидкий материал не вытекает из пищевого продукта с жидкой начинкой с воздухом, полученного способом настоящего изобретения. Это может объясняться тем, что атмосферный воздух вводится одновременно с введением жидкого материала, чтобы образовать пространство в области жидкого материала в пищевом продукте и, таким образом, давление на жидкий материал при формовании может быть спущено в полость, чтобы значительно снизить давление на весь сформированный пищевой продукт, и давление может быть спущено в сторону жгута пищевого продукта с жидкой начинкой с воздухом, соединяющуюся с окружающей средой, тем самым предотвращая утечку жидкого материала.
Таким образом, настоящее изобретение имеет значительный технический признак в том, что способ одновременного всасывания атмосферного воздуха и жидкого материала в жгут пищевого продукта используется, чтобы обеспечить пространство в жгуте пищевого продукта, чтобы снизить давление на жидкий материал при формовании и разрезании, чтобы предотвратить утечку жидкого материала наружу.
Затем модификация сопла экструдера согласно настоящему изобретению будет описана.
Модификация сопла подачи воздуха пищевого продукта, образующая расположение:
крепление внутреннего сопла было просверлено, чтобы вставить трубу для введения воздуха. Обработанная деталь была помещена на верхнем участке внутреннего сопла экструдера, и труба для смолы была вставлена в обработанную деталь как труба для введения воздуха и закреплена.
Модификация сопла подачи воздуха пищевого продукта состоит в следующем:
(i) труба для введения жидкого материала расположена под экструдером.
(ii) Внутреннее сопло прикреплено к экструдеру, и труба для введения атмосферного воздуха вставлена во внутреннее сопло.
(iii) Труба для введения воздуха пропущена через верхний участок экструдера, и обеспечен патрубок, выполненный для фиксации этой трубы.
(iv) Наконец, наружное сопло для пищевого продукта установлено на экструдер, чтобы завершить конфигурацию сопла подачи воздуха.
Различные типы внутренних сопел экструдера были изготовлены, как описано ниже, и были исследованы участки сопел, которые могут обеспечить предпочтительный пищевой продукт с жидкой начинкой с воздухом.
Во всех испытаниях в качестве жидкого материала был использован сироп, содержащий сахарный спирт, и в качестве пищевого продукта была использована жевательная резинка.
Сравнительный пример 1
Испытание 1 (без подачи воздуха) проводили, используя внутреннее сопло (участок введения жидкости), имеющее круглую форму площадью 13 мм2 (ингредиентный коэффициент составляет 20%), и наружное сопло (участок выпуска жевательной резинки), имеющее овальную форму площадью 53 мм2 (ингредиентный коэффициент составляет 80%).
Вид сверху участка сопла, использованного при приготовлении в Испытании 1, показан на Фиг.4A. На Фиг.4A, позицией 21 обозначено внутреннее сопло, а позицией 22 обозначено наружное сопло.
В этом случае показатель наполнения жидкостью жевательной резинки составлял 6% и доля утечки составляла 90%.
Сравнительный пример 2
Испытание 2 (без подачи воздуха) проводилось для снижения доли утечки в Испытании 1. Испытание 2 проводилось, используя внутреннее сопло (участок введения жидкости), имеющее овальную форму площадью 20 мм2 (ингредиентный коэффициент составляет 30%), и наружное сопло (участок выпуска жевательной резинки), имеющее овальную форму площадью 46 мм2 (ингредиентный коэффициент составляет 70%).
Вид сверху участка сопла, использованного в Испытании 2, показан на Фиг.4B. На Фиг.4B, позицией 31 обозначено внутреннее сопло, а позицией 32 обозначено наружное сопло.
В этом случае показатель наполнения жидкостью жевательной резинки составлял 6% и доля утечки составляла 60%.
Когда коэффициент наполнения (участок введения жидкости) жгута жевательной резинки был увеличен, жгут жевательной резинки, выходящий из основного сопла экстрагирования, чрезмерно разрушался. Это ограничивало улучшение доли утечки.
Сравнительный пример 3
Испытание 3 проводилось, используя внутреннее сопло (участок введения жидкости), имеющее овальную форму площадью 15 мм2 (ингредиентный коэффициент составляет 22%), наружное сопло (участок выпуска жевательной резинки), имеющее овальную форму площадью 52 мм2 (ингредиентный коэффициент составляет 74%), и воздушную трубу (сжатый воздух), имеющую круглую форму площадью 3 мм2 (ингредиентный коэффициент составляет 4%), чтобы под давлением вводить воздух в жгут жевательной резинки и попробовать обеспечить пространство.
Вид сверху участка сопла, использованного при приготовлении в Испытании 3, показан на Фиг.4C. На Фиг.4C позицией 41 обозначено внутреннее сопло, позицией 42 обозначено наружное сопло и позицией 43 обозначена воздушная труба.
В этом случае показатель наполнения жидкостью составлял от 8 до 10% и доля утечки составляла 50%.
В Испытании 3 сжатый воздух от 0,05 до 1 МПа подавался, чтобы обеспечить пространство в жгуте жевательной резинки, наполненном жидкостью, но давление при формовании не могло быть спущено в сторону жгута жевательной резинки. Это ограничивало улучшение доли утечки.
Пример 1
Испытание 1 проводилось, используя атмосферный воздух, а не воздух, принудительно взятый из воздушной трубы при условиях сопла в Испытании 3.
В этом случае показатель наполнения жидкостью составлял от 8 до 10% и доля утечки составляла 3% или менее.
В Испытании 4, в отличие от Испытаний 2 и 3, пространство в жгуте жевательной резинки могло быть обеспечено и давление при формовании могло быть спущено, таким образом, получая идеальную структуру подачи воздуха.
Пример 2
Испытание 5 проводилось, используя внутреннее сопло (участок введения жидкости), имеющее овальную форму площадью 24 мм2 (ингредиентный коэффициент составляет 29%), наружное сопло (участок выпуска жевательной резинки), имеющее овальную форму площадью 55 мм2 (ингредиентный коэффициент составляет 65%), и воздушную трубу (атмосферный воздух), имеющую круглую форму площадью 5 мм2 (ингредиентный коэффициент составляет 6%), чтобы вводить полость в жидкость.
Вид сверху участка сопла, использованного при приготовлении в Испытании 5, показан на Фиг.4D. На Фиг.4D позицией 51 обозначено внутреннее сопло, позицией 52 обозначено наружное сопло и позицией 53 обозначена воздушная труба.
В этом случае показатель наполнения жидкостью составлял от 12 до 20% и доля утечки составляла 3% или менее и, таким образом, утечка жидкости могла быть значительно предотвращена.
Для традиционной жевательной резинки с жидкой начинкой в центре показатель наполнения жидкостью составлял от 1 до 30% и доля утечки жидкости составляла 90%. Дополнительно, когда использовалось овальное сопло, показатель наполнения жидкостью составлял от 1 до 30% и доля утечки жидкости составляла 60%. С другой стороны, для жевательной резинки с жидкой начинкой в центре настоящего изобретения, используя овальное сопло и структуру подачи воздуха, показатель наполнения жидкостью составлял от 1 до 30% и доля утечки жидкости составляла 3% или менее, таким образом, доля утечки жидкости могла быть значительно снижена.
Вышеописанный вариант выполнения показан только в качестве конкретного примера осуществления настоящего изобретения, и технический объем настоящего изобретения не должен толковаться ограничительно вариантом изобретения. В частности, настоящее изобретение может быть осуществлено различными способами в переделах его технической идеи или основных признаков.
Настоящая заявка имеет приоритет заявки Японии 2008-173366 от 02 июля 2008 г., которая полностью включена в данный документ путем ссылки.
| название | год | авторы | номер документа |
|---|---|---|---|
| КОНДИТЕРСКИЙ ПРОДУКТ И СПОСОБЫ ЕГО ПОЛУЧЕНИЯ | 2011 |
|
RU2522528C2 |
| КОНДИТЕРСКИЕ ИЗДЕЛИЯ И СПОСОБЫ ИХ ПОЛУЧЕНИЯ | 2011 |
|
RU2524182C2 |
| ЛЕДЕНЕЦ С НАЧИНКОЙ ИЗ ЖВАЧКИ С ОБОЛОЧКОЙ ИЗ ТВЕРДОЙ КАРАМЕЛИ | 2001 |
|
RU2283592C2 |
| КОНДИТЕРСКИЙ ПРОДУКТ, СОДЕРЖАЩИЙ АКТИВНЫЕ И/ИЛИ РЕАКЦИОННЫЕ КОМПОНЕНТЫ, И СПОСОБЫ ЕГО ПОЛУЧЕНИЯ | 2011 |
|
RU2524534C2 |
| КОНДИТЕРСКИЙ ПРОДУКТ, СОДЕРЖАЩИЙ АКТИВНЫЕ И/ИЛИ РЕАКЦИОННЫЕ КОМПОНЕНТЫ, И СПОСОБ ЕГО ПОЛУЧЕНИЯ | 2011 |
|
RU2572306C2 |
| КОНДИТЕРСКИЙ ПРОДУКТ И СПОСОБ ЕГО ПРОИЗВОДСТВА | 2009 |
|
RU2500173C2 |
| ЦЕПНОЙ РЕЗАТЕЛЬНЫЙ СТАНОК ДЛЯ НЕПРЕРЫВНОЙ ФОРМОВКИ ПОРЦИЙ ЖЕВАТЕЛЬНОЙ РЕЗИНКИ С ЦЕНТРАЛЬНЫМ НАПОЛНЕНИЕМ | 2007 |
|
RU2405371C2 |
| КОНДИТЕРСКОЕ ИЗДЕЛИЕ С НАЧИНКОЙ (ВАРИАНТЫ) И СПОСОБ ЕГО ПОЛУЧЕНИЯ | 2014 |
|
RU2647280C2 |
| КОНДИТЕРСКОЕ ИЗДЕЛИЕ С НАЧИНКОЙ (ВАРИАНТЫ) И СПОСОБ ЕГО ПОЛУЧЕНИЯ | 2018 |
|
RU2785018C2 |
| МАШИНА И СПОСОБ ИЗГОТОВЛЕНИЯ КОНДИТЕРСКОГО ПРОДУКТА | 2007 |
|
RU2452191C2 |
Изобретение относится к производству кондитерских и мучных кондитерских изделий. Предложен экструдер для непрерывного производства пищевых продуктов с жидким материалом в центре. Причем указанный пищевой продукт выбирают из карамели, жевательной резинки и содержащего муку в качестве основного ингредиента материала. А указанный жидкий материал выбирают из содержащего сахар или сахарный спирт в качестве основного ингредиента сиропа, материала фруктов, овощей или подобных плодов в жидком виде и шоколада или шоколадных продуктов. Экструдер содержит сопловый участок. Сопловый участок имеет наружное сопло для выпуска пищевого продукта, внутреннее сопло для введения жидкого материала в пищевой продукт и во внутреннем сопле размещена труба для подачи атмосферного воздуха. При этом одновременно с введением жидкого материала атмосферный воздух без принудительной подачи всасывается внутрь указанной трубы и внутрь образующего начинку жидкого материала. В результате получают жгут пищевого продукта с воздушно-жидкостной начинкой. Также предложен способ непрерывного производства такого пищевого продукта. Изобретение позволяет получать пищевые продукты с воздушно-жидкостной начинкой, предотвратить утечку жидкого материала наружу и тем самым снизить количество брака при формовании и упаковке продукта. 2 н. и 2 з.п. ф-лы, 9 ил., 5 пр.
1. Экструдер для непрерывного производства пищевого продукта, заполненного в центре жидким материалом,
причем указанный пищевой продукт выбран из группы, состоящей из карамели, жевательной резинки и материала, содержащего муку в качестве основного ингредиента; а указанный жидкий материал выбран из группы, состоящей из сиропа, содержащего сахар или сахарный спирт в качестве основного ингредиента, материала фруктов, овощей или подобных плодов, переработанного в жидкость, и шоколада или шоколадных продуктов,
при этом экструдер содержит сопловой участок, имеющий наружное сопло для выпуска пищевого продукта, снабженное внутренним соплом для введения жидкого материала в пищевой продукт,
отличающийся тем, что во внутреннем сопле размещена труба, находящаяся в сообщении с атмосферным воздухом, так что одновременно с введением жидкого материала атмосферный воздух без принудительной подачи всасывается внутрь указанной трубы и внутрь жидкого материала, образующего начинку, с получением жгута пищевого продукта, заполненного жидкостью с воздухом.
2. Экструдер по п.1, отличающийся тем, что наружное сопло имеет овальную или круглую форму с площадью от 40 до 70 мм2 и ингредиентный выход от 50 до 80%, внутреннее сопло имеет овальную или круглую форму площадью от 10 до 30 мм2 и ингредиентный выход от 18 до 40% и воздушная труба имеет овальную или круглую форму площадью от 1 до 7 мм2 и ингредиентный выход от 2 до 10%.
3. Экструдер по п.1, отличающийся тем, что наружное сопло имеет овальную или круглую форму с площадью от 52 до 55 мм2 и ингредиентный выход от 65 до 74%, внутреннее сопло имеет овальную или круглую форму площадью от 15 до 24 мм2 и ингредиентный выход от 22 до 29% и воздушная труба имеет овальную или круглую форму площадью от 3 до 5 мм2 и ингредиентный выход от 4 до 6%.
4. Способ непрерывного производства пищевого продукта, заполненного в центре жидким материалом,
причем указанный пищевой продукт выбран из группы, состоящей из карамели, жевательной резинки и материала, содержащего муку в качестве основного ингредиента; а указанный жидкий материал выбран из группы, состоящей из сиропа, содержащего сахар или сахарный спирт в качестве основного ингредиента, материала фруктов, овощей или подобных плодов, переработанного в жидкость, и шоколада или шоколадных продуктов,
в котором, с использованием экструдера по любому из пп.1-3, осуществляют одновременную экструзию пищевого продукта, жидкого материала в качестве начинки, и всасывание атмосферного воздуха внутрь начинки из жидкого материала с получением жгута пищевого продукта, заполненного жидкостью с воздухом.
| Пресс для выдавливания из деревянных дисков заготовок для ниточных катушек | 1923 |
|
SU2007A1 |
| МЕХАНИЗМ ДЛЯ ЗАХВАТА ЛЕГКОПОВРЕЖДАЕМЫХ ИЗДЕЛИЙ | 0 |
|
SU320580A1 |
| US 3857963 A1, 31.12.1974 | |||
| Походная разборная печь для варки пищи и печения хлеба | 1920 |
|
SU11A1 |
| Устройство для производства конфет с начинкой | 1969 |
|
SU747459A1 |

