ОБЛАСТЬ ТЕХНИКИ
Настоящее изобретение относится к способу подготовки соединения двух секций фюзеляжа (цилиндрических частей) летательного аппарата.
ПРЕДПОСЫЛКИ СОЗДАНИЯ ИЗОБРЕТЕНИЯ
Процесс изготовления коммерческого летательного аппарата включает подготовку соединения секций фюзеляжа. Известно, что подготовка соединения и само соединение являются сложными и достаточно продолжительными операциями, поскольку соединение должно быть точным и прочным. В частности, большая длина фюзеляжа приводит к тому, что небольшие погрешности, составляющие несколько миллиметров, могут приводить к значительным погрешностям оконечной секции фюзеляжа, в результате чего летные характеристики летательного аппарата могут изменяться самым непредсказуемым образом.
Ниже кратко описывается существующий в настоящее время способ подготовки соединения двух секций фюзеляжа летательного аппарата.
Секции фюзеляжа с предварительно установленными направляющими для кресел и стрингерами поднимаются домкратами, сдвигаются и выравниваются друг относительно друга, например по направляющим для кресел, или по стрингерам, и/или по ширине щели между передними кромками секций (кольцевая щель должна иметь постоянную ширину порядка нескольких миллиметров), пока центральные линии цилиндрических секций не совпадут, то есть будут находиться на продольной оси фюзеляжа. Небольшие накладки зажимаются на стрингерах для обеспечения их соединения и компенсации вышеуказанных погрешностей. Сначала сами стрингеры не фиксируются между последним кольцевым шпангоутом и передней кромкой одной секции. В этом случае возможна дополнительная компенсация погрешностей. Кроме того, для компенсации погрешностей изготовления одной секции ее снабжают продольной щелью. Кольцевые опоры с координатно-фиксирующими отверстиями прикрепляются к внутренней стороне секции, перекрываясь с передней кромкой другой секции, и фиксируются, например, временными заклепками. Радиус опор равен радиусу соответствующей части секции.
Помимо других соединительных элементов, таких как упомянутые небольшие накладки, кольцевые опоры могут быть скреплены с помощью дополнительных фиксаторов, таких как временные заклепки, с другой цилиндрической частью и шаблоном для сверления с использованием клепки контрольных заклепок.
Следующей технологической операцией является сверление направляющих отверстий для каждого расчетного законченного отверстия в обшивке секций и в опорах. Поскольку в возможное пространство между сравнительно тонкой обшивкой и кольцевой опорой может попадать материал, такой как стружка, образующаяся при сверлении, то необходимо расстыковывать секции, удаляя фиксаторы. После сверления направляющих отверстий в обшивке и в кольцевых опорах просверленные отверстия могут быть обезжирены, и в них могут быть сняты заусенцы.
СУЩНОСТЬ ИЗОБРЕТЕНИЯ
Целью изобретения является создание упрощенного и менее продолжительного способа подготовки соединения двух секций фюзеляжа (цилиндрических частей) летательного аппарата.
Цель может быть достигнута с использованием способа согласно изобретению.
Основным достоинством изобретения является то, что для сверления не должны использоваться направляющие отверстия, особенно в опорах секций фюзеляжа. Выполнение операции сверления за один этап обеспечивается применением высокоскоростного сверления. Сила, действующая в направлении вниз на секцию или на опору, существенно меньше, чем сила, возникающая в стандартных операциях сверления, известных в этой области техники. Поэтому можно избежать деформации секций/опор.
В соответствии с первым предпочтительным вариантом осуществления настоящего изобретения предлагается способ подготовки соединений двух секций фюзеляжа. Способ может содержать одну или все нижеуказанные стадии, предпочтительно выполняемые в порядке их указания.
- Установка секций проемами друг напротив друга и прикрепление соединительного устройства, такого как опора, в которой имеются координатно-фиксирующие отверстия, по меньшей мере к одной секции фюзеляжа и/или к стрингерному элементу по меньшей мере одной секции, причем "прикрепление" включает точное совмещение секций по продольной оси и/или по вертикальной оси летательного аппарата.
- Отсоединение секций фюзеляжа от соединительных устройств, очистка секций фюзеляжа от заусенцев и обезжиривание секций.
- Нанесение герметизирующего состава на секции, особенно на соединительные устройства. Фиксация/клепка секций фюзеляжа и соединительных устройств в положении для сверления направляющих отверстий.
- Крепление по меньшей мере одного шаблона для сверления с использованием фиксаторов и координатно-фиксирующих отверстий в секциях фюзеляжа и/или в соединительных устройствах.
- Сверление группы предварительных отверстий (4,6 мм) во внешней обшивке по меньшей мере одной цилиндрической части, используя координатно-фиксирующие отверстия в качестве направляющих отверстий.
- Наконец, высокоскоростное сверление группы законченных отверстий (4,8 мм) во внешней обшивке по меньшей мере одной секции фюзеляжа и/или в соединительных устройствах с использованием одного шаблона для сверления, причем скорость сверления достигает 15000-20000 об/мин, и высокоскоростное сверление включает смазку и зенкование просверленных отверстий. В общем случае, при использовании высокоскоростного сверления в предварительных отверстиях нет необходимости.
ПОДРОБНОЕ ОПИСАНИЕ ИЗОБРЕТЕНИЯ
Ниже описывается иллюстративный вариант осуществления настоящего изобретения в целях его пояснения и обеспечения лучшего понимания, при этом делаются ссылки на прилагаемые чертежи.
На чертеже показан схематический вид сбоку части фюзеляжа 1 с первой секцией 2 фюзеляжа впереди и со второй секцией 3 фюзеляжа. Первое соединительное устройство в форме кольцевой опоры 4 (шпангоута) закреплено на передней кромке 5 секции 2. Законченные и направляющие отверстия в указанных секциях/устройстве не показаны. Обе секции 2, 3 содержат дополнительные соединительные средства в форме стрингеров 6. Виды на фигуре являются схематическими и выполнены без соблюдения масштаба.
Необходимо иметь в виду, что термин "содержащий" не исключает использования других элементов или стадий, и указание части или стадии в единственном числе не исключает использования нескольких таких частей или стадий. Кроме того, возможно использование сочетаний элементов, описанных в различных вариантах осуществления изобретения.
Изобретение относится к технологии сборки фюзеляжей летательных аппаратов. Секции фюзеляжа устанавливают проемами напротив друг друга. К одной из секций прикрепляют соединительное устройство, имеющее координатно-фиксирующие отверстия, и осуществляют высокоскоростное сверление группы законченных отверстий во внешней обшивке секции фюзеляжа и/или соединительного устройства с помощью шаблона для сверления с использованием упомянутых координатно-фиксирующих отверстий. Описанный способ менее сложен и менее продолжителен, чем известные. 6 з.п. ф-лы, 1 ил.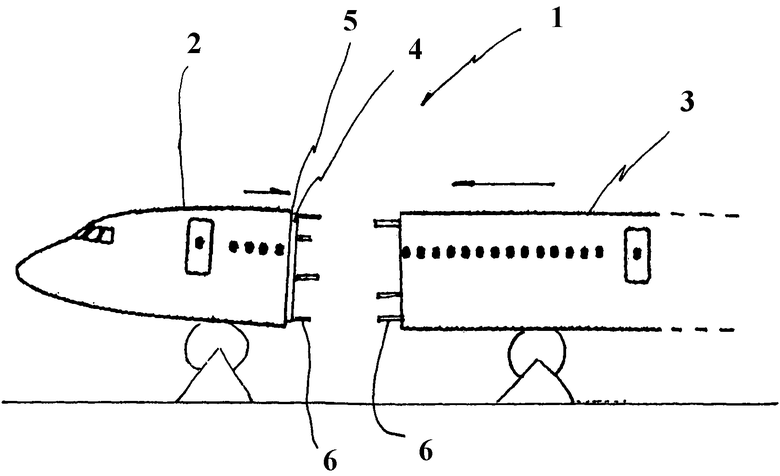
1. Способ подготовки соединения двух секций (2, 3) фюзеляжа летательного аппарата, включающий установку секций (2, 3) проемами напротив друг друга, прикрепление соединительного устройства (4, 6), которое содержит координатно-фиксирующие отверстия, по меньшей мере к одной секции (2, 3) фюзеляжа и/или к стрингерному элементу (6) по меньшей мере одной секции, крепление по меньшей мере одного шаблона для сверления с использованием фиксаторов и координатно-фиксирующих отверстий в секциях фюзеляжа и/или в соединительном устройстве и высокоскоростное сверление группы законченных отверстий во внешней обшивке по меньшей мере одной секции фюзеляжа и/или в соединительном устройстве с использованием шаблона для сверления.
2. Способ по п.1, в котором высокоскоростное сверление группы законченных отверстий осуществляют без сверления направляющих отверстий.
3. Способ по п.1, включающий дополнительно обезжиривание секций (2, 3) фюзеляжа и удаление заусенцев на секциях (2, 3) фюзеляжа.
4. Способ по п.1, включающий дополнительно нанесение герметизирующего состава на секции, особенно на соединительное устройство (4) и фиксацию и скрепление заклепками секций (2, 3) фюзеляжа и соединительного устройства.
5. Способ по п.1, в котором высокоскоростное сверление выполняют со скоростью вращения до 15000-20000 об/мин.
6. Способ по п.1, в котором при высокоскоростном сверлении осуществляют смазку просверленных отверстий.
7. Способ по п.1, в котором высокоскоростное сверление включает зенковку просверленных отверстий.
| SU 1824828 A1, 10.06.1996 | |||
| СПОСОБ СБОРКИ ФЮЗЕЛЯЖА ЛЕТАТЕЛЬНОГО АППАРАТА | 1989 |
|
SU1655071A1 |
| DE 19834703 C1, 30.12.1999 | |||
| СПОСОБ СБОРКИ ЛЕТАТЕЛЬНОГО АППАРАТА | 1994 |
|
RU2084379C1 |
| СПОСОБ СБОРКИ ФЮЗЕЛЯЖА САМОЛЕТА | 1997 |
|
RU2121452C1 |

