Изобретение относится к строительной индустрии и может быть использовано для фиксации опалубочных плиток опалубочных секций при строительстве.
Известно устройство для производства арматурных каркасов гнутьем из стального прутка, «Большая советская энциклопедия», «Советская энциклопедия», М., 1976, том 24,стр.584.
Недостатком указанного устройства является дороговизна и низкая технологичность.
Техническим результатом данного изобретения является снижение стоимости и повышение технологичности.
Достигается это тем, что ротор радиально-роторного автомата имеет пазы для ползунов-формообразователей, выполненные с возможностью возвратно-поступательного перемещения с образованием в задвинутом положении формы для запрессовки в нее массы, формующей П-образный каркас, и извлечения последнего при выдвинутом положении ползунов-формообразователей.
Сущность предлагаемого изобретения поясняется чертежами, где на:
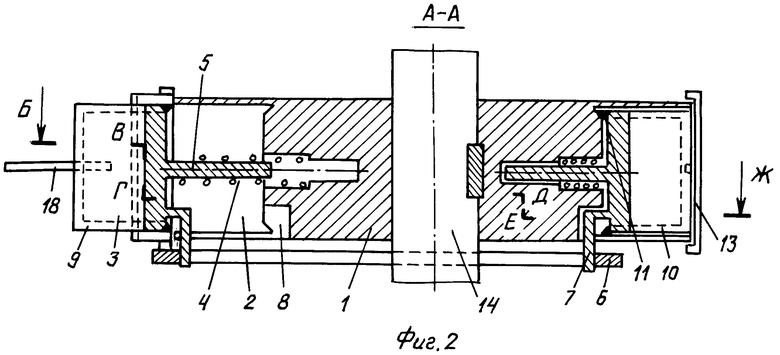
- фиг.1 дан общий вид устройства;
- фиг.2 - разрез устройства по А-А;
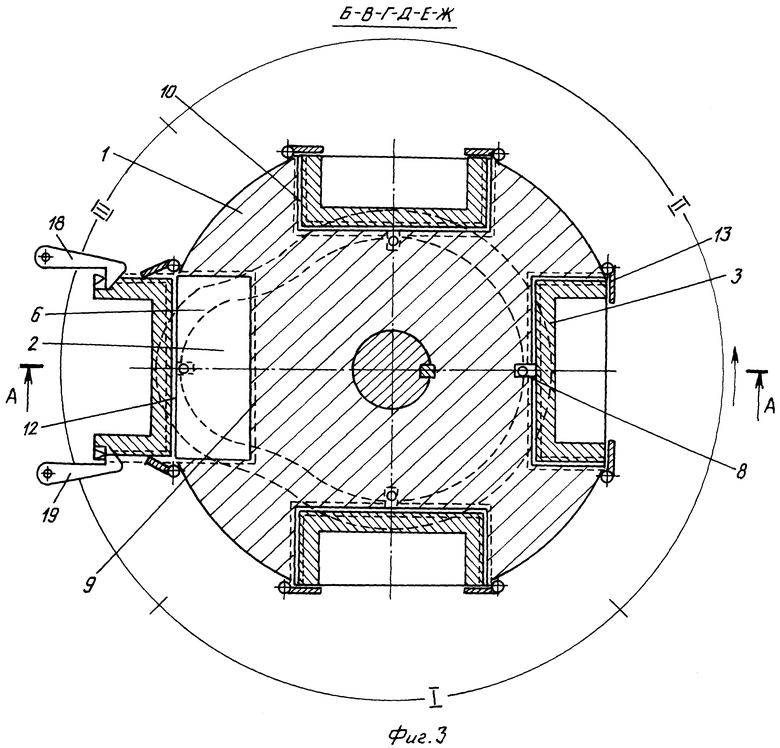
- фиг.3 - разрез устройства по Б-В-Г-Д-Е-Ж.
Устройство представляет собой радиально-роторный автомат с ротором 1, имеющим радиальные пазы 2 для ползунов-формообразователей 3, выполненных с возможностью возвратно-поступательного перемещения посредством силовых пружин 4, одетых на плунжеры 5 ползунов-формообразователей 3, а также кольцевого копира 6 и силовых цампф 7, имеющих индивидуальные гнезда 8 в роторе 1. Ползун-формообразователь 3 и ротор 1 имеют проточки 9, образующие при задвинутом положении ползунов-формообразователей 3 формы 10, при заполнении которых пластической массой 11, например, полученной при переработке вторсырья, формируются П-образные каркасы 12 для фиксации опалубочных плиток опалубочных секций при строительстве. Для закрывания формы 10 при задвинутом положении ползунов-формообразователей 3 служат подпружиненные шарнирные створки 13. Ротор 1 выполнен с возможностью дискретного поворота на один шаг на валу 14. Для формования П-образных каркасов 12 из пластмассы 11 устройство содержит поршневые дозаторы 15 и 16 и емкость 17. Для извлечения П-образных каркасов 12 служат подпружиненные шарнирные зацепы 18 и 19.
Работа устройства осуществляется следующим образом.
Изготовляется расплавленная пластическая масса 11, которая помещается в емкость 17. Из нее поршневыми дозаторами пластическая масса 11 запрессовывается в форму 10, образованную проточками 9 ротора 1 и ползунов-формообразователей 3 при задвинутом положении последних, а также подпружиненными шарнирными створками 13. После этого ротор 1 дискретно поворачивается на один шаг. Под запрессовку пластической массы 11 в зону 1 подается подготовленная форма 10, а предыдущая форма 10, запрессованная пластической массой 11, перемещается в зону 11 для затвердевания. В занявшую исходное положение в зоне 1 форму 10 поршневыми дозаторами 15 и 16 запрессовывается аналогичная предыдущей доза пластической массы 11. После затвердения форма 10 с П-образным каркасом 12 входит в зону III, где из радиального паза 2 ротора 1 выдвигается ползун-формообразователь 3 под действием сжатой пружины 4, разжатие которой осуществляется при центростремительном перемещении соответствующей цапфы 7 во время скольжения ее по копиру 6. При этом подпружиненные шарнирные зацепы 18 и 19 зацепляют П-образный каркас 12. Во время поворота ротора 1 последний выдергивается из формы 10, а ползун-формообразователь 3 воздействием копира 6 на силовую цапфу 7 возвращается в паз 2 ротора 1. В результате этого форма 10 подготавливается к запрессовыванию очередной порции пластической массы 11. Одновременно устанавливаются в исходное состояние подпружиненные шарнирные створки 13, закрывающие форму 10. Поршневыми дозаторами 15 и 16 пластическая масса 11 запрессовывается в форму 10.
Далее работа устройства повторяется аналогично описанному выше.
Изобретение относится к строительной индустрии и может быть использовано для фиксации опалубочных плиток опалубочных секций при строительстве. Устройство содержит ротор радиально-роторного автомата, имеет пазы для ползунов-формообразователей, выполненных с возможностью возвратно-поступательного перемещения с образованием в задвинутом положении формы для запрессовки в нее массы, формующей «П»-образный каркас, и извлечения последнего при выдвинутом положении ползунов-формообразователей. Изобретение позволит повысить технологичность изготовления каркасов опалубочных секций. 3 ил.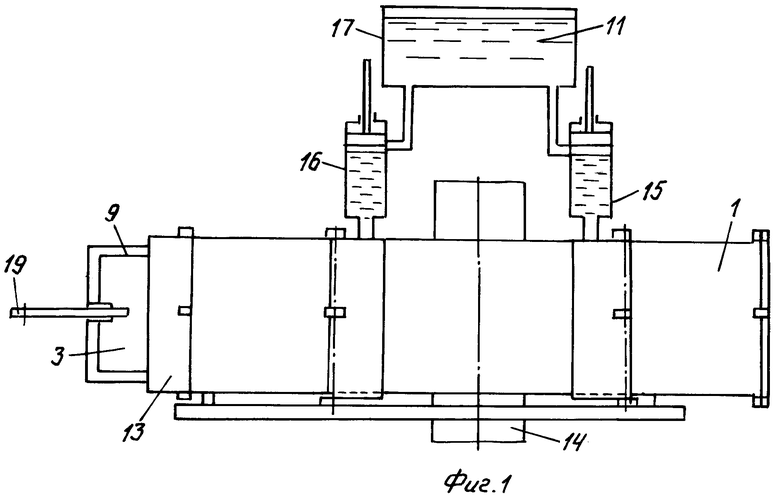
Устройство для производства П-образных каркасов опалубочных секций, состоящее из средств для формования пластмасс, отличающееся тем, что ротор радиально-роторного автомата имеет пазы для ползунов-формообразователей, выполненных с возможностью возвратно-поступательного перемещения с образованием в задвинутом положении формы для запрессовки в ней массы, формующей П-образный каркас, и извлечения последнего при выдвинутом положении ползунов-формообразователей.
| Устройство для изготовления изделий из пластмассы методом литья под давлением | 1986 |
|
SU1697590A3 |
| Форма для изготовления п-образных изделий из бетонных смесей | 1977 |
|
SU691302A1 |
| КАРУСЕЛЬНЫЙ ПРЕСС ДЛЯ ФОРМОВАНИЯ СТЕКЛОИЗДЕЛИЙ | 0 |
|
SU397343A1 |
| Карусельная формовочная установка | 1982 |
|
SU1084136A1 |
| US 4105391 А, 08.08.1978. | |||

