Изобретение относится к автоматизированным линиям для производства каркасных деревянных панелей.
Известна линия для изготовления деревянных панелей (Авторское свидетельство СССР №1247290 от 30.07.1986 г.), включающая в себя транспортеры сборки и подачи панелей, участок введения теплоизоляционной композиции с трубопроводом заливки композиции и привод, приспособление для ориентации панелей и замкнутым цепным конвейером для их перемещения, а также узел уплотнения.
Недостатками известного аналога являются низкое качество сборки панелей и стационарность оборудования.
Известна также линия производства каркасных деревянных панелей (http://www.makron.fi/порусски/Продукция/Оборудованиекаркаснопанельногодомостроения/Полуавтоматическиелинии/tabid/8318/language/ru-RU/Default.aspx, описание прототипа прилагаем), включающая взаимосвязанные между собой функциональные модули - модуль сборки каркаса стеновых панелей; модуль укладки и сколачивания внешней и внутренней обшивки; модуль укладки теплоизоляционного материала; модуль выреза оконных и дверных проемов, каждый из которых имеет роликовый конвейер, связывающий между собой все робототехнические модули и сборочный портальный робот, расположенный над роликовым конвейером.
Недостатками известного прототипа являются высокий процент ручного труда, высокий показатель занимаемой производственной площади.
Задача изобретения - повышение качества выпускаемого изделия, сокращение себестоимости выпускаемого изделия, а также сокращения показателя занимаемой технологическим оборудованием производственной площади, увеличение производительности.
Технический результат - полная автоматизация технологического процесса, повышение энергоэффективности технологического процесса, мобильность технологического оборудования.
Достигается это за счет того, что автоматическая линия сборки каркасных деревянных панелей содержит робототехнические модули: модуль сборки каркаса стеновых панелей; модуль укладки и сколачивания внешней и внутренней обшивки; модуль укладки теплоизоляционного материала; модуль выреза оконных и дверных проемов, каждый из которых имеет роликовый конвейер, связывающий между собой все робототехнические модули, и сборочный портальный робот, расположенный над роликовым конвейером, кроме того, автоматизированная линия оснащена дополнительным робототехническим модулем монтажа элементов водоснабжения, отопления и электросетей, и модулем укладки паро- и гидроизоляционного материала, робототехнический модуль укладки и сколачивания внешней и внутренней обшивки, а также робототехнический модуль выреза оконных и дверных проемов имеют сборочный портальный робот, расположенный под роликовым конвейером.
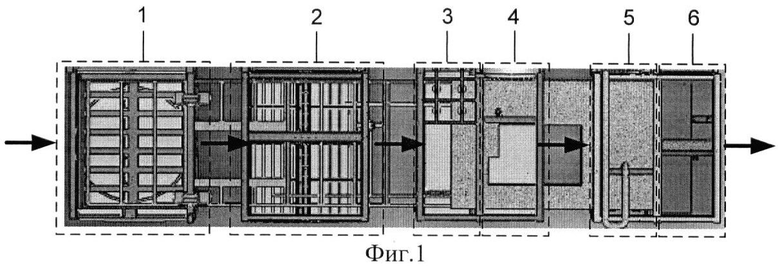
На фиг.1 изображена общая схема автоматической линии сборки каркасных деревянных панелей;
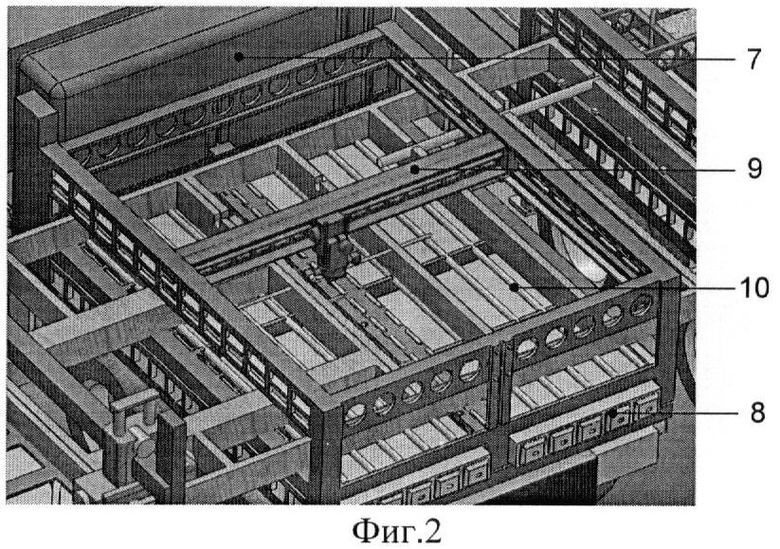
на фиг.2 представлен робототехнический модуль монтажа элементов водоснабжения, отопления и электросетей;
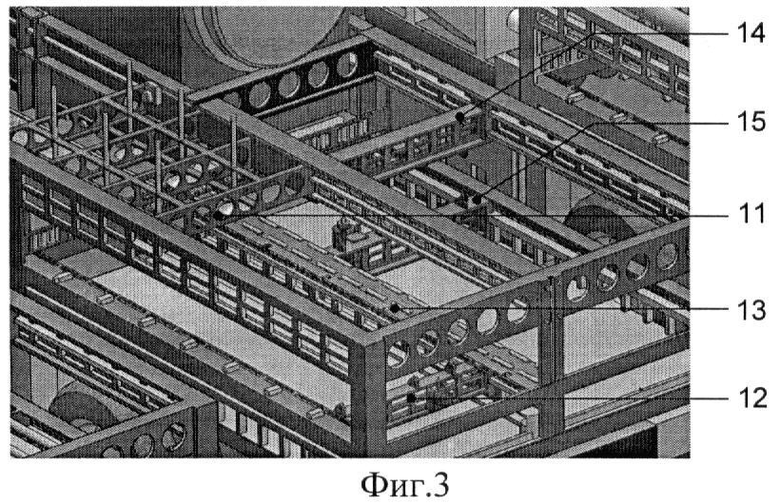
на фиг.3 представлен робототехнический модуль укладки обшивки, а также модуль выреза оконных и дверных проемов;
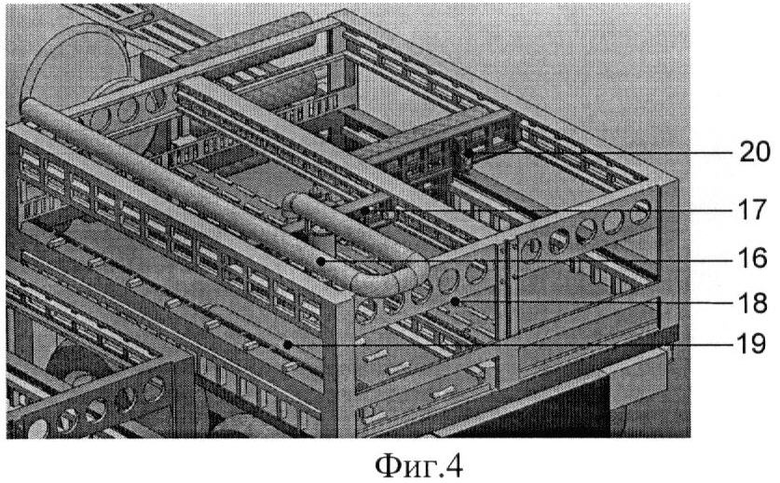
на фиг.4 представлен робототехнический модуль укладки теплоизоляционного материала, а также модуль укладки пароизоляционной мембраны.
Автоматическая линия для производства каркасных деревянных панелей включает в себя взаимосвязанные между собой функциональные робототехнические модули: модуль сборки каркаса 1, модуль 2 для монтажа элементов водоснабжения, отопления и электрических сетей, модуль укладки внутренней и внешней обшивки 3, модуль выреза оконных и дверных проемов 4, модуль укладки теплоизоляционного материала 5, модуль укладки пароизоляционной мембраны 6, при этом модуль 2 снабжен автоматизированным накопителем 7 элементов водоснабжения и отопления, автоматизированным накопителем 8 сборочных элементов электрических сетей, сборочным портальным роботом 9, расположенным над роликовым конвейером 10, модуль укладки внутренней и внешней обшивки 3 содержит портальный робот 11 для укладки внутренней обшивки, расположенный над роликовым конвейером 13 и портальный робот 12, который расположен под роликовым конвейером 13, для укладки внешней обшивки, модуль выреза оконных и дверных проемов 3 содержит портальный робот 14, а также оснащен портальным роботом 15, расположенным под роликовым конвейером 13, модуль укладки теплоизоляционного материала 5 оснащен портальным роботом 16, расположенным над роликовым конвейером 17, гибким трубопроводом 18, соединенным с исполнительным органом портального робота 16, механизм укладки гидроизоляции 19 расположен под роликовым конвейером 17, напротив портального робота 16, модуль укладки пароизоляции 5 выполнен в виде портального робота 20.
Работа автоматической линии осуществляется следующим образом.
В модуле сборки каркаса 1 происходит сколачивание сборных элементов, готовый каркас поступает на модуль 2 для монтажа элементов водоснабжения, отопления и электрических сетей, сборочные элементы автоматизированного накопителя 7 элементов водоснабжения и автоматизированного накопителя 8 элементов электросетей подаются в рабочую зону сборочного портального робота 9 и с его помощью монтируются на готовый деревянный каркас, посредством роликового конвейера 10 полуфабрикат панели перемещается в модуль 3 укладки обшивки, где происходит подача и сколачивание обшивочного материала с деревянным каркасом посредством портальных роботов 11 и 12, по роликовом конвейеру 13 панель-полуфабрикат направляется в модуль 4 оконных и дверных проемов, где при помощи портальных роботов 14 и 15 вырезаются проемы определенной конфигурации, после чего в модуле 5 укладки утеплителя вырезается отверстие в обшивке и по гибкому трубопроводу 16, позиционирование которого осуществляется портальным роботом 17, происходит задувание целлюлозного утеплителя в полости панели, одновременно с этим под роликовым конвейером 18 посредством механизма 19 происходит укладка гидроизоляционной мембраны, вслед за этим панель по роликовому конвейеру 18 перемещается в модуль 6 укладки пароизоляционной мембраны, где посредством портального робота 20 осуществляется укладка и прибивка пароизоляционной мембраны к внутренней части панели, после чего цикл повторяется.
Применение портальных роботов позволяет полностью автоматизировать технологический процесс сборки каркасных деревянных панелей. Кроме того, за счет дополнительно установленных под роликовым конвейером портальных роботов повышается энергоэффективность технологического процесса. Благодаря модульной структуре линии обеспечивается мобильность технологического оборудования.
| название | год | авторы | номер документа |
|---|---|---|---|
| АВТОМАТИЗИРОВАННАЯ КОНВЕЙЕРНАЯ ЛИНИЯ ДЛЯ СБОРКИ МЕБЕЛЬНЫХ КОРОБОВ | 2024 |
|
RU2836831C1 |
| БЫСТРОВОЗВОДИМОЕ КАРКАСНОЕ ЗДАНИЕ | 2019 |
|
RU2713847C1 |
| МОБИЛЬНАЯ НЕРАЗБОРНАЯ БАНЯ-БОЧКА | 2013 |
|
RU2559971C2 |
| СПОСОБ ВОЗВЕДЕНИЯ НАРУЖНОЙ СТЕНЫ ЗДАНИЯ И МНОГОСЛОЙНАЯ СТРОИТЕЛЬНАЯ ПАНЕЛЬ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2010 |
|
RU2440471C1 |
| МНОГОСЛОЙНАЯ СТРОИТЕЛЬНАЯ ПАНЕЛЬ | 2012 |
|
RU2485260C1 |
| Конструкция каркасного строительного модуля | 2017 |
|
RU2654092C1 |
| Быстровозводимая несущая каркасная панель | 2022 |
|
RU2820589C2 |
| Поточная линия для производства строительных панелей | 1983 |
|
SU1133097A1 |
| РАЗБОРНЫЙ ДОМ | 2007 |
|
RU2342500C1 |
| МОДУЛЬНАЯ ЯЧЕЙКА ЗДАНИЯ | 2022 |
|
RU2792754C1 |
Автоматическая линия сборки каркасных деревянных панелей содержит робототехнические модули: модуль сборки каркаса стеновых панелей; модуль укладки и сколачивания внешней и внутренней обшивки; модуль укладки теплоизоляционного материала с интегрированной автоматизированной линией производства утеплителя; модуль выреза оконных и дверных проемов. Роликовый конвейер связывает между собой все робототехнические модули и сборочный портальный робот, расположенный над роликовым конвейером. Линия оснащена дополнительным робототехническим модулем монтажа элементов водоснабжения, отопления и электросетей, и модулем укладки изоляционного материала. Модуль укладки и сколачивания внешней и внутренней обшивки, а также модуль выреза оконных и дверных проемов имеют сборочный портальный робот, расположенный под роликовым конвейером. Увеличивается производительность линии, повышается энергоэффективность технологического процесса и мобильность технологического оборудования, уменьшается себестоимость выпускаемого изделия. 4 ил.
Автоматическая линия сборки каркасных деревянных панелей, содержащая робототехнические модули: модуль сборки каркаса стеновых панелей; модуль укладки и сколачивания внешней и внутренней обшивок; модуль укладки теплоизоляционного материала; модуль выреза оконных и дверных проемов, каждый из которых имеет роликовый конвейер, связывающий между собой все робототехнические модули и сборочный портальный робот, расположенный над роликовым конвейером, отличающаяся тем, что дополнительно содержит робототехнический модуль монтажа элементов водоснабжения, отопления и электросетей, модуль укладки паро- и гидроизоляционного материала, кроме этого, робототехнический модуль укладки и сколачивания внешней и внутренней обшивок, а также робототехнический модуль выреза оконных и дверных проемов имеет дополнительно сборочный портальный робот, расположенный под роликовым конвейером.
| Линия изготовления деревянных панелей | 1984 |
|
SU1247290A1 |
| Устройство для сборки деревянных каркасов панелей | 1982 |
|
SU1073093A1 |
| Устройство для измерения шумового отношения смесительных диодов | 1988 |
|
SU1531032A1 |
| ЕР 1990163 А2, 12.11.2008 | |||
| Растяжимый электрический кабель | 1926 |
|
SU8318A1 |
| СТРОИТЕЛЬНАЯ ПАНЕЛЬ И СПОСОБ СООРУЖЕНИЯ | 2003 |
|
RU2304672C2 |

