Изобретение относится к линиям изготовления деревянных панелей и может быть использовано в деревообра- батьгоающей промьшшенности при производстве панелей для малоэтажных деревянных домов.
Цепь изобретения - повышение качества панелей.
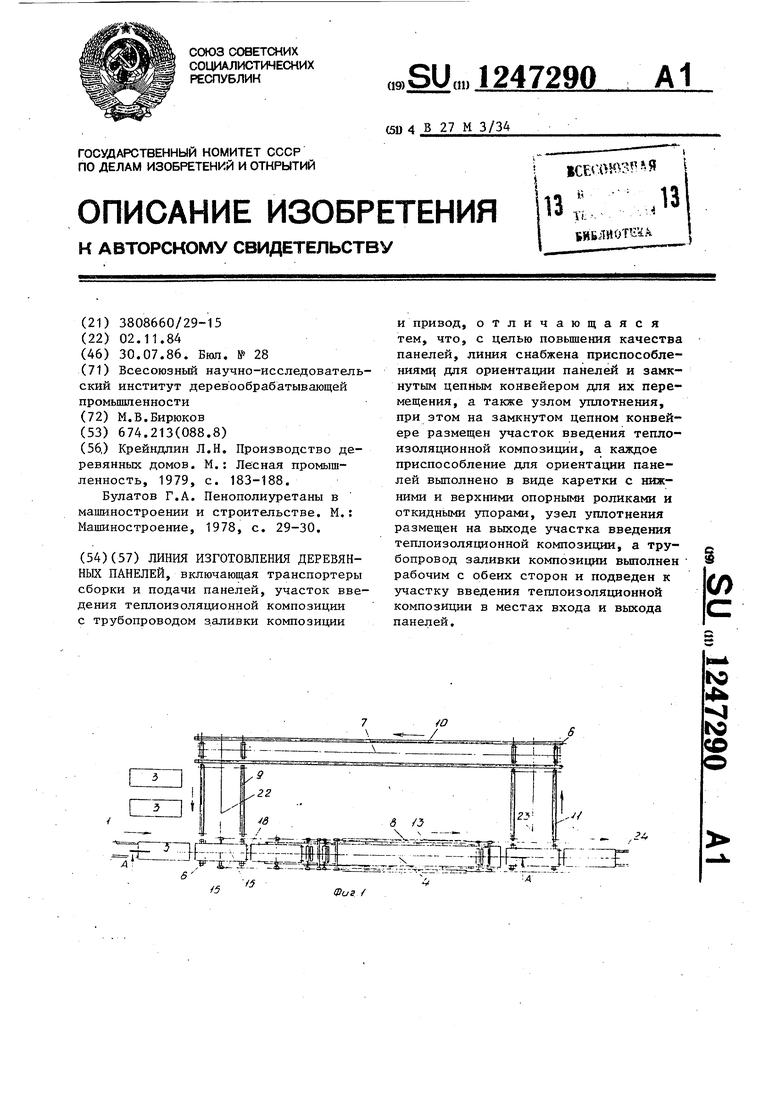
На фиге 1 изображена линия изготовления деревянных панелей, вид сверху; на фиг. 2 - разрез А-А на фиг. 1.
Линия изготовления деревянных панелей включает в себя транспортеры сборки 1 и подачи 2 панелей 3, участок 4 введения теплоизоляционной композиции 5 и привод 6 и снабжена ус- тановленным на выходе сборочного транспортера 1 замкнутым цепным конвейером 7 с попарно расположеннь1ми рабочими продольными 8 и поперечными 9 и возвратными продольными 10 и поперечными 11 участками. Рабочий участок 8 конвейера 7 является частью участка 4 введения теплоизоляционной композиции 5. Линия также снабжена механизмом ориентации 12 панелей 3 и смонтированным на рабочем участке 8 конвейера 7 узлом уплотнения 13 теплоизоляционной композиции 5, при этом механизм ориентации 12 панелей 3 вьшолнен в виде каретки 14 со смонтированными на ее продольных сторонах 15 опорными роликами, нижними 16 и верхними 17, которые жестко связаны между собой, и установленных соответственно на передней 18 и продольных 15 сторонах каретки 14 откид ньпс упоров 19. Узел уплотнения 13 размещен на выходе участка 4 введения теплоизоляционной композиции 5 и выполнен в виде подпружиненных относительно основания 20 площадок 21, а участок 4 введения теплоизоляционной композиции 5 соединен с входом 22 и выходом 23 рабочего участка 8 цепного конвейера 7. Кроме того, линия включает транспортер 24 для отвода готовых панелей 3 с участка введения 4 теплоизоляционной композиции 5. Панель 3 имеет торцевое отверстие 25 для заливки пенополиуретана.
Линия работает следующим образом. Собирают каркасы с обшивками панелей, и подготовленные таким образом к заполнению теплоизоляционной композицией 5 панели 3 подаются транспортером 1 с места сборки к транспортеру подачи 2, который снабжен узлом ориентации 12 панелей 3. При этом панели 3 расположены таким образом, что их торцевые отверстия находятся со стороны транспортера 1.
В узле ориентации 12 панели располагаются на каретках 14, положение их фиксируют откидными упорами 19,
расположенными на передней 18 и продольных 15 сторонах каретки 14. Каретка 14 с зафиксированной р ней панелью 3 перемещается посредством смонтированных на ее продольных сторонах 15 нижних 16 и верхних 17 опорных роликов жестко связанных между собой (т.е. каретка катится на двух роликах 16), к участку введения 4 теплоизоляционной композиции 5. На
подходе к участку 4 рабочий поворачивает | панель 3 в вертикальное положение. При этом панель 3 занимает устойчивое вертикальное положение, поскольку жестко соединенные ролики 16 и 17 каретки 14 устанавливаются в горизонтальное положение и центр тяжести панели 3 как бы смещается. Установленная вертикально панель 3 (торцовое отверстие 25 находится в
верхнем положении) подводится рабо- чей продольной ветвью 8 замкнутого цепного конвейера 7 к трубопроводу 4 заливки пенополиуретана 5 в полость панели 3. Далее рабочая продольная
ветвь 8 замкнутого цепного конвейера 7 медленно перемещает залитые до верху пенополиуретаном панели 3 к узлу уплотнения 13.
За время перемещения пенополиуретан начинает-частично схватываться у стенок панели, а средняя часть массы под собственной тяжестью оседает, причем частично, т.е. в верхней части панели образуются пустоты.
Этот недостаток устраняется в узле уплотнения 13, где происходит встряхивание панелей за счет вибрации основания 20 площадки 21. Окончательно уплотненная масса пенополиуретана
дополняется из трубопровода 4 в конце рабочей продольной ветви 8 конвейера 7. Панель залита пенополиуретаном, и после некоторой выдержки рабочий разворачивает ее против часовой стрелки, панель занимает горизонтальное положение (ролик 17 снова занимает верхнее, а ролик 16 нижнее положение, т.е. каретка 14 снова на
31
двух роликах). В таком виде панель 3 подхватывается роликами транспортера 24 и переносится на следующие операции. Каретка 14 перемещается по ;замкнутому конвейеру 7 (на участках 9-11) и возвращается на рабочий продольный участок 8 для захвата новой панели 3 и подачи ее для запивки, уп2472904
лотнения и дозаливки теплоизоляционным материалом.
Конструкция линии обеспечивает повышение качества изделий эа счет снижения усадочных полостей, т.к. заполнение полости пенополиуретаном осуществляют в два этап в вертикальном положении.

А-А
25
| ) Крейндлин Л.Н | |||
| Производство деревянных домов | |||
| М.: Лесная промышленность, 1979, с | |||
| Переносная мусоросжигательная печь-снеготаялка | 1920 |
|
SU183A1 |
| Булатов Г.А | |||
| Пенополиуретаны в машиностроении и строительстве | |||
| М.: Машиностроение, 1978, с | |||
| Солесос | 1922 |
|
SU29A1 |
