Изобретение относится к соединительному устройству для трубы, содержащему соединительный участок с втулочным концом для трубы и уплотнительный элемент, обеспечивающий уплотнение вокруг трубы, вставленной в соединительное устройство, при этом уплотнительный элемент содержит ряд элементов, которые вместе образуют кольцо, охватывающее трубу, с одним зажимным кольцом, расположенным на, по меньшей мере, части периферии трубы. Кроме того, изобретение относится к способу для изготовления зажимного кольца для такого соединительного устройства.
Такое устройство известно из европейской патентной заявки ЕР-А-0794378 заявителя. Известное соединительное устройство применяется с трубами из стали, нержавеющей стали, этернита, чугуна, покрытой стали, ПВХ, полиэтилена и асбестоцемента и используется в качестве соединения для таких труб. Важно, чтобы соединительное устройство обеспечивало адекватное уплотнение, а также то, чтобы уплотнение было способно оказывать сопротивление деформации растяжения. Эта последняя функция обеспечивается зажимным кольцом, которое представляет собой часть известного соединительного устройства.
Из голландской патентной заявки 1009734 заявителя известна конструкция зажимного кольца с зубцами, которые выдавлены из поверхности зажимного кольца. Зубцы все время находятся рядом на одной стороне вырезов щелеобразной формы, которые выполнены в зажимном кольце. Проблема известного зажимного кольца, которое составляет часть такого соединительного устройства, состоит в том, что при использовании его на трубах, которые изготовлены из более мягкого материала, зажимное кольцо работает как строгальное приспособление, так что деформация растяжения соединительного устройства в соответствии с известным уровнем техники ограничена. Когда соединительное устройство, в соответствии с известным уровнем техники, применяется с такими более мягкими материалами, как полиэтилен, полибутилен, акрилбутандиенстирол или полипропилен, это приводит к нагрузкам на растяжение для больших диаметров до 6-7 бар, и для меньших диаметров 15-16 бар.
Из голландской патентной заявки 1009758 заявителя известна конструкция зажимного кольца с выступами, которые продолжаются, в целом, радиально внутрь от поверхности зажимного кольца. Доказано, что соединительное устройство, снабженное этим зажимным кольцом, при применении к трубе из относительно мягкого материала с диаметром 200 мм, допускает нагрузку на растяжение от 25 до 30 бар.
Из патента US-B-6,499,771 известно соединительное устройство, в котором выступы, выдавленные из поверхности зажимного кольца, снабжены анкерными зубцами, продолжающимися в плоскости этих выступов. Эти известные анкерные зубцы предназначены для противодействия вращению зажатой трубы.
Задача настоящего изобретения - дополнительно улучшить соединительное устройство и предложить альтернативный вариант выполнения зажимного кольца при более низких затратах.
Соединительное устройство и способ изготовления зажимного кольца охарактеризован приложенной формулой изобретения.
Соединительное устройство в соответствии с изобретением имеет выдавленные внутрь и/или наружу выступы, продолжающиеся от поверхности зажимного кольца, которые снабжены анкерными точками или анкерными зубцами, которые продолжаются в плоскости этих выступов.
Анкерные зубцы выдавленных внутрь выступов, в частности, пригодны для контактирования на трубе из относительно твердого материала, такого как чугун. С выдавленными наружу выступами, может быть осуществлено анкерное крепление с расположенными рядом деталями соединительного устройства, т.е. с сжимающими элементами, к которым примыкает зажимное кольцо в собранном соединительном устройстве.
В соответствии с изобретением, выступы с анкерными зубцами выполнены таким образом, что между анкерными точками, или анкерными зубцами, существуют относительно широкие плоские участки.
Желаемое качество анкерных точек, или анкерных зубцов, выполненных на выступах, формируется за счет изготовления элементов зажимного кольца способом, который характеризуется следующими этапами:
- пробивание расположенных рядом вырезов в металлической пластине таким образом, что между вырезами остаются относительно тонкие перемычки;
- выдавливание металла поверхности пластины на, по меньшей мере, первой стороне расположенных рядом вырезов до разрыва перемычек;
- выдавливание металла в противоположную сторону, пока он не будет большей частью расположен на противоположной стороне пластины и выступать из плоскости пластины в виде завершенного первого выступа.
За счет деформации металла в результате выдавливания плоскости пластины, материал, который расположен рядом с вырезами, укрепляется, тогда как за счет отрывания соединений материала, получаются анкерные точки, или анкерные зубцы, которые являются не только твердыми, но и очень острыми с расположенными под ними заусенцами, что является результатом пробивания вырезов. Заусенец является полезным для анкеровки в трубе при использовании в соединительном устройстве.
Далее изобретение будет пояснено со ссылкой на чертежи, из которых:
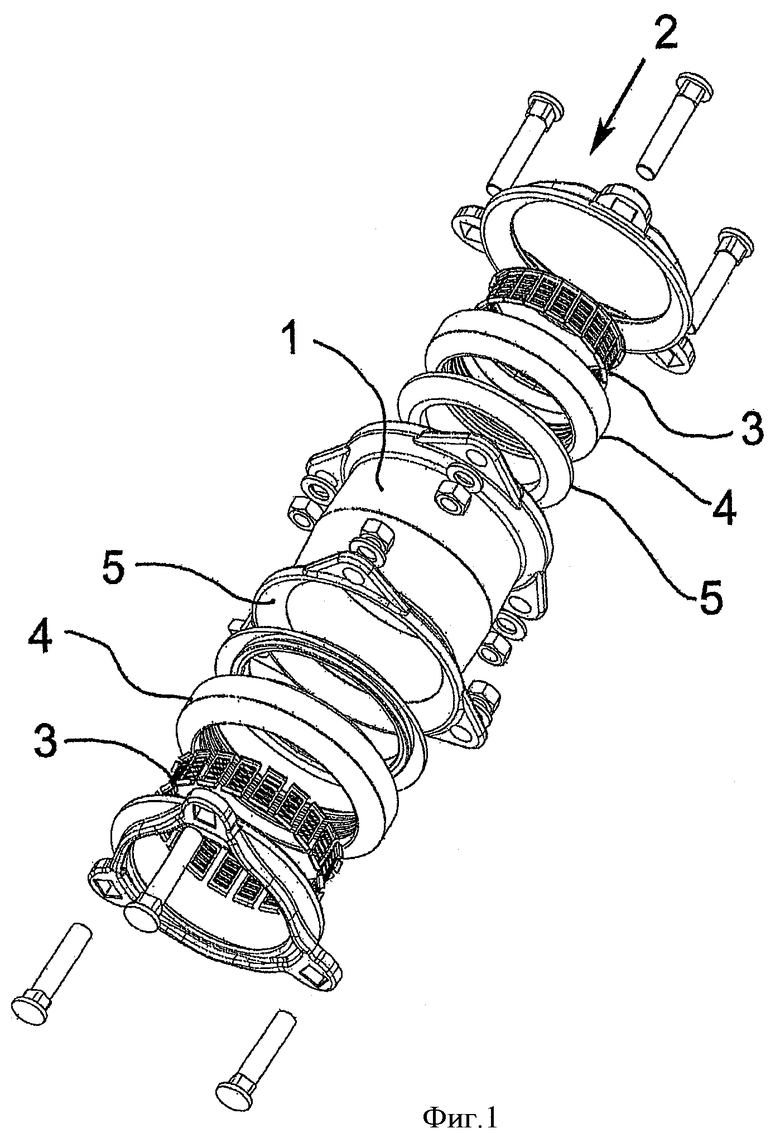
фиг.1 показывает вид в перспективе, деталировку соединительного устройства в соответствии с изобретением;
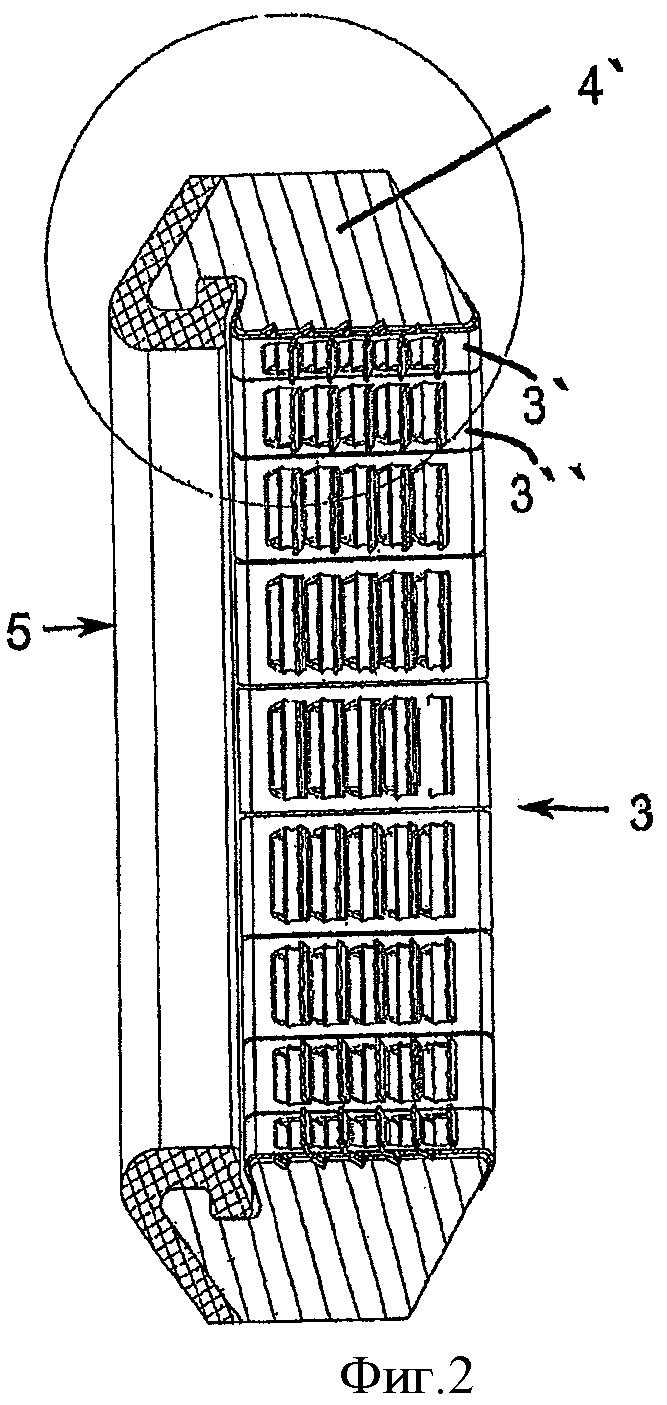
фиг.2 показывает часть соединительного устройства в соответствии с изобретением;
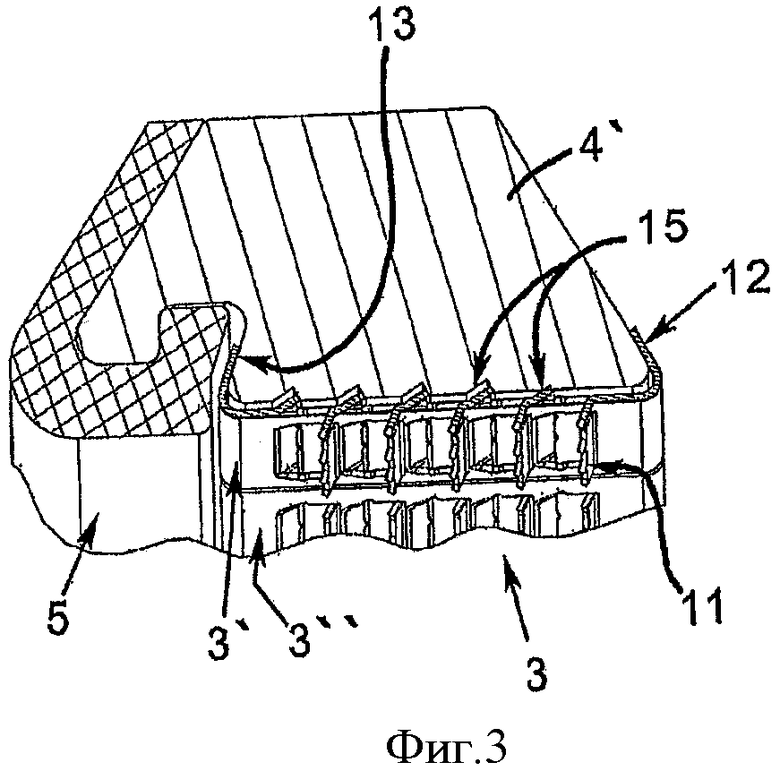
фиг.3 показывает часть фиг.2;
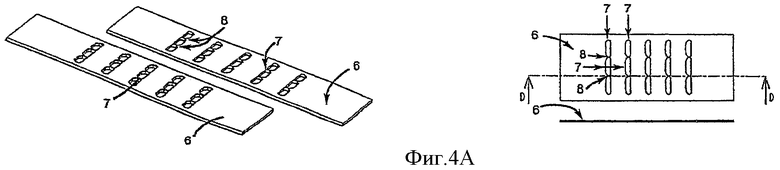
фиг.4A-4D представляют ряд последовательных этапов изготовления элемента зажимного кольца в соответствии с первым вариантом осуществления изобретения; и
фиг.5A-5D представляют ряд последовательных этапов изготовления элемента зажимного кольца в соответствии со вторым вариантом осуществления изобретения.
На фигурах одни и те же позиции соответствуют подобным деталям.
На фиг.1 показано устройство на виде в перспективе, которое содержит соединительный участок 1 с втулочным концом 2 для не показанной трубы и уплотнительные элементы для уплотнения вокруг трубы, вставленной в соединительный участок 1. Устройство содержит резиновое уплотнительное кольцо 5 и ряд элементов 4, которые вместе образуют зажимное кольцо 3, расположенное на, по меньшей мере, части периферии трубы, при этом зажимное кольцо 3 снабжено с выступами, направленными от плоскости зажимного кольца.
Фиг.2 показывает часть соединительного устройства, показанного на фиг.1, где видно, что зажимное кольцо 3 собрано из отдельных, расположенных рядом элементов 3', 3''. На фиг.3 это показано еще более подробно.
Элементы 3', 3'' зажимного кольца 3 вместе образуют замкнутое кольцо и вставлены с внутренней стороны одного или более сжимающих элементов 4'. Такой сжимающий элемент 4' может быть выполнен в виде одного или нескольких одинаковых, рядом расположенных сжимающих элементов, взаимодействующих с резиновым уплотнительным кольцом 5 для обеспечения фиксирующего уплотнения на трубе, на которую надевается соединительное устройство. Для полного описания возможного варианта осуществления соединительного устройства используется ссылка на заявку ЕР-А-0 794 378 и европейскую заявку 06812739.8, которые являются частью настоящего описания.
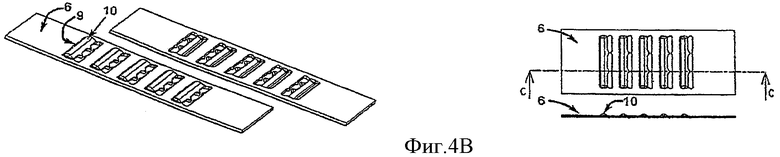
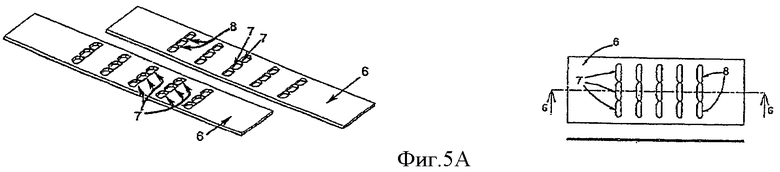
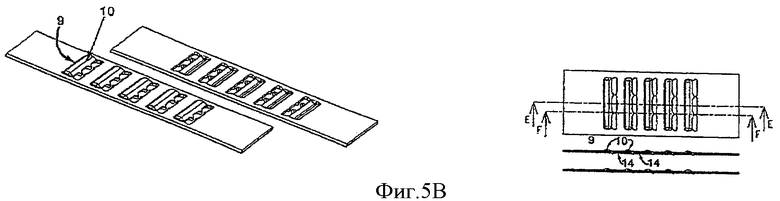
На фиг.4A-4D и 5A-5D показаны четыре этапа процесса, в соответствии с которыми изготавливается элемент 3', 3'' зажимного кольца 3 в соответствии с первым и вторым вариантами воплощения соответственно. При этом на правой стороне фиг.4A-4D и 5A-5D показано сечение и вид сверху, тогда как на левой стороне - вид в перспективе снизу и сверху соответственно пластины 6, которая преобразована в готовый элемент 3', 3'' зажимного кольца 3.
На фиг.4A-4D показан процесс изготовления элемента зажимного кольца 3', 3'' в соответствии с первым вариантом воплощения.
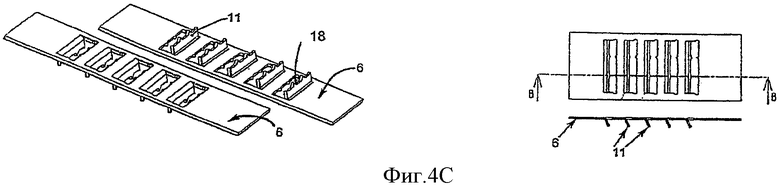
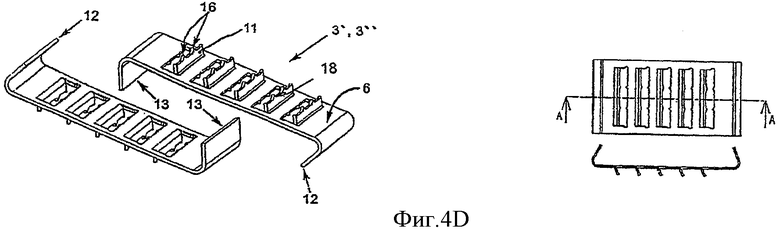
На фиг.4А показано, что пластина 6 снабжается расположенными рядом вырезами 7 пробивкой таким образом, что между вырезами 7 остаются относительно тонкие перемычки 8. Далее на фиг.4В показано, что на первой стороне 9 расположенных рядом вырезов 7 металл пластины 6 выдавливается из ее плоскости до образования выпуклости 10 и разрыва перемычек 8. Далее на фиг.4С показано, что выдавленный металл 10 вдавливается обратно, пока не будет расположен на противоположной стороне пластины 6. Это представлено в сечении на правой стороне фиг.4С, а также на виде в перспективе на левой стороне фиг. 4С. Здесь показано, что выдавленный металл 10 выдавливается обратно, пока не будет расположен в виде готового первого выступа 11. Наконец, на фиг.4D показано, что края 12 и 13 пластины 6 изогнуты, вследствие чего элемент зажимного кольца 3', 3'' приобретает готовую к применению форму. Загнутые концы 12, 13 пластины 6 показаны на фиг.3 и служат для охвата краев элемента 4' давления и соединения с ними.
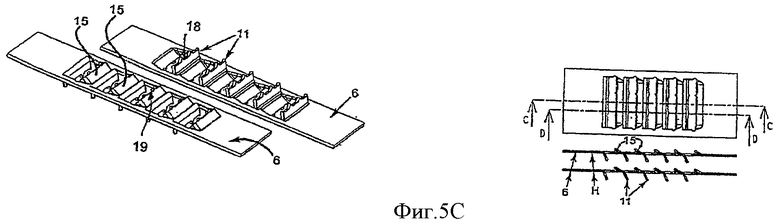
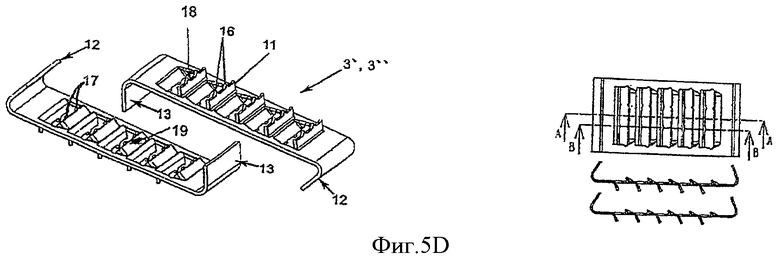
На фиг.5A-5D показан способ изготовления элемента 3', 3'' зажимного кольца 3 в соответствии со вторым вариантом осуществления, который отличается от показанного на фиг.4A-4D следующим. На фиг.5С, в соответствии с фиг.4С, показано, что выдавленный металл 10 вдавливается обратно, пока не будет расположен на противоположной стороне пластины 6 (показано стрелкой Н), выступая из ее плоскости в форме завершенного выступа 11. Одновременно с образованием первого выступа 11, с вариантом, показанным на фиг.5A-5D, на второй стороне 14, противоположной первой стороне 9 расположенных рядом вырезов 7, осуществляется выдавливание металла пластины 6 до образования готового выступа 15, который выступает из пластины 6 в направлении, противоположном направлению готового первого выступа 11.
На фиг.3 показано, что эти вторые выступы 15 могут быть внедрены в материал элемента 4', так что получается очень точное по положению соединение между элементами 3' 3'' зажимного кольца 3 и элементами 4' давления.
Способ изготовления элементов 3, 3'' зажимного кольца 3, поясненный на фиг.4А-4D и 5A-5D, обеспечивает то, что как первые выступы 11, так и вторые выступы 15 снабжаются анкерными точками, или анкерными зубцами, 16 и 17 соответственно, распложенными в плоскости соответствующих выступов 11, 15, которые имеют высокую жесткость благодаря способу изготовления элементов 3', 3'' зажимного кольца 3.
Вышеупомянутые фигуры дополнительно показывают, что между анкерными точками, или анкерными зубцами 16 на выступах 11 расположены широкие плоские участки 18. Такие же плоские участки, обозначенные позициями 19, расположены между анкерными точками, или анкерными зубцами 17 выступов 15.
Группа изобретений относится к соединительному устройству для трубы, содержащему соединительный участок с втулочным концом для трубы и уплотнительные элементы, предназначенные для уплотнения вставленной в соединительный участок трубы. Уплотнительный элемент содержит ряд элементов, образующих зажимное кольцо, расположенное на, по меньшей мере, части периферии трубы и снабженное выдавленными внутрь и/или наружу первыми выступами и вторыми выступами, соответственно, выступающими из поверхности зажимного кольца. Первые выступы и вторые выступы соответственно снабжены в плоскости этих выступов выступающими первыми анкерными зубцами и вторыми анкерными зубцами, соответственно. Между первыми анкерными зубцами и/или вторыми анкерными зубцами расположены плоские участки. Описан способ изготовления элемента зажимного кольца. Изобретение повышает надежность соединения. 2 н.п. ф-лы, 11 ил.
1. Соединительное устройство для трубы, содержащее соединительный участок (1) с втулочным концом (2) для трубы и уплотнительные элементы, предназначенные для уплотнения вставленной в соединительный участок (1) трубы, и образующие вместе кольцо, охватывающее трубу, при этом упомянутые элементы выполнен в виде, по меньшей мере, одного зажимного кольца (3), расположенного, по меньшей мере, на части периферии трубы, и снабженного выдавленными внутрь и/или наружу первыми выступами (11) и вторыми выступами (15) соответственно, выступающими из поверхности зажимного кольца (3), которые в свою очередь снабжены, расположенными в плоскости этих выступов (11, 15) первыми анкерными зубцами (16) и соответственно вторыми анкерными зубцами (17), отличающееся тем, что между первыми анкерными зубцами (16) и/или вторыми анкерными зубцами (17) расположены плоские участки (18, 19).
2. Способ изготовления элемента (3', 3'') зажимного кольца (3), предназначенного для использования в соединительном устройстве по п.1, отличающийся тем, что содержит следующие этапы:
пробивание расположенных рядом вырезов (7) в металлической пластине (6) таким образом, что между вырезами остаются относительно тонкие перемычки (8);
выдавливание металла поверхности пластины на, по меньшей мере, первой стороне (9) расположенных рядом вырезов (7) до разрыва перемычек (8);
выдавливание металла (10) в противоположную сторону до достижения положения большей частью на противоположной стороне пластины (6) в виде завершенного первого выступа (11);
выдавливание металла пластины (6) на второй стороне (14), расположенной на противоположной стороне (9) расположенных рядом вырезов (7), формируя второй выступ (15), который выступает из пластины (6) в направлении, противоположном направлению завершенного первого выступа (11).
| US 6499771 B1, 31.12.2002 | |||
| ШТЕКЕРНЫЙ РАЗЪЕМ | 2004 |
|
RU2348854C2 |
| 0 |
|
SU160559A1 | |
| Топчак-трактор для канатной вспашки | 1923 |
|
SU2002A1 |
| NL 1009734 C2, 25.01.2000 | |||
| Способ изготовления формного материала для трафаретных печатных форм | 1981 |
|
SU1014758A1 |
| US 5039141 A, 13.08.1991. | |||

