Изобретение относится к изготовлению строительных изделий, и предназначено, в частности, для формования гипсоперлитовых, гипсоопилочных и секционных полых перегородочных панелей.
Известна карусельная формовочная установка для формования гипсовых перегородочных плит, содержащая смонтированную на основании приводную платформу, на которой по окружности в технологической последовательности размещены формы, соответственно проходящие посты формования, вьщержки, открьшания бортов, выталкивания, смазки и закрьшания бортов Cl }
Недостатком этой установки является низкая производительность с невысоким качеством продукции.
Наиболее близкой к предлагаемой по технической сущности и достигаемуму результату является карусельная установка для формования пустотелых панелей, содержащая смонтированную на основании поворотную кольцевую платформу, на которой по окружности размещены кассетньш формы с внутренними и внешними продольными и торцовыш бортами, пост ввода пустотообразователей, пост формования, посты предварительной выдержки, пост извлечения пустотообразователей, посты вьщержки, пост извлечения изделий и смазки с механизмом выталкивания, имеющего толкатель готовых изделий, механизмы открьтания и закрывания продольных бортов, смантированную внутри кольцевой платформы поворотную раму, на которой установлены каретка с пустотообразова- телями и привод ее перемещения с ползуномС2.Недостаток данной установки заключается в том, что операции сборки и разборки форм, очистки формующих поверхностей и их смазки производят вручную и последовательно на раздельных постах, что снижает производительность труда.
Цель изобретения - повышение производительности труда.
Указанная цель достигается тем, что в карусельной формовочной установке, преимущественно для формования гипсоперлитовых секционных пустотелых перегородочных панелей, содержащей смонтированную на основании поворотную кольцевую платформу.
на которой по окружности размещены кассетные формы с внутренними и внешними продольными и торцовыми бортами, пост ввода пустотообразова телей, пост формования, посты предварительной вьщержки, пост извлечения пустотообразователей, посты вьщержки, пост извлечения изделий и смазки с механизмом выталкивания, имеющего толкатель готовых изделий, механизмы открывания и закрывания продольных бортов, смонтированную внутри кольцевой платформы поворотную раму, на которой установлены каретка с
пустотообразователями и привод ее
перемещения с ползуном, каретка снабжена приводом вращения пустотообразователей, тягой с упором на конце, расположенной вдоль пустотообразователей по одну сторону каретки, захватом, смонтированным по другую сторону каретки и контактирующим с ползуном, внутренний торцовьй борт снабжен Z-образными подпружиненными рычагами, внутренние продольные борта - упорами, толкатель готовых изделий - захватом, контактирунщим с внешним торцовым бортом, и приспособлением дия распыления смазки, форма - закрепленными вдоль ее продольных бортов направляюпщми с установленными на них роликовыми опорами, соединенными с внешним торцовым бортом, причем одни концы направляющих имеют упоры, а другие выполнены закругленными для открьтания торцового борта, механизм выталкивания вьгаолнен в виде П-образной рамы с направля1ощими для установки толкателя, ползун - с пазом для размещения захвата каретки,внешний торцовый борт размещен внутри формы, при этом одни плечи Z-образных рычагов контактируют с упором тяги, другие -, с упорами продольных бортов, а пустотообразователи и тяга пропущены через внутренний торцовый борт.
На фиг. 1 схематически показана предлагаемая установка, общий вид;
на фиг. 2.- сечение А-А на фиг. 1;
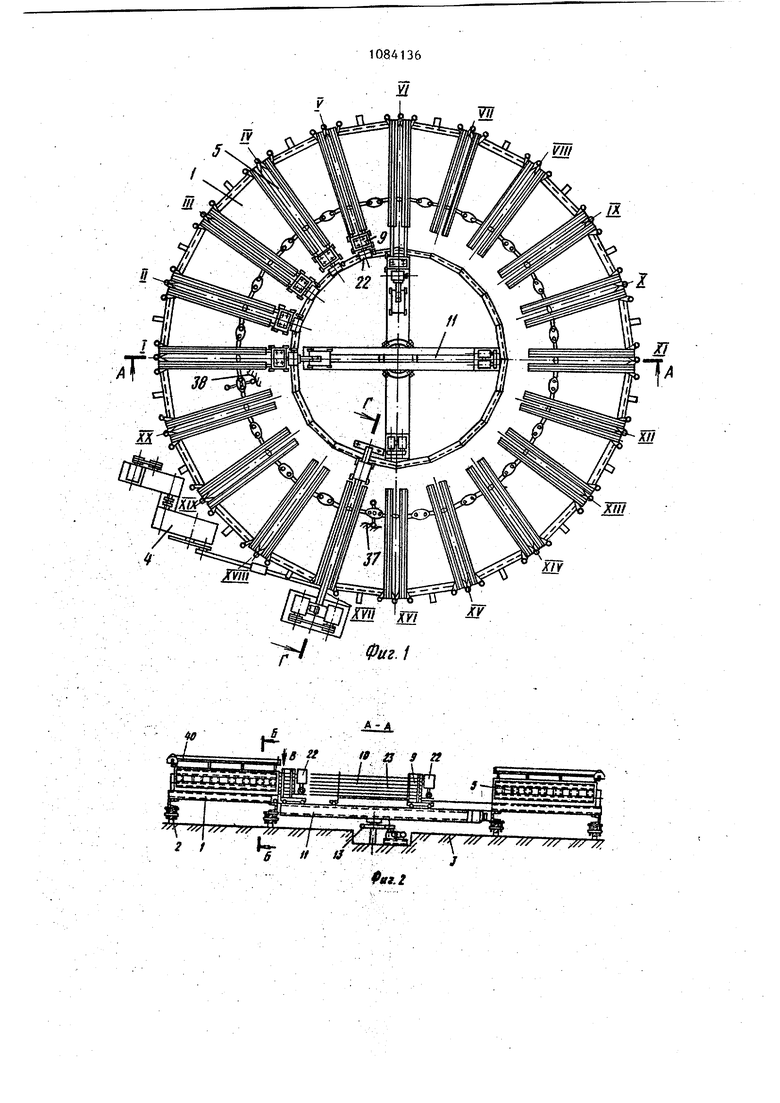
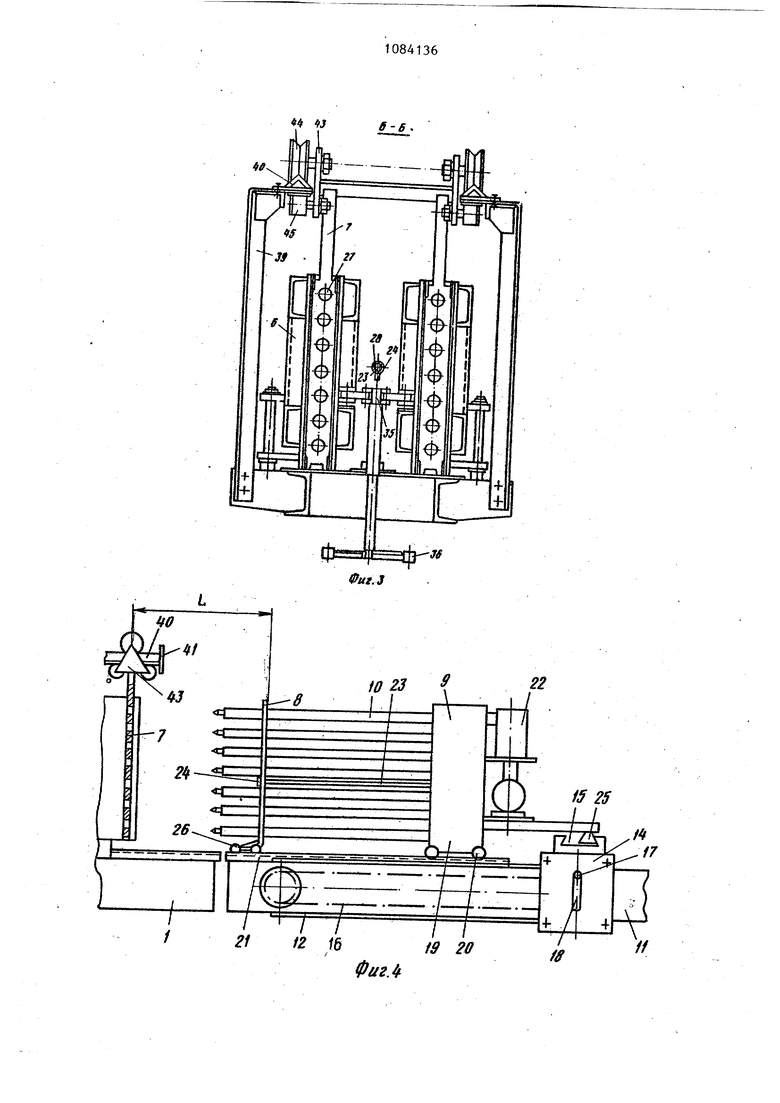
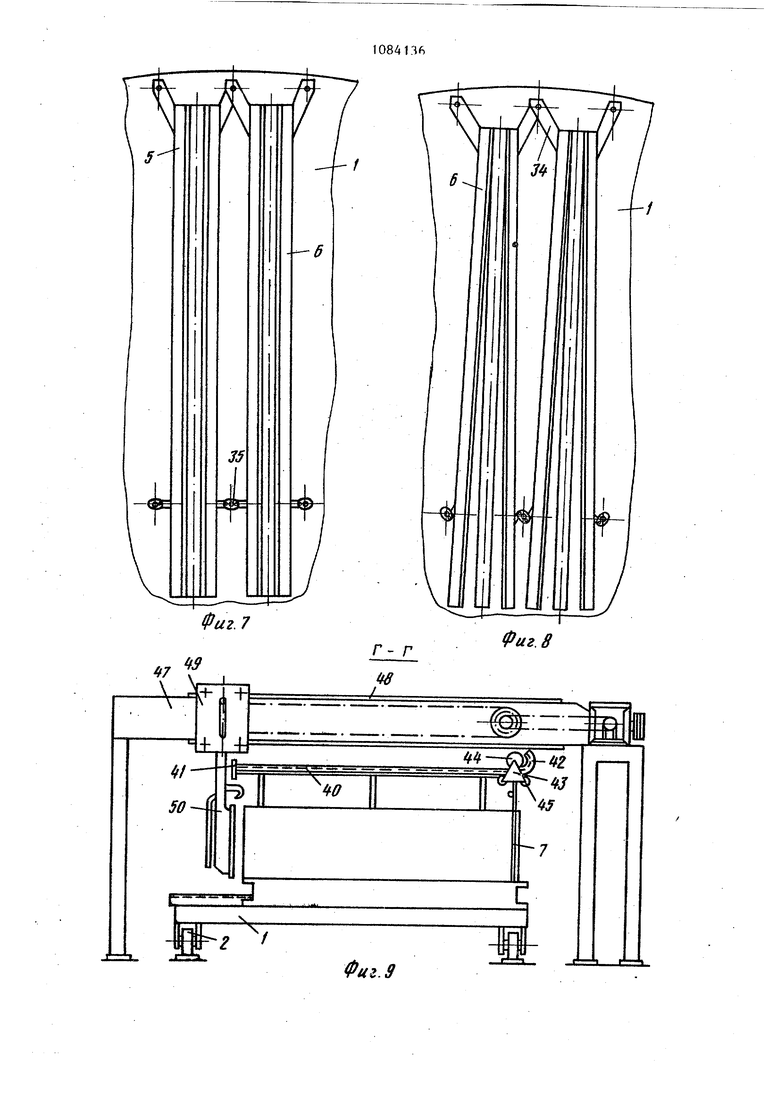
на фиг. 3 - сечение Б-Б на фиг.2;на фиг. 4 - головка с пустотообразователями к моменту ввода ее в форму; на фиг. 5 - вид Б на фиг. 2; на 55 фиг. 6 - внутренний торцовьй борт, вьшеденный из зацепления с упорами торцовых бортов формы; на фиг. 7 форма с закрытыми продольными бортами; на фиг, 8 - то же, с раскрытыми продольными бортами; на фиг.9 сечение Г-Г на фиг. 1 (перед началом выталкивания готового изделия); на фиг. 10 - то же, в момент вывода изделий из формы и ее смазки; на фиг. 11 - внешний торцовьй борт, подготовленный для ввода пустотообразователей. Установка состоит из поворотной кольцевой платформы 1, которая уста новлена на катках 2, смонтированных на основании 3. На платформе, по окружности, име ся посты ввода пустотообразователей I, формования II, предварительной в держки III, IV и V, вьшода пустотообразователей VI, вьщержки VII-XVI, извлечение изделий и смазки XVII, резервные XVIII и XIX. Платформа для её поворота имеет привод 4. На каждом посту устанавливают по одной двухместной форме 5 имеющей продольные 6, торцовые внеш ние 7 и внутренние 8 борта. На пост II-V установлены каретки 9 с пустот образователями 10, размещенными в формах 5 с гипсоперлитовой смесью. В центральной зоне платформы 1 смонтирована рама 11с направляющей 12 с приводом 13 для ее поворота. На раме 11 установлена каретка 9 с пустотообразователями. В направляющей 12 рамы установлен ползун 14 имеющий паз 15 типа ласточкин хвост, и имеется для перемещения ползуна цепная передача 16, на одно из звеньев которой закреплен поводок 17, Сбоку ползуна 14 вьшолнен паз 18 для размещения в нем поводка 17, Каретка 9 состоит из корпуса 19, имеющего катки 20, опирающиеся на направляющие 21. В корпусе, на подшипниках, насажены пустотообразователи с приводом 22 для их вращения. Со стороны пустотообразователей, вдоль них, на корпусе 19 закреплена тяга 23 с упором 24 на ее конце,.а с другой стороны корпуса 19 - захват 25. Внутренний торцовый борт 8 выполнен в виде надетой на пустотообразователи и тягу 23 платы и имеет катки 26, опирающиеся на направлякшще 21. Борт 8 имеет отверстия 27 для np хода пустотообразователей и отверстие 28 (фиг. 3) для размещения тяги 23, длина которой меньше длины 1 6 пустотообразователей,. На плате, симметрично относительно отверстия 28, закреплены две оси 29, на кото- рые надеты с возможностью поворота в горизонтальной плоскости подпружиненные Z-образные рычаги 30 с плечами 31 и 32, а на внутренних продольных бортах 6 закреплены упоры 33. На каждом из смежных продольных бортов, со стороны внешнего конца формы (фиг, 8), жестко закреплены проушины 34, шарнирно связанные между собой, а со стороны внутреннего конца формы смежные продольные борта связаны между собой шарнирно осью 35, которая связана с поворотными рычагами 36 (фиг. 3), соответственно контактирующими .с копирами открывания 37 и закрывания 38 бортов (фиг. 1). Копир 37 закреплен на основании между постами XVI и XVII, а копир 38 - между постами XX и I. На корпусе формы, вдоль ее продольных бортов, на кронштейнах 39 (фиг. 3) закреплены направляюпще 40 (фиг. 9), одни концы которых снабжены зтюрами 41, а другие вьшолнены в виде полукруга 42. На направляющих 40 (фиг. 3) установлены роликовые опоры 43, в которых имеются верхний 44 и два нижних 45 ролика. На каждой из опор жестко закреплен верхний конец борта 7, размещенного внутри формы (фиг. 4). Внешний борт 7 имеет отверстия, соответствующие входным концам пустото- образователей, вьшолненных меньшего диаметра (фиг. 4). На посту XVII установлен механизм выталкивания, вьшолненный в виде П-образной рамы 46, на балке;47 (фиг.91 10 и 11) которой в. ее направляющих 48 установлена каретка 49 с толкателем 50. На балке 47 выполнена цепная передача 51. Толкатель 50 снабжен захватом 52 и приспособлением 53 для распыления смазки. Установка работает в автоматическом режиме следующим образом. Раму 11с кареткой 9 с пустотообразователями устанавливают в позицию против поста I. Включают привод 16 каретки 9. Концы пустотообразователей входят в отверстия борта 7 и перемещают его вдоль формы. Пусто тообразователИ: вводятся в форму 5, при этом упоры 33 надавливают на плечи 31, отводят и проходят их, после чего плечи . посредством пружин входят в зацепление с упорами 33 м борт 8 занимает рабочее положение (фиг. 5). Затем платформу 1 поворачивают на оди шаг, при этом захват 25 вьгходит из паза 15. В прибьгошуго на пост II форму начинают заливать гипсоперлитовую смесь и включают привод 22, Раму 11 переводят на позицию против поста VI, при этом в паз 15 входит захват 25 прибьшшей на этот пост ка ретки 9. Включают цепнуюпередачу 16, кг, поводок 17 перемещает ползун 14, а пустотообразователи 10 начийают выводиться из предйарительно схваченного изделия. При дальнейшем продвижении каретки 9 ((|«г. 6) упор 24 надавливает на плечи 32, при этом плечи 31 выходят из контакта с упорами 33, а упор 24 входит в контакт с торцовым бортсА 8 и :отводит его от формы на расстояние L (фиг. 4), предотвращаю щее провисание консоли пустотообразователей. Затем раму 11 с головкой и пустот образователями переводят в позицию про тив поста I и описанным образом произво дят ввод пустотообразователей в форму Во время формования, извлечения и ввода пустотообразователей на пос ту XVII осуществляют процесс выталкивания готовых изделий, при кртором включают привод цепной передачи 51 (фиг. 10) и каретка 49, перемещайсь, вводит в контакт толкатель 50 с изделием, перемещает изделие, при этом внешний торцовый борт 7 отходит, а ролик 44 входит в контакт с полукругом 42 и при дальнейшем передвижении толкателя 50 борт цриподнимается, давая возможность выходу изделия из формы. Одновременно с процессом вьггалкивания приспособлением 53 путем распыления производится смазка формующих поверхностей. По выходе изделия захват 52 входит в, зацепление с торцовым бортом 7 и при обратном движении каретки (фиг. 11) выводит его до упора 41 в исходное положение (фиг. 4) для ввода пустотообразователей. При перемещении форм между постами XX и I осуществляется закрывание их продольных бортов, а между постами XVI и XVII - открывание за счет перемещения рычагов 36 по копирам 38 и 37 соответственно, при этом шарниром 35 смежные продольные борта закрьшаются и открываются. Предлагаемая установка за счет автоматизации операций сборки и разборки форм, очистки формующих поверхностей и их смазки при двухсменной работе позволит высвободить четыре человека.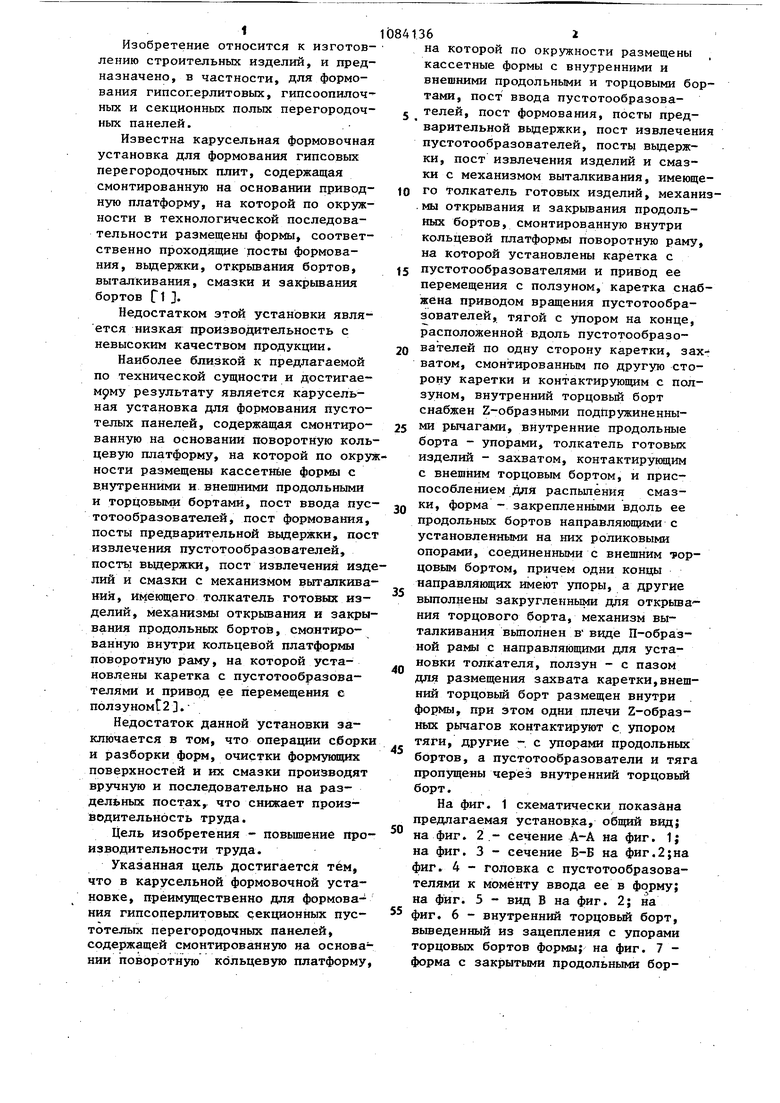


| название | год | авторы | номер документа |
|---|---|---|---|
| Установка для формования многопустотных панелей из бетонных смесей | 1990 |
|
SU1742070A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СТРОИТЕЛЬНЫХ БЛОКОВ ПРЕССОВАНИЕМ, ПРЕСС-ФОРМА И ЛИНИЯ ДЛЯ РЕАЛИЗАЦИИ СПОСОБА | 1995 |
|
RU2087307C1 |
| Устройство для сборки, разборки и транспортирования форм | 1989 |
|
SU1673452A1 |
| Установка для изготовления пустотелых бетонных изделий | 1984 |
|
SU1256968A1 |
| Установка для формования многопустотных изделий | 1980 |
|
SU963860A1 |
| Установка для формования пустотных железобетонных изделий | 1979 |
|
SU961976A1 |
| УСТАНОВКА ДЛЯ ФОРМОВАНИЯ ЖЕЛЕЗОБЕТОННЫХ МНОГОПУСТОТНЫХ ПЛИТ1Известна установка для формования железобетонных многопустотных плит, включающая шарнирно закрепленные одним концом нустотообразователи-пуансоны и устройство для стягивания форм с пустотообразователен.Это достигается тем, что пустотообразовате- ли-пуансоны шарнирно закреплены на поворотно-приводных рычагах-фиксаторах, а устройство для стягивания форм с пустотообра- зователей выполнено разноскоростным, например, с канатным транспортером и гидравлическим толкателем. | 1973 |
|
SU399374A1 |
| Карусельная формовочная установка | 1982 |
|
SU1106658A1 |
| Технологическая линия для изготовления бетонных изделий | 1976 |
|
SU998117A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЖЕЛЕЗОБЕТОННЫХ ВЕНТИЛЯЦИОННЫХ БЛОКОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2000 |
|
RU2182864C2 |


f,r f
2 1
7
«4 W т f2 1619
ff-6 Фиг Л 20
1084136
В ид В
Фиг. 5
Фаг. 7
ftff
ff7
А
d-Ai
г
Г- г
ifl 50
4
«-
«f «J 4
г
г
.
(риг. /
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Видоизменение прибора с двумя приемами для рассматривания проекционные увеличенных и удаленных от зрителя стереограмм | 1919 |
|
SU28A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| ПОТОЧНАЯ ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ ПУСТОТНЫХ БЕТОННЫХ И ЖЕЛЕЗОБЕТОННЫХ ИЗДЕЛИЙ | 1972 |
|
SU433028A1 |
| Видоизменение прибора с двумя приемами для рассматривания проекционные увеличенных и удаленных от зрителя стереограмм | 1919 |
|
SU28A1 |
| Видоизменение прибора для получения стереоскопических впечатлений от двух изображений различного масштаба | 1919 |
|
SU54A1 |
