Изобретение относится к устройству для соединения труб для неразрывного и герметичного соединения вставного конца с муфтой, причем устройство для соединения труб содержит по существу замкнутое обжимное кольцо, которое имеет изменяемый размер и состоит из множества размещенных подвижно относительно друг друга звеньев, которые выполнены с возможностью прижатия к вставному концу нажимным усилием посредством средства передачи усилия, причем по меньшей мере на одном звене предусмотрен стопорный элемент, который имеет обращенные к вставному концу зубцы, которые соответственно имеют основание, первую боковую грань зубца, вторую боковую грань зубца и вершину.
Кроме того, изобретение относится к способу изготовления стопорного элемента для устройства для соединения труб для неразрывного и герметичного соединения вставного конца с муфтой, причем устройство для соединения труб содержит по существу замкнутое обжимное кольцо, которое имеет изменяемый размер и состоит из множества размещенных подвижно относительно друг друга звеньев, которые выполнены с возможностью прижатия к вставному концу нажимным усилием посредством средства передачи усилия.
Устройства для соединения труб, которые содержат по существу замкнутое обжимное кольцо, известны в течение долгого времени и описаны в различных вариантах выполнения.
Например, известны устройства для соединения труб, которые выполнены с возможностью формирования герметичного соединения с муфтой. В частности, при последующих ремонтных работах с водопроводными трубами известен лишь внутренний диаметр трубы. Во многих случаях, однако, не известен материал трубы. Этот материал, с одной стороны, влияет на внешний диаметр проложенной трубы, а с другой стороны - на возможность соединения устройства для соединения труб. Так, например, пластиковые трубы выполнены из менее прочного материала, чем трубы из чугуна. Для обеспечения такой же прочности, как у труб из чугуна, пластиковые трубы имеют больший внешний диаметр. Кроме того, при соединении пластиковых труб необходимо принимать во внимание меньшую жесткость и меньший предел прочности на срез пластикового материала. Для решения этой проблемы применяются так называемые многокомпонентные соединения. Эти многокомпонентные соединения содержат обжимное кольцо, которое состоит из множества звеньев, размещенных подвижно относительно друг друга. Посредством этого относительного перемещения может изменяться диаметр обжимного кольца. Эта возможность изменения диаметра в свою очередь обеспечивает возможность гибкого регулирования устройства для соединения труб под различные внешние диаметры.
В частности, в трубопроводах, таких как, например, газовые трубы и водопроводные трубы, но также и в магистральных трубопроводах среда в некоторых случаях имеет определенное избыточное давление. В таких системах труб может быть полезной реализация неразрывного соединения между муфтой и вставным концом. Неразрывное соединение труб должно предотвратить вырыв вставного конца из муфты. Для этого необходимо предусмотреть средство, которое, с одной стороны, реализует силовое или геометрическое зацепление с вставным концом, а с другой стороны - силовое или геометрическое зацепление с муфтой. Для этой цели в соответствии с уровнем техники на обжимном кольце предусмотрены зубцы, выступающие в сторону вставного конца и повышающие трение или сцепление между обжимным кольцом и вставным концом. Геометрия этих зубцов, с одной стороны, зависит от ожидаемых вырывных усилий, и с другой стороны - от значений прочности материалов труб. На практике эта регулировка обеспечивается, например, посредством применения различных зубцов на обжимном кольце в зависимости от материала трубы.
Недостаток уровня техники состоит в том, что средство для обеспечения неразрывности является негибким, дорогим в изготовлении, а также трудоемким и требующим много времени в обращении. Кроме того, средство для обеспечения неразрывности согласно уровню техники обеспечивает неразрывность в недостаточной степени.
Задача предлагаемого изобретения состоит в создании устройства для соединения труб для неразрывного и герметичного соединения вставного конца с муфтой, в котором преодолены недостатки уровня техники, и которое также является выгодным в изготовлении, гибким и несложным в применении и устойчивым к воздействиям окружающей среды и износу. Кроме того, другая задача изобретения состоит в обеспечении неразрывности для различных диапазонов усилий, материалов и размеров труб.
Другая задача предлагаемого изобретения состоит в создании способа изготовления устройства для соединения труб, который является выгодным и эффективным и при этом может удовлетворять повышенным требованиям к точности геометрии важных элементов для обеспечения неразрывности.
Задачи согласно изобретению решаются за счет того, что по меньшей мере один зубец выполнен в области основания более широким, чем в области вершины. Зубец выполнен более широким, в частности, в направлении вырыва в области основания, чем в области вершины.
Кроме того, задачи согласно изобретению решаются за счет того, что масса, которая содержит по меньшей мере металлические компоненты, связующее средство и пластиковые компоненты, вводится в форму, предпочтительно отливается под давлением, причем форма содержит полость, которая соответствует негативной форме изготавливаемого стопорного элемента с избыточным размером, после чего сформированную массу извлекают из формы, удаляют связующее средство химическим, физическим или термическим способом, и в конце концов под действием тепла сформированная масса очищается от присадок в металлическое тело, отливается или спекается.
Кроме того, согласно изобретению предусмотрено, что стопорный элемент содержит по меньшей мере один основной зубец и по меньшей мере один дополнительный зубец, причем основной зубец выступает по отношению к дополнительному зубцу в направлении вставного конца, что стопорный элемент содержит основное тело, из которого в направлении вставного конца выступают зубцы, в частности основной зубец и дополнительный зубец, что основной зубец и дополнительный зубец соединены основным телом и/или что основное тело между основным зубцом и дополнительным зубцом имеет неизменную и/или непрерывную форму, которая по существу не содержит сквозных отверстий и/или разрезов.
Другие признаки согласно изобретению заключаются в том, что каждый из зубцов имеет вершину, которая выполнена с возможностью вдавливания во вставной конец под действием нажимного усилия, что основной зубец наклонен против вырывного усилия и содержит внутренний паз, что основной зубец содержит первую боковую грань основного зубца, угол которой менее 90°, что зубцы имеют сечение по существу треугольной формы, ограниченное основанием, первой боковой гранью зубца, второй боковой гранью зубца и вершиной, и/или что основной зубец и дополнительные зубцы выполнены более широкими в области основания, чем в области вершины. В частности, зубец в направлении вырыва является более широким в области основания, чем в области вершины.
Другие полезные признаки состоят в том, что по меньшей мере у одного зубца вершина выступает по отношению к основанию против направления вырыва, что на каждом звене устройства для соединения труб предусмотрен стопорный элемент, что стопорный элемент выполнен цельным, предпочтительно из металла и/или что стопорный элемент выполнен из металла, в частности из коррозионно-устойчивой, закаляемой или закаленной стали.
Кроме того, задачи согласно изобретению решаются способом изготовления стопорного элемента для устройства для соединения труб, за счет того, что обрабатывают массу около точки плавления содержащего металлические компоненты металлического соединения в металлическое тело, что форма разделена и выполнена с возможностью открытия вдоль линии разделения формы и/или что полость формы не имеет поднутрений относительно линии разделения формы.
Для решения задач согласно изобретению, в частности, также следует принять во внимание геометрические и прочностные характеристики стопорного элемента, а также прилегающих деталей. Следует особо подчеркнуть следующие пункты.
Критическое место для защиты от разрыва представляет собой область соприкосновения вставного конца со стопорным элементом. Для улучшения силового и/или геометрического замыкания между вставным концом и стопорным элементом согласно изобретению предусмотрены зубцы. Они прижимаются к вставному концу и/или вдавливаются в него нажимным усилием S. В мягких трубах, таких как, например, пластиковые трубы из ПВХ, зубцы вдавливаются относительно глубоко в верхнюю поверхность вставного конца. Чтобы предотвратить срезание материала трубы, который выступает между зубцами в направлении основного тела стопорного элемента, должно быть выбрано достаточно большое расстояние между зубцами. За счет этого расстояния поверхность на внешней стороне вставного конца, которая подвергается срезанию между зубцами, является достаточно большой, чтобы выдержать вырывные усилия. Другой признак, который уменьшает риск срезания материала трубы, состоит в выполнении основного зубца наклонным. Последний, в частности его первая грань основного зубца, наклонен против направления вырыва и/или имеет внутренний паз. Относительное перемещение вдавливаемого зубца по отношению к вставному концу при этом вызывает дополнительное, более глубокое погружение зубца в материал трубы.
В относительно твердых трубах, например, из чугуна нажимного усилия в большинстве случаев недостаточно для того, чтобы позволить зубцам глубоко погрузиться в материал трубы. В значительной степени на изгиб при погружении зубцов во внешнюю поверхность трубы влияет давление, которое в значительной степени определяется нажимным усилием и опорной поверхностью зубцов на внешней поверхности трубы. При постоянном нажимном усилии давление и/или нажим на поверхность, таким образом, увеличивается за счет обеспечения меньшей опорной поверхности. В представленном варианте выполнения основной зубец выступает, соответственно, по отношению к дополнительному зубцу в направлении вставного конца. Вследствие этого при нагрузке на устройство для соединения труб сначала вершина основного зубца соприкасается с верхней поверхностью вставного конца. При возможном изгибе стопорного элемента другой зубец, в частности дополнительный зубец того же стопорного элемента, который максимально удален от основного зубца, соприкасается со вставным концом. При этом соприкосновении зубца или второго зубца опорная поверхность стопорного элемента меньше, что при достаточном нажимном усилии приводит к погружению по меньшей мере основного зубца во внешнюю поверхность вставного конца. Кроме геометрического замыкания посредством погружаемых во вставной конец зубцов, фрикционное замыкание посредством наложения дополнительных зубцов на верхнюю поверхность вставного конца также пригодно для обеспечения неразрывности. Кроме того, опорная поверхность определяется радиусом вершины зубцов. Чем более острым является зубец, тем меньшей является упомянутая поверхность и тем большим при постоянном нажимном усилии является давление на поверхность. Этот радиус ограничен производственно-технологическими или экономическими факторами.
Зубцы выступают из основного тела в направлении вставного конца и содержат основание в области основного тела. Зубец предпочтительно выполнен более широким в области основания, чем в области вершины. Вершина и основание соединены по существу первой боковой гранью зубца и второй боковой гранью зубца. Эти боковые грани предпочтительно проходят не параллельно, но имеют некоторый угол раскрытия. При этом угол раскрытия не равен 0°. Зубцы имеют сечение по существу треугольной формы, ограниченное вершиной, боковыми гранями зубца и основанием. Рассмотрение геометрии зубца относится, в частности, к плоскости, в которой проходит срединная ось вставного конца или которая содержит прямую, которая проходит по существу параллельно срединной оси или направлению вырыва. Кроме того, плоскость проходит по существу по нормали к касательной плоскости вставного конца в области места соприкосновения рассматриваемого стопорного элемента с вставным концом. Эта плоскость соответствует, например, плоскостям отображения нижеследующих чертежей или плоскости, которая проведена по существу от векторов вырывного усилия и прижимного усилия или содержит эти векторы.
Другой прочностной аспект, обеспечиваемый признаками согласно изобретению, состоит в соединении отдельных зубцов между собой. Так, предусмотрено основное тело, из которого зубцы выступают в направлении вставного конца. Основное тело приводится в сложное напряженное состояние тянущими усилиями, изгибающими усилиями, нажимными усилиями, усилиями сдвига и т.д. Чтобы выдержать эти напряжения, основное тело имеет оптимизированную форму, которая исключает собственное разрушение. Чтобы избежать влияния разрезов или слабых мест, основное тело предпочтительно выполнено в виде цельного тела. Оно, в частности, не имеет отверстий.
Удовлетворение повышенных требований к точной геометрической форме стопорного элемента и при этом обеспечение возможности создания экономически оправданного устройства для соединения труб - это задачи, которые решаются способом изготовления согласно изобретению. Это обеспечивает возможность изготовления стопорного элемента одной процедурой, при этом без необходимости, например, обработки ребер, боковых граней зубцов, основного тела и т.д. на дальнейших рабочих этапах, например путем резки. Прежде всего благодаря высокой точности изготовления при малых расходах возможно экономичное изготовление устройства для соединения труб согласно изобретению.
Далее изобретение будет более подробно описано при помощи нескольких примерных вариантов выполнения.
На Фиг. 1 показан схематичный вид первого варианта выполнения устройства для соединения труб согласно изобретению.
На Фиг. 2 показан подробный вид в разрезе возможного варианта выполнения устройства для соединения труб согласно изобретению.
На Фиг. 3 показан вид звена согласно изобретению.
На Фиг. 4 показан тот же вид, что и на Фиг. 3, но на виде в перспективе.
На Фиг. 5 показана часть стопорного элемента.
На Фиг. 6 показан другой вариант выполнения звена.
На Фиг. 7 показан подробный вид профиля стопорного элемента.
На Фиг. 8 показан другой вариант выполнения звена согласно изобретению.
На Фиг. 9 показано то же звено, что и на Фиг. 8.
На Фиг. 10 показан подробный вид профиля стопорного элемента Фиг. 8 и 9.
На Фиг. 11, 12, 13 и 14 показаны виды в перспективе других вариантов выполнения стопорных элементов согласно изобретению.
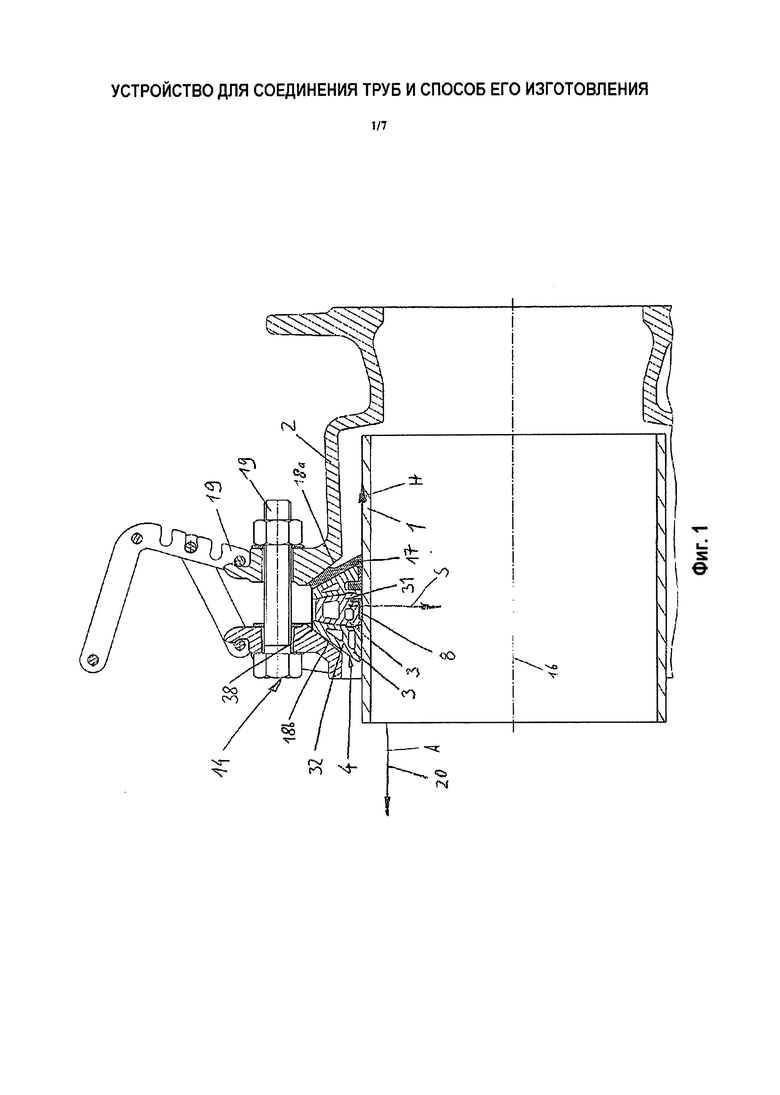
На Фиг. 1 показан схематичный вид варианта выполнения устройства для соединения труб согласно изобретению. Для соединения вставного конца 1 с муфтой 2 предусмотрено имеющее по существу кольцеобразную форму обжимное кольцо 4. Обжимное кольцо состоит из множества подвижных относительно друг друга звеньев 3. Обжимное кольцо 4 в представленном варианте выполнения имеет коническую форму, которая выполнена таким образом, что ширина (измеряемая параллельно центральной оси 16 вставного конца) уменьшается с увеличением расстояния от центральной оси 16. Кроме того, обжимное кольцо, которое предпочтительно имеет изменяемый размер или изменяемый диаметр, прижимается к обжимному концу средством 14 передачи усилия. В представленном варианте выполнения средство передачи усилия, в частности, выполнены в виде двух конических поверхностей 18a и 18b, а также двух зажимных элементов 19. Путем приведения в действие зажимных элементов 19 обе конические поверхности 18 притягиваются друг к другу, посредством чего расстояние между двумя коническими поверхностями 18 уменьшается. Путем уменьшения расстояния обжимное кольцо, и в частности звенья 3 обжимного кольца 4, прижимаются к вставному концу 1. При перемещении звеньев 3 в направлении вставного конца 1 уменьшается диаметр всего обжимного кольца. Возможность этого обеспечивается путем относительного перемещения звеньев 3 обжимного кольца 4. На стороне обжимного кольца, обращенной к муфте, предусмотрен уплотнительный элемент 17. Он в установленном положении соприкасается как с вставным концом 1, так и с конической поверхностью 18a на стороне муфты. За счет контактирования по окружности и обжатия уплотнительного элемента по всей окружности вставного конца и по всей окружности конической поверхности 18a, обращенной к муфте, обеспечивается герметичное соединение обоих соединяемых элементов (вставного конца и муфты).
Для того, чтобы обеспечить соединение между вставным концом и муфтой, вставной конец вводится через обжимное кольцо и сквозь муфту. На другом этапе обжимное кольцо прижимается с одной стороны к конической поверхности 18a со стороны муфты, а с другой стороны к внешней поверхности вставного конца, посредством средства 14 передачи усилия, в частности обеих конических поверхностей 18, которые притягиваются друг к другу посредством зажимного элемента 19. Посредством упомянутого введения и применения усилий между обжимным кольцом и вставным концом 1 образуется фрикционное и/или геометрическое замыкания. Соединение обжимного кольца с муфтой происходит, в частности, посредством геометрического замыкания и/или при необходимости фрикционного замыкания между коническими поверхностями 18 и обжимным кольцом.
Другие усилия могут быть обеспечены, например, посредством вырывного усилия. В коммуникационных трубах, которые имеют некоторое избыточное давление, либо при изменениях длины в трубопроводных системах под действием температур необходимо предотвратить вырыв вставного конца из муфты. Вырывное усилие 20 действует вдоль изображенного вектора, в частности вдоль или параллельно центральной оси 16. Обжимное кольцо притягивается к расположенной на стороне отверстия конической поверхности 18b посредством вырывного усилия и фрикционного и/или геометрического замыкания обжимного кольца со вставным концом. За счет конической формы вырывное усилие 20 передается на обжимное кольцо, в частности на звенья 3 обжимного кольца, и направляется в направлении вставного конца 1. Таким образом вырывное усилие A вызывает дополнительное нажимное усилие S. Это увеличенное нажимное усилие, в свою очередь, приводит к большему удерживающему усилию H и, таким образом, к лучшему силовому и/или геометрическому замыканию между обжимным кольцом и вставным концом 1.
Для дополнительного улучшения соединения предусмотрен стопорный элемент 8. Он предусмотрен по меньшей мере на одном звене 3 обжимного кольца 4. Предпочтительно он предусмотрен на обращенной к вставному концу 1 стороне обжимного кольца и на множестве звеньев 3.
На Фиг. 2 показан подробный вид в разрезе возможного варианта выполнения устройства для соединения труб согласно изобретению. При этом обжимное кольцо 4, состоящее из звеньев 3, в свою очередь прижимается средством 14 передачи усилия к вставному концу 1. Кроме того, предусмотрены уплотнительный элемент 17 и стопорный элемент 8. Стопорный элемент имеет основной зубец 5, а также дополнительные зубцы 6. В представленной конфигурации основной зубец и дополнительные зубцы по меньшей мере частично вдавливаются в верхнюю поверхность вставного конца 1. Основной зубец предпочтительно наклонен против вырывного усилия.
На Фиг. 3 показан вид звена 3 согласно изобретению, которое используется, в частности, для выполнения обжимного кольца 4. Звено 3 имеет на своей концевой области, обращенной к вставному концу 1, выемку 21. Эта выемка 21 выполнена таким образом, чтобы по меньшей мере частично вмещать стопорный элемент 8. Кроме того, предусмотрена выемка 22 для соединительного средства, которая взаимодействует с соединительным средством 15 стопорного элемента для размещения стопорного элемента 8 в звене 3 и при необходимости для фиксации. Стопорный элемент 3 содержит основное тело 9, основной зубец 5, а также два дополнительных зубца 6. Зубцы имеют, соответственно, вершины 7, которые направлены от звена 3 в направлении вставного конца 1 или в направлении центральной оси 16.
На Фиг. 4 показан тот же вариант выполнения, что и на Фиг. 3, но на виде в перспективе. При этом, в свою очередь, стопорный элемент 8 предусмотрен на звене 3 образуемого обжимного кольца 4. Стопорный элемент 8 имеет зубцы, в частности основной зубец 5 и два дополнительных зубца 6. Зубцы содержат, соответственно, по меньшей мере одну вершину 7. В представленном варианте выполнения вершины 7 выполнены в виде прямолинейных ребер 23. Они проходят по существу в нормальной плоскости по отношению к центральной оси 16 и при этом приблизительно по касательной к внешней поверхности вставного конца.
На Фиг. 5 показана часть стопорного элемента 8, которая имеет основное тело 9, соединительное средство 15, основной зубец 5, а также два дополнительных зубца 6. Основной зубец содержит первую боковую грань 10 основного зубца, вторую боковую грань 11 основного зубца, а также вершину 7. Вершина 7 в представленном варианте выполнения выступает во внешнюю поверхность вставного конца 1. Это реализуется, в частности, посредством нажимного усилия S, посредством которого стопорный элемент 8 прижимается к вставному концу 1. Кроме того, при необходимости предусмотрено вырывное усилие A, против которого действует удерживающее усилие H стопорного элемента 8. На это максимальное удерживающее усилие в значительной степени влияет силовое или геометрическое замыкание между стопорным элементом 8 и вставным концом 1. Для улучшения этого соединения основной зубец 5 наклонен против направления 20 вырыва вырывного усилия A. В частности, угол между направлением 20 вырыва и первой боковой гранью 10 основного зубца менее 90°. Таким образом в области первой боковой грани основного зубца образуется внутренний паз. Кроме того, вторая боковая грань 11 основного зубца наклонена против направления 20 вырыва. Угол между направлением 20 вырыва и второй боковой гранью 11 основного зубца меньше, чем угол между первой боковой гранью 10 основного зубца и направлением 20 вырыва. Разность между двумя углами соответствует углу 40 раскрыва и таким образом области, в которой расположен сам зубец.
Кроме того, дополнительный зубец 6 имеет вершину 7, первую боковую грань 12 дополнительного зубца и вторую боковую грань 13 дополнительного зубца. Вторая боковая грань 13 дополнительного зубца наклонена против направления 20 вырыва таким образом, что между второй боковой гранью 13 дополнительного зубца и направлением 20 вырыва образуется угол, который меньше 90°. Первая боковая грань 12 дополнительного зубца, напротив, в представленном варианте выполнения расположена приблизительно по нормали по отношению к направлению 20 вырыва. По существу по нормали в данном отношении означает, что первая боковая грань дополнительного зубца может быть расположена по нормали по отношению к направлению 20 вырыва, может быть в незначительной степени наклонена против направления 20 вырыва, таким образом, что обеспечивается небольшой внутренний паз или что первая боковая грань дополнительного зубца слегка наклонена в направлении 20 вырыва, таким образом, что угол между направлением 20 вырыва и первой боковой гранью дополнительного зубца больше 90°. В данной конфигурации первая боковая грань дополнительного зубца имеет направление центральной оси 16 вставного конца 1.
Следует отметить, что характеристики углов относятся к углам, которые лежат по существу в одной плоскости, в частности при этом выбирают ту плоскость, которая содержит центральную линию 16 вставного конца и/или проходит в изображаемой плоскости.
Основной зубец 5 в некоторой степени выступает по отношению к дополнительным зубцам 6, в частности на длину 24 выступа. При этом в представленной конфигурации основной зубец 5 вжимается во внешнюю поверхность вставного конца 1 глубже на длину 24 выступа, чем дополнительные зубцы 6.
Кроме того, зубцы в области основного тела содержат основание 39, которое предпочтительно выполнено более широким, чем зубец в области вершины 7.
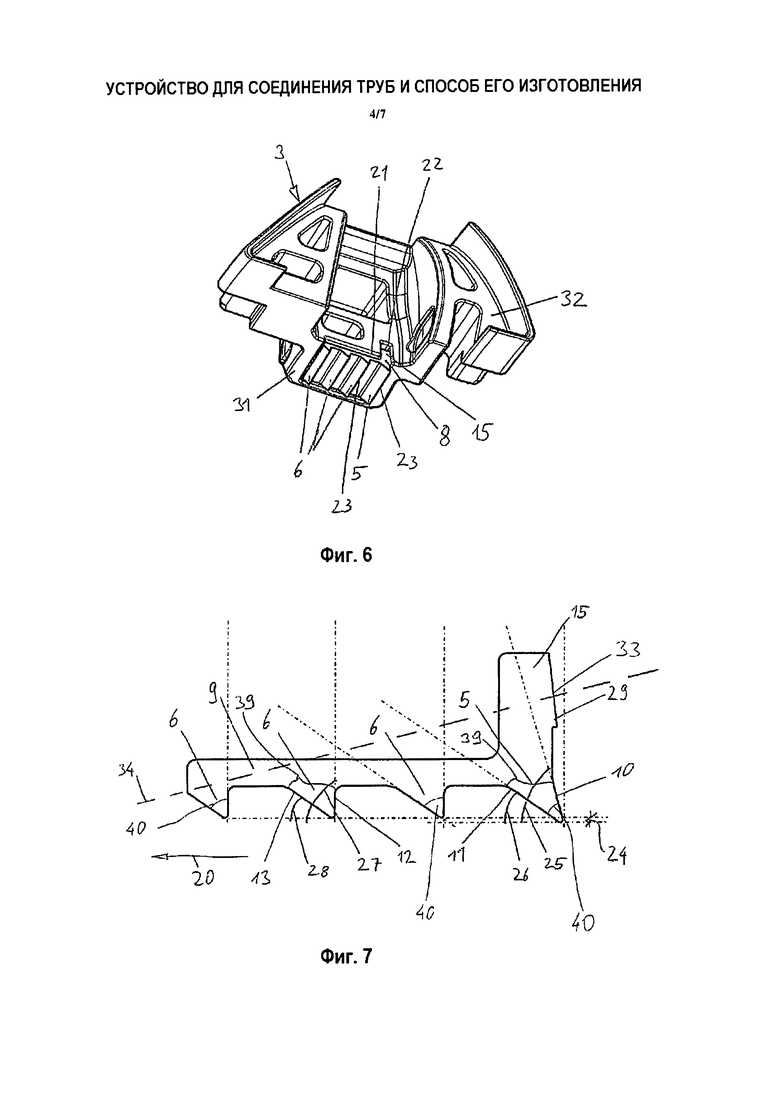
На Фиг. 6 показан другой вариант выполнения звена 3 для формирования обжимного кольца 4 устройства для соединения труб согласно изобретению. На обращенной к вставному концу 1 области звена 3 предусмотрена выемка 21 и выемка 22 для соединительного средства стопорного элемента 8. Упомянутый элемент содержит соединительное средство 15, которое входит в выемку 22 для соединительного средства и удерживается в ней посредством геометрического и/или силового замыкания. Стопорный элемент 8 содержит основное тело 9, а также основной зубец 5 и три дополнительных зубца 6. Зубцы содержат соответствующие боковые грани 10, 11, 12, 13 зубцов, а также, соответственно, по меньшей мере одну вершину 7, которые в представленном варианте выполнения проходят в виде ребер 23 по всей ширине стопорного элемента 8. Этот профиль наподобие зубьев пилы повышает, в частности, защищенность от вырыва вставного конца 1 из муфты 2.
На Фиг. 7 показан подробный вид профиля стопорного элемента 8 по Фиг. 6. При этом, если смотреть в направлении 20 вырыва, сначала расположен основной зубец 5, а затем дополнительный зубец 6. Другие дополнительные зубцы 6 следуют в направлении 20 вырыва за первым дополнительным зубцом. Так же, как и на Фиг. 5, определены углы наклона боковых граней основного и дополнительных зубцов по отношению к направлению 20 вырыва. При этом угол 25 первой боковой грани 10 основного зубца менее 90°. Угол 26 второй боковой грани 11 основного зубца, а также угол 28 второй боковой грани 13 дополнительного зубца также менее 90°. Углы 27 первых боковых граней 12 дополнительных зубцов составляют предпочтительно от 80° до 100°, в частности 90°. Основной зубец 5 выступает по отношению к дополнительному зубцу 6 на длину 24 выступа. Основное тело 9 выполнено цельным и проходит приблизительно параллельно направлению 20 вырыва. Под цельным, в частности, понимается, что между основным зубцом 5 и первым дополнительным зубцом 6 не имеется какого-либо разрыва, отверстия, прорези и т.п. Это повышает прочность стопорного элемента 8. Кроме того, предусмотрено соединительное средство 15. Оно по меньшей мере частично состоит из выступа, который предпочтительно выполнен с возможностью введения в выемку 22 для соединительного средства звена 3. Кроме того, соединительное средство 15 содержит зажимной элемент 29. Этот зажимной элемент взаимодействует с выемкой 22 для соединительного средства и выполнен с возможностью формирования геометрического и/или силового замыкания со звеном 3.
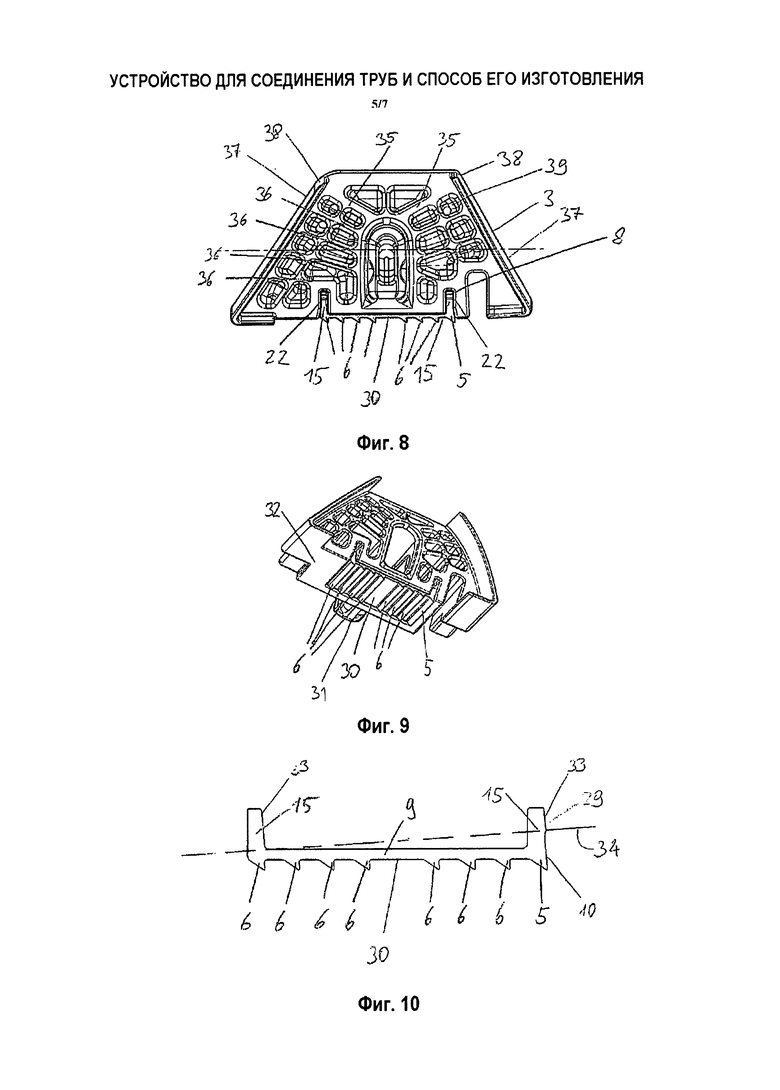
На Фиг. 8 показан другой вариант выполнения звена 3 согласно изобретению для формирования обжимного кольца 4 устройства для соединения труб согласно изобретению. Звено 3 имеет две выемки 22 для соединительного средства. В каждую из них введено соединительное средство 15 стопорного элемента 8. Стопорный элемент 8, в свою очередь, содержит основной зубец 5, а также ряд дополнительных зубцов 6. В представленном варианте выполнения предусмотрено семь дополнительных зубцов 6. В направлении вырыва сначала расположен основной зубец 5. За ним следуют три дополнительных зубца 6 и вторая группа из четырех дополнительных зубцов 6. Между двумя группами дополнительных зубцов предусмотрен промежуток 30, в котором не имеется дополнительных зубцов. В этом промежутке проходит по существу только основное тело 9.
На Фиг. 9 также показано то же звено 3, что и на Фиг. 8, со стопорным элементом 8, который имеет основной зубец 5, за которым следуют три дополнительных зубца 6, промежуток 30, а также четыре других дополнительных зубца 6.
На Фиг. 10 показан подробный вид профиля стопорного элемента 8 по Фиг. 8 и 9. Этот стопорный элемент содержит два соединительных средства 15, которые жестко связаны с основным телом 9. Из основного тела выступают зубцы, в частности основной зубец 5, а также ряд дополнительных зубцов 6. Между по меньшей мере двумя из дополнительных зубцов 6 предусмотрен промежуток 30. Предпочтительно дополнительные зубцы, основной зубец, соединительное средство 15, а также основное тело 9 выполнены из одной детали, то есть зацело.
В качестве возможных вариантов представленного изобретения и приведенных вариантов его выполнения предложены следующие признаки и сочетания признаков.
Представленные стопорные элементы выполнены L-образными или U-образными. Основной зубец 5 при этом расположен таким образом, что первая его боковая грань 10 основного зубца по существу переходит в соединительное средство 15. Однако также изобретательскому замыслу соответствует и выполнение основного зубца 5 выступающим из поверхности, проходящей по существу параллельно направлению 20 вырыва, а также выполнение первой боковой грани 10 основного зубца и второй боковой грани 11 основного зубца переходящими в эту поверхность или соединенными с этой поверхностью. Кроме того, изобретательскому замыслу соответствует расположение основного зубца в направлении вырыва на втором, третьем или четвертом месте. Также решению задач согласно изобретению может служить и центральное расположение основного зубца между дополнительными зубцами, а также расположение основного зубца 5 в качестве последнего зубца в направлении вырыва.
Стопорный элемент 8 может в общем по выбору быть размещен на одном, нескольких или всех звеньях 3 обжимного кольца 4. На Фиг. 4 и 6 показаны варианты выполнения, в которых стопорный элемент 8 предусмотрен на выступающем участке 31 звена 3. Звено 3 содержит выступающий участок 31 и приемный участок 32. Для формирования по существу замкнутого обжимного кольца множество звеньев стыкуют друг с другом. При этом соответствующий выступающий участок 31 вводится в приемный участок 32 следующего звена. Согласно варианту выполнения по Фиг. 9 стопорный элемент 8 предусмотрен на приемном участке 32 звена 3.
Ребра 23 стопорного элемента 8 в представленных вариантах выполнения являются прямолинейными. Однако изобретательскому замыслу абсолютно соответствует и выполнение ребер 23 изогнутыми, прерывистыми и/или имеющими другую форму. Кроме того, также возможно, чтобы ребра проходили под углом так, чтобы они были расположены скошенными по отношению к центральной оси 16. При составлении обжимного кольца со стопорными элементами, которые имеют ребра 23, расположенные под углом, все зацепление с трубой обеспечивает винтовую форму, которая дополнительно способствует неразрывности. Вершины 7 зубцов 5, 6 в идеальном случае выполнены в виде пиков. На практике эти вершины по технологическим и экономическим соображениям предусматривают некоторое скругление или некоторый допуск. Предпочтительно вершины имеют радиус, величина которого составляет менее миллиметра, предпочтительно максимум 0,2 мм.
В другом, непредставленном примерном варианте выполнения ребра 23 вершин 7 выполнены прерывистыми и проходят лишь по части ширины стопорного элемента 8. Сами зубцы также не обязательно предусмотрены вдоль всей ширины стопорного элемента 8. Они могут также располагаться по центру, по сторонам или асимметрично. Перерывы также могут быть расположены симметрично или в виде некоторого рисунка.
Далее будет более подробно описан способ изготовления стопорного элемента 8. Точное выполнение формы и неизменное качество для сохранения прочности представляют собой важные факторы для функциональности предложенного устройства для соединения труб. С экономической точки зрения, кроме того, важно выполнять высокие требования, предъявляемые к стопорному элементу, за счет приемлемых расходов. Противоречие целей между высокими требованиями к прочности стопорного элемента, точности размеров стопорного элемента и экономическими соображениями в отношении стоимости производства устройства для соединения труб разрешается, в частности, способом согласно изобретению.
Для производства стопорного элемента сначала создают модель изготавливаемого стопорного элемента. Ее формируют не в размере оригинала, а с некоторым избыточным размером. Получаемая форма содержит полость, которая по существу соответствует стопорному элементу с некоторым избыточным размером. Для производства стопорного элемента сначала формируют смесь различных компонентов из металлических порошков и присадок в соответствии с требуемым сплавом. Затем примешивают термопластические массы и добавки. Эти добавки представляют собой, например, связующие средства. Смесь пластической массы и металлического порошка далее подают в модифицированную машину для литья термопластических масс под давлением, которая вводит смесь в форму. Подача смеси из металлического порошка, термопластических масс и при необходимости добавок при этом может выполняться непосредственно или с некоторыми промежуточными этапами. Промежуточные этапы включают в себя, например, термическое связывание пластических масс с металлическим порошком и последующее изготовление гранулята, который далее подается в машину для литья под давлением.
Однако в качестве альтернативы этому неоднородная смесь металлического порошка с гранулятами пластических масс и добавками может подаваться непосредственно в машину для литья под давлением. Машина для литья под давлением содержит устройство для подачи тепла, а также механизм подачи, в частности шнековый транспортер, для сжатия смеси и/или получаемой из нее расплавленной, вязкой массы. Текучую массу далее под высоким давлением прессуют в полостях формы. При этом массу вводят под давлением в выемки для формирования зубцов, в частности основного зубца и дополнительных зубцов, основного тела и соединительного средства. Далее массе позволяют отвердеть в своей форме в упомянутых полостях посредством охлаждения. После охлаждения до температуры извлечения из формы форму раскрывают вдоль линии 34 разделения формы, извлекают отвержденную деталь и обрабатывают ее далее. Эта извлеченная заготовка соответствует по внешнему виду изготавливаемому стопорному элементу, однако с некоторым избыточным размером. Далее на следующем этапе способа из заготовки извлекают использовавшуюся в качестве связующего средства пластическую массу. При этом применяются температурные, химические и/или физические этапы процесса. После удаления компонентов пластических масс получают вторую заготовку, которая соответствует внешнему виду изготавливаемого стопорного элемента, однако состоит по существу лишь из металлических компонентов или компонентов сплава. Эта структура с открытыми порами на следующем этапе почти под температурой плавления сплава спекается или обрабатывается, за счет чего получается прочное металлическое тело, которое соответствует по своему размеру желаемому конечному продукту.
Способ производства согласно изобретению решает, в частности, задачу обеспечения возможности эффективного изготовления важных деталей устройства для соединения труб, при этом не пренебрегая высокими требованиями к прочности и допускам на размер. На Фиг. 5 и 7 показаны пригоночные наклонные поверхности 33. Их выполняют в качестве частичных поверхностей зажимного элемента 29. За счет наклонной формы облегчается введение стопорного элемента 8 в звенья 3. Кроме того, особая крюкообразная форма облегчает и улучшает размещение и фиксацию соединительного средства 15 в выемке 22 для соединительного средства. Чтобы обеспечить эффективность производства, при изготовлении форм следует уделить внимание тому, чтобы форма, и в частности форма для литья под давлением, имела настолько мало частей, насколько возможно. Благодаря форме стопорного элемента согласно изобретению с одной стороны, а также самой форме с другой стороны, может применяться форма из двух частей, линии разделения которых проходят вдоль линии 34 разделения формы. Вследствие особой формы боковых граней 10, 11, 12, 13 зубцов 5, 6 и пригоночных наклонных поверхностей 33, а также L-образной формы сочетания основного тела 9 и соединительного средства 15 важным является выбор линий разделения формы и направлений извлечения из формы для обеспечения возможности извлечения из формы. В частности, при введении в форму и/или введении под давлением элементов с поднутрением, которые предусмотрены как на основном зубце, так и на зажимном элементе 29, должна быть также обеспечена возможность легкого извлечения из формы. При этом признак способа согласно изобретению состоит в том, что линия 34 разделения формы проходит таким образом, что несмотря на наличие зубцов с поднутрением обеспечивается возможность извлечения из формы, состоящей из двух частей. На Фиг. 5 линия 34 разделения формы проходит в качестве примера от внешнего ребра или внешней поверхности соединительного средства 15 к противолежащему внешнему ребру или внешней поверхности основного тела 9. На Фиг. 7 линия 34 разделения формы проходит от внешнего ребра или внешней поверхности основного тела в направлении пригоночной наклонной поверхности 33 и зажимного элемента 29. Благодаря наклонному положению линии разделения формы в форме отсутствуют поднутрения по отношению к линии 34 разделения формы.
На Фиг. 10 показан другой вариант выполнения части устройства для соединения труб согласно изобретению. В данном варианте выполнения кроме первого соединительного средства 15, которое соприкасается с зажимным элементом 29, предусмотрено второе соединительное средство с противоположной стороны стопорного элемента. В данном варианте выполнения на обращенной внутрь поверхности соединительного средства имеется пригоночная наклонная поверхность 33. Эта пригоночная наклонная поверхность выполнена таким образом или служит для того, чтобы улучшить пригонку между соединительным средством и выемкой 22 для соединительного средства и способствовать введению и зацеплению соединительного средства. Зажимной элемент 2 9 первого соединительного средства 15 также имеет пригоночную наклонную поверхность 33. В дополнение к внутренним пазам и вариантам выполнения пилообразной формы зубцов 5, 6 и зажимного элемента 29 сочетание основного тела и соединительных средств 15 имеет U-образную форму. Это необходимо учитывать при извлечении из формы. В предпочтительном варианте выполнения разделение полой формы, состоящей из двух частей, проходит по линии 34 разделения формы. Она проложена таким образом, чтобы все элементы стопорного элемента 8 могли быть легко отформованы и извлечены из формы. В частности, пригоночные наклонные поверхности выполнены таким образом, чтобы обеспечить возможность и/или облегчить извлечение отлитого под давлением промежуточного продукта из формы. Обе пригоночных наклонных поверхности 33 по Фиг. 10 по существу параллельны. Они проходят приблизительно или по существу по нормали к линии 34 разделения формы. Предпочтительно пригоночные наклонные поверхности 33 имеют некоторый наклон к нормалям по отношению к линии 34 разделения формы, за счет чего обеспечивается возможность извлечения из формы. В возможном варианте выполнения первая боковая грань 10 основного зубца по существу параллельна пригоночной наклонной поверхности 33.
На Фиг. 11 показан вид в перспективе стопорного элемента 8 согласно изобретению, в котором, в частности, видна та поверхность стопорного элемента 8, которая обращена к звену 3 обжимного кольца. Однако звено 3 на рассматриваемой Фиг. 11 не показано. Стопорный элемент 8 содержит основное тело 9, которое на стороне, предпочтительно обращенной к вставному концу 1, содержит множество зубцов, среди которых основной зубец 5, а также несколько дополнительных зубцов 6. На противоположной стороне основного тела 9 предусмотрена контактная поверхность 41, которая в установленном положении обращена к звену 3. На контактной поверхности 41 или над ней предусмотрено множество выступов 42. Выступы 42 выполнены предпочтительно удлиненными, в форме призм или ребер, причем их удлиненная форма по существу соответствует направлению длины зубцов 5, 6 или параллельна ему. Выступы 42 выступают из контактной поверхности 41 в направлении звена 3. В частности, каждый из выступов 42 имеет вершину или ребро. В установленном положении давление, действующее на звенья 3 обжимного кольца 4, действует на вставной конец. При этом стопорный элемент 8 звена 3 прижимается к вставному концу. Выступы 42 предусмотрены для улучшения соединения между звеном 3 и стопорным элементом 8. Предпочтительно выступы 42 вжимаются в части звена 3, чтобы таким образом улучшить фрикционное замыкание и/или образовать геометрическое замыкание. При этом направление действия силы проходит по существу по нормали к направлению длины зубцов, а также выступов 42. При этом возникает эффект, состоящий в том, что выступы 42 вдавливаются в части звеньев 3. При этом часть передаваемого усилия направляется через выступы 42 на звено 3. Другая часть усилия направляется на звено через соединительное средство 15. Предпочтительно выступы 42 выполнены из более жесткого или твердого материала, чем звенья 3, чтобы обеспечить возможность вдавливания выступов 42 в звенья.
В представленном варианте выполнения предусмотрено шесть выступов 42, которые попарно расположены вдоль контактной поверхности 41. Однако изобретательскому замыслу могут соответствовать и другие конфигурации.
На Фиг. 12 показан другой вариант выполнения стопорного элемента 8 согласно изобретению с основным зубцом 5, а также с несколькими дополнительными зубцами 6. Из боковых граней зубцов 5, 6 выступают шипы 43, конические выступы 45 и/или острия 44. В области основного зубца 5 из второй боковой грани 11 выступают два шипа 43. У расположенного рядом дополнительного зубца 6 из второй боковой грани 13 дополнительного зубца выступают два острия 44 и один конический выступ 45. У расположенного рядом второго дополнительного зубца из второй боковой грани 13 соответствующего дополнительного зубца выступают два острия 44. Из следующей второй боковой грани 13 дополнительного зубца выступают три шипа 43. Шипы 43 имеют по существу клиновидную форму, пирамидальную форму или выполнены в соответствующей подобной форме. Они выступают по отношению к основному зубцу 5 или дополнительному зубцу 3. Острия 44, соответственно, выступают из боковой грани зубца. Однако они не имеют сходящейся к вершине формы, а имеют тело в форме острия, которое выступает из боковой грани, например, в форме сегмента окружности. Предпочтительно шипы 43, конические выступы 45 и острия 44 положительно влияют на неразрывность. Так, шипы 43, конические выступы 45 и острия 44 уже при небольшом давлении вдавливаются в верхнюю поверхность вставного конца. Уже при небольшом монтажном усилии обеспечивается улучшенное фрикционное или геометрическое замыкание. Шипы и острия предпочтительно выполнены меньшими, чем зубцы. В частности, они имеют меньшую высоту, чем зубцы, из боковых граней которых они выступают.
Показанное на Фиг. 12 расположение остриев, конических выступов и шипов соответствует одной возможной конфигурации. Однако изобретательскому замыслу соответствует также наличие на одном зубце шипов, конических выступов и остриев, на одном зубце - наличие одного или четырех шипов или остриев, на одном зубце - более четырех шипов или остриев и/или на одном зубце - наличие как шипов, так и остриев.
Кроме того, изобретательскому замыслу соответствует наличие на стопорных элементах как выступов 42, так и шипов 43 и/или остриев 44. Также соответствует изобретательскому замыслу, чтобы стопорные элементы имели либо выступы 42, либо шипы 43 и/или острия 44.
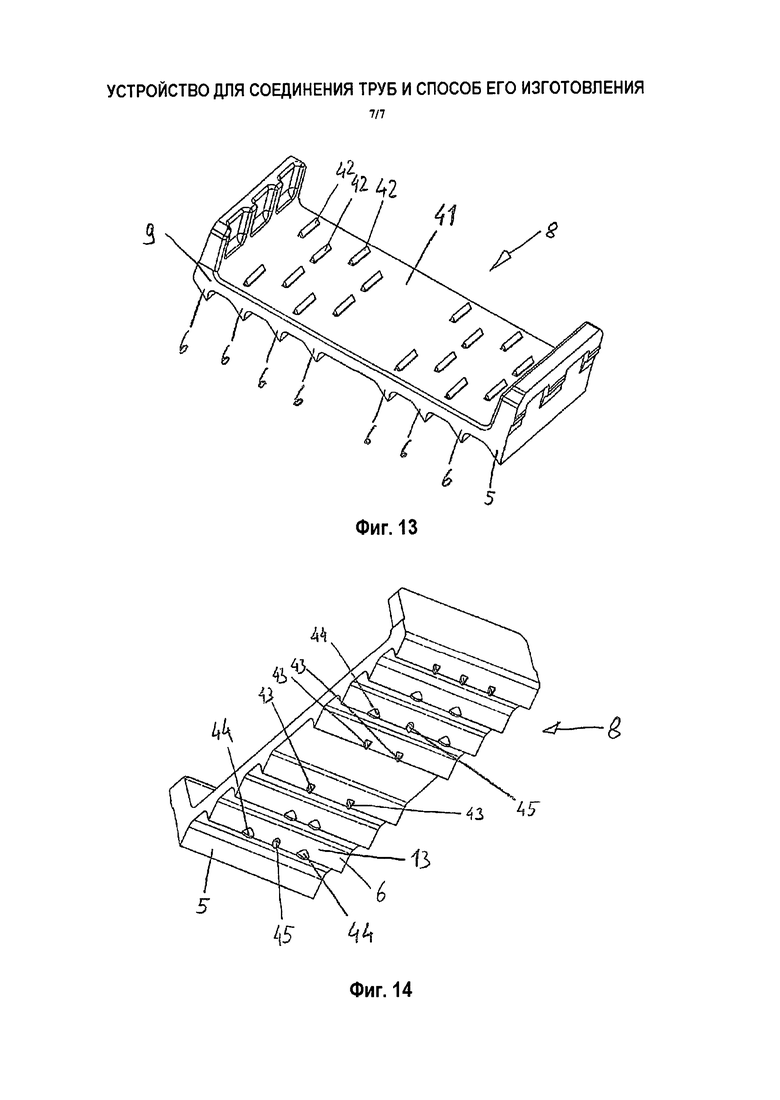
На Фиг. 13 показан вид в перспективе детали согласно другому варианту выполнения представленного изобретения. Вновь показан стопорный элемент 8, который имеет множество зубцов, в частности один основной зубец 5 и семь дополнительных зубцов 6. Дополнительные зубцы 6 предусмотрены на основном теле 9. На противоположной стороне основного тела 9 имеется контактная поверхность 41, которая в собранном положении прилегает к звену 3 или по меньшей мере обращена к нему. На контактной поверхности 41 предусмотрены выступы 42. Эти выступы 42 выступают из контактной поверхности 41 в направлении звена 3 аналогично Фиг. 11. Они служат по существу той же цели, что и выступы 42 по Фиг. 11. Только расположение отдельных выступов 42 на контактной поверхности 41 отлично от расположения по Фиг. 11.
На Фиг. 14 показан вид в перспективе другого варианта выполнения стопорного элемента 8 согласно изобретению. Аналогично показанному на Фиг. 12 на боковых гранях зубцов предусмотрены шипы 43, конические выступы 45 и/или острия 44. Так, например, на первом дополнительном зубце 6 предусмотрено множество таких элементов. Из второй боковой грани 13 дополнительного зубца выступают два острия 44. Кроме того, между двумя остриями 44 предусмотрен конический выступ 45. Также этот конический выступ 45 выступает из зубца в направлении вставного конца 1. Основной зубец 5 в представленном варианте выполнения не имеет шипов 43 или остриев 44 и таким образом свободен от шипов 43 или остриев 44. Другие дополнительные зубцы 6 также имеют шипы 43 и/или острия 44. Шипы 43 и острия 44 имеют по существу тот же эффект, что и шипы и острия по Фиг. 12.
Согласно другому, непоказанному варианту выполнения шипы 43, конические выступы 45 и/или острия 44 расположены на небольшом расстоянии друг от друга. В частности, они расположены таким образом, что расстояние между шипами 43, коническими выступами 45 или остриями 44 меньше, чем ширина соответствующих шипов или соответствующих остриев. Кроме того, зубец между элементами 43, 44, 45 может быть выполнен криволинейным, изогнутым или зазубренным.
Шипы 43 и острия 44 по Фиг. 11, 12, 13 и 14 выступают из зубцов стопорных элементов. Основное направление шипов 43 и остриев 44 при этом проходит по существу в направлении вставного конца 1, предпочтительно примерно радиально в направлении центральной оси 16 вставного конца. Возможность изготовления зубцов сложных форм, которые при необходимости содержат шипы 43 и/или острия 44, обеспечивается только способом согласно изобретению.
Предпочтительно выступы 42, шипы 43 и/или острия 44 расположены на некотором расстоянии от боковых граней стопорных элементов 8. В направлении длины зубцов 47 стопорный элемент при этом не имеет постоянного поперечного сечения.
Другие полезные признаки изобретения проявляются в особом варианте выполнения звеньев 3. На Фиг. 8 показан возможный вариант выполнения ребер звена 3. При этом предусмотрены основные ребра 35 и дополнительные ребра 36, которые выступают внутрь из внешних поверхностей 37 звена 3. Как показано на Фиг. 1, обеспечен контакт между коническими поверхностями 18 и обжимным кольцом 4 или звеньями 3, в частности в областях 38 приложения усилия. Они представляют собой такие области, в которых нажимное усилие в значительной степени передается на звенья. Таким образом, в частности, эти области сильно нагружены и согласно изобретению имеют особую форму. Так, из областей 38 приложения усилия выступают основные ребра 35 в направлении внутренней области звена 3. Предпочтительно они выполнены более толстыми и/или жесткими, чем дополнительные ребра 36. В предпочтительном варианте выполнения основные ребра 35 проходят под наклоном от 70 до 110° по отношению к внешней поверхности 37 звена. Согласно другому предпочтительному варианту выполнения основные ребра 35 по существу пересекают передаваемые через конические поверхности 18 нажимные усилия S.
Другие полезные признаки изобретения относятся к особой форме основных и дополнительных зубцов 5, 6. Они могут, с одной стороны, иметь внутренний паз, чтобы обеспечить лучшее сцепление и таким образом улучшенную защиту от вырыва вставного конца 1. Кроме того, зубцы 5, 6 имеют минимальное расстояние, чтобы исключить срезание материала трубы, который находится между зубцами 5, 6. Кроме того, зубцы 5, 6 имеют определенную толщину или определенный наименьший угол раскрыва, чтобы обеспечить необходимое сопротивление пластичной или упругой деформации. Это обеспечивается, в частности, посредством формы зубцов 5, 6 согласно изобретению. Так, зубцы 5, 6 по меньшей мере частично имеют внутренний паз, который выполнен таким образом, что исключается прогиб зубцов от вставного конца в направлении основного тела. Согласно одному варианту выполнения угол 25 первой боковой грани 10 основного зубца составляет около 75°. Угол 26 второй боковой грани 11 основного зубца составляет около 35°. Угол 40 раскрыва зубца составляет в этом предпочтительном варианте выполнения около 40°. Посредством такого или подобных соотношений углов обеспечивается достаточная опора и достаточно широкое основание 39 зубца на основном теле 9. Дополнительные зубцы в возможном варианте выполнения имеют подобные соотношения углов. Так, угол 27 первой боковой грани 12 дополнительного зубца может составлять около 90°. При этом возможны небольшие внутренние пазы, такие как, например, под углом 75-85° или небольшие наклонные участки под углом 95-105°. Угол 28 второй боковой грани 13 дополнительного зубца может, например, составлять около 35°. Вторая боковая грань основного зубца и вторая боковая грань дополнительного зубца могут согласно предпочтительному варианту выполнения проходить параллельно. Угол 40 раскрыва дополнительных зубцов может при этом составлять около 55°.
Угол между пригоночными наклонными поверхностями 33 и направлением 20 вырыва составляет около 80-85, предпочтительно 83°. При этом этот угол соответствует наклону около 7° по отношению к нормалям к направлению вырыва. Как и у первого основного зубца, у пригоночной наклонной поверхности 33 зажимного элемента 2 9 имеется небольшой внутренний паз.
Представленный на Фиг. 7 вариант выполнения стопорного элемента для устройства для соединения труб согласно изобретению может быть использован, например, для размеров труб на вставном конце от приблизительно 85 мм до 230 мм. При этом общая длина, а также длина представленного элемента слева направо составляет около 14 мм, общая высота, которая измеряется по нормали к длине в плоскости изображения составляет около 7 мм, и глубина, которая измеряется по нормали к плоскости изображения, составляет около 10 мм. Стопорный элемент, представленный на Фиг. 5, может использоваться, например, для размеров труб на вставном конце с диаметром от 40 мм до 130 мм. Общая длина элемента может при этом составлять, например, около 9 мм, высота около 6,5 мм и ширина элемента, которая измеряется по нормали к плоскости изображения, составляет около 5 мм. В варианте выполнения по Фиг. 10 диаметр используемой трубы на вставном конце может составлять, например, от 160 мм до 700 мм. Длина стопорного элемента слева направо при этом на рассматриваемом изображении может составлять около 34 мм, высота, которая состоит, в частности, из первой боковой грани основного зубца и соединительного средства, составляет около 7 мм, и ширина элемента, которая измеряется по нормали к плоскости изображения, составляет около 12 мм. Число зубцов в различных вариантах выполнения может различаться в зависимости от геометрии и расположения зубцов.
Здесь следует отметить, что изобретение не ограничено приведенными примерными вариантами выполнения. Другие варианты выполнения, соответствующие изобретательскому замыслу, также следуют из сочетаний отдельных признаков или множества признаков, которые можно найти во всем описании, на чертежах и/или в формуле изобретения. При этом также раскрыты варианты выполнения, состоящие из сочетаний признаков, которые относятся к различным примерным вариантам выполнения. Чертежи по меньшей мере частично представляют собой схематичные изображения, причем размеры и пропорции могут отличаться от других, не показанных на чертежах, вариантов выполнения или признаков, а также от реальных вариантов выполнения.
1. Вставной конец
2. Муфта
3. Звенья
4. Обжимное кольцо
5. Основной зубец
6. Дополнительный зубец
7. Вершина
8. Стопорный элемент
9. Основное тело
10. Первая боковая грань основного зубца
11. Вторая боковая грань основного зубца
12. Первая боковая грань дополнительного зубца
13. Вторая боковая грань дополнительного зубца
14. Средство передачи усилия
15. Соединительное средство
16. Центральная ось вставного конца
17. Уплотнительный элемент
18. Конические поверхности (a со стороны муфты, b со стороны отверстия)
19. Зажимной элемент
20. Направление вырыва
21. Выемка
22. Выемка для соединительного средства
23. Ребро
24. Длина выступа
25. Угол первой боковой грани основного зубца
26. Угол второй боковой грани основного зубца
27. Угол первой боковой грани дополнительного зубца
28. Угол второй боковой грани дополнительного зубца
29. Зажимной элемент
30. Промежуток
31. Выступающий участок
32. Приемный участок
33. Пригоночная наклонная поверхность
34. Линия разделения формы
35. Основное ребро
36. Дополнительное ребро
37. Внешняя поверхность звена
38. Область приложения усилия
39. Основание
40. Угол раскрыва
41. Контактная поверхность
42. Выступ
43. Шип
44. Острие
45. Конический выступ
Н Удерживающее усилие
S Нажимное усилие
A Вырывное усилие
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ СОЕДИНЕНИЯ ТРУБ | 2011 |
|
RU2538135C2 |
| СОЕДИНЕНИЕ ГИДРАВЛИЧЕСКОГО ШЛАНГА БЕЗ ЕГО ЗАЧИСТКИ С УЛУЧШЕННЫМ УПЛОТНЕНИЕМ И УДЕРЖАНИЕМ ШЛАНГА | 2011 |
|
RU2554159C2 |
| АППЛИКАТОРЫ, ИМЕЮЩИЕ КОНЦЕВЫЕ КОЛПАЧКИ С ЗАХВАТНЫМИ ЭЛЕМЕНТАМИ | 2016 |
|
RU2728685C2 |
| УДЕРЖИВАЮЩАЯ УПЛОТНИТЕЛЬНАЯ ПРОКЛАДКА ДЛЯ МЕХАНИЧЕСКИХ СОЕДИНЕНИЙ ТРУБ | 2003 |
|
RU2336454C2 |
| ТРУБНЫЙ СОЕДИНИТЕЛЬ | 2014 |
|
RU2768320C2 |
| СПОСОБ ОПРЕССОВКИ ПРЕСС-ФИТИНГА, А ТАКЖЕ НЕОБХОДИМЫЙ ДЛЯ ЭТОГО ОПРЕССОВОЧНЫЙ ИНСТРУМЕНТ | 2007 |
|
RU2434176C2 |
| ТРУБНЫЙ СОЕДИНИТЕЛЬ | 2014 |
|
RU2664908C2 |
| Замок"анти-паника" | 2014 |
|
RU2644112C2 |
| ЭЛЕМЕНТ ОКОННОЙ ИЛИ ДВЕРНОЙ ФУРНИТУРЫ | 2012 |
|
RU2584112C2 |
| Устройство конвейерных систем | 1988 |
|
SU1743349A3 |



Изобретение относится к устройству для соединения труб и способу изготовления стопорного элемента для устройства для соединения труб для неразрывного и герметичного соединения вставного конца (1) с муфтой (2), причем устройство для соединения труб содержит по существу замкнутое обжимное кольцо (4), которое имеет изменяемый размер и состоит из множества размещенных подвижно относительно друг друга звеньев (3), которые выполнены с возможностью прижатия к вставному концу (1) нажимным усилием (S) посредством средства (14) передачи усилия, причем по меньшей мере на одном звене предусмотрен стопорный элемент (8), который имеет обращенные к вставному концу зубцы (5, 6), которые соответственно имеют основание, первую боковую грань зубца, вторую боковую грань зубца и вершину, причем по меньшей мере один зубец (5, 6) выполнен более широким в области основания, чем в области вершины, и при этом, по меньшей мере, один зубец (5, б) имеет внутренний паз. Изобретение повышает надежность соединения. 2 н. и 15 з.п. ф-лы, 14 ил. 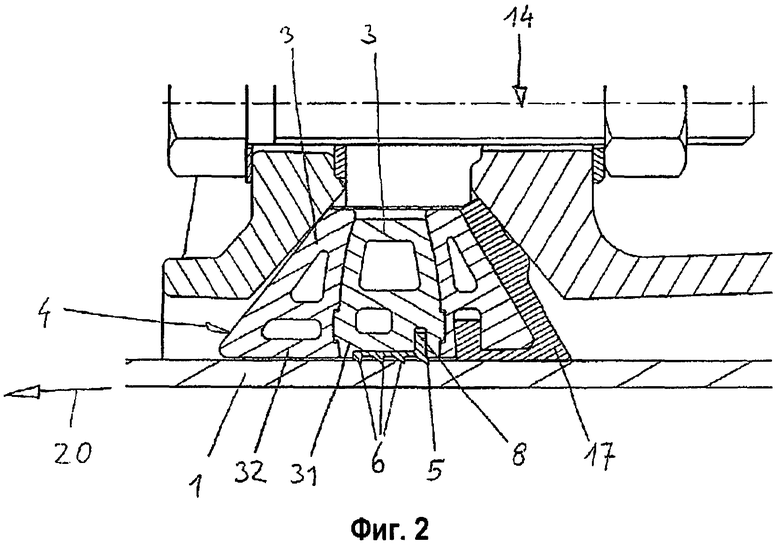
1. Устройство для соединения труб для неразрывного и герметичного соединения вставного конца (1) с муфтой (2), причем устройство для соединения труб содержит по существу замкнутое обжимное кольцо (4), которое имеет изменяемый размер и состоит из множества размещенных подвижно относительно друг друга звеньев (3), которые выполнены с возможностью перемещения средством (14) передачи усилия в направлении вставного конца (1) или прижатия к вставному концу (1) нажимным усилием (S), причем по меньшей мере на одном звене предусмотрен стопорный элемент (8), который имеет обращенные к вставному концу зубцы (5, 6), которые соответственно имеют основание, первую боковую грань зубца, вторую боковую грань зубца и вершину,
отличающееся тем, что
по меньшей мере один зубец (5, 6) выполнен более широким в области основания, чем в области вершины, и
по меньшей мере один зубец (5, 6) имеет внутренний паз.
2. Устройство для соединения труб по п. 1, отличающееся тем, что стопорный элемент (8) имеет по меньшей мере один основной зубец (5) и по меньшей мере один дополнительный зубец (6), причем основной зубец (5) выступает по отношению к дополнительному зубцу в направлении вставного конца (1).
3. Устройство для соединения труб по п. 1 или 2, отличающееся тем, что стопорный элемент (8) имеет основное тело (9), из которого в направлении вставного конца (1) выступают зубцы (5, 6), в частности основной зубец (5) и дополнительный зубец (6), и основной зубец (5) и дополнительный зубец (6) соединены основным телом (9).
4. Устройство для соединения труб по п. 3, отличающееся тем, что основное тело (9) между основным зубцом (5) и дополнительным зубцом (6) имеет неизменную и/или непрерывную форму, которая по существу не содержит сквозных отверстий и/или разрезов.
5. Устройство для соединения труб по п. 1, отличающееся тем, что каждый из зубцов (5, 6) имеет вершину (7), которая выполнена с возможностью вдавливания во вставной конец под действием нажимного усилия (S).
6. Устройство для соединения труб по п. 1, отличающееся тем, что основной зубец (5) наклонен против вырывного усилия (А) и содержит внутренний паз, причем основной зубец (5) содержит первую боковую грань (10) основного зубца, угол (25) которой предпочтительно менее 90°, или что по меньшей мере у одного зубца вершина (7) выступает по отношению к основанию (39) против направления (20) вырыва.
7. Устройство для соединения труб по п. 1, отличающееся тем, что зубцы (5, 6) имеют сечение по существу треугольной формы, ограниченное основанием, первой боковой гранью зубца, второй боковой гранью зубца и вершиной, причем основной зубец (5) и дополнительные зубцы (6) выполнены более широкими в области основания (39), чем в области вершины (7).
8. Устройство для соединения труб по п. 1, отличающееся тем, что на каждом звене устройства для соединения труб предусмотрен стопорный элемент.
9. Устройство для соединения труб по п. 1, отличающееся тем, что стопорный элемент выполнен цельным, предпочтительно из металла, и в частности из коррозионно-устойчивой, закаляемой и/или закаленной стали.
10. Устройство для соединения труб по п. 1, отличающееся тем, что на зубцах, в частности в области вершин зубцов, предусмотрены шипы (43), конические выступы (45) и/или острия (44), причем острия (44), конические выступы (45) и/или шипы (43) выступают из боковой грани зубца в направлении вставного конца (1) и выступают в направлении вставного конца (1) по отношению к вершине (7) соответствующего зубца.
11. Устройство для соединения труб по п. 10, отличающееся тем, что шипы (43) и конические выступы (45) выполнены по существу остроконечными, например клиновидной или пирамидальной формы.
12. Устройство для соединения труб по п. 1, отличающееся тем, что на контактной поверхности (41) стопорного элемента (8) предусмотрены выступы (42), обращенные к звену (3).
13. Устройство для соединения труб по п. 12, отличающееся тем, что для улучшения фрикционного или геометрического замыкания между звеном (3) обжимного кольца (4) и стопорным элементом (8) выступы (42) по меньшей мере частично вдавлены в часть звена (3) или зацеплены за нее.
14. Способ изготовления стопорного элемента (8) для устройства для соединения труб по одному из предшествующих пунктов, отличающийся тем, что
- массу, которая содержит по меньшей мере металлические компоненты, связующее средство и пластиковые компоненты, вводят в форму, предпочтительно отливают под давлением,
- причем форма содержит полость, которая соответствует негативной форме изготавливаемого стопорного элемента с избыточным размером,
- после этого сформированную массу извлекают из формы,
- удаляют связующее средство химическим, физическим и/или термическим способом, и
- наконец под действием тепла сформированную массу очищают от присадок в металлическое тело, отливают или спекают.
15. Способ по п. 14, отличающийся тем, что обрабатывают массу около точки плавления содержащего металлические компоненты металлического соединения в металлическое тело.
16. Способ по п. 14 или 15, отличающийся тем, что для изготовления стопорного элемента форма разделена и выполнена с возможностью открытия вдоль линии (34) разделения формы.
17. Способ по п. 14, отличающийся тем, что для изготовления стопорного элемента полость формы не имеет поднутрений относительно линии (34) разделения формы.
| УСТРОЙСТВО ДЛЯ ПОДВОДА ГАЗА В ПОЛЫЙ ЭЛЕКТРОД | 1994 |
|
RU2090815C1 |
| БЛОКИРУЕМЫЙ СТЫК МЕЖДУ ГЛАДКИМ КОНЦОМ ОДНОГО ТРУБОПРОВОДА И РАСТРУБОМ ДРУГОГО ТРУБОПРОВОДА | 1992 |
|
RU2076984C1 |
| Автоматизированный комплекс для штамповки листовых заготовок | 1982 |
|
SU1061896A1 |
| Устройство для заглаживания поверхности строительных изделий | 1982 |
|
SU1058780A1 |
| Колосоуборка | 1923 |
|
SU2009A1 |
| US 5335946 A, 09.08.1994. | |||

