Изобретение относится к области транспортного машиностроения, в частности к производству автомобильных шин из эластичного полиуретана.
Изделия из эластичных полиуретанов получают методом литья в матрицы. Известны конструкции разборных матриц для изготовления автомобильных шин из эластичного полиуретана [патент РФ №79490. Пресс-форма для изготовления колес из полимерных композиционных материалов / Братский государственный университет, В.В.Мазур, А.А.Енаев - приоритет от 20.03.2007], [патент РФ №2357861. Способ армирования колес с упругими деформируемыми спицами и пресс-форма для изготовления колес / Братский государственный университет, В.В.Мазур - приоритет от 04.12.2007]. В известных конструкциях металлический обод колеса является частью литейной матрицы, и поэтому готовое изделие представляет собой неразборную конструкцию металлического колеса с шиной из эластичного полиуретана.
Также известно, что эластичный полиуретан, применяемый для изготовления автомобильных шин, при всех своих достоинствах в сравнении с резиной имеет существенный недостаток - низкий коэффициент сцепления с дорожной поверхностью, в том числе и с асфальтобетоном.
Известна конструкция автомобильной шины из эластичного полиуретана [патент РФ №2397877. Автомобильная шина из эластичного полиуретана с упругими деформируемыми спицами / Братский государственный университет, В.В.Мазур - приоритет от 08.07.2009], протектор которой изготовлен из композиционного материала, содержащего эластичный полиуретан и порошок, повышающий сцепление с дорожной поверхностью, например резиновый.
Кроме того, известна конструкция матрицы [заявка №2009126256/12. Пресс-форма для изготовления автомобильной шины из эластичного полиуретана с упругими деформируемыми спицами / Братский государственный университет, В.В.Мазур, 08.07.2009], позволяющая изготавливать протектор полиуретановой шины с особенностями, которые указаны выше.
В то же время известные литейные матрицы не позволяют создавать протектор со сложным рисунком из-за невозможности извлечь шину после полимеризации компонентов эластичного полиуретана или окончания процесса вулканизации резины. Кроме того, для любого изменения рисунка протектора автомобильной шины необходимо заменить формообразующие элементы литейной матрицы.
Технический результат заключается в обеспечении возможности изготовления автомобильных шин из эластичного полиуретана со сложным рисунком протектора и изменения рисунка в процессе производства без замены элементов, образующих этот рисунок.
Технический результат достигается тем, что матрица для литья полиуретановой шины, выполненная разъемной, содержащая в своей конструкции торцевые крышки, внутреннее и наружное кольца, а также металлический обод колеса, согласно изобретению отличающаяся тем, что наружное кольцо состоит из колец меньшей толщины, собранных, в свою очередь, из сегментов, которые предназначены для формирования выступов и продольных канавок рисунка протектора, имеют окружные пазы и возможность поворачиваться относительно центральной оси литейной матрицы, изменяя рисунок протектора.
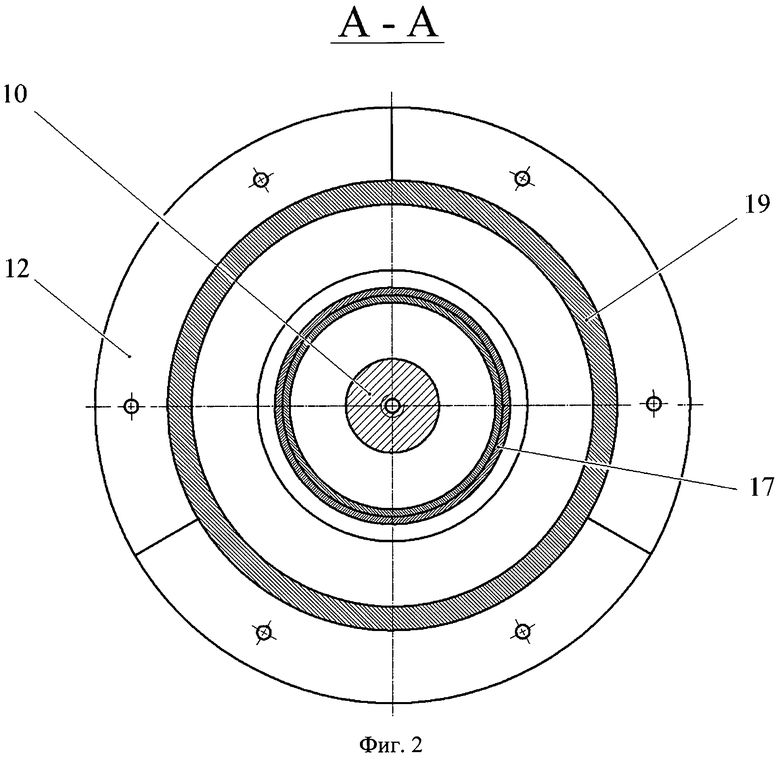
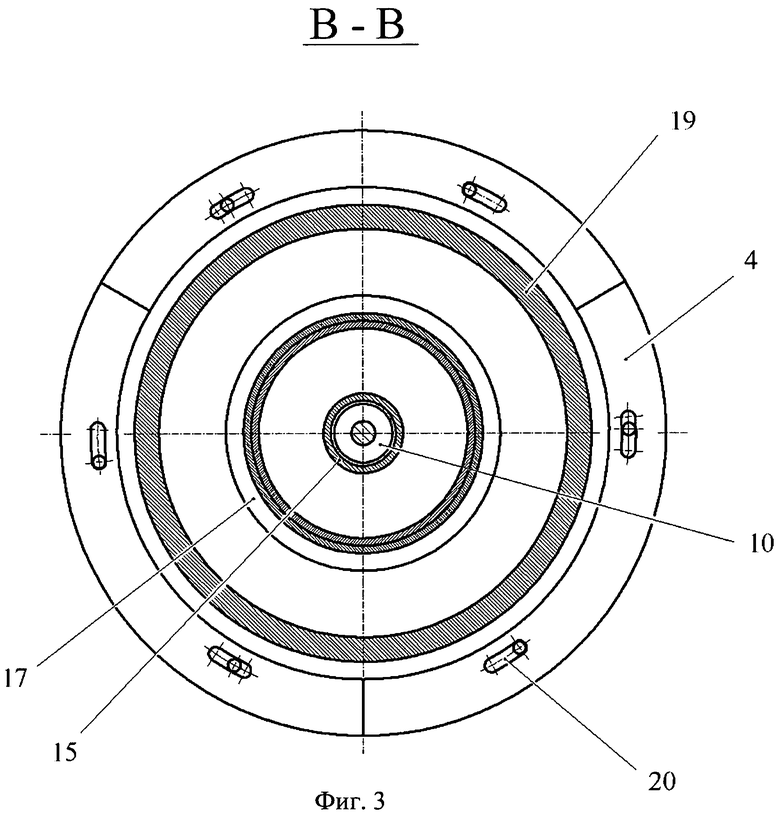
Сущность изобретения поясняется чертежами. На фиг.1 изображена матрица для изготовления автомобильной шины методом литья из эластичного полиуретана, а на фиг.2 и фиг.3 - ее продольные разрезы.
Матрица для литья полиуретановой шины содержит: металлический обод колеса 17, внутреннее кольцо 19, нижнюю 18 и верхнюю 9 торцевые крышки, а также наружное кольцо, предназначенное для формирования рисунка протектора. Наружное кольцо выполнено сборным и состоит из колец 2-6 меньшей толщины, предназначенных для формирования выступов рисунка протектора, и колец 11-14, предназначенных, в свою очередь, для формирования продольных канавок рисунка протектора. Кольца 2-6 и 11-14 собраны из сегментов, что облегчает извлечение готового изделия из матрицы, и зажаты между нижней 18 и верхней 9 торцевыми крышками с помощью стяжных шпилек или длинных болтов 1. Сегменты колец 2-6 имеют окружные пазы 20, которые позволяют изменять рисунок протектора путем поворота этих колец относительно центральной оси литейной матрицы. Внутреннее кольцо 19 также может быть выполнено сборным из набора колец меньшей толщины и установлено в матрице концентрично наименьшему внутреннему диаметру наружного кольца. Металлический обод колеса 17 зажимается и центрируется в матрице с помощью болта 16 с большой фигурной головкой, фигурной гайки 10 и втулки 15. Кроме того, верхняя торцевая крышка 9 имеет резьбовые отверстия 7 и 8, предназначенные для подсоединения трубопровода литьевой машины низкого давления, которые применяются при производстве изделий из эластичного полиуретана.
Процесс изготовления шины можно разделить на два этапа, на первом из которых эластичным полиуретаном заполняется полость, образованная металлическим ободом колеса 17 и внутренним кольцом 19. При этом подающий трубопровод литьевой машины, подсоединяется к отверстию 8 в верхней торцевой крышке 9 матрицы.
На втором этапе после полной полимеризации полиуретана кольцо 19 извлекается из матрицы и трубопровод литьевой машины подсоединяется к отверстию 7, через которое свободная полость заполняется композиционным материалом с высокими сцепными свойствами.
Изобретение относится к области транспортного машиностроения, в частности к производству автомобильных шин из эластичного полиуретана. Матрица для литья полиуретановой шины содержит: металлический обод колеса (17), внутреннее кольцо (19), нижнюю (18) и верхнюю (9) торцевые крышки, а также наружное кольцо, предназначенное для формирования рисунка протектора. Наружное кольцо выполнено сборным и состоит из колец (2-6) меньшей толщины, предназначенных для формирования выступов рисунка протектора, и колец (11-14), предназначенных, в свою очередь, для формирования продольных канавок рисунка протектора. Кольца (2-6) и (11-14) собраны из сегментов и зажаты между нижней (18) и верхней (9) торцевыми крышками с помощью стяжных шпилек или длинных болтов (1). Сегменты колец (2-6) имеют окружные пазы, которые позволяют изменять рисунок протектора путем поворота этих колец относительно центральной оси литейной матрицы. Технический результат - обеспечение возможности изготовления автомобильных шин из эластичного полиуретана со сложным рисунком протектора и изменения рисунка в процессе производства без замены элементов, образующих этот рисунок. 3 ил.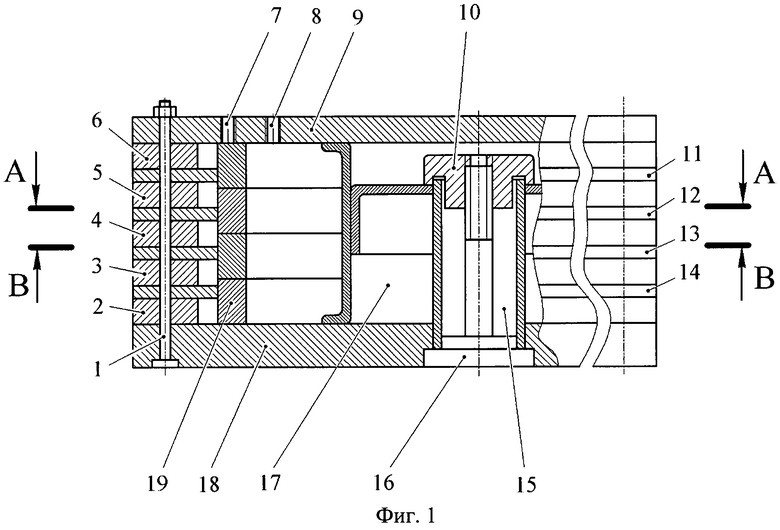
Матрица для литья полиуретановой шины, выполненная разъемной, содержащая в своей конструкции торцевые крышки, внутреннее и наружное кольца, а также металлический обод колеса, отличающаяся тем, что наружное кольцо состоит из колец меньшей толщины, собранных, в свою очередь, из сегментов, которые предназначены для формирования выступов и продольных канавок рисунка протектора, имеют окружные пазы и возможность поворачиваться относительно центральной оси литейной матрицы, изменяя рисунок протектора.
| СПОСОБ АРМИРОВАНИЯ КОЛЕС С УПРУГИМИ ДЕФОРМИРУЕМЫМИ СПИЦАМИ И ПРЕСС-ФОРМА ДЛЯ ИЗГОТОВЛЕНИЯ КОЛЕС | 2007 |
|
RU2357861C1 |
| Безмельничная камерная топка для сжигания фрезерного торфа | 1948 |
|
SU79490A1 |
| JP 61095932 A, 14.05.1986. | |||

