Заявляемое изобретение относится к области строительства, преимущественно к способам монолитного возведения промышленных и гражданских зданий и сооружений из армированного железобетона, и может быть использовано при выполнении бетонных строительных конструкций на месте их установки, в том числе при изготовлении железобетонных плит-перекрытий, балок и т.п.
Из общего уровня техники известно, что монолитные железобетонные конструкции представляют собой залитую бетоном металлическую арматуру, как правило, выполненную в виде металлических стержней, преимущественно стальных, и служащую для упрочнения бетона, подверженного разрушению при растяжении и сжатии в зависимости от направления действующих сил и изгибающего момента. Для повышения прочностных свойств бетона осуществляют вертикальное наращивание арматуры с целью получения целостной структуры арматурного каркаса.
Одной из важнейших операций при наращивании арматуры является стыковка соединяемых стержней.
Из уровня техники известен способ монтажа арматурных стрежней с помощью сварки, а именно ванно-шовное соединение в соответствии с ГОСТ 14098-91 «Соединения сварные арматуры и закладных изделий железобетонных конструкций. Типы, конструкции и размеры».
Качественное и надежное проведение стыковки арматурных стержней при ванно-шовном сварном способе зависит от строгого выполнения следующих операций:
- точного центрирования осей соединяемых деталей;
- контроля над положением соединяемых стержней и подкладки в процессе сварки во избежание колебаний и смещения данных конструктивных элементов;
- жесткой фиксации подкладки;
- соблюдения определенного расстояния между стыкуемыми деталями.
Выполнение всех перечисленных условий при осуществлении стыковки арматурных стержней ванно-шовным сварным способом требует применения специальных приспособлений.
Кроме того, для качественного проведения работ при таком способе соединения необходимо привлечение специалистов высокой квалификации, причем квалифицированный сварщик выполняет за смену не более восьми стыков арматуры большого диаметра.
Сварное соединение является ненадежным из-за возможности хрупкого разрушения стержней в зоне стыка во время раскачивания, а также из-за зашлаковывания ванны, к которому приводит некачественное выполнение работы, в том числе специалистом низкой квалификации.
Помимо этого способ требует значительных затрат электроэнергии.
Необходимо отметить, что методы контроля качества ванно-шовного соединения предусматривают использование дорогостоящего радиографического или ультразвукового оборудования, при этом контролю первоначально подвергают 15% сварных соединений. В случае выявления брака количество проверяемых соединений увеличивается в два раза и так продолжается до тех пор, пока брак не будет исключен полностью.
Наиболее близким техническим решением к заявляемому способу монтажа арматурных стержней и каркасов, выполненных из них, является способ, заключающийся в механическом соединении одной пары арматурных стержней с помощью соединительной муфты, снабженной конической резьбой, при этом пара стержней включает в себя нижний стержень, являющийся выпуском уже установленной железобетонной конструкции, и верхний стержень - наращиваемый (см. Каталог «Системы соединения арматурных стержней с конической резьбой LENTON», представленный группой компаний «ПРОМСТРОЙКОНТРАКТ», 2010 г.).
Недостатки известного соединения связаны с тем, что внутренняя резьба соединительной муфты и выполненная на концах арматурных стержней наружная резьба, служащие для ответного взаимодействия, должны быть точно отцентрированы. Это обусловлено тем, что резьбовое соединение имеет свой механический допуск (отклонение), выход за пределы которого не позволит осуществить монтаж данных элементов и, как следствие, не обеспечит качественной стыковки.
Кроме того, наращиваемый стержень при наворачивании соединительной муфты должен не только вращаться, но и удерживаться при этом в строго вертикальном положении. Данное условие может быть выполнено с помощью специальных приспособлений или с привлечением дополнительного числа специалистов.
Перед осуществлением работ данным способом должна быть проведена предварительная подготовка арматурных стержней, предусматривающая обжатие арматурных стержней, нарезку на их концах резьбы и ее последующую калибровку. При этом каждую из указанных операций выполняют на специальном оборудовании.
Помимо этого следует учесть, что соединительные муфты с конической резьбой изготавливают, как правило, за рубежом, что отражается на конечной стоимости соединения.
Осуществление контроля качества механического стыкового соединения производят путем его вырезания с последующей отправкой в лабораторию.
Известные способы рассчитаны на выполнение соединения только одной пары арматурных стержней.
Техническим результатом, на который направлено заявляемое изобретение, является упрощение процесса стыковки арматурных стержней, повышение надежности и прочностных характеристик стыкового соединения, а также повышение производительности труда и сокращение сроков строительства.
Заявляемый результат достигается тем, что в способе монтажа арматурных стержней и каркасов, выполненных из них, осуществляемом с использованием средств и элементов соединения, при котором в качестве средства соединения используют соединительную муфту, а в качестве элементов соединения - арматурные стержни, один из которых, нижний, является выпуском уже установленной железобетонной конструкции, а второй - верхний - наращиваемый, согласно изобретению соединение элементов арматуры осуществляют путем опрессовки, причем сначала осуществляют опрессовку той части соединительной муфты, в которой смонтирован соответствующий стержень: или нижний, или верхний, а затем в муфту вставляют необжатый стержень и выполняют опрессовку второй части муфты, при этом длины частей муфты, обжимаемые в порядке очередности - первой и второй, находятся в определенном соотношении.
Заявляемый результат достигается тем, что в способе монтажа арматурных стержней и каркасов, выполненных из них, осуществляемом с использованием средств и элементов соединения, при котором в качестве средства соединения используют соединительную муфту, а в качестве элементов соединения - арматурные стержни, один из которых, нижний, является выпуском уже установленной железобетонной конструкции, а второй - верхний - наращиваемый, согласно изобретению соединение элементов арматуры осуществляют путем опрессовки, по меньшей мере, двух соединительных муфт, смонтированных или на нижних, или на собранных в каркасную систему верхних стержнях, причем сначала производят опрессовку той части муфты, в которой установлен стержень, а затем во все муфты одновременно вставляют необжатые стержни и выполняют их опрессовку, при этом длины частей каждой муфты, обжимаемые в порядке очередности - первой и второй, находятся в определенном соотношении.
Соотношение длин частей соединительной муфты, обжимаемых в порядке очередности - первой и второй, равно 1:1,4.
Опрессовку осуществляют с помощью гидроинструмента, в качестве которого используют, например, пресс обжимной ручной.
Технических решений, совпадающих с совокупностью существенных признаков заявляемого изобретения, не выявлено, что позволяет сделать вывод о соответствии заявляемого изобретения такому условию патентоспособности, как «новизна».
Заявляемые существенные признаки, предопределяющие получение указанного технического результата, явным образом не следуют из уровня техники, что позволяет сделать вывод о соответствии заявляемого изобретения такому условию патентоспособности, как «изобретательский уровень».
Условие патентоспособности «промышленная применимость» подтверждено на примере конкретного осуществления.
Заявляемый способ поясняется чертежами, где:
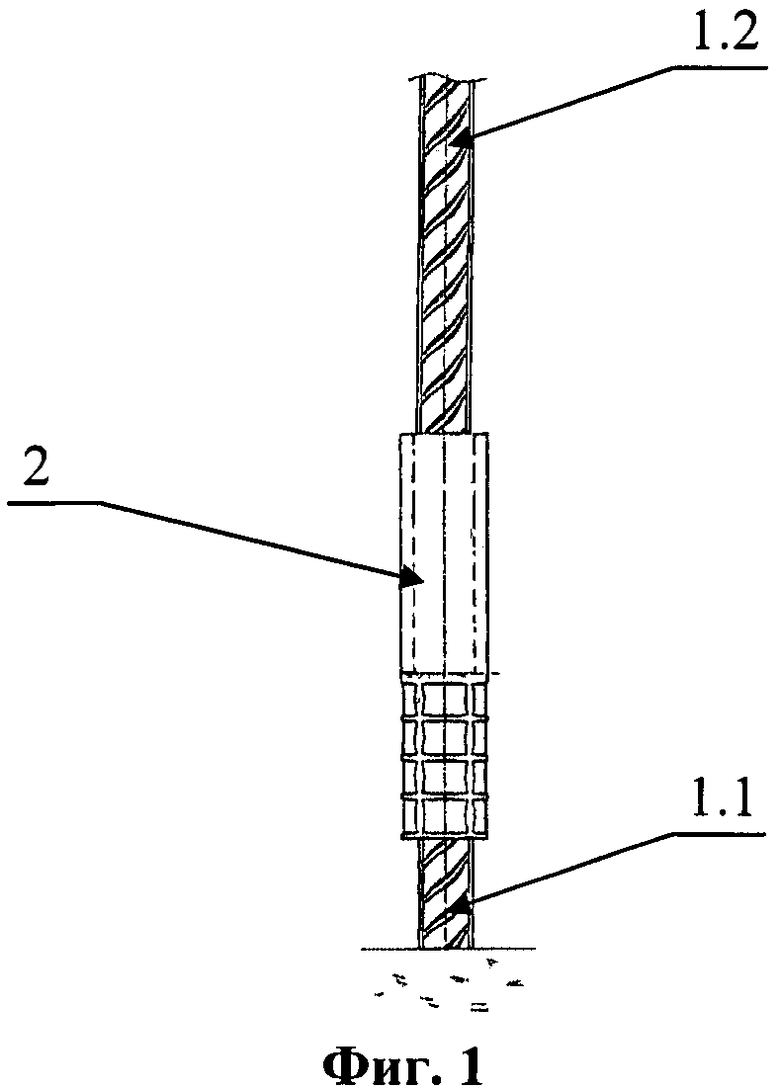
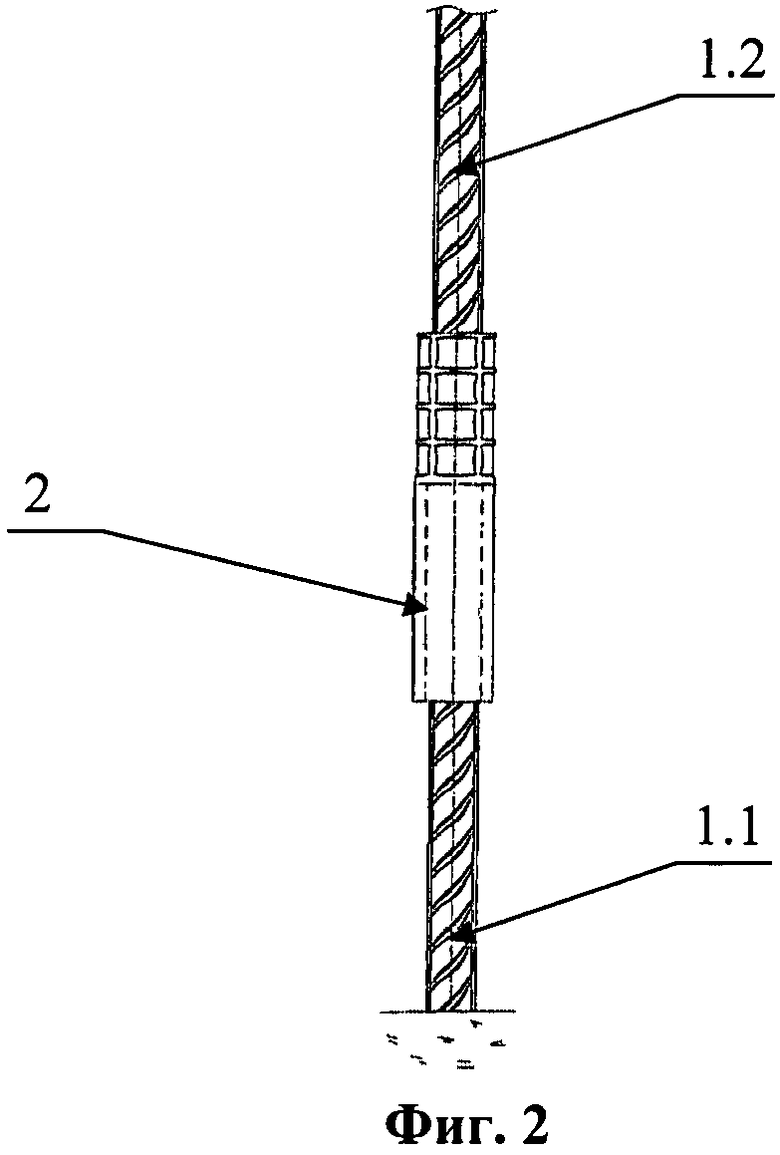
Фиг.1, 2 - стыковое соединение двух арматурных стержней;
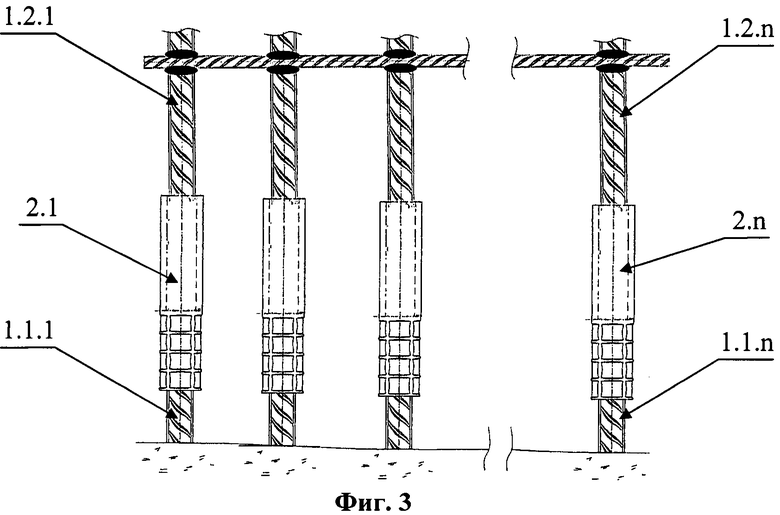
Фиг.3, 4 - стыковое соединение каркасов, выполненных из арматурных стержней.
Стыковое соединение (фиг.1, 2) состоит из арматурных стрежней: нижнего 1.1, являющегося выпуском уже установленной арматуры, и наращиваемого 1.2, фиксируемых между собой с помощью соединительной муфты 2. При этом на фиг.1 показано соединение, при котором обжим начинают с нижней части соединительной втулки, на фиг.2 - с верхней.
Стыковое соединение каркасов (фиг.3. 4), выполненных их арматурных стержней, состоит из нижних стержней 1.1-1.1.n, являющихся выпусками уже установленной арматуры, и собранных в каркасную систему наращиваемых 1.2 и 1.2.n., фиксируемых между собой с помощью соединительных муфт 2.1-2.n. При этом на фиг.3 показано соединение, при котором обжим начинают с нижней части соединительных втулок, на фиг.4 - с верхней.
Осуществление заявляемого способа подтверждается примерами конкретного выполнения.
Пример 1.
Заявляемый способ монтажа одной пары арматурных стержней осуществляется следующим образом.
На нижний стержень, являющийся выпуском уже установленной железобетонной конструкции, монтируют соединительную муфту и производят опрессовку (обжим) нижней части соединительной муфты с размещенным в ней стержнем (фиг.1). Затем в верхнюю неопрессованную часть муфты до упора вставляют наращиваемый стержень, который будет удерживаться в вертикальном положении за счет увеличенной длины нижней части муфты, и производят опрессовку верхней части муфты с размещенным в ней стержнем. Для проведения стыковки не требуется использование дополнительного оборудования, приспособлений, а также персонала, удерживающего наращиваемый стержень в вертикальном положении.
В процессе опрессовки благодаря равномерно распределенным сжимающим силам, действующим со стороны гидроинструмента, происходит центрирование обоих стержней, в результате чего обеспечивается сохранение непрерывности и равномерности передачи усилий в армировании конструкции независимо от состояния или наличия бетона.
Длины обжимаемых в порядке очередности сначала нижней, а затем верхней частей соединительной муфты находятся в соотношении, равном 1:1,4.
Аналогично выполняют соединение арматурных стержней и в случае, когда муфта смонтирована на наращиваемом стержне (фиг.2).
Пример 2.
Заявляемый способ монтажа может быть осуществлен с использованием каркасов, выполненных из верхних наращиваемых арматурных стержней.
Производят опрессовку сразу нескольких соединительных муфт, установленных на нижних арматурных стержнях (фиг.3). Затем в верхние необжатые части всех соединительных муфт одновременно до упора вставляют заранее собранные в каркасную систему наращиваемые арматурные стержни, после чего выполняют обжимы верхних частей всех соединительных муфт, при этом длины обжимаемых в порядке очередности - сначала нижних, а затем верхних частей муфт находятся в соотношении, равном 1:1,4.
За счет удлинения нижней части соединительной муфты каркас фиксируется в вертикальном положении и для его удержания не требуются ни дополнительное оборудование, ни дополнительная численность специалистов.
Пример 3.
Осуществляется аналогично способу, описанному в примере 2. Отличие заключается в том, что соединительные муфты заранее смонтированы на верхних наращиваемых стержнях каркасной системы (фиг.4), которую затем устанавливают на нижние стержни, после чего производят их опрессовку.
По окончании монтажа арматурную конструкцию заливают бетоном, оставляя выпуски.
Верхние свободные концы наращиваемых арматурных стержней как одиночных, так и собранных в каркасную конструкцию, могут быть снабжены смонтированными на них соединительными муфтами, служащими для наращивания последующих стержней и каркасов.
Каркасные системы изготавливают в заводских условиях или на предмонтажном участке, а затем уже поставляют на строительную площадку.
Необходимо отметить, что соединительная муфта изготовлена из стандартных металлических труб, материалом для которых служит сталь, в том числе марок ст. 3, ст. 10, ст. 20.
Контроль качества осуществляют в соответствии с требованиями, указанными в РД ЭО 0657-2006 «Положение по применению механических соединений арматуры для железобетонных конструкций зданий и сооружений атомных станций», а также ТУ 4842-001-15036104-2008 «Соединения механические опрессованные арматурного проката для железобетонных конструкций».
Проверку настройки пресса осуществляют через каждые 500 выполненных соединений путем механических испытаний обжатых образцов. Результаты полученных испытаний, проведенных в соответствии с ГОСТ 14098-01 «Соединения сварные арматуры и закладных железобетонных конструкций» и ГОСТ 10922-90 «Арматурные и закладные изделия сварные, соединения сварные арматуры и закладных изделий железобетонных конструкций. Общие технические условия», приведены в таблице.
муфтами d=35 мм, L=130 мм
64,6
64,3
Основным испытанием, подтверждающим качество и надежность соединения, является испытание соединения на разрыв, проводимое аналогично испытаниям на растяжение арматурной стали.
Как видно из Таблицы, среднее значение предела прочности соединений арматуры обжимными муфтами соответствует требованиям ГОСТ 10922-90.
Испытания на разрыв показали, что произошло разрушение металла, из которого изготовлен арматурный стержень, а не разрыв соединения, выполненного заявляемым способом.
Кроме того, при испытаниях соединения контролируют увеличение длины обжимаемых частей муфты, которое не должно превышать 8-13% от первоначальной длины.
Заявляемый способ монтажа арматурных стержней и каркасов, выполненных из них, имеет преимущества по сравнению с известными решениями, а именно:
- нет необходимости строго выдерживать определенное расстояние между соединяемыми стержнями;
- возможность осуществления одновременного обжима сразу нескольких пар арматурных стержней;
- повышение производительности труда и сокращение сроков монтажа железобетонных конструкций. Так, например, при осуществлении способа путем опрессовки одиночных арматурных стержней сроки проведения стыковки сокращаются примерно в 8 раз по сравнению с ванно-шовным соединением. При использовании каркасов производительность возрастает многократно.
Кроме того, каркасная конструкция монтируется или на заводе-изготовителе, или на предмонтажном участке и поступает на строительную площадку уже в готовом собранном виде. Процесс стыковки арматурных стержней не требует дополнительного оборудования и приспособлений, как в известных способах. Для выполнения опрессовки необходима только установка, состоящая из насосной станции и обжимного пресса. В отличие, например, от резьбового соединения не требуется и дополнительная подготовка стержней, а также специальное оборудование для этого.
Для проведения работ при осуществлении заявляемого способа не требуется высококвалифицированный персонал, так как к работе с обжимными прессами допускаются специалисты, прошедшие 3-недельный курс обучения.
Существенно снижаются, в отличие, например, от сварки, затраты на электроэнергию.
Упрощаются методы контроля качества полученного соединения, которые сводятся, в основном, только к испытаниям на удлинение муфты после обжатия.
Использование заявляемого способа позволяет значительно сократить финансовые затраты.
Соединение арматурных стержней, выполненных заявляемым способом, не имеет ограничений по применению при динамических нагрузках, а также устойчиво к ударным нагрузкам при техногенных или природных воздействиях.
Способ механического соединения арматуры путем опрессовки исключает сварочные работы при возведении строительных конструкций, что позволяет изменить не только технологию монтажа арматурных стержней и каркасов, выполненных из них, но и технологию возведения монолитных зданий, а также значительно сокращает сроки строительства.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ монтажа арматурных стержней | 2017 |
|
RU2662740C1 |
| УНИВЕРСАЛЬНАЯ ДОМОСТРОИТЕЛЬНАЯ СИСТЕМА | 2014 |
|
RU2585330C2 |
| Каркасная универсальная полносборная архитектурно-строительная система | 2016 |
|
RU2634139C1 |
| АРМИРОВАНИЕ ВЕРТИКАЛЬНЫХ СВАЙ, ИЗГОТАВЛИВАЕМЫХ В ГРУНТЕ, ВОСПРИНИМАЮЩИХ ВДАВЛИВАЮЩИЕ НАГРУЗКИ | 2010 |
|
RU2465403C2 |
| СОЕДИНЕНИЕ СБОРНЫХ ЖЕЛЕЗОБЕТОННЫХ КОЛОНН | 2024 |
|
RU2829799C1 |
| СБОРНО-МОНОЛИТНЫЙ ПРОСТРАНСТВЕННЫЙ ЖЕЛЕЗОБЕТОННЫЙ КАРКАС МНОГОЭТАЖНОГО ЗДАНИЯ | 2019 |
|
RU2723110C1 |
| УЗЕЛ СОЕДИНЕНИЯ СТРОИТЕЛЬНЫХ ЖЕЛЕЗОБЕТОННЫХ ЭЛЕМЕНТОВ | 2014 |
|
RU2581179C1 |
| РАМНЫЙ СТЫК СБОРНОГО ЖЕЛЕЗОБЕТОННОГО КАРКАСА ЗДАНИЯ | 2015 |
|
RU2611134C1 |
| МЕЖЭТАЖНЫЙ СОЕДИНИТЕЛЬНЫЙ ЭЛЕМЕНТ ДЛЯ ЖЕЛЕЗОБЕТОННЫХ КОНСТРУКЦИЙ | 2023 |
|
RU2820372C1 |
| Крупноблочный монтажный модуль и способ возведения сооружений из крупноблочных монтажных модулей | 2020 |
|
RU2735793C1 |

Заявляемое изобретение относится к области строительства, преимущественно к способам монолитного возведения промышленных и гражданских зданий и сооружений из армированного железобетона. Технический результат - упрощение процесса стыковки арматурных стержней, повышение надежности и прочностных характеристик стыкового соединения, повышение производительности труда и сокращение сроков строительства. Способ монтажа арматурных стержней и каркасов осуществляется с использованием средств и элементов соединения. Соединение элементов арматуры осуществляют путем опрессовки. Сначала осуществляют опрессовку той части соединительной муфты, в которой смонтирован соответствующий стержень: или нижний, или верхний, а затем в муфту вставляют необжатый стержень и выполняют опрессовку второй части муфты, при этом длины частей муфты, обжимаемых в порядке очередности - первой и второй, находятся в определенном соотношении. Вариант способа монтажа арматурных стержней и каркасов предусматривает опрессовку, по меньшей мере, двух соединительных муфт, смонтированных или на нижних, или на собранных в каркасную систему верхних стержнях, причем сначала производят опрессовку той части муфты, в которой установлен стержень, а затем во все муфты одновременно вставляют необжатые стержни и выполняют их опрессовку, при этом длины частей каждой муфты, обжимаемых в порядке очередности - первой и второй, находятся в определенном соотношении. 2 н. и 6 з.п. ф-лы, 4 ил., 1 табл.
1. Способ монтажа арматурных стержней и каркасов, выполненных из них, осуществляемый с использованием средств и элементов соединения, при этом в качестве средства соединения используют соединительную муфту, а в качестве элементов соединения арматурные стержни, включающие нижний стержень, являющийся выпуском уже установленной железобетонной конструкции, и верхний - наращиваемый, отличающийся тем, что соединение элементов арматуры осуществляют путем опрессовки, причем сначала осуществляют опрессовку той части соединительной муфты, в которой смонтирован соответствующий стержень: или нижний, или верхний, а затем в муфту вставляют необжатый стержень и выполняют опрессовку второй части муфты, при этом длины частей муфты, обжимаемых в порядке очередности - первой и второй, находятся в определенном соотношении.
2. Способ монтажа арматурных стержней и каркасов, выполненных из них по п.1, отличающийся тем, что соотношение длин частей муфты, обжимаемых в порядке очередности - первой и второй, равно 1:1,4.
3. Способ монтажа арматурных стержней и каркасов по п.1, отличающийся тем, что опрессовку осуществляют с помощью гидроинструмента.
4. Способ монтажа арматурных стержней и каркасов по п.1, отличающийся тем, что в качестве гидроинструмента используют, например, пресс обжимной ручной.
5. Способ монтажа арматурных стержней и каркасов, выполненных из них, осуществляемый с использованием средств и элементов соединения, при этом в качестве средства соединения используют соединительную муфту, а в качестве элементов соединения арматурные стержни, включающие нижний стержень, являющийся выпуском уже установленной железобетонной конструкции, и верхний - наращиваемый, отличающийся тем, что соединение элементов арматуры осуществляют путем одновременной опрессовки, по меньшей мере, двух соединительных муфт, смонтированных или на нижних, или на собранных в каркасную систему верхних стержнях, причем сначала производят опрессовку той части муфты, в которой установлен стержень, а затем во все муфты одновременно вставляют необжатые стержни и выполняют их опрессовку, при этом длины частей каждой муфты, обжимаемых в порядке очередности - первой и второй, находятся в определенном соотношении.
6. Способ монтажа арматурных стержней и каркасов, выполненных из них по п.5, отличающийся тем, что соотношение длин частей муфты, обжимаемых в порядке очередности - первой и второй, равно 1:1,4.
7. Способ монтажа арматурных стержней и каркасов, выполненных из них по п.5, отличающийся тем, что опрессовку осуществляют с помощью гидроинструмента.
8. Способ монтажа арматурных стержней и каркасов, выполненных из них по п.7, отличающийся тем, что в качестве гидроинструмента используют, например, пресс обжимной ручной.
| Пневмогидравлический ручной пресс для клепальных и других монтажных работ | 1950 |
|
SU93281A1 |
| Прибор для регистрации скорости ветра | 1940 |
|
SU63168A1 |
| Способ закрепления пучка проволок | 1973 |
|
SU441424A1 |
| KR 20070063052 A, 19.06.2007. | |||

