Изобретение относиться к области транспортного машиностроения, в частности к производству шин из эластичных полиуретанов.
Известно, что каркас, является основной силовой частью покрышки пневматической шины, которая воспринимает нагрузки, действующие на шину. Каркас должен обладать значительной прочностью, а так же определенной эластичностью. Для усиления каркаса и улучшения связи между каркасом и протектором, которая должна быть максимально возможной, служит брекер. Он представляет собой резинокордный слой, расположенный между каркасом и протектором. Брекер также смягчает воздействие ударных нагрузок на каркас шины и способствует более равномерному распределению их по поверхности покрышки.
В настоящее время шины с упругими спицами изготавливают из эластичных полиуретанов методом литья в формы.
Известно упругое колесо транспортного средства [патент RU №2335409, МПК B60B 5/02] из полимерных композиционных материалов, конструкция которого представляет собой соединенные упругими элементами и выполненные как одно целое ступицу и обод. Основой ступицы и обода являются каркасы из продольных металлических или стекловолоконных нитей, а повышение надежности и прочности упругих элементов и их крепления к ступице и ободу также осуществляется металлическими или стекловолоконными нитями, одновременно проходящими через два соседних упругих элемента, ступицу и обод и представляющими собой замкнутые кольца.
Недостатком конструкции является сложность изготовления армирующих элементов, к тому же не рассмотрен способ армирования шины.
Также известны способ армирования колес с упругими деформируемыми спицами и пресс-форма для изготовления колес [патент RU №2357861, МПК B29C 43/00 2009 г.] Способ армирования колес, заключается в том, что в форму для изготовления колеса из полимерного композиционного материала методом литья предварительно устанавливают металлические нити корда. Нити расположены концентрично внутреннему и наружному ободьям изготавливаемого колеса, фиксируют относительно концентричных поверхностей пресс-формы полимерными дистанционными втулками, а радиальные нити корда, связывающие ободья и упругие спицы колеса, протягивают через отверстия в пресс-форме и натягивают с помощью пары винт-гайка. Пресс-форма для изготовления колес с упругими деформируемыми спицами содержит в своей конструкции торцевые крышки, внутренние перемычки, внутреннее и наружное кольца, которые имеют сквозные радиальные отверстия для протягивания нитей корда, а также содержит устройства, предназначенные для натяжения в радиальном направлении нитей корда и состоящие из пары винт-гайка и направляющих элементов.
Недостатками являются сложность установки армирующих элементов, высокая трудоемкость армирования и отсутствие брекера.
Известна безопасная шина каркасного типа [патент RU №2397878, МПК B60C 9/24, B60C 9/16 2010 г.], работающая при нормальном атмосферном давлении в ее полости, имеющая профиль и габариты обычной пневматической шины, снабженная упругими пружинящими элементами прямоугольного сечения, радиально расположенными в каркасе, который сформирован в виде двух слоев непрерывно намотанного двухвиткового элемента на трубке (шаблоне), надутой воздухом, при этом витки, образующие первый слой, сформированы путем навивки непрерывной обрезиненной проволоки по спирали вокруг трубки, а витки второго слоя сформированы под прямым углом к виткам первого.
К недостаткам таких шин можно отнести сложность изготовления армирующих элементов и процесса армирования, а также высокая трудоемкость сборки, установки каркаса и брекера.
Известна пресс-форма для изготовления автомобильной шины из эластичного полиуретана с упругими деформируемыми спицами [патент RU №2413611 С1, МПК B29C 33/44, B29C 43/36, B29D 30/66, 10.03.2011], выполненная разъемной, содержащая в своей конструкции торцевые крышки, наружное кольцо и внутренние формообразующие элементы, а также металлический обод колеса. Внутренние элементы, предназначенные для формирования боковых поверхностей упругих деформируемых спиц, выполнены внутри полыми, что позволяет крепить к ним с помощью метизов с возможностью разборки и извлечения после заливки полиуретаном элементы, образующие в спицах фигурные отверстия, а торцевые крышки имеют диаметр, позволяющий заменять наружное кольцо кольцом большего диаметра, предназначенным для формирования протектора.
Недостатком является то, что конструкция пресс-формы не позволяет изготавливать шины с кордом и брекером.
Технический результат заключается в повышении качества армирования колес с шинами, изготавливаемыми из эластичных полиуретанов, уменьшении трудоемкости изготовления шин.
Технический результат по способу армирования автомобильных шин с упругими спицами достигается тем, что армирование каркаса шины осуществляется намоткой тонких металлических нитей в окружном направлении на поверхность предварительно изготовленной армированной и помещенной в матрицу основы шины с упругими спицами, а брекера - намоткой нитей вокруг предварительно изготовленного полиуретанового кольца в радиальном направлении.
Технический результат по матрице для изготовления колес с шинами с упругими спицами из эластичного полиуретана достигается тем, что матрица содержит в своей конструкции днище, крышку, колесный диск, формообразующие элементы (стержни), а также внутреннее и наружное кольцо для формирования протектора, при этом в зазоре между основой полиуретановой шины и наружным кольцом для формирования протектора в днище имеются отверстия под штифты для дистанционирования кольца с намотанными нитями брекера относительно днища, а внутреннее кольцо имеет пазы для формирования выступов на основе шины.
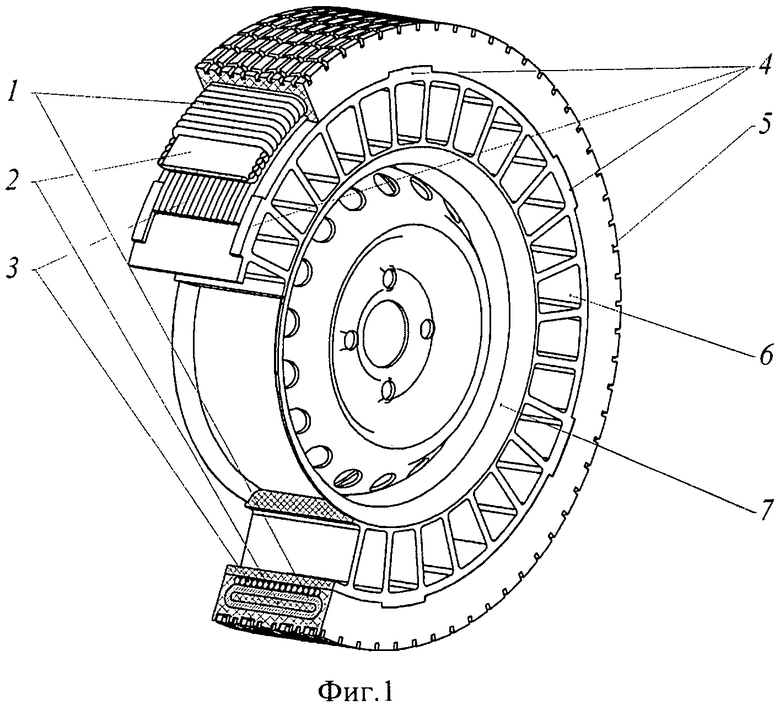
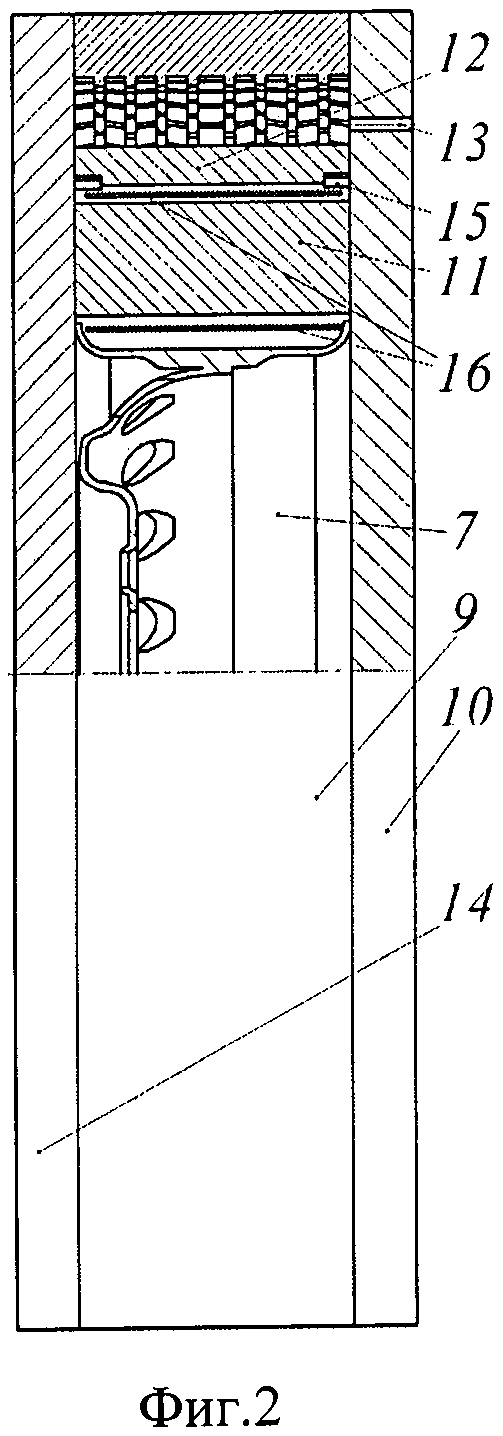
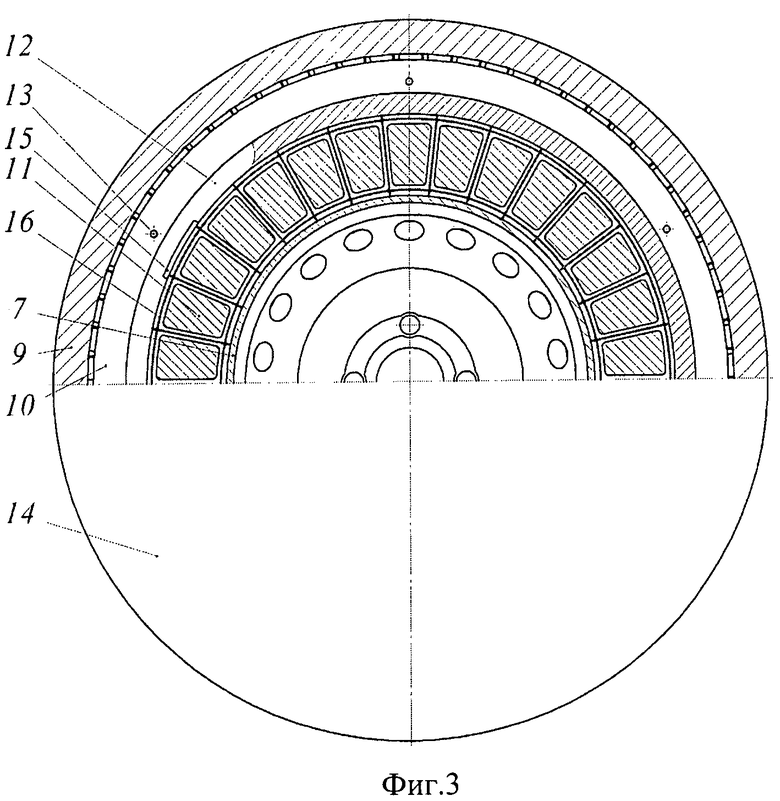
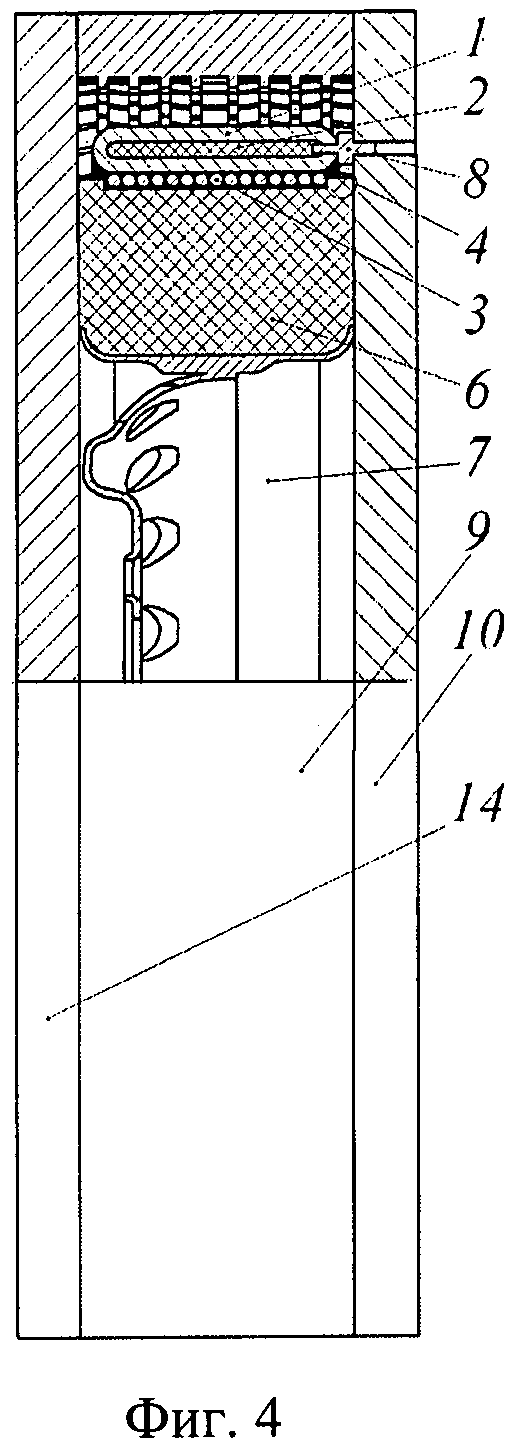
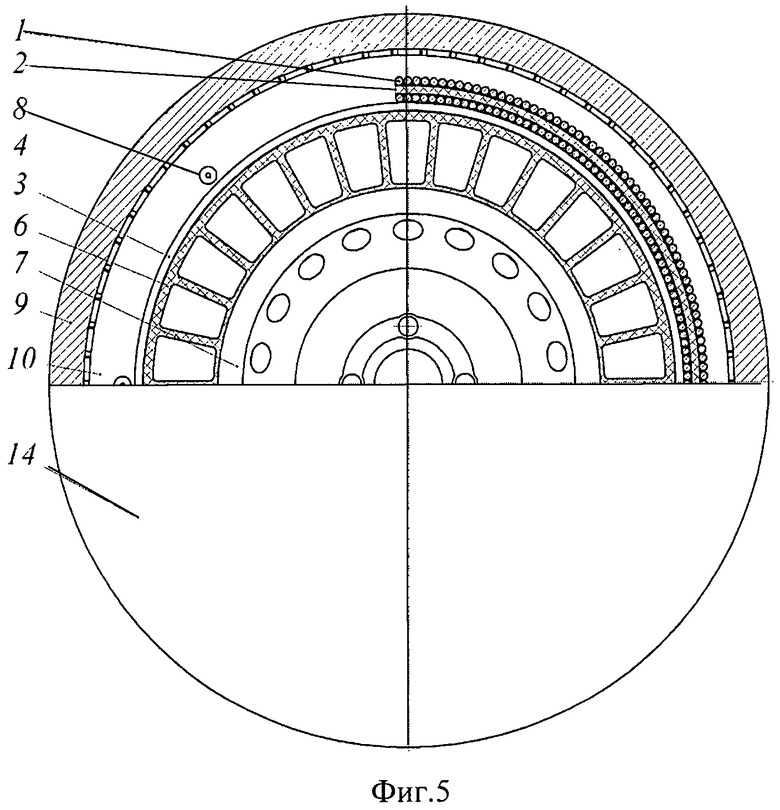
Сущность изобретения поясняется чертежами. На фиг.1 изображено колесо с полиуретановой шиной в разрезе, на фиг.2 - вид справа матрицы для изготовления основы шины с упругими спицами, на фиг.3 - вид сверху матрицы для изготовления основы шины с упругими спицами, на фиг.4 - вид справа матрицы с установленным брокером, фиг.5 - вид сверху матрицы с установленным брокером.
Способ армирования автомобильных шин с упругими спицами достигается тем, что армирование каркаса шины осуществляется намоткой тонких металлических нитей в окружном направлении на поверхность предварительно изготовленной армированной и помещенной в матрицу основы шины с упругими спицами, а брекера - намоткой непрерывных металлических нитей вокруг предварительно изготовленного полиуретанового кольца в радиальном направлении.
При изготовлении колеса методом литья применяется матрица, которая состоит из внутреннего кольца 12, колесного диска 7, днища 10 и крышки 14, стержней 11 для формирования поверхностей упругих спиц и основы 6 шины, наружного кольца 9 для формирования протектора 5.
В матрицу устанавливают колесный диск 7, металлические нити 16, внутреннее кольцо 12 с пазами 15 для формирования ограничительных выступов 4 на основе 6 полиуретановой шины. В пространство между колесным диском 7 и внутренним кольцом 12 заливают полиуретан. После его отверждения из матрицы удаляют внутреннее кольцо 12, а на полученную поверхность армированной основы 6 шины между ограничительными выступами 4 наматывают непрерывные тонкие металлические нити 3 в окружном направлении. Устанавливают штифты 8 в отверстия 13 в днище 10 формы. Затем устанавливают брекер, представляющий собой предварительно изготовленное полиуретановое кольцо 2 с намотанными непрерывными металлическими нитями 1 в радиальном направлении, и имеющий отверстия для посадки на штифты 8. В пространство между основой 6 шины и наружным кольцом 9 для формирования протектора заливают полиуретан.
Изобретения относятся к области транспортного машиностроения, в частности к способу и матрице для производства шин из эластичных полиуретанов. Технический результат заключается в повышении качества армирования колес, изготавливаемых из эластичных полиуретанов, уменьшении трудоемкости изготовления шин. В способе армирование каркаса осуществляется намоткой металлических нитей в окружном направлении на поверхность предварительно изготовленной армированной и помещенной в матрицу основы шины с упругими спицами. При этом брекер образуют намоткой нитей вокруг предварительно изготовленного полиуретанового кольца в радиальном направлении. Матрица имеет формообразующие элементы, внутреннее кольцо 12 для формирования поверхностей упругих спиц, наружное кольцо 9 для формирования протектора 5, колесный диск 7, днище 10 и крышку 14. В матрицу устанавливают колесный диск 7, металлические нити 16, внутреннее кольцо 12 с пазами 15 для формирования ограничительных выступов 4 на основе 6 полиуретановой шины. В пространство между колесным диском 7 и внутренним кольцом 12 заливают полиуретан. После его отверждения из матрицы удаляют внутреннее кольцо 12, а на полученную поверхность армированной основы 6 шины между ограничительными выступами 4 наматывают непрерывные металлические нити 3 в окружном направлении. Устанавливают штифты 8 в отверстия 13 в днище 10 формы. Затем устанавливают брекер, представляющий собой предварительно изготовленное полиуретановое кольцо 2 с намотанными непрерывными металлическими нитями 1 в радиальном направлении и имеющий отверстия для посадки на штифты 8. В пространство между основой 6 шины и наружным кольцом 9 для формирования протектора заливают полиуретан. 2 н.п. ф-лы, 5 ил.
1. Способ армирования автомобильных шин с упругими спицами, заключающийся в наматывании непрерывных металлических нитей, отличающийся тем, что армирование каркаса осуществляется намоткой непрерывных металлических нитей в окружном направлении на поверхность предварительно изготовленной армированной и помещенной в матрицу основы шины с упругими спицами, а брекера - намоткой непрерывных металлических нитей вокруг предварительно изготовленного полиуретанового кольца в радиальном направлении.
2. Матрица для изготовления колес с шинами с упругими спицами из эластичного полиуретана, содержащая в своей конструкции днище, крышку, диск колесный, формообразующие элементы, внутреннее и наружное кольцо для формирования протектора, отличающаяся тем, что в зазоре между основой полиуретановой шины и наружным кольцом для формирования протектора в днище имеются отверстия под штифты для дистанционирования кольца с намотанными металлическими нитями брекера относительно днища, а внутреннее кольцо имеет пазы для формирования выступов на основе шины.
| СПОСОБ АРМИРОВАНИЯ КОЛЕС С УПРУГИМИ ДЕФОРМИРУЕМЫМИ СПИЦАМИ И ПРЕСС-ФОРМА ДЛЯ ИЗГОТОВЛЕНИЯ КОЛЕС | 2007 |
|
RU2357861C1 |
| ПРЕСС-ФОРМА ДЛЯ ИЗГОТОВЛЕНИЯ АВТОМОБИЛЬНОЙ ШИНЫ ИЗ ЭЛАСТИЧНОГО ПОЛИУРЕТАНА С УПРУГИМИ ДЕФОРМИРУЕМЫМИ СПИЦАМИ | 2009 |
|
RU2413611C1 |
| US 20070012405 A1, 18.01.2007 | |||
| ГИДРАВЛИЧЕСКАЯ ТОРМОЗНАЯ СИСТЕМА | 1992 |
|
RU2062722C1 |
| US 7399374 B2, 15.07.2008 | |||
| ЕР 1226925 B1, 08.03.2006 | |||
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОКРЫШЕК ПНЕВМАТИЧЕСКИХ ШИН | 1997 |
|
RU2123427C1 |

