Область техники, к которой относится техническое решение
Изобретение относится к области машиностроения, а именно к автоматизированным конвейерным линиям и может быть использовано в мебельной промышленности для изготовления коробов и ящиков.
Уровень техники.
Из уровня техники известен ручной способ сборки коробов (см. https://rutube.ru/video/78944e69f876d6726772b50f3723e936/?ysclid=ltyccs86lb936872963).
Известен способ сборки мебельного ящика, в котором детали каркаса скрепляют с помощью пневмопистолета, а затем делают отверстия и вкручивают евровинты (https://yandex.ru/video/preview/5262687550561326317).
Известен способ сборки выдвижного ящика из готовых заводских деталей с размеченными отверстиями под шканты, минификсы и конфирматы (см. Сборка выдвижного ящика при помощи шкантов и минификсов - Мебель своими руками (mebsam.com)).
Однако данные способы сборки трудоемки.
Известна автоматическая линия сборки каркасных деревянных панелей (патент RU 2453427, МПК B27M3/34, опубл. 20.06.2012), которая содержит робототехнические модули: модуль сборки каркаса стеновых панелей; модуль укладки и сколачивания внешней и внутренней обшивки; модуль укладки теплоизоляционного материала с интегрированной автоматизированной линией производства утеплителя; модуль выреза оконных и дверных проемов. Роликовый конвейер связывает между собой все робототехнические модули и сборочный портальный робот, расположенный над роликовым конвейером. Линия оснащена дополнительным робототехническим модулем монтажа элементов водоснабжения, отопления и электросетей, и модулем укладки изоляционного материала. Модуль укладки и сколачивания внешней и внутренней обшивки, а также модуль выреза оконных и дверных проемов имеют сборочный портальный робот, расположенный под роликовым конвейером.
Однако данная линия не выполняет технические задачи необходимые в рамках мебельного производства, не имеет переворотных механизмов и прочих устройств программируемого крепления (автоматических отверток, автоматических степлеров и саморезозакручивающих устройств), необходимых для изготовления мебельного ящика.
Раскрытие сущности изобретения.
Технической проблемой является разработка автоматизированной линии для изготовления мебельных коробов (ящиков), позволяющей оптимизировать трудозатраты по производству.
Техническим результатом является повышение производительности, расширение технологических возможностей и снижение себестоимости выпускаемой продукции.
Технический результат достигается тем, что автоматизированная конвейерная линия для сборки мебельных коробов, согласно решению, содержит цепной конвейер, соединенный с серводвигателем, разделенный на зоны в соответствии с технологическими операциями: сборка каркаса короба, прикрепление направляющих короба, установка дна короба и опор на дно короба, конвейер включает установленные на раму направляющую для однорядной роликовой цепи, механизмы удержания, позиционирования и перемещения, механизмы установки крепежной фурнитуры, при этом роликовая цепь снабжена пластинами Г-образной формы для установки опор для размещения деталей короба.
Механизмы удержания, позиционирования и перемещения заготовок выполнены из скобообразного конструкционного профиля из двух параллельных частей, соединенных с перпендикулярной частью.
Механизм установки крепежной фурнитуры в зонах сборки каркаса короба состоит из линейных электромеханических осей и 3-х автоматических отверток с системой подачи крепежа.
Механизм установки крепежной фурнитуры в зоне прикрепления направляющих короба состоит из линейных электромеханических осей и 3-х автоматических отверток с системой подачи саморезов.
Механизм установки крепежной фурнитуры в зоне крепления дна состоит из линейных электромеханических осей и 2-х автоматических степлеров с системой подачи скоб.
Зона установки опор на дно короба снабжена вибробункерами для подачи и ориентации опор и фиксации винтами
Краткое описание чертежей.
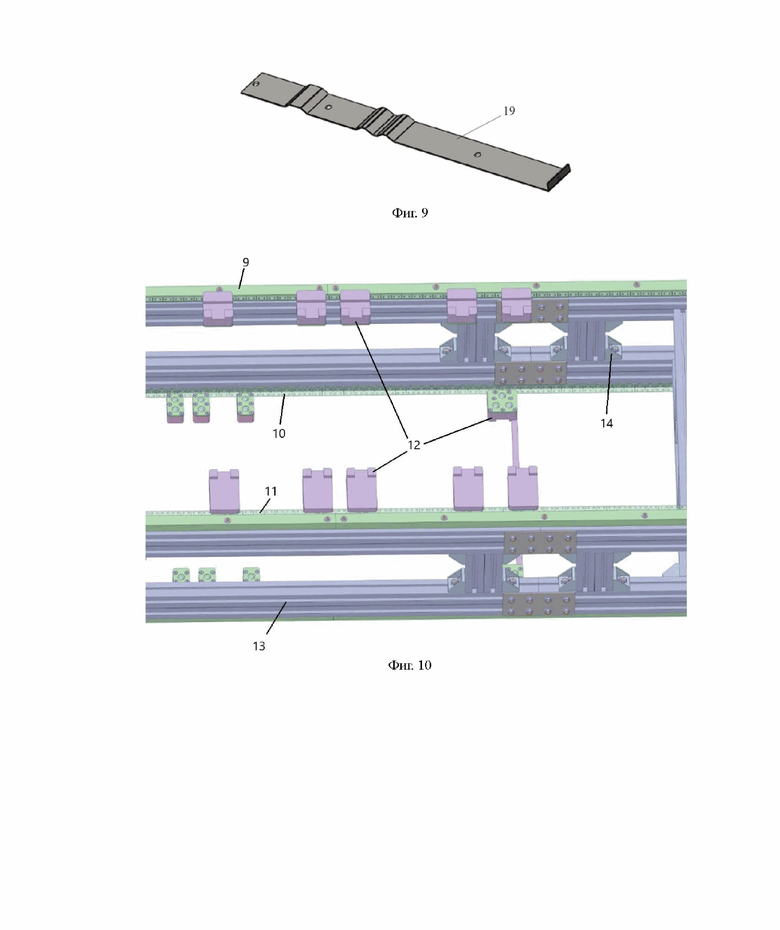
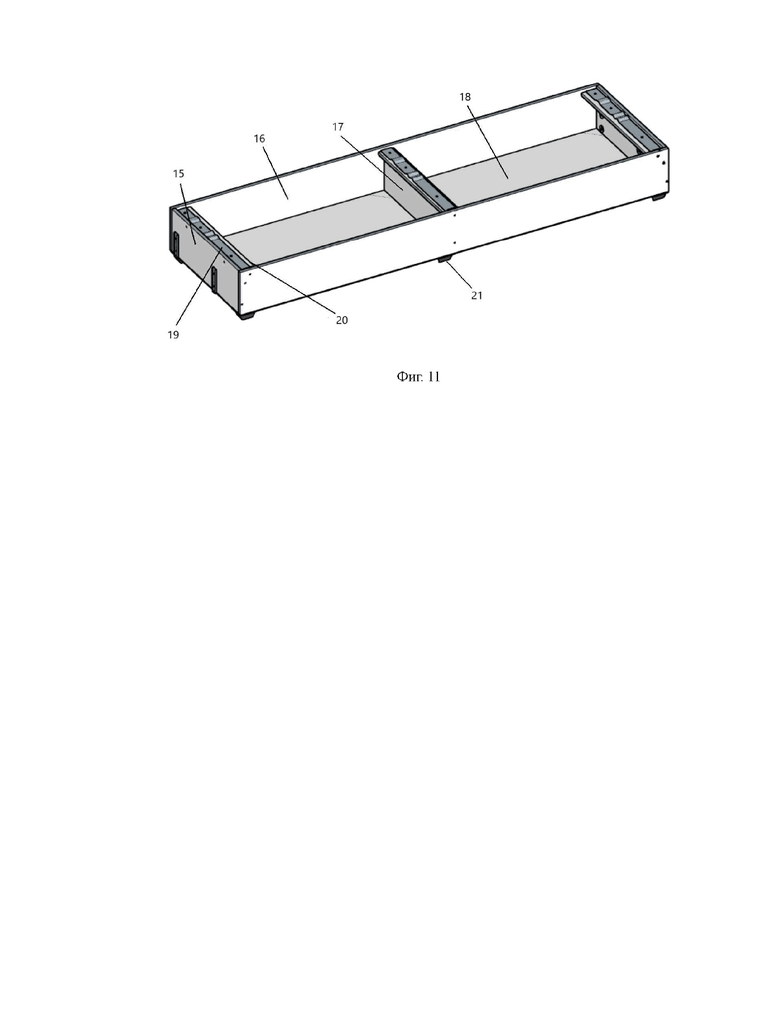
Изобретение поясняется чертежами, на фиг. 1 – приведена схема заявляемой линии (вид сверху); на фиг. 2 – приведен общий вид заявляемой линии; на фиг. 3 – направляющая для однорядной роликовой цепи; на фиг. 4 – приводная роликовая цепь; на фиг. 5 – конструкционный профиль; на фиг. 6 - конструкционный профиль в сборе; на фиг. 7 и 8 – корпусы опор; на фиг. 9 направляющая Релакс-5; на фиг. 10 выделенный участок сервоконвейера с закрепленными на нём частями комплектующих; на фиг. 11 короб в собранном виде.
Позициями на фигурах обозначено:
1. цепной сервоконвейер;
2. механизм удержания, позиционирования и перемещения заготовок;
3. механизм установки евровинтов;
4. механизм установки саморезов;
5. механизм степлерения;
6. устройство подачи заготовок;
7. устройство переворота сборочной единицы короба;
8. вибробункер для подачи и ориентирования опор для дна короба;
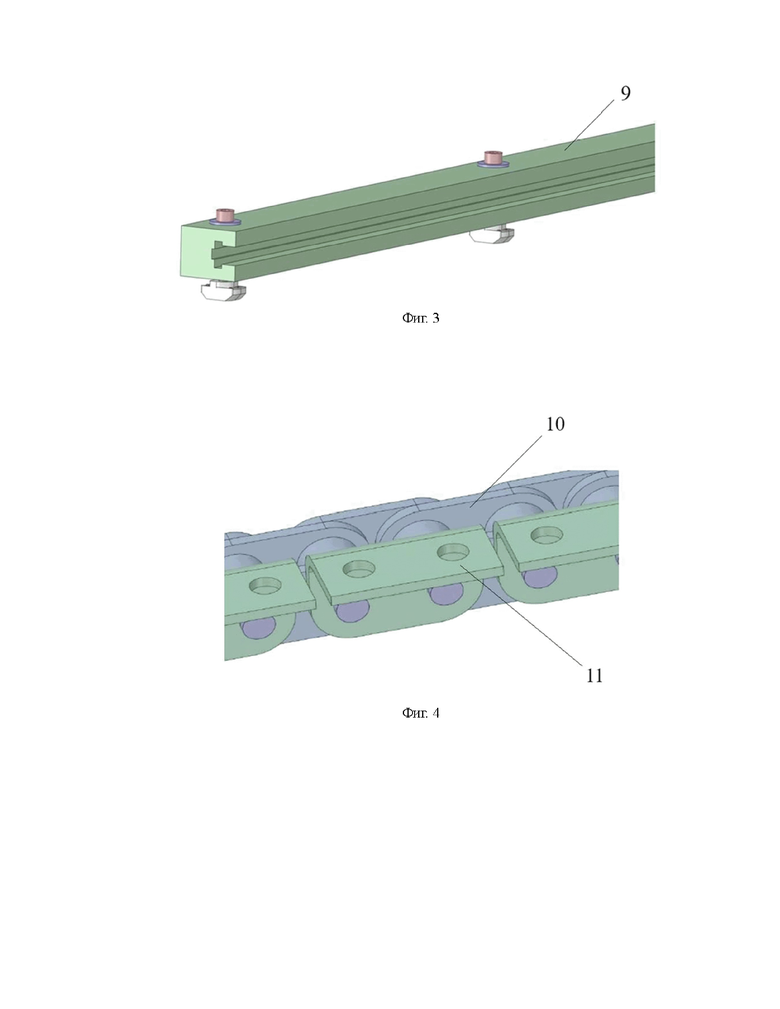
9. направляющая для роликовой цепи;
10. роликовая цепь;
11. пластина Г-образной формы;
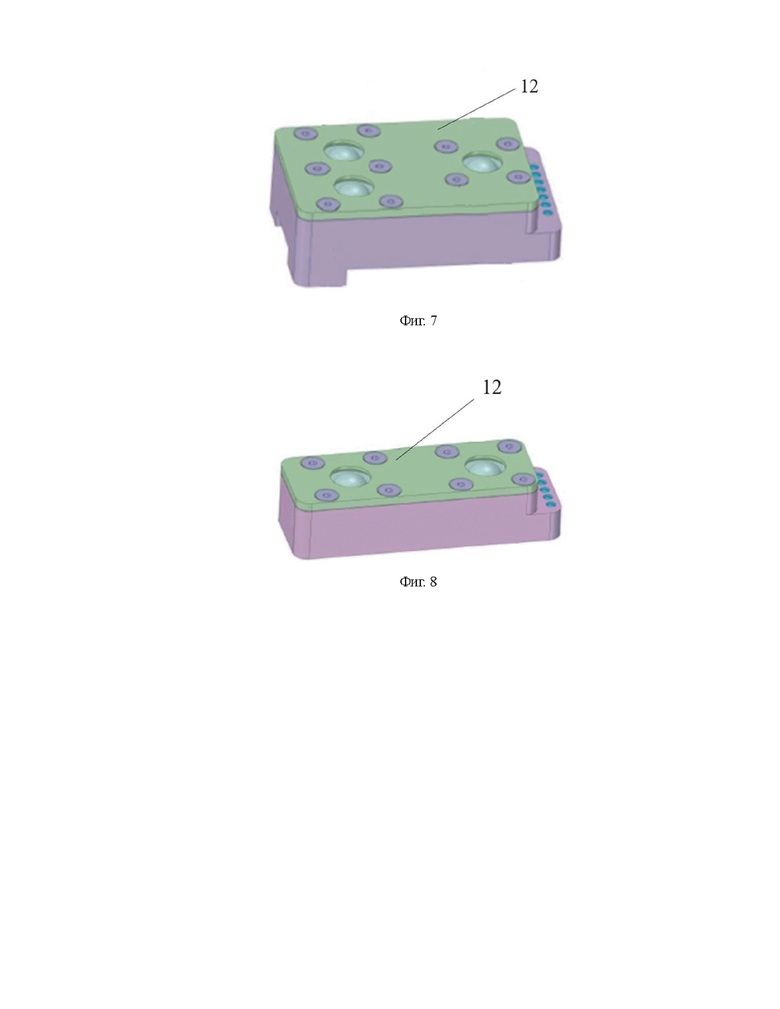
12. опора для размещения деталей короба;
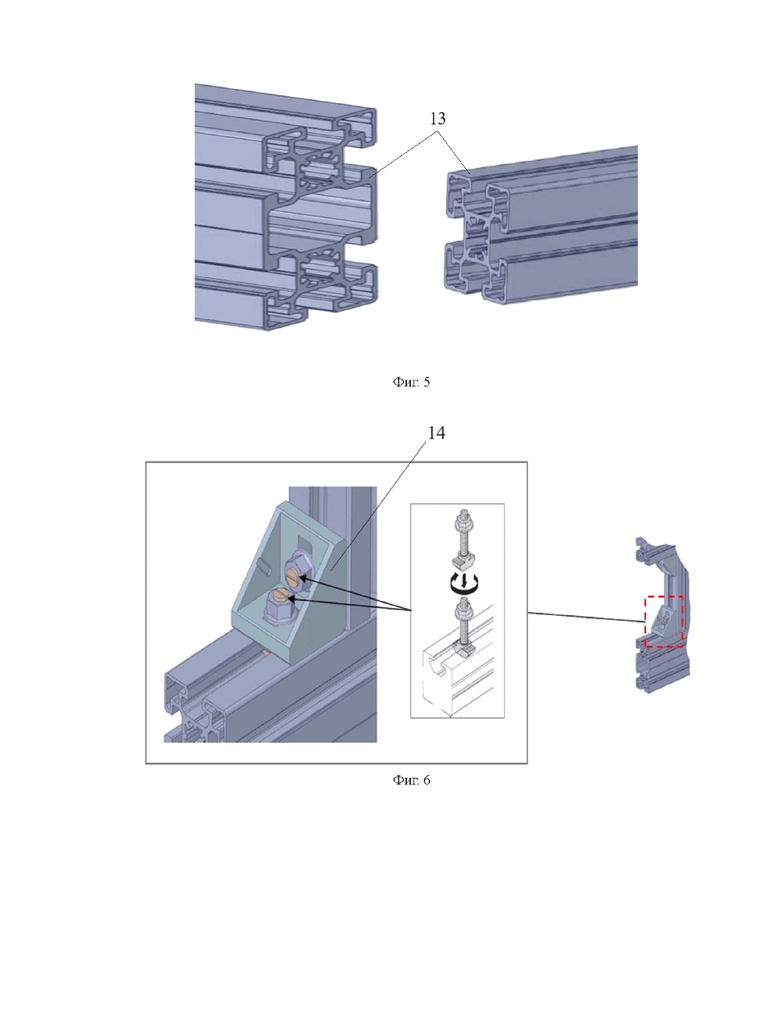
13. конструкционный профиль;
14. угловой алюминиевый соединитель;
15. боковые стенки короба;
16. передняя и задняя стенки короба;
17. средняя поперечная стенка короба;
18. дно короба;
19 направляющая Релакс-5;
20. основание для крепления направляющих;
21. опора для дна короба.
Осуществление изобретения.
Заявляемая линия представляет собой цепной сервоконвейер 1 с механизмами удержания, позиционирования и перемещения заготовок 2. Сервоконвейер состоит из конвейера и серводвигателя, приводящего в движение роликовую цепь 1 (фиг. 1, 2). Сервоконвейер осуществляет межоперационное перемещение полуфабриката, работая в режиме старт-стоп. Конструкция конвейера включает установленные на раму (на фиг. не показана) направляющую 9 (фиг. 3) для однорядной роликовой цепи 10 (фиг. 4) с пластинами Г-образной формы 11 (фиг. 3, 4, 11) для установки опор 12 для размещения и фиксации деталей короба (фиг. 7, 8, 11). На раме также установлены механизмы удерживания, позиционирования и перемещения 2, собранные из конструкционного профиля 13 (фиг. 5, 6, 11) и угловых алюминиевых соединителей 14 (фиг. 6, 11), и механизмы установки крепёжной фурнитуры 3-5 (евровинты, саморезы, скобы). Каркас рамы собран из конструкционного профиля и угловых алюминиевых профилей. Механизм 3 состоит из линейных электромеханических осей и 3-х автоматических отверток с системой подачи крепежа (евровинт).
Автоматизированная конвейерная линия условно разделена на семь рабочих зон (фиг. 1) в соответствии с операциями технологического процесса. В первую, вторую и пятую зоны заготовки деталей подают из модуля подачи заготовок, состоящего из подъемного стола и подающего конвейера (на фиг. не показаны). Модуль осуществляет установку заготовки в положение захвата.
Опоры для размещения деталей короба 12 (фиг. 7) предназначены для установки боковых стенок короба 15 имеют на своём корпусе выступающие элементы, которые выполняют роль паза и фиксатора короба на конвейерной линии, позиционируя короб на линии, не давая ему смещаться. Опоры для размещения деталей короба 12 (фиг. 8) предназначены для установки средней поперечной стенки короба 17 и не имеют на своём корпусе выступающих элементов, выполняя функцию подставки для детали. Опоры для размещения деталей короба 12 имеют Г-образные выступы для закрепления на пластине 11, причем в их корпусе установлены ролики для перемещения по конвейерной линии.
Линия работает следующим образом.
В первую зону сотрудники фабрики помещают заготовки деталей короба с уже просверленными отверстиями под установку евровинтов. В качестве заготовок деталей короба в первой зоне, в механизм удержания, позиционирования и перемещения заготовок, помещаются следующие заготовки: передняя и задняя стенки короба 16 (ЛДСП размерами 2004х215х16 мм (длина, ширина, толщина) - количеством 30 штук); боковые стенки короба 15 (ЛДСП 560х215х16 мм - количеством 60, по 30 штук в каждый механизм); средняя поперечная стенка короба 17 (ЛДСП 560х184х16 мм - количеством 30 штук); основание для крепления направляющих 20 (ЛДСП 560х70х16 мм - количеством по 90 штук, по 30 штук в каждый механизм).
Механизм удержания, позиционирования и перемещения заготовок 1 подаёт (выталкивает) заготовки в рабочую часть конвейера и фиксирует в плоскостях, необходимых по технологическому процессу следующие заготовки деталей: задняя стенка короба 16 количеством 1 штука; боковые стенки короба 15 количеством 2 штуки; средняя поперечная стенка короба 17 количеством 1 штука; основания 20 для крепления направляющих 19 количеством 3 штуки. Механизм установки евровинтов 3 осуществляет скрепление заготовок ЛДСП между собой, так как линейные электромеханические оси и автоматические отвертки с системой подачи крепежа программно позиционированы к отверстиям проделанными в заготовках ЛДСП. После сборки осуществляют перемещение скрепленных деталей по конвейеру в следующую зону. Норма времени выполнения операций в первой зоне 1 составляет – 33,84 секунды.
Во второй зоне, в модуль подачи заготовок, сотрудники фабрики помещают заготовки передней стенки короба количеством 1 штука; уже с просверленными отверстиями под установку евровинта. Устройство, в нужный тактовый момент работы автоматизированной линии, подаёт (выталкивает) заготовки в рабочую часть конвейера и фиксирует в плоскостях, необходимых по технологическому процессу, системой базирования и удержания деталей.
Механизм установки евровинтов осуществляет фиксацию заготовок ЛДСП между собой. В качестве заготовки в этой зоне используют ЛДСП 2004х215х16 мм — 1 штука, которую скрепляют с заготовкой из первой зоны и перемещают в следующую зону. Норма времени выполнения операций во второй зоне составляет – 30,96 секунды.
В третью зону сотрудники фабрики помещают детали Релакс-5 (данная деталь производится на производстве мебельной фурнитуры). Устройство, в нужный тактовый момент работы автоматизированной линии, подаёт (выталкивает) детали Релакс-5 фиг 9, в количестве трёх штук, в рабочую часть конвейера и фиксирует в плоскостях, необходимых по технологическому процессу, механизмом удержания, позиционирования и перемещения заготовок 2. Механизм установки саморезов 4 осуществляет фиксацию детали Релакс-5 к основаниям для крепления направляющих 20, уже закрепленных в каркасе короба, вышедшем из Зоны 2.
Норма времени выполнения операций в зоне 3 – 30,36 секунды.
В четвертой зоне каркас короба с установленными направляющими переворачивают и перемещают в пятую зону. Норма времени выполнения операций в этой зоне – 28,2 секунды.
В модуль подачи заготовок пятой зоны сотрудники фабрики помещают заготовки дна короба 18 (ЛДВП 2004х590х3,2), в количестве 1 штуки. С помощью механизма установки скоб 11 осуществляет фиксацию дна короба к собранному коробу. Механизм установки скоб 5 состоит из линейных электромеханических осей и 2-х пневмостеплеров.
Норма времени выполнения операций в этой зоне – 33,72 секунды.
В шестой зоне осуществляет подачу и ориентацию опор для дна короба 21 из вибробункера 8, например, «опор h=35 треугольной».
С помощью механизма установки саморезов 4 фиксируют между собой каркас короба с «опорой h=35 треугольной», в количестве 6 штук. Норма времени выполнения операций в шестой зоне – 39,6 секунд.
В седьмой зоне 7 сотрудники фабрики осуществляют снятие готового изделия с конвейерной линии.
Опоры для размещения деталей короба 12 являются частью конвейера, и выполняют функцию кондуктора. Опоры 12 двигаются по всей длине конвейера, перемещая закрепленные в них детали и части короба, по всем зонам конвейера, позволяя устройствам и механизмам автоматизированной линии конвейера производить сборку короба.
Один короб проходит все зоны за три с половиной минуты.
На заявляемой линии можно изготовить (собрать) мебельные короба для любых типов диванов.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ НАНЕСЕНИЯ КЛЕЯ | 2024 |
|
RU2840509C1 |
| АВТОМАТИЧЕСКАЯ ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ КАРКАСОВ СИДЕНИЙ ДИВАНОВ | 2023 |
|
RU2823941C1 |
| УСТРОЙСТВО ДЛЯ ФОРМИРОВАНИЯ УТЯЖЕК НА ЧЕХЛЕ КАРКАСА СИДЕНЬЯ ДИВАНА | 2024 |
|
RU2838676C1 |
| МЕБЕЛЬНЫЙ МОДУЛЬ | 2023 |
|
RU2812376C1 |
| Демонстрационно-торговая витрина с выдвижным механизмом | 2019 |
|
RU2742383C2 |
| Демонстрационно-торговая витрина | 2019 |
|
RU2724834C1 |
| УЗЕЛ СОЕДИНЕНИЯ ЩИТОВЫХ ДЕТАЛЕЙ МЕБЕЛИ | 2005 |
|
RU2297556C1 |
| МОДУЛЬ ДЛЯ ВЫРАЩИВАНИЯ РАСТЕНИЙ НА ГИДРОПОНИКЕ | 2000 |
|
RU2178637C2 |
| СПОСОБ КЛИНЧ-СОЕДИНЕНИЯ ПРОФИЛЕЙ И ПРОФИЛЬ, ПОЛУЧЕННЫЙ ДАННЫМ СПОСОБОМ | 2019 |
|
RU2753560C2 |
| УЗЕЛ МЕЖЭТАЖНОГО СОЕДИНЕНИЯ ЭЛЕМЕНТОВ ПРОСТРАНСТВЕННОГО КАРКАСА ЗДАНИЯ ИЗ ТРЕХ МОДУЛЕЙ | 2009 |
|
RU2400605C1 |

Изобретение относится к области машиностроения, а именно к автоматизированным конвейерным линиям, и может быть использовано в мебельной промышленности для изготовления коробов и ящиков. Автоматизированная конвейерная линия для сборки мебельных коробов содержит цепной конвейер, соединенный с серводвигателем, разделенный на зоны в соответствии с технологическими операциями: первая и вторая зоны – сборка каркаса короба, третья зона – прикрепление направляющих короба, четвертая зона – переворачивание каркаса короба, пятая зона – установка дна короба, шестая зона – установка опор на дно короба. Конвейер включает установленные на раму направляющую для однорядной роликовой цепи, роликовую цепь, механизмы удержания, позиционирования и перемещения, механизмы установки крепежной фурнитуры. Роликовая цепь снабжена пластинами Г-образной формы для установки опор для размещения деталей короба и опорами для размещения и фиксации деталей короба. Механизмы удержания, позиционирования и перемещения, а также механизмы установки крепежной фурнитуры содержатся в зонах с первой по третью, а также в пятой и шестой зонах. Механизмы удержания, позиционирования и перемещения заготовок выполнены из скобообразного конструкционного профиля из двух параллельных частей, соединенных с перпендикулярной частью. Механизм установки крепежной фурнитуры в зонах сборки каркаса короба состоит из линейных электромеханических осей и 3 автоматических отверток с системой подачи крепежа. Механизм установки крепежной фурнитуры в зоне прикрепления направляющих короба состоит из линейных электромеханических осей и 3 автоматических отверток с системой подачи саморезов. Механизм установки крепежной фурнитуры в зоне крепления дна состоит из линейных электромеханических осей и 2 автоматических степлеров с системой подачи скоб. Технический результат - повышение производительности, расширение технологических возможностей и снижение себестоимости выпускаемой продукции. 1 з.п. ф-лы, 11 ил.
1. Автоматизированная конвейерная линия для сборки мебельных коробов, характеризующаяся тем, что содержит цепной конвейер, соединенный с серводвигателем, разделенный на зоны в соответствии с технологическими операциями: первая и вторая зоны – сборка каркаса короба, третья зона – прикрепление направляющих короба, четвертая зона – переворачивание каркаса короба, пятая зона – установка дна короба, шестая зона – установка опор на дно короба, конвейер включает установленные на раму направляющую для однорядной роликовой цепи, роликовую цепь, механизмы удержания, позиционирования и перемещения, механизмы установки крепежной фурнитуры, при этом роликовая цепь снабжена пластинами Г-образной формы для установки опор для размещения деталей короба и опорами для размещения и фиксации деталей короба, причем механизмы удержания, позиционирования и перемещения, а также механизмы установки крепежной фурнитуры содержатся в зонах с первой по третью, а также в пятой и шестой зонах; механизмы удержания, позиционирования и перемещения заготовок выполнены из скобообразного конструкционного профиля из двух параллельных частей, соединенных с перпендикулярной частью; механизм установки крепежной фурнитуры в зонах сборки каркаса короба состоит из линейных электромеханических осей и 3 автоматических отверток с системой подачи крепежа; механизм установки крепежной фурнитуры в зоне прикрепления направляющих короба состоит из линейных электромеханических осей и 3 автоматических отверток с системой подачи саморезов; механизм установки крепежной фурнитуры в зоне крепления дна состоит из линейных электромеханических осей и 2 автоматических степлеров с системой подачи скоб.
2. Линия по п. 1, в которой зона установки опор на дно короба снабжена вибробункерами для подачи и ориентации опор и механизмом установки саморезов.
| СПОСОБ ИЗГОТОВЛЕНИЯ ПРОФИЛЬНОГО МАТЕРИАЛА, В ЧАСТНОСТИ, ДЛЯ ИЗГОТОВЛЕНИЯ ОКОН И ДВЕРЕЙ | 1996 |
|
RU2177412C2 |
| CN 112298920 A, 02.02.2021 | |||
| CN 112875205 A, 01.06.2021 | |||
| US 3595287 A, 27.07.1971 | |||
| US 4479600 A, 30.10.1984. | |||

