Настоящее изобретение относится к устройству для скручивания из обертки сигаретного фильтра трубок с одним или несколькими внутренними фильтрующими элементами.
Сигареты изготавливают парами, в виде двух табачных стержней с двойным фильтром между ними. С учетом такой конфигурации из обертки заглушки образуют трубку, в центре которой расположена одна сплошная фильтрующая заглушка, так что по обоим концам фильтрующей заглушки создается пустое пространство. Указанное пустое пространство может быть затем заполнено последовательностью из гранулированного материала, такого как уголь и т.п., и сплошного материала, такого как целлюлозоацетатные волокна или волокна с ароматизатором. После этого к каждому концу фильтрующей трубки может быть прикреплен табачный стержень посредством окантовочной бумаги, и центральный твердый фильтр может быть затем разрезан пополам для формирования двух сигарет.
Обертка заглушки может морщиться или образовывать складки при ее обертывании вокруг фильтрующего материала. Поэтому существует потребность в устройстве и способе скручивания обертки вокруг фильтрующей заглушки, посредством которых можно преодолеть недостатки уровня техники. Таким образом, настоящее изобретение относится к устройству и способу скручивания полых трубок из обертки заглушки без морщин и складок, с одним или несколькими внутренними фильтрующими элементами.
Согласно изобретению, способ формирования фильтрующих трубок включает подачу фильтрующего элемента к желобку на первом барабане, вакуумируемом для удерживания на нем фильтрующего элемента, и аксиальное зацепление противоположных концов фильтрующего элемента с первым и вторым роликами для формирования трубок. Непрерывное полотно бумаги с клеевым рисунком на нем подают ко второму барабану. Бумага разрезается на отдельные куски и по меньшей мере участок куска бумаги подают к по меньшей мере участку фильтрующего элемента в желобке первого барабана. Кусок бумаги обертывается вокруг фильтрующего элемента и роликов для формирования трубок для придания ему цилиндрической формы. Ролики для формирования трубок затем отсоединяются для образования таким образом фильтрующей трубки с полыми концами и расположенным по центру фильтрующим элементом.
Этап обертывания куска полотна вокруг фильтрующего элемента и роликов для формирования трубок предпочтительно дополнительно включает зацепление фильтрующего элемента с роликом, распложенным внутри желобка первого барабана, при этом ролик внутри желобка первого барабана позволяет фильтрующему элементу и куску полотна легко крутиться в ходе процесса обертывания.
Также предпочтительно первый барабан дополнительно содержит левый и правый колпаки, которые зацепляются по периметру вокруг фильтрующего элемента с зазором между каждым из колпаков и фильтрующим элементом для направления куска полотна в ходе этапа обертывания куска полотна вокруг фильтрующего элемента и роликов для формирования трубок, при этом этап обертывания куска полотна вокруг фильтрующего элемента и роликов для формирования трубок дополнительно включает зацепление с колпаками и направление куска полотна через зазор между каждым из колпаков и фильтрующим элементом. Этап обертывания куска полотна вокруг фильтрующего элемента и роликов для формирования трубок предпочтительно дополнительно включает зацепление куска полотна с вращающимся ремнем для подачи куска полотна через зазор между левым колпаком и фильтрующим элементом, вдоль ролика внутри желобка первого барабана и затем через зазор между правым колпаком и фильтрующим элементом.
Также предпочтительно на заднюю кромку куска полотна нанесен клей для соединения задней кромки куска полотна с участком куска полотна, скрученным вокруг фильтрующего элемента, для формирования склеенной трубки.
Также предпочтительно этап отсоединения роликов для формирования трубок дополнительно включает соединение склеенных трубок в области фильтрующего элемента посредством прижимного ремня для закрепления трубки в желобке в первом барабане, в то время как ролики для формирования трубок отводятся аксиально.
Также предпочтительно колпаки отсоединяются после того как аксиально отсоединены ролики для формирования трубок. Также предпочтительно колпаки зацепляются после того как ролики для формирования трубок были аксиально зацеплены.
Также предпочтительно фильтрующая трубка удаляется с первого барабана посредством третьего барабана.
Устройство по изобретению содержит желобок на первом барабане для приема фильтрующего элемента, при этом в желобке поддерживают пониженное давление («вакуум») для прикрепления к нему фильтрующего элемента. Первый и второй ролики для формирования трубок аксиально зацепляются с противоположными концами фильтрующего элемента. Второй барабан принимает и разрезает непрерывное полотно бумаги с нанесенным на него клеевым рисунком на куски бумаги и доставляет отрезанный кусок бумаги к фильтрующему элементу. Ремень контактирует с куском бумаги для обертывания куска бумаги вокруг фильтрующего элемента.
Предпочтительно устройство дополнительно содержит прижимной ремень для крепления трубки в желобке в первом барабане для того, чтобы ролики для формирования трубок можно было аксиально отвести.
Устройство также предпочтительно дополнительно содержит третий барабан для удаления фильтрующей трубки из первого барабана.
Другие признаки и преимущества настоящего изобретения, помимо упомянутых выше, будут понятны специалистам в данной области после прочтения нижеследующего подробного описания со ссылкой на сопровождающие чертежи, где подобными позициями обозначены подобные элементы и на которых:
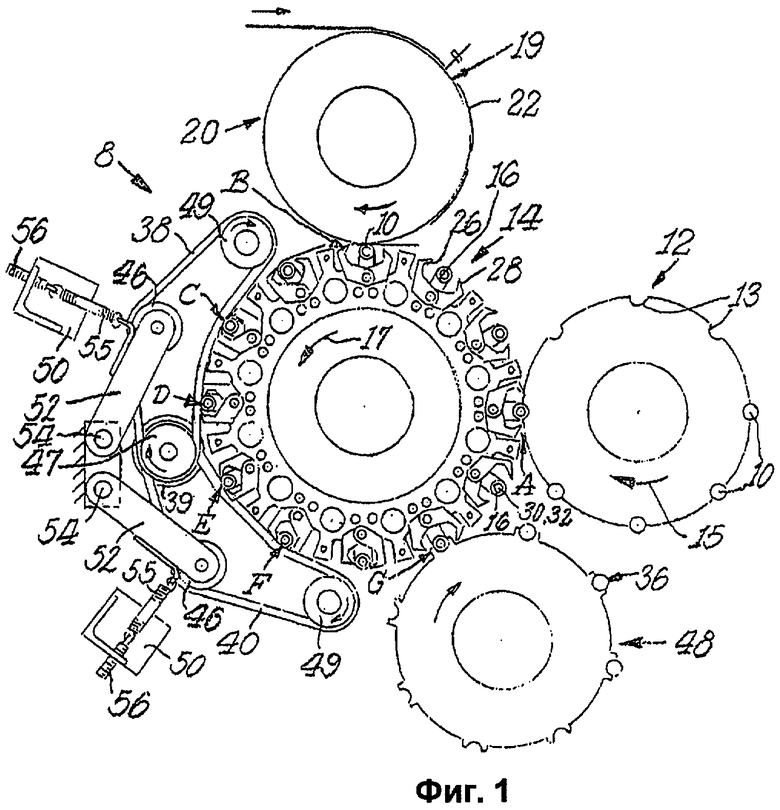
Фиг.1 - вид сбоку устройства для скручивания трубок;
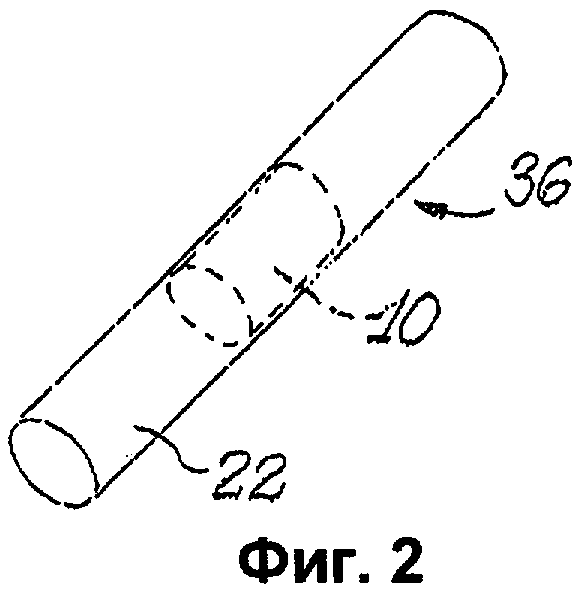
Фиг.2 - вид в перспективе готовой трубки с фильтром в центральном положении;
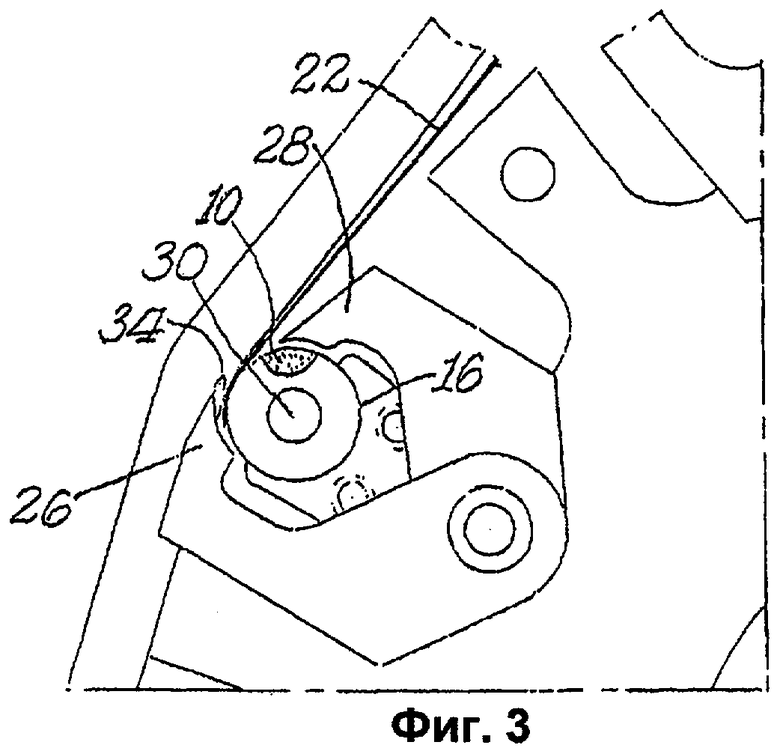
Фиг.3 - фрагмент вида сбоку, показывающий отрезанную полосу бумаги для трубки, входящую в правый и левый колпачки между вращающимся ремнем и направляющим роликом для формирования трубок;
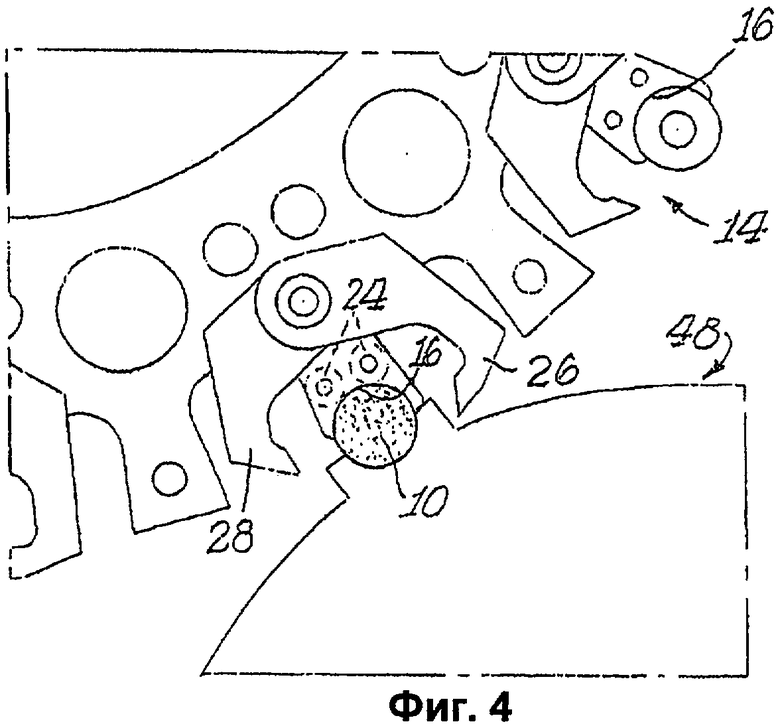
Фиг.4 - фрагмент вида сбоку, когда ролик для формирования трубок удален, показывающий транспортировку сформированного трубчатого фильтра от барабана для формирования трубок к барабану для удаления трубки;
Фиг.5 - вид в перспективе модифицированного направляющего ролика для формирования трубок, показывающий отверстия для создания вакуума и шипы, удерживающие фильтр;
Фиг.6 - схематичный вид сбоку, показывающий полосу трубки, обернутую вокруг фильтра, и два всасывающих направляющих ролика для формирования трубок; и
Фиг.7 - схематичный вид сбоку, показывающий законченную фильтрующую трубку с фильтром, расположенным по центру и с удаленными направляющими роликами для формирования трубок.
Варианты выполнения настоящего изобретения будут описаны далее со ссылкой на чертежи.
На Фиг.1 схематично показано устройство 8 для скручивания фильтрующих трубок сигарет в соответствии с вариантом выполнения настоящего изобретения. Данное устройство может включать подающий барабан 12, барабан 14 для скручивания трубок, склеивающий барабан 20, вращающийся ремень 38, прижимной ремень 40 и снимающий барабан 48. По существу, фильтрующий элемент 10 может перемещаться от подающего колеса 12 к барабану 14 для скручивания трубки, где бумажные куски 22 могут быть нанесены и обернуты вокруг фильтрующего элемента 10. Бумага 22 может подаваться от склеивающего барабана 20, может иметь клей, нанесенный вдоль ее центральной линии перемещения для крепления бумаги 22 для обертывания заглушки к фильтрующему элементу 10. Вращающийся ремень 38 может перемещать бумагу по окружности вокруг фильтрующего элемента до тех пор, пока клей, нанесенный на заднюю кромку бумаги для обертывания заглушки, не коснется другой поверхности бумаги, обернутой вокруг фильтрующего элемента 10, для формирования фильтрующей трубки 36. Фильтрующая трубка 36 может быть затем помещена на снимающее колесо 48 и снята с него удобным образом для дальнейшей обработки. Такой новый способ и устройство для обертывания бумаги вокруг фильтрующих элементов будут описаны далее более подробно. В целях иллюстрации определенные положения в ходе процесса обертывания будут обозначены буквами, представляющим конкретную точку в ходе процесса.
Фильтрующий элемент 10 может представлять собой любой традиционный элемент фильтра табачного изделия, например заглушку из жгута из ацетата целлюлозы или другого подходящего материала. Фильтрующий элемент 10 может подаваться любым традиционным способом к барабану 12 для подачи фильтров, содержащему по меньшей мере один желобок 13 для приема фильтрующих элементов. Например, фильтрующий элемент 10 может быть вручную помещен в желобок 13 или может быть доставлен в желобок из устройства для создания и/или распределения фильтрующих элементов. Желобок 13 может быть, по существу, полукруглой трубчатой формы, открытой вдоль периметра барабана 12. Желобок 13 может содержать приспособление для создания вакуума или другие подходящие средства, традиционные в данной области техники, для удержания фильтрующего элемента 10, когда подающий барабан вращается в направлении по часовой стрелке, как показано стрелкой 15 на Фиг.1.
Когда фильтрующие элементы 10 достигают положения А, они могут быть перемещены к желобку 16 в барабане 14 для скручивания трубок, который может вращаться в направлении против часовой стрелки, как показано стрелкой 17. Желобок 16 может иметь, по существу, полукруглую трубчатую форму, открытую вдоль периметра барабана 14. Фильтрующие элементы 10 может быть необходимо удерживать в желобках 16 барабана посредством вакуума или других подходящих средств, традиционных для данной области техники.
Каждый желобок 16 в барабане 14 для скручивания трубок может быть снабжен роликами 24, обозначенными пунктирными линиями на Фиг. 4. Ролики 24 могут быть, по существу, цилиндрической формы и могут свободно вращаться, либо иметь средства привода для вращения фильтрующего элемента 10. Ролики 24 могут быть выполнены попарно для обеспечения фильтрующему элементу 10 и бумаге 22 возможности свободно вращаться в ходе процесса обертывания.
Каждый желобок 16 может также быть снабжен роликами 30 и 32 для формирования трубок, показанными на Фиг.5-7. Ролики 30 и 32 для формирования трубок могут быть, по существу, цилиндрической формы, и предназначены для удержания фильтрующего элемента 10 на месте в ходе операции по обертыванию и/или для предотвращения сморщивания или замятия бумаги 22 в ходе процесса обертывания. Ролики 30 и 32 для формирования трубок могут перемещаться аксиально вдоль желобка с каждой стороны фильтрующего элемента 10 для окружения фильтрующего элемента вдоль его оси Х и могут вращаться заодно с фильтрующим элементом 10 на роликах 24 в ходе обертывания. Такое осевое перемещение хорошо известно и описано в документе US-A-2006-0281614, который приведен здесь для ссылки. Перемещение и положение роликов для формирования трубок может регулироваться кулачками, которые не показаны, но также хорошо известны специалистам в данной области техники, как описано, например, в US-A-3985144, который приведен здесь для ссылки.
В положении А, показанном на Фиг.1, ролики 30 и 32 для формирования трубок (не показанные на Фиг.1) отделены расстоянием, достаточным для размещения фильтрующего элемента 10, по существу, внутри желобка 16. Когда барабан 14 для скручивания трубок вращается до положения В, ролики 30 и 32 для формирования трубок могут быть направлены аксиально внутрь к фильтрующему элементу 10 для его закрепления в определенном положении, например по центру желобка 16.
Каждый желобок 16 может также быть снабжен колпаками 26 и 28, показанными на Фиг.1, 3 и 4. Перемещение и положение этих колпаков может регулироваться кулачками, которые не показаны, но хорошо известны специалистам в данной области техники. Колпаки 26 и 28 могут совершать захватывающее или ножничное перемещение для замыкания вокруг фильтрующего элемента 10 и направляющих роликов 30 и 32 для формирования трубок.
Фильтрующие элементы 10 могут быть подведены близко к склеивающему барабану 20 для соединения с бумажными сегментами 22. Для доставки отрезанного сегмента 22 бумаги к фильтрующему элементу 10 непрерывное полотно бумаги 18 может подаваться на склеивающий барабан 20, где оно может разрезаться на отдельные отрезанные сегменты 22 бумаги. Сегменты 22 бумаги могут иметь клеевой рисунок, предварительно нанесенный в то время когда бумага еще является непрерывной, или клей может быть нанесен после этапа отрезания. Непрерывная бумага 18 может быть разрезана посредством ножа 19, режущего колеса или другого подходящего режущего устройства, традиционного в данной области техники. Подача бумаги и процесс отрезания могут быть таким же, как используется в традиционном снабжении для склеивания сигарет с фильтром.
В положении В передняя кромка сегмента 22 бумаги (здесь и далее, просто «бумаги») приклеивается к фильтрующему элементу 10 посредством нанесенного на нее клея. Бумага 22 по, прежнему простирается, по существу, перпендикулярно фильтрующему элементу 10. Когда барабан 14 для скручивания трубок вращается из положения В в положение С, колпаки 26 и 28 поворачиваются внутрь к фильтрующему элементу 10 и роликам 30 и 32 для формирования трубок. Такой поворот предпочтительно не создает соприкосновения с бумагой, которая в этой точке процесса может все еще тангенциально простираться от фильтрующего элемента 10.
Процесс обертывания бумаги 22 вокруг элемента 10 может заканчиваться в положении С. На Фиг. 3 изображен увеличенный вид фильтрующего элемента 10 в положении С, и изображено расположение колпаков 26 и 28 относительно фильтрующего элемента 10 в положении С в процессе. Когда колпаки закрыты внутрь, небольшой зазор 34 может оставаться между колпаком 26 и фильтрующим элементом 10, и таким образом роликами 30 и 32 для формирования трубок. Подобный зазор может существовать между колпаком 28 и фильтрующим элементом 10. Зазор 34 служит в качестве направляющего прохода для бумаги 22 в ходе процесса обертывания. Направляющий проход способствует предотвращению сморщивания и замятия бумаги в ходе обертывания. Как также показано на Фиг.3, колпак 28 может быть отделен от контакта с ремнем 38 для обеспечения бумаге 22 возможности продвигаться без защемления между колпаком 28 и ремнем 38.
В положении С один или несколько вращающихся ремней 38 входят в контакт с бумагой 22, и вакуум по меньшей мере слегка ослабляется. Ремень может быть предназначен для контакта с бумагой 22 в областях роликов 30 и 32 для формирования трубок. Вращающийся ремень 38 может приводиться в действие мотором 39 и направляться колесами 46, 47 и 49 для движения с более высокой скоростью, чем скорость поверхности бумаги 22, которая регулируется скоростью вращения барабана 14. Натяжение ремня 38 может поддерживаться посредством натяжителей 50, которые прикреплены к плечу 52, которое качается вокруг неподвижной точки 54. Натяжители 50 могут содержать, например, пружины 55, которые могут быть затянуты или ослаблены посредством натяжных винтов 56, что хорошо известно в данной области техники для регулирования натяжения в натягивающей системе. Таким образом, когда барабан 14 для скручивания трубок вращается от положения С к положению D, вращающиеся ремни 38, имеющие скорость поверхности, превышающую скорость вращения барабана 14 для скручивания трубок, проталкивают бумагу 22 через зазор 34 и вокруг фильтрующего элемента 10 и роликов 30 и 32 для формирования трубок в желобке 16, как показано на Фиг.6. Таким образом, как показано с общей ссылкой на Фиг.6 и 7, бумага 22 обертывается вокруг фильтрующего элемента 10 и роликов 30 и 32 для формирования трубок до тех пор, пока задняя кромка клея 60 на бумаге не уплотнит шов путем контакта с участком бумаги, который был скручен вокруг фильтрующего элемента 10 и роликов 30 и 32 для формирования трубок.
Когда фильтрующая трубка 36 достигает положения Е, прижимной ремень 40 входит в контакт с фильтрующей трубкой 36. Ремень 40 может быть расположен между двумя ремнями 38, каждый из которых может вращаться на независимых колесах 47 так, чтобы позволять ремням 38 контактировать с бумагой 22 вокруг роликов 30 и 32 для формирования трубок и чтобы позволять ремню 40 контактировать с бумагой 22 вокруг фильтрующего элемента 10. Дополнительно колеса 47 могут вращаться независимо друг от друга так, что одно из колес 47 может позволять лентам 38 двигаться быстрей, чем скорость вращения барабана 14, в то время как другое из колес 47 может вращаться со скоростью, соответствующей скорости барабан 14. Несмотря на то, что на Фиг.1 изображено лишь одно из колес 47, следует понимать, что другие независимо вращающиеся колеса 47 могут быть аксиально выравнены с показанным колесом 47, как известно в области натяжных ременных систем.
Ремень 40 может двигаться с равнозначной скоростью с трубкой 36 и барабаном 14 так, что ремень 40 может удерживать трубку 36 плотно на поверхности желобка 16. Давление ремня 40 может способствовать поддержанию трубки 36 в положении, когда ролики 30 и 32 для формирования трубок аксиально извлекаются. Вакуум может также быть повторно подключен в этой точке для поддержания трубки 36 в ее положении.
Прижимной ремень 40 может быть натянут посредством натяжителей 50, как описано выше со ссылкой на вращающийся ремень 38. Когда барабан 14 для формирования трубок вращается из положения Е в положение F, ролики 30 и 32 для формирования трубок аксиально отводятся. Это действие можно наблюдать путем сравнения Фиг.6 с Фиг.7.
Когда барабан 14 для скручивания трубок вращается из положения F в положение G, левый и правый колпаки 26 и 28 открываются. Законченная скрученная фильтрующая трубка 36 затем удаляется в положении G, как показано на Фиг.4. Вакуум может быть вновь отключен для обеспечения возможности ее транспортировки к барабану 48. Иллюстративная законченная фильтрующая трубка 36 показана на Фиг.2.
Альтернативно или дополнительно ролики 30 и 32 для формирования трубок могут быть снабжены вакуумными отверстиями 44 и/или шипами 46 для зацепления с фильтром, как показано на Фиг.5. Вакуум может быть приложен через вакуумные отверстия 44 для прижатия бумаги 22 вниз плотно к поверхности роликов 30 и 32 для формирования трубок для дополнительного обеспечения того, что бумага 22 будет проходить по направляющему проходу в ходе операции скручивания. Дополнительные шипы 46 могут проникать в торцевые поверхности фильтрующего элемента 10 для обеспечения того, что фильтрующий элемент 10 и ролики 30 и 32 для формирования трубок вращаются вместе.
Следует понимать, что вышеприведенное подробное описание, несмотря на то что оно описывает предпочтительные воплощения, приведено лишь в целях иллюстрации, поскольку различные изменения и модификации, не нарушающие пределов и сущности изобретения, станут очевидны специалистам в данной области техники из подробного описания.
| название | год | авторы | номер документа |
|---|---|---|---|
| ВЫСОКОСКОРОСТНОЕ ПАКЕТИРУЮЩЕЕ УСТРОЙСТВО | 2011 |
|
RU2556915C2 |
| Способ изготовления курительных изделий | 1985 |
|
SU1414309A3 |
| МАШИНА ДЛЯ ПРОИЗВОДСТВА БУМАЖНОЙ ТРУБКИ, СПОСОБ ПРОИЗВОДСТВА БУМАЖНОЙ ТРУБКИ И БУМАЖНАЯ ТРУБКА, ПРОИЗВЕДЕННАЯ ЭТИМ СПОСОБОМ | 2012 |
|
RU2611276C2 |
| СПОСОБ И СИСТЕМА ДЛЯ ОБЕРТЫВАНИЯ БЛОКА СЕГМЕНТОВ | 2014 |
|
RU2664352C2 |
| КУРИТЕЛЬНОЕ ИЗДЕЛИЕ С ЗАКРЫТЫМ КОНЦОМ, СПОСОБЫ И АППАРАТ ДЛЯ ЕГО ИЗГОТОВЛЕНИЯ | 2007 |
|
RU2442507C2 |
| РАЗЛИЧНЫЕ ВАРИАНТЫ ИЗГОТОВЛЕНИЯ ТАБАЧНОГО СТЕРЖНЯ С ПОЛЫМ ПРОХОДОМ, ПРОДОЛЖАЮЩИМСЯ ЧЕРЕЗ НЕГО | 2007 |
|
RU2447816C2 |
| СТАНОК ДЛЯ ИЗГОТОВЛЕНИЯ КАПТАЛА | 1940 |
|
SU64903A1 |
| УСТРОЙСТВО ДЛЯ | 1971 |
|
SU300383A1 |
| ПОЛОТНО ОБОДКОВОЙ БУМАГИ | 2015 |
|
RU2672941C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СИГАРЕТНЫХ ПАЧЕК И УСТРОЙСТВО ДЛЯ ЕГО РЕАЛИЗАЦИИ | 1999 |
|
RU2228286C2 |
Изобретение относится к способу и устройству для формирования фильтрующих трубок. Способ формирования фильтрующих трубок включает подачу фильтрующего элемента в желобок на первом барабане, который вакуумируется для прикрепления к нему фильтрующего элемента, причем первый барабан дополнительно содержит левый и правый колпаки, которые по окружности зацепляются вокруг фильтрующего элемента с зазором между каждым колпаком и фильтрующим элементом; аксиальное зацепление противоположных концов фильтрующего элемента с первым и вторым роликами для формирования трубок; подачу непрерывного полотна с клеевым рисунком на нем ко второму барабану; разрезание полотна на отдельные куски; подачу, по меньшей мере, участка куска полотна к, по меньшей мере, участку фильтрующего элемента в желобке первого барабана; обертывание куска полотна вокруг фильтрующего элемента и роликов для формирования трубок для формирования структуры цилиндрической формы, включающее стадию зацепление колпаков и направление куска полотна через зазор между каждым из колпаков и фильтрующим элементом; и аксиальное отсоединение роликов для формирования трубок для получения фильтрующей трубки с полыми концами и расположенным по центру фильтрующим элементом. Технический результат заключается в исключении образования морщин или складок при обертывании фильтрующего элемента. 2 н. и 6 з.п. ф-лы, 7 ил.
1. Способ формирования фильтрующих трубок, включающий: подачу фильтрующего элемента в желобок на первом барабане, вакуумируемый для прикрепления к нему фильтрующего элемента, причем первый барабан дополнительно содержит левый и правый колпаки, которые по окружности зацепляются, вокруг фильтрующего элемента с зазором между каждым колпаком и фильтрующим элементом; аксиальное зацепление противоположных концов фильтрующего элемента с первым и вторым роликами для формирования трубок; подачу непрерывного полотна с клеевым рисунком на нем ко второму барабану; разрезание полотна на отдельные куски; подачу, по меньшей мере, участка куска полотна к, по меньшей мере, участку фильтрующего элемента в желобке первого барабана; обертывание куска полотна вокруг фильтрующего элемента и роликов для формирования трубок для формирования структуры цилиндрической формы, включающее стадию зацепления колпаков и направления куска полотна через зазор между каждым из колпаков и фильтрующим элементом; и аксиальное отсоединение роликов для формирования трубок для получения фильтрующей трубки с полыми концами и расположенным по центру фильтрующим элементом.
2. Способ по п.1, при котором фильтрующий элемент подают к желобку на первом барабане с барабана для подачи фильтров.
3. Устройство для скручивания фильтрующих трубок, содержащее: желобок на первом барабане для приема фильтрующего элемента, при этом желобок является вакуумируемым для прикрепления к нему фильтрующего элемента; первый и второй ролики для формирования трубок для аксиального взаимодействия с противоположными концами фильтрующего элемента; второй барабан для приема и разрезания непрерывного полотна с клеевым рисунком на куски и подачи отрезанного куска полотна к фильтрующему элементу; и ленту для контактирования с куском полотна для обертывания куска бумаги вокруг фильтрующего элемента, причем первый барабан дополнительно содержит левый и правый колпаки, которые взаимодействуют, по существу, по окружности, вокруг фильтрующего элемента с зазором между каждым из колпаков и фильтрующим элементом для направления куска полотна во время этапа обертывания куска полотна, вокруг фильтрующего элемента и роликов для формирования трубок.
4. Устройство по п.3, в котором фильтрующий элемент подают в желобок на первом барабане с барабана для подачи фильтров, при этом фильтрующий элемент удерживается на барабане для подачи фильтров посредством вакуумирования желобка подающего барабана.
5. Устройство по п.3, дополнительно содержащее ролик внутри желобка первого барабана, позволяющий фильтрующему элементу и куску полотна легко катиться в ходе процесса обертывания.
6. Устройство по п.5, в котором задняя кромка куска полотна снабжена клеем для прикрепления задней кромки куска полотна к участку куска полотна, скрученному вокруг фильтрующего элемента, для формирования склеенной трубки из полотна.
7. Устройство по п.3, в котором каждый из роликов для формирования трубок включает вакуумируемые отверстия для приложения вакуума к куску полотна, чтобы удерживать кусок полотна на поверхности роликов для формирования трубок.
8. Устройство по п.3, в котором каждый ролик для формирования трубок включает шипы для проникновения в фильтрующий элемент для обеспечения совместного вращения фильтрующего элемента и роликов для формирования трубок.
| БОКОВОЙ ПРИЦЕП ДЛЯ ВЕЛОСИПЕДА | 1993 |
|
RU2096237C1 |
| ЕР 1287484 В1, 15.09.2004 | |||
| JP 2000184876 А, 04.07.2000. | |||

