Изобретение относится к машиностроению и может быть использовано при отделочной обработке резанием плоских, цилиндрических и фасонных поверхностей изделий алмазно-абразивными брусками.
Известна модель удержания алмазно-абразивного зерна в органических связках шлифовального инструмента, включающая два обратных круговых конуса с общим основанием, которое в диаметрально противоположных точках в плоскости действия радиальной и тангенциальной составляющих силы резания размещено на двух параллельных пружинах, расположенных со стороны органической связки в направлении радиальной составляющей силы резания, причем одна из диаметрально противоположных точек основания, удаленная от оси симметрии конусов в направлении тангенциальной составляющей, выполнена в виде шарнирной подвижной опоры, с возможностью перемещения в направлении радиальной составляющей силы резания (патент на полезную модель РФ №63283, МПК B24D 3/00, 2007 г., бюл. №15).
Недостатком является то, что приведенная модель позволяет обеспечить единичному зерну сложное плоскопараллельное (плоское) движение - поворот с одновременным поступательным движением только лишь в одной плоскости действия радиальной и тангенциальной составляющих силы резания, а если зерно круга встретит на своем пути зерно обрабатываемого материала, то оно должно пройти через это зерно материала без возможности его обхода и принятия прежнего положения, то есть без смещения в сторону из плоскости действия составляющих сил резания, что приведет к затуплению и изнашиванию зерна круга.
Известен способ отделочной обработки плоских и цилиндрических поверхностей изделий, при котором шатун с абразивными брусками перемещают двумя вращающимися дисками, причем дискам сообщают вращение в противоположных направлениях (авт. св. СССР №921793, М.Кл B24B 1/00, 1982 г., бюл. №15).
Так как шатун с абразивными брусками имеет возможность совершать сложное плоское движение только лишь в одной плоскости, параллельной торцевым поверхностям дисков, то способ имеет следующие недостатки:
1. Невозможность обработки фасонных поверхностей, например конических, фасок и галтелей.
2. Так как два раза за один оборот дисков скорости пальцев шатуна имеют одинаковые модули и направления, то восстановленные к скоростям в точках их приложения перпендикуляры будут параллельны, то есть мгновенный центр скоростей шатуна находится в бесконечности и, следовательно, его сложное плоское движение становится простейшим мгновенно поступательным движением, что приводит к снижению производительности обработки из-за отсутствия условий самозатачивания брусков, их "засаливанию" (заполнению межзеренного пространства брусков образующимися стружками).
3. При встрече на своем пути с твердым зерном обрабатываемого материала зерно бруска не имеет возможности обойти возникшее препятствие, смещаясь в сторону, и принять прежнее положение, что приводит к вырыванию зерен брусков из связки или к разрушению, затуплению и изнашиванию зерен.
4. При изнашивании зерен брусков уменьшается их прижатие к обрабатываемому материалу, а поддержание постоянной силы прижатия требует дополнительных конструктивных разработок.
Технической задачей предлагаемого изобретения является расширение технологических возможностей и повышение производительности обработки.
Технический результат по расширению технологических возможностей и повышению производительности обработки достигается тем, что в способе отделочной обработки изделий, включающем перемещение шатуна с алмазно-абразивными брусками двумя вращающимися в противоположных направлениях дисками, в выполненных в форме прямоугольных параллелепипедов пазах шатуна размещают с равномерными по периметрам оснований пазов зазорами алмазно-абразивные бруски, концы которых устанавливают на двух параллельных пружинах с расположением их осей в плоскостях, перпендикулярных продольным осям симметрии брусков, кроме того, каждый из концов алмазно-абразивных брусков помещают на шарнирную подвижную опору с разнесением противоположных опор по разные стороны от осей симметрии брусков и с возможностью перемещения по боковым поверхностям пазов в плоскости расположения осей пружин.
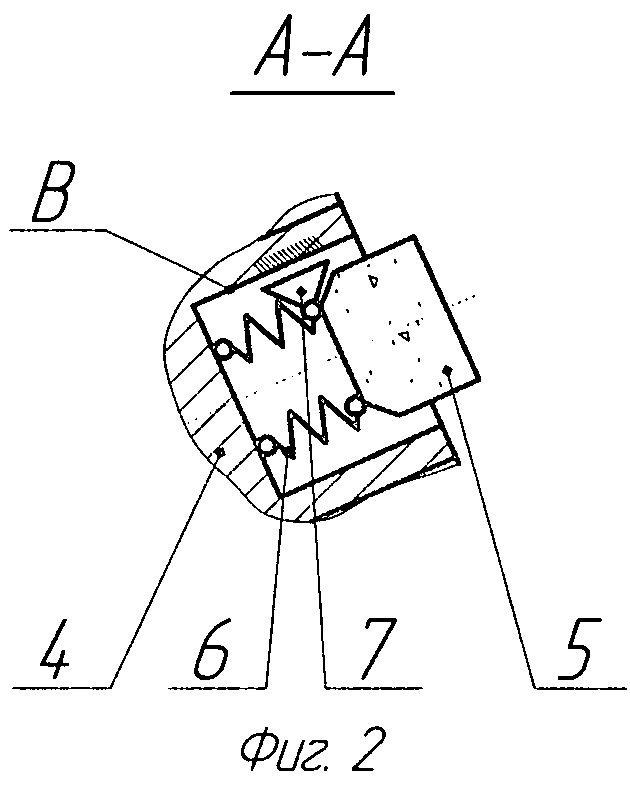
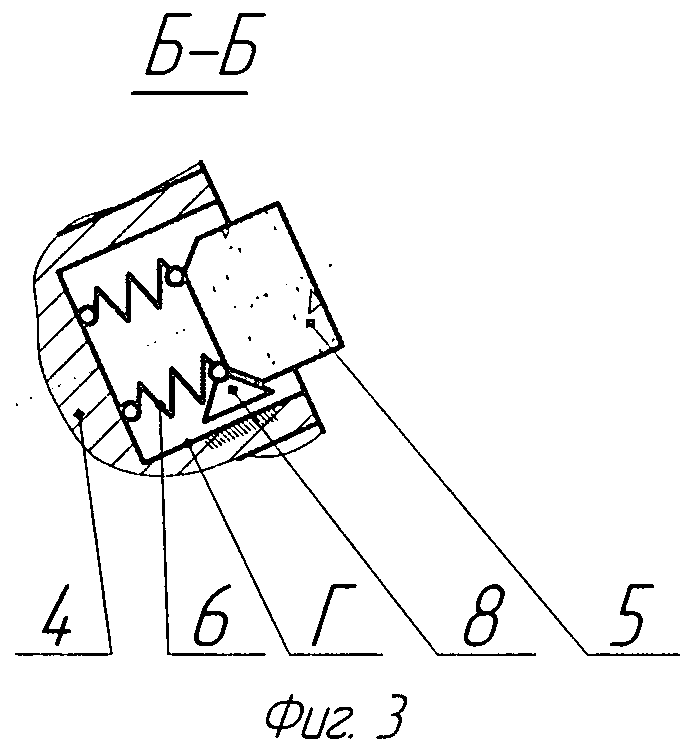
На фиг.1 представлено устройство, реализующее предлагаемый способ, вид в плане на шатун с алмазно-абразивными брусками и диски; на фиг.2 - разрез А-А в плоскости расположения осей пружин по одному концу бруска на фиг.1; на фиг.3 - разрез Б-Б в плоскости расположения осей пружин по другому концу бруска на фиг.1.
Диски 1 и 2 с помощью пальцев 3, жестко закрепленных на торцевых поверхностях дисков, шарнирно связаны с концами шатуна 4, на котором в выполненных в форме прямоугольных параллелепипедов пазах размещены с равномерными по периметрам оснований пазов зазорами алмазно-абразивные бруски 5, концы которых установлены на двух параллельных пружинах 6 с расположением их осей в плоскостях, перпендикулярных продольным осям симметрии брусков 5, каждый из концов алмазно-абразивных брусков 5 помещен на шарнирную подвижную опору с разнесением противоположных опор 7 и 8 по разные стороны от осей симметрии брусков 5 и с возможностью перемещения по боковым поверхностям В и Г пазов в плоскостях расположения осей пружин 6.
Способ отделочной обработки изделий осуществляют следующим образом.
На шатуне 4 выполняют пазы в форме прямоугольных параллелепипедов, в которых размещают с равномерными по периметрам оснований пазов зазорами алмазно-абразивные бруски 5, каждый из концов которых устанавливают на двух параллельных пружинах 6 с расположением их осей в плоскостях, перпендикулярным продольным осям симметрии брусков 5, и помещают на шарнирную подвижную опору с разнесением противоположных опор 7 и 8 по разные стороны от осей симметрии брусков 5 и с возможностью перемещения по боковым поверхностям пазов В и Г в плоскостях расположения осей пружин 6. Такое размещение пружин 6 и шарнирных подвижных опор 7 и 8, а также выбор необходимых минимальных величин зазоров исключают непосредственный контакт алмазно-абразивных брусков 5 со всеми поверхностями пазов шатуна 4 при любых условиях обработки изделий, что не приводит к необоснованному износу брусков и пазов и не требует дополнительных энергозатрат.
На торцевых поверхностях дисков 1 и 2 левее или правее соответствующих центров дисков или вниз и вверх от этих центров на одинаковых расстояниях жестко закрепляют пальцы 3. Например, один из пальцев 3 закрепляют ниже центра диска 1, а второй - на таком же расстоянии соответственно выше центра диска 2. Концы шатуна 4 с размещенными в его пазах алмазно-абразивными брусками 5 с помощью пальцев 3 шарнирно связывают с дисками 1 и 2 с образованием двух кинематических пар вращения.
Дискам 1 и 2 сообщают вращение в противоположные стороны, например, диску 1 - по часовой, диску 2 - против часовой стрелки. Тогда шатун 4 с алмазно-абразивными брусками 5 совершает сложное плоское движение в плоскости, параллельной торцевым поверхностям дисков. Кроме того, при взаимодействии с обрабатываемым материалом сами алмазно-абразивные бруски 5, каждый из концов которых установлен на две параллельные пружины 6 и одну из шарнирных подвижных опор 7 или 8, могут совершать сложные движения еще в двух перпендикулярных к торцевым поверхностям дисков 1 и 2 плоскостях, причем одна из плоскостей совпадает с продольной осью симметрии бруска, а вторая перпендикулярна этой оси. Таким образом, осуществляется сложное движение зерен брусков 5, являющееся результатом суммирования их плоских движений в трех взаимно перпендикулярных плоскостях.
Поэтому возможно обрабатывать не только плоские и цилиндрические, но также фасонные поверхности изделий, например конические, фаски, галтели, так как движения алмазно-абразивных брусков 5 копируют углы наклона обрабатываемых сложных поверхностей.
В случаях возникновения два раза за один оборот дисков 1 и 2 мгновенно поступательных движений шатуна 4 алмазно-абразивные зерна брусков 5 продолжают совершать сложные движения в двух плоскостях, перпендикулярных торцевым поверхностям дисков 1 и 2, при этом будет постоянно поддерживаться условие самозатачивания брусков, уменьшится их засаливание и повысится производительность обработки.
При встрече на своем пути твердого зерна обрабатываемого материала зерно бруска обходит возникшее препятствие, смещаясь в сторону, то есть образовывает скол части зерна обрабатываемого материала, после чего принимает прежнее положение. Поэтому зерно бруска служит дольше, увеличиваются съем материала с обрабатываемой поверхности и производительность обработки.
Установка концов брусков 5 на параллельных пружинах 6 обеспечивает постоянные силы прижатия брусков 5 к обрабатываемому материалу при любом износе алмазно-абразивных зерен брусков 5.
Оригинальностью предложенного способа отделочной обработки изделий является возможность осуществления сложного движения зерен алмазно-абразивных брусков 5, являющегося результатом сложений их плоских движений в трех взаимно перпендикулярных плоскостях, это достигается перемещением шатуна 4 с алмазно-абразивными брусками 5 двумя вращающимися в противоположных направлениях дисками 1 и 2, при этом в выполненных в форме прямоугольных параллелепипедов пазах шатуна 4 размещают с равномерными по периметрам оснований пазов зазорами алмазно-абразивные бруски 5, концы которых устанавливают на двух параллельных пружинах 6 с расположением их осей в плоскостях, перпендикулярных продольным осям симметрии брусков, кроме того, каждый из концов алмазно-абразивных брусков 5 помещают на шарнирную подвижную опору с разнесением противоположных опор 7 и 8 по разные стороны от осей симметрии брусков и с возможностью перемещения по боковым поверхностям В и Г пазов в плоскостях расположения осей пружин 6, что позволяет:
1. Расширить технологические возможности за счет реализации обработки фасонных поверхностей изделий.
2. Повысить производительность обработки, так как постоянно поддерживаются условия самозатачивания брусков и уменьшается их засаливание.
3. Увеличить съем материала с обрабатываемой поверхности и, следовательно, повысить производительность за счет возможности смещения зерна бруска в сторону от твердого зерна обрабатываемого материала.
4. Обеспечить постоянную силу прижатия брусков к обрабатываемому материалу при любом износе алмазно-абразивных зерен, так как концы брусков установлены на параллельных пружинах.
Таким образом, предлагаемый способ позволяет достичь технического результата по расширению технологических возможностей и повышению производительности обработки.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ОТДЕЛОЧНОЙ ОБРАБОТКИ ИЗДЕЛИЙ | 2010 |
|
RU2449876C1 |
| УСТРОЙСТВО С РЕГУЛИРУЕМОЙ ЖЕСТКОСТЬЮ ДЛЯ ОТДЕЛОЧНОЙ ОБРАБОТКИ ИЗДЕЛИЙ | 2012 |
|
RU2530221C2 |
| УСТРОЙСТВО ДЛЯ АЛМАЗНО-АБРАЗИВНОЙ ОБРАБОТКИ С ПЛАНЕТАРНЫМ ОСЦИЛЛИРУЮЩИМ ДВИЖЕНИЕМ | 2010 |
|
RU2428297C1 |
| СПОСОБ АЛМАЗНО-АБРАЗИВНОЙ ОБРАБОТКИ С ПЛАНЕТАРНЫМ ОСЦИЛЛИРУЮЩИМ ДВИЖЕНИЕМ | 2010 |
|
RU2426633C1 |
| СПОСОБ АЛМАЗНО-АБРАЗИВНОЙ ОБРАБОТКИ | 2004 |
|
RU2261163C1 |
| СПОСОБ АЛМАЗНО-АБРАЗИВНОЙ ОБРАБОТКИ ПЛОСКИХ ПОВЕРХНОСТЕЙ | 2010 |
|
RU2440881C2 |
| УСТРОЙСТВО ДЛЯ АЛМАЗНО-АБРАЗИВНОЙ ОБРАБОТКИ ПЛОСКИХ ПОВЕРХНОСТЕЙ | 2010 |
|
RU2440880C2 |
| УСТРОЙСТВО ДЛЯ АЛМАЗНО-АБРАЗИВНОЙ ОБРАБОТКИ СО СТАТИКО-ИМПУЛЬСНЫМ НАГРУЖЕНИЕМ | 2005 |
|
RU2291043C1 |
| ХОНИНГОВАЛЬНАЯ ГОЛОВКА ДЛЯ ОБРАБОТКИ КОНИЧЕСКИХ ПОВЕРХНОСТЕЙ | 2004 |
|
RU2267394C1 |
| СПОСОБ АЛМАЗНО-АБРАЗИВНОЙ ОБРАБОТКИ СО СТАТИКО-ИМПУЛЬСНЫМ НАГРУЖЕНИЕМ | 2005 |
|
RU2290292C1 |
Изобретение относится к машиностроению и может быть использовано при отделочной обработке резанием плоских, цилиндрических и фасонных поверхностей изделий алмазно-абразивными брусками. Осуществляют перемещение шатуна с алмазно-абразивными брусками двумя вращающимися в противоположных направлениях дисками. В выполненных в форме прямоугольных параллелепипедов пазах шатуна размещают с равномерными по периметрам оснований пазов зазорами алмазно-абразивные бруски. Концы последних устанавливают на двух параллельных пружинах с расположением их осей в плоскостях, перпендикулярных продольным осям симметрии брусков. Каждый из концов брусков помещают на шарнирную подвижную опору с разнесением противоположных опор по разные стороны от осей симметрии брусков и с возможностью перемещения по боковым поверхностям пазов в плоскостях расположения осей пружин. В результате расширяются технологические возможности и повышается производительность обработки. 3 ил.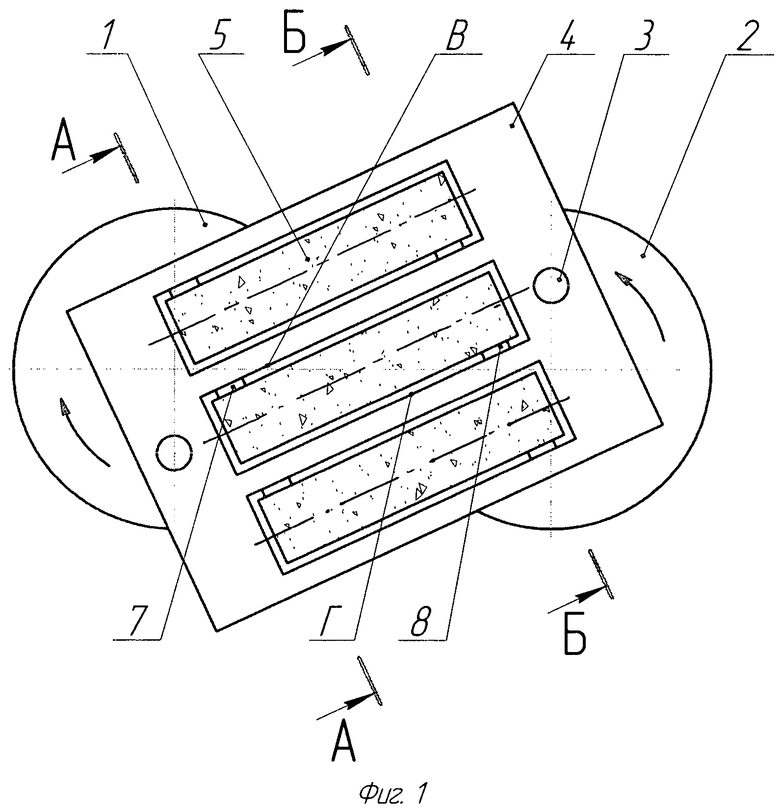
Способ отделочной обработки изделий, включающий перемещение шатуна с алмазно-абразивными брусками двумя вращающимися в противоположных направлениях дисками, отличающийся тем, что в выполненных в форме прямоугольных параллелепипедов пазах шатуна размещают с равномерными по периметрам оснований пазов зазорами алмазно-абразивные бруски, концы которых устанавливают на двух параллельных пружинах с расположением их осей в плоскостях, перпендикулярных продольным осям симметрии брусков, при этом каждый из концов алмазно-абразивных брусков помещают на шарнирную подвижную опору с разнесением противоположных опор по разные стороны от осей симметрии брусков и с возможностью перемещения по боковым поверхностям пазов в плоскостях расположения осей пружин.
| Способ отделочной обработки плоских и цилиндрических поверхностей изделий | 1979 |
|
SU921793A1 |
| УСТРОЙСТВО для ОБРАБОТКИ ПЛОСКОСТЕЙ | 0 |
|
SU269733A1 |
| Устройство для финишной обработки цилиндрических деталей | 1989 |
|
SU1701493A1 |
| US 4418501 A, 06.12.1983 | |||
| Опора рамы рельсового транспортного средств на тележку | 1987 |
|
SU1461669A1 |

