Настоящее изобретение касается способа и устройства для изготовления полых деталей из композитного материала, содержащих обшивку и, в случае необходимости, элементы усиления, и, в частности, изготовления полых деталей типа участков фюзеляжа самолета.
Классически изготовление фюзеляжа самолета осуществляют путем соединения участков фюзеляжа общей цилиндрической формы, при этом каждый участок содержит оболочку или обшивку, и элементы усиления, такие как стрингеры, шпангоуты и специальные локальные усиления для дальнейшего соединения, например, крыльев, кабины и шасси.
Чтобы ограничить их вес при сохранении механических свойств, были предложены участки из композитных материалов, образованных длинными волокнами, погруженными в матрицу из смолы, в частности углеродными волокнами, погруженными в матрицу из термоотверждаемой смолы. Обычно обшивку из композитного материала получают путем укладки волокон, пропитываемых не затвердевшей или сырой смолой, на наружную поверхность оснастки, представляющей собой вращающуюся охватываемую оправку. Волокна укладывают в виде ленты при помощи волокноукладочной головки, соединенной с устройством перемещения в системе декартовых координат, установленной вокруг оправки. Затем эта сырая обшивка с волокнами, пропитанными не затвердевшей смолой, полимеризуется или затвердевает в автоклавной печи. Элементы усиления из композитного материала выполняют отдельно из пропитанных смолой волокон, затем помещают в выемки оправки перед изготовлением обшивки путем укладки волокон. Обшивка и элементы усиления в сыром виде одновременно подвергают затем отверждению в автоклаве. Таким образом, получают участки фюзеляжа замкнутого типа с обшивкой, имеющей в поперечном сечении замкнутый контур на 360°.
Такой способ изготовления при помощи вращающейся оснастки является исключительно сложным в осуществлении. Он требует наличия тяжелых, объемных и сложных средств, при этом приводимая во вращение оправка должна быть достаточно жесткой, чтобы избежать ее прогиба или ограничить этот прогиб.
Кроме того, для обеспечения состояния чистой наружной поверхности необходимо накладывать контрформы или конформаторы на наружную поверхность сырой обшивки для ее отверждения в автоклаве. Эти конформаторы со своей системой удержания имеют большую длину, являются сложными в установке и повышают вес и объем всего комплекса, который должен проходить через автоклав.
Чтобы избежать использования конформаторов, в патентном документе US 7 048 024 было предложено выполнять обшивку участков фюзеляжа путем наложения волокон на внутреннюю поверхность полой вращающейся оправки. Описанный способ позволяет изготовлять только обшивку участка без элементов усиления и тоже основан на применении вращающейся оснастки.
Настоящее изобретение призвано устранить вышеуказанные недостатки и предложить способ изготовления полых деталей, в частности участков фюзеляжа самолета, который является простым в осуществлении.
В этой связи объектом настоящего изобретения является способ изготовления полых деталей из композитного материала, содержащих обшивку и, в случае необходимости, элементы усиления, при этом упомянутый способ отличается тем, что содержит
а) этап, состоящий в том, что внутрь удлиненной охватывающей формы вводят многошарнирный манипулятор, оборудованный волокноукладочной головкой, при этом упомянутая охватывающая форма выполнена открытой через продольную щель, предназначенную для приема опорных средств упомянутого многошарнирного манипулятора,
б) этап наложения волокон, предпочтительно волокон, пропитанных смолой, на внутреннюю формовочную поверхность охватывающей формы при помощи волокноукладочной головки для формирования упомянутой обшивки из композитного материала, при этом упомянутый этап наложения осуществляют путем перемещения головки наложения при помощи многошарнирного манипулятора и путем относительного поступательного перемещения упомянутых опорных средств многошарнирного манипулятора вдоль упомянутой продольной щели охватывающей формы.
Согласно изобретению полые детали из композитного материала изготавливают при помощи удлиненной охватывающей формы, содержащей продольную щель для обеспечения перемещения многошарнирного манипулятора с волокноукладочной головкой во время выполнения обшивки из композитного материала. Способ в соответствии с настоящим изобретением позволяет изготавливать полые детали больших размеров без вращающейся оснастки.
Охватывающая форма имеет поперечное сечение кольцевого типа, продольная щель представляет собой узкое отверстие, имеющее небольшой размер в поперечном сечении по отношению к контуру внутренней формовочной поверхности в поперечном сечении. Охватывающая форма может содержать вогнутую внутреннюю поверхность любого типа, с постоянным или не постоянным поперечным сечением, с продольной плоскостью симметрии или без нее. В частности, внутренняя поверхность в основном является цилиндрической и/или имеет вид усеченного конуса, хотя можно также использовать вогнутые внутренние поверхности, содержащие углы между двумя смежными плоскими частями.
Способ в соответствии с настоящим изобретением позволяет изготавливать открытые полые детали, содержащие узкое продольное отверстие, соответствующее продольной щели охватывающей формы. Полую деталь замкнутого поперечного сечения можно легко выполнить путем присоединения к полученной открытой полой детали дополнительной детали, имеющей форму, соответствующую форме продольного отверстия. Предпочтительно этап наложения содержит наложение волокон, пропитанных смолой. В варианте способ содержит этап наложения сухих волокон, после которого следует этап впрыска или нагнетания смолы в сухие волокна, находящиеся на охватывающей форме.
Согласно варианту выполнения опорные средства содержат, по меньшей мере, одну линейную направляющую для опоры и перемещения многошарнирного манипулятора, и этап б) наложения осуществляют на неподвижной охватывающей форме путем перемещения многошарнирного манипулятора вдоль линейной направляющей, заходящей в продольную щель охватывающей формы, при этом предпочтительно упомянутая линейная направляющая опирается на пол, а охватывающую форму располагают над упомянутой направляющей, и она опирается на пол с одной и другой стороны от продольной щели.
Согласно варианту выполнения охватывающая форма содержит, по меньшей мере, один открытый конец, на который выходит упомянутая продольная щель, при этом введение многошарнирного манипулятора на этапе а) производят через этот открытый конец путем относительного поступательного продольного перемещения опорных средств относительно охватывающей формы.
Предпочтительно способ в соответствии с настоящим изобретением можно применять для выполнения полых деталей, таких как участки фюзеляжа самолета, содержащие обшивку в основном цилиндрического и/или усеченного конусного сечения, по меньшей мере, с одной продольной плоскостью симметрии. Открытые полые детали, получаемые в результате описанного выше способа, образуют открытые участки фюзеляжа, которые будут впоследствии закрыты путем присоединения одной или нескольких дополнительных деталей из композитного материала, имеющих форму, соответствующую форме продольных отверстий открытых участков, для образования замкнутых участков. В случае участка фюзеляжа самолета предпочтительно упомянутые дополнительные детали образуют верхнюю часть фюзеляжа самолета, называемую крышей. Действительно, эта крыша меньше всего подвергается воздействию напряжений и поэтому не требует большого числа элементов усиления, или она может иметь другую структуру, например структуру в виде сэндвича.
Открытые полые детали типа участков фюзеляжа можно также использовать для выполнения корпусов надводных судов, подводных лодок, космических ракет-носителей или, например, баков.
Согласно варианту выполнения полых деталей типа участков фюзеляжа самолетов после этапа б) наложения волокон для формирования обшивки из композитного материала выполняют следующие этапы:
в) этап установки элементов усиления из композитного материала в сыром состоянии внутри охватывающей формы на обшивку, таких как стрингеры, шпангоуты и локальные усиления,
г) этап одновременного отверждения обшивки и элементов усиления, например, путем пропускания через автоклавную печь, и
д) этап извлечения из формы полой детали из композитного материала.
Для получения обшивки, имеющей также состояние чистой внутренней поверхности, предпочтительно после этапа в) способ содержит установку охватываемой контрформы внутри охватывающей формы на обшивку из композитного материала и элементы усиления, причем эту охватываемую контрформу сохраняют по время этапа г) отверждения.
Согласно варианту выполнения охватывающая форма является жесткой, а контрформа является гибкой и, например, выполнена из листа, состоящего, по меньшей мере, из двух частей, постепенно перекрывающих друг друга, что позволяет вводить его в охватывающую форму в свернутом положении и затем прижимать к обшивке в развернутом положении.
В варианте охватывающую форму в соответствии с настоящим изобретением выполняют в виде гибкой охватывающей контрформы, которой придают жесткость в свернутом состоянии при помощи элементов жесткости для этапа наложения волокон. После наложения волокон элементы жесткости удаляют, чтобы произвести ее посадку на жесткую охватываемую форму.
Согласно отличительному признаку способ содержит этап присоединения к обшивке дополнительной детали из композитного материала из одной или нескольких частей, имеющую форму, соответствующую форме продольного отверстия обшивки, для получения полой детали замкнутого поперечного сечения.
В варианте выполнения упомянутую дополнительную деталь соединяют с затвердевшей обшивкой после этапа г) отверждения и, в случае необходимости, после этапа д) извлечения из формы.
В варианте выполнения после этапа в) способ содержит этап позиционирования дополнительной детали в сыром состоянии на уровне продольной щели охватывающей формы, при этом упомянутую дополнительную деталь подвергают отверждению и соединяют с обшивкой во время этапа г) отверждения, чтобы получить замкнутую полую деталь.
Объектом настоящего изобретения является также способ изготовления фюзеляжа самолета, отличающийся тем, что содержит изготовление, по меньшей мере, двух открытых участков фюзеляжа самолета, так как описано выше, и присоединение одной или нескольких дополнительных деталей из композитного материала для формирования замкнутых участков на 360°, при этом упомянутые дополнительные детали образуют верхнюю часть фюзеляжа, при этом упомянутое присоединение дополнительных деталей предпочтительно осуществляют после соединения открытых участков их открытыми концами. Это соединение открытых участков позволяет легко подправлять возможные зазоры между участками и поэтому является более легким в выполнении, чем соединение замкнутых участков.
Объектом настоящего изобретения является также устройство для осуществления описанных выше способов, отличающееся тем, что содержит многошарнирный манипулятор, оборудованный волокноукладочной головкой и предпочтительно смонтированный подвижно, по меньшей мере, на одной линейной направляющей, установленной на полу, охватывающую форму, содержащую, по меньшей мере, один открытый конец и продольную щель, выходящую на упомянутый открытый конец, и средства удержания, выполненные с возможностью удерживать упомянутую охватывающую форму неподвижным образом над упомянутой направляющей с опорой на пол по существу по всей ее длине с одной и другой стороны от упомянутой направляющей таким образом, чтобы упомянутый многошарнирный манипулятор мог перемещаться внутри формы, заходя через ее открытый конец, при этом упомянутые средства удержания образованы, например, двумя подошвами упомянутой формы, установленными на направляющие, закрепленные на полу.
Настоящее изобретение, его другие задачи, отличительные признаки и преимущества будут более очевидны из нижеследующего подробного описания предпочтительного частного варианта выполнения со ссылками на прилагаемые чертежи, на которых:
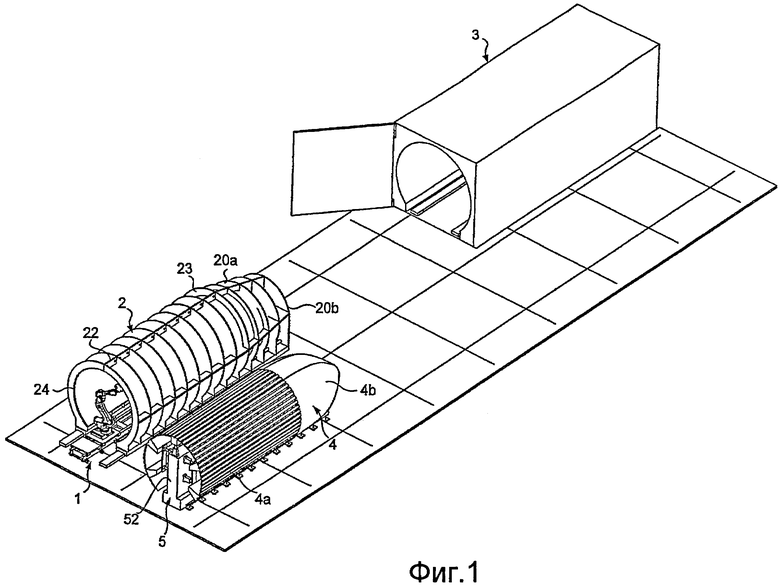
Фиг.1 - схематичный вид в перспективе устройства для изготовления полых деталей из композитного материала в соответствии с настоящим изобретением, показывающий систему укладки волокон, охватывающую форму, систему наложения контрформы и автоклав.
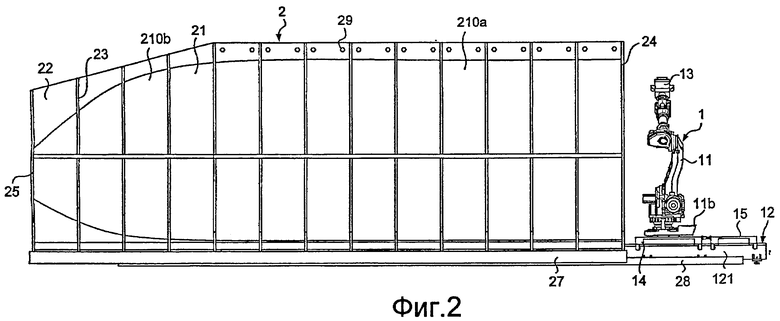
Фиг.2 - вид сбоку охватывающей формы и системы укладки, показанных на фиг.1, перед введением робота в охватывающую форму.
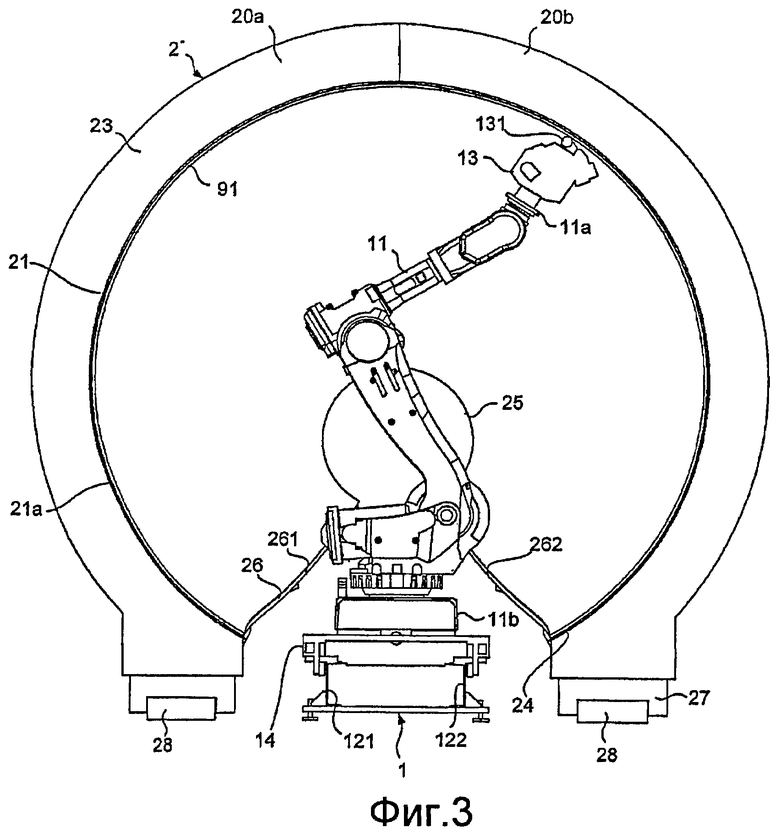
Фиг.3 - вид спереди охватывающей формы и системы укладки во время наложения волокон на внутреннюю поверхность неподвижной охватывающей формы.
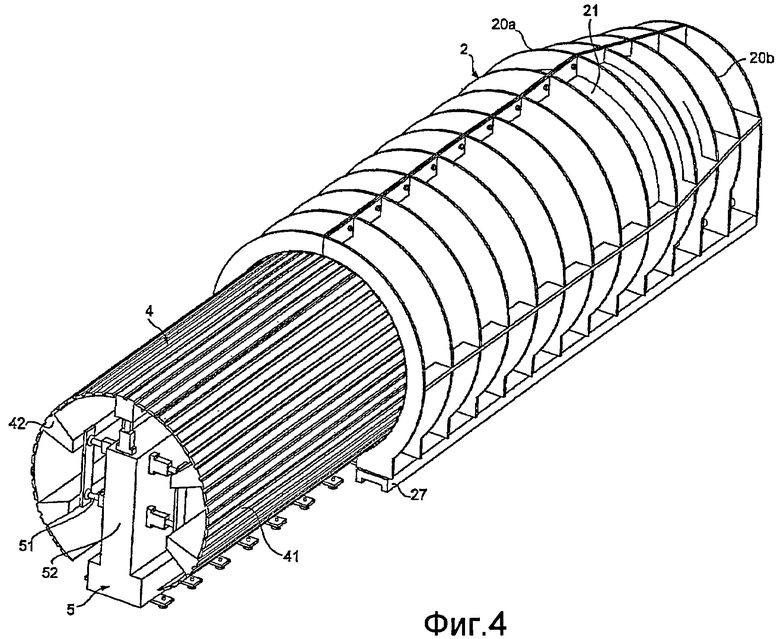
Фиг.4 - вид в перспективе охватывающей формы во время ее позиционирования на системе наложения контрформы.
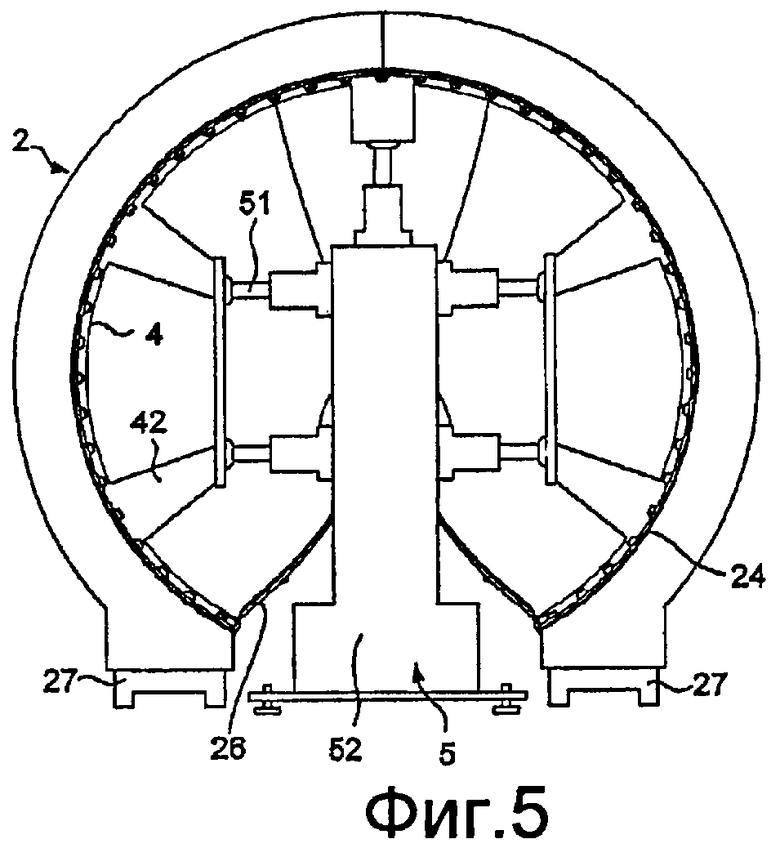
Фиг.5 - вид сзади системы наложения контрформы, позиционированной внутри охватывающей формы.
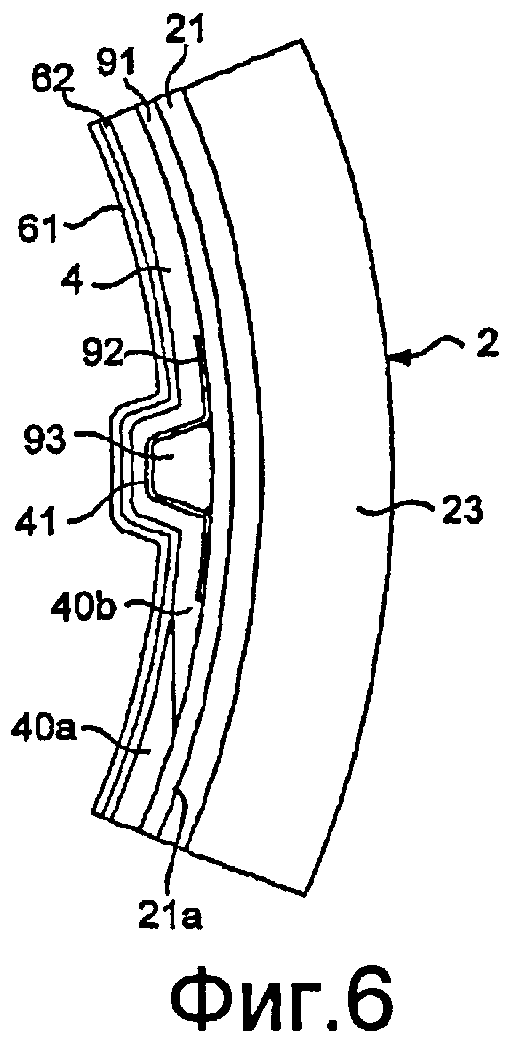
Фиг.6 - вид в частичном поперечном разрезе охватывающей формы с обшивкой и усилениями, вставленными между контрформой и охватывающей формой.
На фигурах показаны способ и устройство в соответствии с настоящим изобретением для изготовления участка фюзеляжа из композитного материала, содержащего обшивку и элементы усиления. Разумеется, изобретение можно применять для изготовления любой полой детали из композитного материала, так как описано выше.
Как показано на фиг.1-3, устройство в соответствии с настоящим изобретением содержит систему 1 укладки волокон и охватывающую форму 2, а также автоклавную печь 3 и систему 5 укладки контрформы 4. Охватывающая форма 2 содержит внутреннюю формовочную поверхность 21а, форма которой соответствует форме обшивки изготавливаемого участка. Внутренняя поверхность образована внутренней поверхностью по существу сплошной стенки 21, состоящей из одного или нескольких листов из металла или композитного материала, причем эту стенку снаружи оборудуют продольными 22 и поперечными 23 усилениями для придания жесткости охватывающей форме. В этом примере выполнения охватывающая форма предназначена для изготовления переднего участка фюзеляжа самолета, включая часть, образующую кабину экипажа. Внутренняя формовочная поверхность 21а содержит часть 210а, называемую задней, которая имеет по существу постоянное поперечное сечение в основном цилиндрической формы, причем эта задняя часть начинается от открытого и в основном круглого заднего конца формы и продолжена второй частью 210b, называемой передней, которая имеет непостоянное поперечное сечение, уменьшающееся в направлении переднего конца 25 формы. В этом примере передняя часть 210b имеет форму усеченного конуса с открытым передним концом в основном круглой формы с радиусом, меньшим радиуса открытого заднего конца 24. Например, радиус заднего конца 24 примерно равен 2 м.
Охватывающая форма содержит продольную щель 26, выполненную по всей длине формы от заднего конца 24 до переднего конца 25 для обеспечения позиционирования охватывающей формы над описанной ниже системой 1 укладки волокон.
Система 1 укладки волокон содержит многошарнирный манипулятор 11 типа известного робота с шестью осями, смонтированного подвижно на линейной оси 12, концевой захват 11а которого оборудован волокноукладочной головкой 13. Многошарнирный манипулятор обеспечивает перемещение волокноукладочной головки во всех направлениях. Как известно, волокноукладочная головка содержит ролик 131 наложения, выполненный с возможностью вхождения в контакт с формой для наложения ленты, образованной множеством волокон, пропитанных смолой. Многошарнирный манипулятор закреплен своим основанием 11b на каретке 14, смонтированной с возможностью перемещения на линейной оси 12, при этом упомянутая ось состоит из двух параллельных направляющих 121, 122, закрепленных на полу. Каретка оборудована приводными средствами, например, типа механизированных роликов, управляемых блоком управления, для перемещения волокноукладочной головки вдоль этих направляющих. Предпочтительно волокна хранятся в бобине на шпулярнике (не показан) и доставляются индивидуально до головки наложения по транспортным гибким трубкам, как описано в патентном документе WO2006/092514. Кроме того, для уменьшения натяжения волокон на уровне укладочного ролика между шпулярником и укладочной головкой можно предусмотреть одну или несколько систем ограничения натяжения, описанных в этом документе. Шпулярник установлен на сопровождающей каретке 15, установленной на направляющих 121, 122 и, например, механически соединенной с кареткой 14, на которой находится робот.
Продольная щель 26 формы выполнена на достаточном угловом секторе, чтобы обеспечить позиционирование направляющих между двумя противоположными продольными краями 261, 262 упомянутой продольной щели. Продольная щель выполнена в поперечном направлении на небольшом угловом секторе по сравнению с угловым сектором, на котором расположена внутренняя формовочная поверхность. Таким образом, внутренняя формовочная поверхность расположена в поперечном направлении на угловом секторе более 180°, предпочтительно более 270°, например, порядка 300°, как показано на фигурах.
Охватывающая форма содержит две продольные подошвы 27, расположенные с двух сторон продольной щели, которыми форма опирается на пол с каждой стороны направляющих. Как показано на фигурах, предпочтительно подошвы опираются на направляющие рельсы 28, расположенные с одной и другой стороны от линейной оси 12. В варианте охватывающая форма оборудована своей собственной системой перемещения, при этом каждую подошву монтируют, например, на автономную механизированную каретку, управляемую радиофицированной, лазерной или телевизионной системой направления и позиционирования. Форма опирается на пол по всей своей длине, что обеспечивает устойчивость и жесткость формы во время операций наложения волокон.
Для выполнения обшивки 91 участка фюзеляжа охватывающую форму подводят над направляющими 121, 122 системы укладки волокон путем перемещения охватывающей формы по направляющим рельсам. Затем охватывающую форму закрепляют для операций наложения волокон. Обшивку выполняют путем перемещения волокноукладочной головки при помощи многошарнирного манипулятора 11 и перемещения многошарнирного манипулятора по направляющим 121, 122 вдоль продольной щели охватывающей формы, при этом введение робота в форму производят через открытый задний конец охватывающей формы. После выполнения сырой обшивки охватывающую форму можно переместить в автоклавную печь 3 (фиг.1) для отверждения полимеризацией и/или поперечным сшиванием обшивки под давлением. После этого охватывающую форму извлекают из автоклавной печи и затвердевшую обшивку извлекают из формы. Для этого охватывающую форму выполняют в виде двух симметричных полуформ 20а, 20b, соединенных друг с другом в верхней части при помощи болтов 29. Предпочтительно на поверхности раздела двух полуформ устанавливают прокладку, в частности, для обеспечения герметичности во время описанной ниже операции создания вакуума.
Предпочтительно элементы усиления из композитного материала располагают на внутренней поверхности обшивки для их отверждения в автоклавной печи вместе с обшивкой. В этом примере выполнения на внутреннюю поверхность обшивки по существу по всей ее длине укладывают продольные профили, обычно называемые стрингерами. Как показано на фиг.6, стрингеры 92 имеют поперечное сечение в виде буквы «омега» и установлены на обшивке 91 вместе с сердечником 93, например, из силикона, который затем удаляют после операции отверждения. Разумеется, можно предусмотреть другие не показанные элементы усиления, в частности, например, локальные усиления для переднего шасси, кабины экипажа и боковых иллюминаторов.
Как показано на фиг.4-6, предпочтительно устройство содержит систему 5 наложения контрформы 4 для расположениия контр-формы 4 на стрингеры 92 и внутреннюю поверхность обшивки 91, чтобы обеспечить удержание стрингеров на обшивке во время их соединения путем одновременного отверждения и, прежде всего, чтобы обеспечить состояние чистой внутренней поверхности для конечного участка фюзеляжа.
Контрформу 4 выполняют в виде листа, имеющего форму, соответствующую охватывающей форме с задней частью 4а цилиндрической формы и передней частью 4b в основном в виде усеченного конуса. На своей наружной поверхности контрформа содержит продольные углубления 41, имеющие форму, соответствующую форме стрингеров. Передняя часть 4b контрформы содержит также углубления для захождения стрингеров, не показанные на фигуре из соображений упрощения чертежа. Как показано на фиг.6, контрформа выполнена из листа, состоящего из нескольких частей 40а, 40b с постепенным перекрыванием между двумя смежными частями.
Контрформу располагают на системе 5 наложения, которая содержит набор домкратов 51, смонтированных вдоль продольной опоры 52, закрепленной на полу, для обеспечения развертывания контрформы из свернутого положения в развернутое положение. На своей внутренней поверхности контрформа содержит продольные нервюры 42, которыми контрформа опирается на штоки домкратов.
После выполнения обшивки и установки стрингеров в охватывающей форме охватывающую форму поступательным движением перемещают на контрформу, которая находится в свернутом положении на системе 5 наложения, при этом во время этой посадки продольная щель формы обеспечивает прохождение продольной опоры 52 системы наложения. Затем приводят в действие домкраты для прижатия контрформы к обшивке и стрингерам, затем контрформу соединяют с охватывающей формой при помощи соответствующих средств соединения, расположенных, в частности, на уровне переднего 25 и заднего 24 отверстий охватывающей формы. После этого домкраты ослабляют и охватывающую форму вместе с контрформой снимают с системы 5 наложения путем обратного перемещения поступательным движением.
Перед введением в автоклавную печь 3 предпочтительно внутри охватывающей формы на контрформу накладывают известный вакуумный мешок 61 (см. фиг.6), вставляя между ними дренажный войлок 62 для облегчения создания вакуума.
Фюзеляж самолета выполняют, по меньшей мере, из двух участков. Для выполнения других участков фюзеляжа предусматривают охватывающие формы специальной конфигурации. Для выполнения заднего участка фюзеляжа предусматривают, по меньшей мере, одну специальную охватывающую форму не постоянного сечения, а для выполнения промежуточных участков предусматривают одну или несколько в основном цилиндрических форм постоянного поперечного сечения. После этого открытые участки, полученные при помощи охватывающих форм в соответствии с настоящим изобретением, соединяют друг с другом известным способом, и с этими открытыми участками соединяют дополнительные детали, называемые деталями крыши.
В варианте выполнения каретка 14 или основание 11b многошарнирного манипулятора имеет поперечное I-образное сечение, при этом продольная щель охватывающей формы предназначена для захождения в нее центральной части I, при этом нижняя полка I проходит под охватывающей формой, а верхняя полка проходит внутри охватывающей формы. Ширина щели по существу может быть уменьшена по сравнению с представленным вариантом выполнения. В этом случае линейную ось 12 жестко закрепляют в полу и/или охватывающую форму приподнимают относительно уровня пола.
Настоящее изобретение было описано в связи с частным вариантом выполнения, но, разумеется, оно ни в коем случае им не ограничивается и охватывает все технические эквиваленты описанных средств, а также их комбинации, если они не выходят за рамки изобретения.
Группа изобретений относится к способу изготовления полых деталей из композитного материала, содержащих обшивку и, в случае необходимости, элементы усиления и используемых при изготовлении фюзеляжа самолета, и устройству для его осуществления. Способ включает этап введения внутрь удлиненной охватывающей формы многошарнирного манипулятора, оборудованного волокноукладочной головкой. При этом охватывающая форма выполнена открытой через продольную щель, предназначенную для приема опорных средств многошарнирного манипулятора. Способ также включает этап наложения волокон на внутреннюю формовочную поверхность охватывающей формы при помощи волокноукладочной головки для формирования обшивки из композитного материала. При этом этап наложения осуществляют путем перемещения головки наложения при помощи многошарнирного манипулятора и путем относительного поступательного перемещения упомянутых опорных средств многошарнирного манипулятора вдоль упомянутой продольной щели охватывающей формы. При изготовлении фюзеляжа самолета осуществляют присоединение к данным полым деталям одной или нескольких дополнительных деталей из композитного материала для формирования замкнутых участков на 360° для образования верхней части фюзеляжа. Достигаемый при этом технический результат заключается в упрощении заявленного способа. 3 н. и 7 з.п. ф-лы, 6 ил.
1. Способ изготовления полых деталей из композитного материала, содержащих обшивку и, в случае необходимости, элементы усиления, при этом упомянутый способ отличается тем, что содержит
а) этап, состоящий в том, что внутрь удлиненной охватывающей формы (2) вводят многошарнирный манипулятор (11), оборудованный волокноукладочной головкой (13), при этом упомянутая охватывающая форма выполнена открытой через продольную щель (26), предназначенную для приема опорных средств (12, 14) упомянутого многошарнирного манипулятора,
б) этап наложения волокон на внутреннюю формовочную поверхность (21а) охватывающей формы при помощи волокноукладочной головки для формирования упомянутой обшивки (91) из композитного материала, при этом упомянутый этап наложения осуществляют путем перемещения головки наложения при помощи многошарнирного манипулятора и путем относительного поступательного перемещения упомянутых опорных средств многошарнирного манипулятора вдоль упомянутой продольной щели охватывающей формы.
2. Способ по п.1, отличающийся тем, что опорные средства содержат, по меньшей мере, одну линейную направляющую (121, 122) для опоры и перемещения многошарнирного манипулятора (11), и тем, что этап б) наложения осуществляют на неподвижной охватывающей форме (2) путем перемещения многошарнирного манипулятора вдоль линейной направляющей, заходящей в продольную щель (26) охватывающей формы.
3. Способ по п.1 или 2, отличающийся тем, что охватывающая форма (2) содержит, по меньшей мере, один открытый конец (24), на который выходит упомянутая продольная щель (26), при этом введение многошарнирного манипулятора (11) на этапе а) производят через упомянутый открытый конец путем относительного поступательного продольного перемещения опорных средств (12, 14) относительно охватывающей формы.
4. Способ по п.3, в частности, для выполнения полых деталей типа участков фюзеляжа самолета, отличающийся тем, что после этапа б) наложения волокон для формирования обшивки из композитного материала выполняют следующие этапы:
в) этап установки элементов (92) усиления из композитного материала в сыром состоянии внутри охватывающей формы (2) на обшивку (91),
г) этап одновременного отверждения обшивки и элементов усиления и
д) этап извлечения из формы полой детали из композитного материала.
5. Способ по п.4, отличающийся тем, что после этапа в) он содержит установку охватываемой контрформы (4) внутри охватывающей формы (2) на обшивку из композитного материала и элементы (92) усиления, причем эту охватываемую контрформу сохраняют во время этапа г) отверждения.
6. Способ по п.4 или 5, отличающийся тем, что содержит этап присоединения к обшивке (91) дополнительной детали из композитного материала из одной или нескольких частей, имеющей форму, соответствующую форме продольного отверстия обшивки, для формирования полой детали замкнутого поперечного сечения.
7. Способ по п.6, отличающийся тем, что упомянутую дополнительную деталь соединяют с затвердевшей обшивкой (91) после этапа г) отверждения.
8. Способ по п.6, отличающийся тем, что после этапа в) он содержит этап позиционирования дополнительной детали в сыром состоянии на уровне продольной щели (26) охватывающей формы, при этом упомянутую дополнительную деталь подвергают отверждению и соединяют с обшивкой (91) во время этапа г) отверждения, чтобы получить замкнутую полую деталь.
9. Способ изготовления фюзеляжа самолета, отличающийся тем, что содержит
- изготовление, по меньшей мере, двух открытых участков фюзеляжа самолета по одному из пп.4-8
- и присоединение одной или нескольких дополнительных деталей из композитного материала для формирования замкнутых участков на 360°, при этом упомянутые дополнительные детали образуют верхнюю часть фюзеляжа.
10. Устройство для осуществления способа по одному из пп.1-9, отличающееся тем, что содержит
- многошарнирный манипулятор (11), оборудованный волокноукладочной головкой (13) и смонтированный подвижно, по меньшей мере, на одной линейной направляющей (121, 122), установленной на полу,
- охватывающую форму (2), содержащую, по меньшей мере, один открытый конец (24) и продольную щель (26), выходящую на упомянутый открытый конец, и
- средства (27, 28) удержания, выполненные с возможностью удерживать упомянутую охватывающую форму неподвижным образом над упомянутой направляющей с опорой на пол, по существу, по всей ее длине с одной и другой сторон от упомянутой направляющей таким образом, чтобы упомянутый многошарнирный манипулятор мог перемещаться внутри формы, заходя через ее открытый конец.
| US 2005039844 А1, 24.02.2005 | |||
| US 2005039842 A1, 24.02.2005 | |||
| СПОСОБ И УСТАНОВКА ДЛЯ ИЗГОТОВЛЕНИЯ КОЛЬЦЕВЫХ ВОЛОКНИСТЫХ КАРКАСОВ | 2003 |
|
RU2309209C2 |
| US 2005023414 A1, 03.02.2005 | |||
| US 4574029 A, 04.03.1986. | |||

