1
Изобретение относится к устройствам, применяемым в системах стабилизации теплового режима пресс-форм на автоматических карусельных прессах при прессовании мелких стеклоизделий весом от нескольких граммов до нескольких десятков граммов из жидкой стекломассы.
Известен пресс для формования стеклоизделий, содержащий стол, пресс-формы и нагревательнЕле элементы, закрепленные па кронштейнах.
Недостаток этого пресса заключается в том, что процесс вывода па тепловой режим, даже при изготовлении изделий среднего веса, производится очень долгое время, теряется много стекломассы, поэтому эффективность выработки снижается.
Цель изобретения - упрощение процесса стабилизации теплового режима пресс-форм.
В предлагаемом карусельном прессе в отличие от известного нагревательные элементы смонтированы в выполненном в виде сегмента П-образной формы корпусе, охватывающем пресс-формы, расположенные на столе карусельного пресса, на участке подготовки прессформ к прессованию и закрепленном на прессе неподвижно.
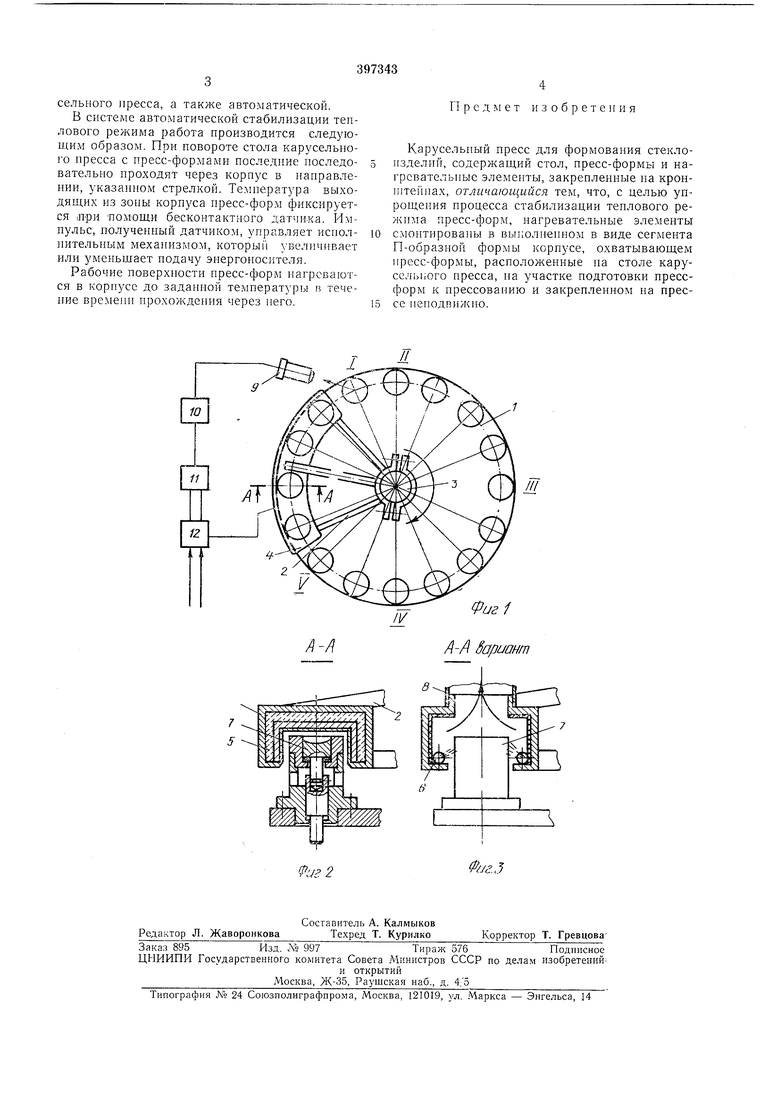
На фиг. 1 изображен описываемый карусельный пресс, вид в плане; на фиг. 2 - сеченне по А-А на фиг. 1 (схема установки электрических нагревателей); на фиг. 3 - сечение по Л-А па фиг. 1, вариант (схема установки газовых нагревателей).
На столе / карусельного пресса установлен при помощи кронщтейнов 2, закрепленных па центральной колонке 3, корпус 4 в виде сегмента П-образной формы. На внутренней поверхности корпуса закреплены нагревательные элементы 5. В случае выполпения нагревательных элементов газовыми их горелки 6 направлены на пресс-форму 7, а для отвода сгоревщих газов на корпусе смонтирована труба 8.
Для фиксации температуры служит бесконтактный датчик 9, а для регулировки температуры установлены усилитель W. регулятор 11 и исполнительны механизм /2.
Работает карусельный пресс следующим образо.м.
Порция стекломассы поступает в пресс-форму на позицию / и прессуется на позиции //.
Отпрессованное изделие выдерживается с целью зат1вердевания «а иозиции ///, а затем снимается на позиции IV.
На позиции V пресс-форму подготавливают к приему порции стекломассы.
При большом весе порции стекломассы подготовка состоит в охлаждении, а при малом весе требуется подогревание последней.
Возможна работа в системе ручной стабилизации теплового режима пресс-формы кару
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ производства полированных оптических изделий и устройство для его осуществления | 1981 |
|
SU1030324A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СТЕКЛОИЗДЕЛИЙ | 2015 |
|
RU2592317C1 |
| Устройство для прессования стеклоизделий | 1986 |
|
SU1636353A1 |
| Секционная стеклоформующая машина | 1973 |
|
SU653221A1 |
| Г. А. А. Н. Орлов и Я. И. Ермаков•CHahijrAv | 1967 |
|
SU191065A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СТЕКЛОИЗДЕЛИЙ | 1992 |
|
RU2024438C1 |
| СПОСОБ РЕГУЛИРОВАНИЯ ВЕСА КАПЛИ СТЕКЛОМАССЫ | 1973 |
|
SU398509A1 |
| КАРУСЕЛЬНАЯ ПРЕССОВЬЩУВНАЯ МАШИНА ДЛЯ ВЫРАБОТКИ СТЕКЛОИЗДЕЛИЙ НА НОЖКЕ | 1967 |
|
SU191754A1 |
| КОНВЕЙЕРНАЯ МАШИНА ДЛЯ ВЫРАБОТКИ ПОЛЫХ СТЕКЛЯННЫХ ИЗДЕЛИЙ | 1970 |
|
SU427905A1 |
| Устройство для прессования изделий из стекла | 1974 |
|
SU633825A1 |
