Область техники, к которой относится изобретение
Изобретение относится к строительной технике, а именно к производству строительных материалов. В производстве панельных и плиточных изделий обычно используют производственную линию, включающую различные зоны (например, зона обработки резанием, зона сушки, зона обезвоживания и т.д.), в которых используют различные подвижные опорные средства, включающие ленточные конвейеры, роликовые конвейеры, сетчатые опоры и т.д.
Уровень техники
Транспортные плиты часто используют в качестве опорных средств для исходного материала панельных или плиточных изделий при их перемещении из одной зоны в другую. Однако в некоторых случаях транспортная плита становится источником появления дефектов в конечном плиточном изделии из-за неравномерности перемещения исходного материала по транспортной плите. В частности, появление дефектов из-за использования транспортной плиты характерно для пористых и/или ломких изделий, например акустических панелей и древесно-волокнистых плит.
Акустические плиты используют для формирования внутренних поверхностей, например потолочных плиток, стеновых панелей и перегородок (например, перегородок между офисными секциями) в промышленных или жилых зданиях. Панели в основном имеют плоскую форму и включают акустический слой, содержащий комбинацию материалов, выбираемых для обеспечения подходящего звукопоглощения при сохранении достаточной прочности. Например, обычные материалы, используемые в настоящее время для формирования акустических панелей, включают минеральную вату, стекловолокно, пеноперлит, глину, полугидрат сульфата кальция, частицы дигидрата сульфата кальция, карбонат кальция, бумагу с включениями волокна и связующее, например крахмал или латекс. Чаще всего используют минеральную вату, так как она способствует создание пористой волокнистой структуры, таким образом обеспечивая хорошие звукопоглощающие характеристики.
Многие акустические панели изготавливают способами, сходными с используемыми в обычном бумажном производстве способами свойлачивания разбавленных водных дисперсий минеральной ваты, перлита, связующего и, по мере необходимости, других ингредиентов. Подобные способы описываются, например, в патентах США 4,212,704; 5,013,405; 5,250,153; 5,558,710; 5,911,818; 5,964,934; 6,228,497; 6,443,256; 6,855,753 и 7,056,582, каждый из который включен в настоящее описание в качестве ссылки. В подобных способах, как известно специалистам обычной квалификации в данной области техники, дисперсия затекает на подвижную сетчатую опору (которую обычно называют "сеткой"), например, такую, как используют для обезвоживания в машинах формирования материала Оливера или Фурдринье. Дисперсия сначала обезвоживается под действием собственного веса, а затем путем отсоса под разрежением. Мокрый материал сушат в конвекционной печи и высушенный материал разрезают в соответствие с требуемыми размерами и, по мере необходимости, покрывают краской и получают готовую панель.
В определенный момент в процессе описанного выше производственного способа мокрый материал перемещается с подвижной сетчатой опоры в другую зону производственной линии, например на роликовый конвейер, на другую сетчатую опору или на ленточный конвейер. Для облегчения данного перемещения в основном используют транспортную плиту, которая поддерживает материал и таким образом предотвращает его разрыв при перемещении с сетчатой опоры в другую зону производственной линии. На этапе перемещения части мокрого материала, например частички минеральной ваты, торчащие над поверхностью материала, могут отрываться и прилипать к транспортной плите.
Гипсовые древесноволокнистые плиты также могут быть изготовлены с использованием машины формирования материала Оливера или Фурдринье для обезвоживания способом, описанным выше для акустических панелей. Подобные способы описываются, например, в патентах США 5,320,677; 5,817,262; 6,010,596; 6,197,235; 6,221,521; 6,406,779; 6,416,695; 6,508,895; 6,605,186; 6,733,261; 7,056,460, которые включены в настоящее описание в качестве ссылки. Так же, как и в случае с акустическими панелями, в определенный момент в процессе изготовления гипсовых древесноволокнистых плит мокрый исходный материал для изготовления плит перемещается с подвижной сетчатой опоры в другую зону производственной линии, например на роликовый конвейер, на другую сетчатую опору или на ленточный конвейер. В основном для облегчения данного перемещения используют транспортную плиту, которая поддерживает мокрый исходный материал и таким образом предотвращает его разрыв при перемещении с сетчатой опоры в другую зону производственной линии. Однако на этапе перемещения части мокрого исходного материла могут отрываться и прилипать к транспортной плите.
Наличие материала, налипшего на транспортную плиту, может негативно влиять на внешний вид поверхности панельных или плиточных изделий. Например, налипший материал может оставить выемку на верхней поверхности исходного материала для изготовления панелей или плит при его перемещении по транспортной плите. В некоторых случаях возникает необходимость остановки производственной линии для очистки транспортной плиты от налипшего материала. Таким образом, в данной области техники имеется необходимость в усовершенствованной транспортной плите и способе перемещения мокрого исходного материала для изготовления панелей или плит с сетчатой опоры в последующую зону линии. Данное изобретение раскрывает транспортную плиту и способ. Преимущества изобретения, а также дополнительные признаки изобретения будут очевидны из описания изобретения. Цель изобретения - в значительной степени избавиться от вышеперечисленных недостатков известных устройств и способов.
Раскрытие изобретения
Для достижения заявленного технического результата разработано устройство для формирования панелей, включающее подвижную сетчатую опору и транспортную плиту с по меньшей мере одной поверхностью, содержащей группу пор со средним диаметром около 1200 микрон или меньше. Указанные поры могут быть соединены с источником сжатого воздуха с возможностью пропускания текучей среды. Указанные поры могут быть соединены с источником воды или пара с возможностью пропускания текучей среды. Устройство может быть выполнено с возможностью протока воздуха через поры транспортной плиты со средним давлением от приблизительно 0,3 килопаскаль до приблизительно 340 килопаскаль и средней скоростью его потока от приблизительно 0,03 кубического метра в минуту на квадратный метр поверхности до приблизительно 60 кубических метров в минуту на квадратный метр поверхности. Поверхность транспортной плиты может содержать около 230 отверстий/см2 или более. Поверхность транспортной плиты может быть выполнена из двух или более спрессованных металлических листов. Поверхность транспортной плиты может быть выполнена из нержавеющей стали. Поверхность транспортной плиты может быть расположена в одной плоскости с указанной опорой. Транспортная плита может иметь две или более поверхности, содержащие группу пор со средним диаметром около 1200 микрон или менее, при этом одна указанная поверхность расположена в одной плоскости с опорой, а другая указанная поверхность является поверхностью передней кромки указанной. Средний диаметр пор может составлять около 200 микрон или менее. Транспортная плита может быть установлена по ширине сеточной опоры. В устройстве могут быть две или более транспортные плиты, установленные в ряд по ширине сетчатой опоры. Каждая транспортная плита может иметь автономное средство контроля давления и скорости потока воздуха. Устройство может дополнительно включать роликовый конвейер, при этом транспортная плита установлена между сетчатой опорой и роликовым конвейером.
Для достижения указанного технического результата разработан способ изготовления панелей, в котором формируют водную композицию, содержащую волокнистый материал, осаждают водную композицию на подвижной сетчатой опоре и формируют неупорядоченный волокнистый материал, содержащий воду, удаляют по меньшей мере часть воды из неупорядоченного волокнистого материала и перемещают неупорядоченный волокнистый материал с подвижной сетчатой опоры по транспортной плите, при этом транспортную плиту выполняют с по меньшей мере одной поверхностью, содержащей группу пор со средним диаметром около 1200 микрон или меньше. Поры транспортной плиты могут соединяться с возможностью пропускания текучей среды с источником сжатого воздуха. Поверхность транспортной плиты можно выполнить из двух или более спрессованных металлических листов. Поверхность транспортной плиты можно выполнить из нержавеющей стали. Средний диаметр указанных пор можно выполнить с величиной около 200 микрон или менее. В водную композицию можно дополнительно ввести связующее вещество. В водную композицию можно дополнительно ввести легкий неорганический заполнитель. Транспортную плиту можно расположить по ширине сеточной опоры. Поверхность транспортной плиты можно расположить в одной плоскости с сетчатой опорой. Поверхность транспортной плиты можно снабжать 230 отверстиями/см2 или более. Неупорядоченный волокнистый материал можно перемещать с подвижной сетчатой опоры на роликовый конвейер. Панель можно выбрать из группы, включающей акустическую потолочную плитку, термоизоляционную панель, звукопоглощающую стеновую панель и трубчатую изоляционную панель. Волокнистый материал можно выполнить из минерального волокна.
Для достижения технического результата разработан также способ изготовления плиточных изделий, в котором формируют водную композицию, содержащую целлюлозный волокнистый материал и гипс, осаждают ее на подвижной сетчатой опоре, нагревают указанную композицию для превращения гипса в полугидрат сульфата кальция, удаляют из нее по меньшей мере часть воды и перемещают с подвижной сетчатой опоры по транспортной плите, при этом транспортную плиту выполняют по меньшей мере с одной поверхностью, содержащей множество пор со средним диаметром около 1200 микрон или менее.
Разъясним подробнее различные аспекты изобретения. Изобретение раскрывает устройство и способ формирования панелей, например акустических потолочных плиток или гипсовых древесноволокнистых плит. Изобретение относится к усовершенствованной транспортной плите, облегчающей перемещение исходного материла для изготовления панелей с подвижной сетчатой опоры в другую зону производственной линии. Усовершенствованная транспортная плита содержит множество пор, через которые может проходить текучая среда, например воздух. Заявители открыли, что воздух, проходящий через транспортную плиту, может неожиданно действовать в качестве смазочного материала, облегчающего перемещение исходного материала для изготовления панелей по транспортной плите, уменьшать или даже предотвращать налипание материала на транспортной плите и тем самым минимизировать время простоя и потери материала для изготовления панелей, связанные с необходимостью периодической очистки транспортной плиты и/или уменьшением или предотвращением появления дефектов на поверхности панелей.
Один из вариантов осуществления изобретения предусматривает использование устройства, включающего подвижную сетчатую опору и транспортную плиту, причем транспортная плита включает по крайней мере одну поверхность, содержащую множество пор, средний диаметр которых составляет около 1200 микрон или менее. Согласно предпочтительному варианту осуществления изобретения поры сообщаются с возможностью пропускания текучей среды с источником сжатого воздуха. В других вариантах осуществления изобретения поры могут сообщаться с возможностью пропускания текучей среды с источником воды под давлением или паром, действующими как смазочный материал, хотя использование воды или пара в общем менее предпочтительно в технологических процессах, включающих этап обезвоживания.
В другом варианте осуществления изобретения раскрывается способ изготовления панелей, включающий: (i) формирование водной композиции, включающей волокнистый материал, (ii) осаждение водной композиции на подвижной сетчатой опоре и формирование неупорядоченного волокнистого материала, содержащего воду, (iii) удаление по крайней мере части воды из неупорядоченного волокнистого материала, и (iv) перемещение неупорядоченного волокнистого материала с подвижной сетчатой опоры по транспортной плите, включающей по крайней мере одну поверхность, содержащую множество пор, средний диаметр которых составляет около 1200 микрон или менее.
Согласно еще одному варианту осуществления изобретения способ изготовления плиточных изделий включает (i) формирование водной композиции, включающей целлюлозный волокнистый материал и гипс, (ii) осаждение композиции на подвижной сетчатой опоре, (iii) нагревание композиции с целью превращения гипса в полугидрат сульфата кальция, (iv) удаление по крайней мере части воды из композиции и (v) перемещение композиции с подвижной сетчатой опоры по транспортной плите, включающей по крайней мере одну поверхность, содержащую множество пор, средний диаметр которых составляет около 1000 микрон или менее.
Краткое описание чертежей
Фиг.1 - схематический вид сбоку производственной линии согласно изобретению, включающей подвижную сетчатую опору, транспортную плиту и роликовый конвейер.
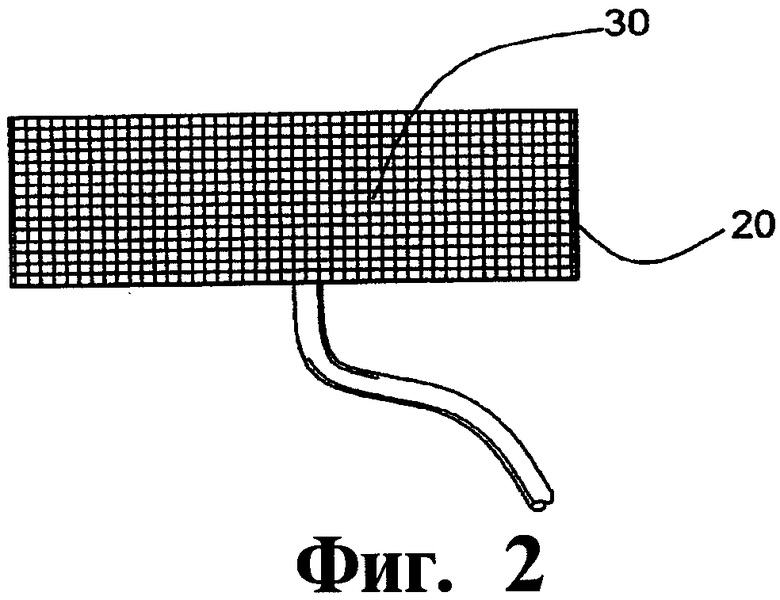
Фиг.2 - схематический вид сверху транспортной плиты согласно изобретению.
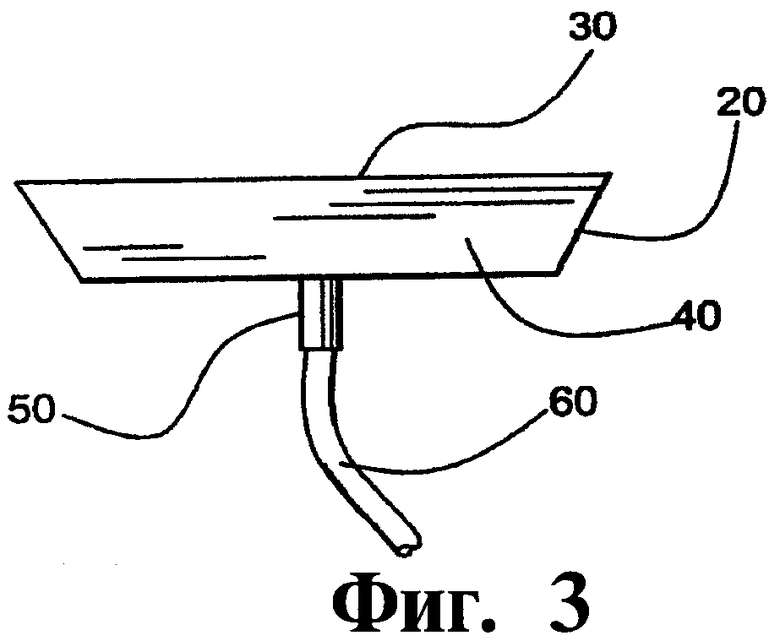
Фиг.3 - схематический вид сбоку транспортной плиты согласно изобретению.
Осуществление изобретения
Изобретение относится к усовершенствованному устройству и способу формирования панелей, включающему использование пористой транспортной плиты для облегчения перемещение исходного материла для изготовления панелей из одной зоны производственной линии в другую зону. Для простоты "исходный материал для изготовления панелей" относится к панелям на любом этапе до получения конечного изделия. В основном исходный материал для изготовления панелей представляет собой мокрый волокнистый материал.
Изобретатели открыли, что эффективность и качество формирования панелей неожиданно могут быть улучшены при использовании текучей среды, например воздуха, в качестве смазочного материала для облечения перемещения исходного материала для изготовления панелей и предотвращения налипания частей исходного материала для изготовления панелей на транспортную плиту. Таким образом, панели, изготовленные с использование устройства или способа согласно настоящему изобретению, имеют меньше дефектов, возникающих вследствие того, что налипший материал может оставлять выемки на материале, и повышается эффективность изготовления панелей, так как уменьшается необходимость в простоях при очистке транспортной плиты от налипшего материала. Настоящее изобретение особенно подходит для использования в устройствах и способах формирования пористых панелей, в частности акустических потолочных плиток, термоизоляционных панелей, звукопоглощающих панелей и т.д. Однако, как очевидно специалистам обычной квалификации в данной области техники, изобретение также может успешно применяться для облегчения перемещения в пределах одной или более подвижных зон (например, между сетчатыми опорами, роликовыми конвейерами, ленточными конвейерами и т.д.) при изготовлении других плиточных изделий, включая древесно-волокнистые плиты и им подобные материалы.
Согласно одному из вариантов осуществления изобретения устройство формирования панелей включает подвижную сетчатую опору и по крайней мере одну транспортную плиту, содержащую множество пор. Как показано на Фиг.1, в общем желательно устанавливать транспортную плиту (20) относительно подвижной сетчатой опоры (10) таким образом, чтобы по крайней мере одна поверхность (30) была обращена к нижней стороне мокрого исходного материала для изготовления панелей в месте его схода с сетчатой опоры. В некоторых вариантах осуществления изобретения желательно, чтобы две или более поверхности транспортной плиты содержали поры. Например, предпочтительно транспортная плита имеет две поверхности, содержащие множество пор, включая поверхность (30) и поверхность (90) передней кромки. Если и поверхность (30), и поверхность (90) передней кромки являются пористыми, то воздушный поток направляется к исходному материалу для изготовления панелей с различных направлений, тем самым еще более облегчая перемещение исходного материала для изготовления панелей.
Желательно располагать пористую поверхность транспортной плиты таким образом, чтобы по крайней мере пористая поверхность (30) лежала в одной плоскости с сетчатой опорой. В других вариантах осуществления изобретения копланарная пористая поверхность (30) находится ниже сетчатой опоры, как показано на Фиг.1. Например, в некоторых вариантах осуществления изобретения пористая поверхность (30) транспортной плиты может находиться ниже сетчатой опоры (10) на расстоянии (В) около 0,5 дюймов или около 1 дюйма.
Поры должны иметь относительно небольшой средний диаметр и располагаться равномерно по поверхности транспортной плиты. Когда формируемые панели представляют сбой пористый материал, например акустические панели, в частности потолочные плитки, то особенно важно, чтобы размер пор и их распределение обеспечивали равномерное распределение давления по всей ширине и длине транспортной плиты в пределах дюйма и менее, так как воздух может частично проходить сквозь пористый исходный материал для изготовления панелей, затрудняя подъем и поддержку всей панели. Кроме того, небольшие (то есть имеющие средний диаметр от 0,5 микрон до 1200 микрон) тесно расположенные поры являются предпочтительными, так как уменьшается вероятность застревания частей исходного материала для изготовления панелей в небольших порах по мере перемещения исходного материала для изготовления панелей по транспортной плите.
Соответственно, желательно, чтобы поверхность транспортной плиты имела размер меш (проволок на дюйм) от приблизительно 16 меш до приблизительно 2500 меш (например, от приблизительно 30 меш до приблизительно 400 меш или от приблизительно 50 меш до приблизительно 200 меш). Таким образом, в основном средний размер диаметра пор составляет около 1200 микрон или менее или 1000 микрон или менее, Желательно, чтобы средний размер диаметра пор составлял около 800 микрон или менее, около 500 микрон или менее или около 200 микрон или менее. В некоторых вариантах осуществления изобретения желательно, чтобы средний размер диаметра пор составлял около 100 микрон или менее, около 50 микрон или менее или даже около 20 микрон или менее. Также в связи с любым из вышеуказанных диапазонов средний размер диаметра пор в основном составляет около 0,5 микрон или более, или около 1 микрона или более, или около 5 микрон или более. В некоторых вариантах осуществления изобретения предпочтительный средний размер диаметра пор составляет от приблизительно 5 микрон до приблизительно 1000 микрон, от приблизительно 20 микрон до приблизительно 500 микрон, от приблизительно 40 микрон до приблизительно 300 микрон или от приблизительно 80 микрон до приблизительно 200 микрон.
Поверхность транспортной плиты может иметь любое подходящее количество пор, хотя желательно, чтобы поверхность транспортной плиты имела большое количество небольших, тесно расположенных пор, а не небольшое количество крупных пор, расположенных на большом расстоянии друг от друга. Транспортная плита содержит в основном около 200 отверстий на квадратный дюйм (около 30 отверстий/см2) или более, около 1000 отверстий на квадратный дюйм (около 140 отверстий/см2) или более или около 2000 отверстий на квадратный дюйм (около 300 отверстий/см2) или более. В предпочтительном варианте осуществления изобретения поверхность содержит около 5000 отверстий на квадратный дюйм (около 750 отверстий/см2) или более. В еще более предпочтительном варианте осуществления изобретения поверхность содержит около 10000 отверстий на квадратный дюйм (около 1550 отверстий/см2) или более. В некоторых вариантах осуществления изобретения поверхность содержит около 50000 отверстий на квадратный дюйм (около 8000 отверстий/см2) или более или около 100000 отверстий на квадратный дюйм (около 16000 отверстий/см2) или более. Также в связи с любым из вышеуказанных диапазонов поверхность транспортной плиты в основном содержит около 5000000 отверстий на квадратный дюйм (около 800000 отверстий/см2) или менее, или около 1000000 отверстий на квадратный дюйм (около 140000 пор/см2) или менее, или около 500000 отверстий на квадратный дюйм (около 75000 отверстий/см2) или менее.
Воздух, проходящий сквозь поры транспортной плиты, может иметь любое подходящее давление и любую подходящую скорость потока. Желательно, чтобы среднее давление воздуха по общей площади пор транспортной плиты было от приблизительно 0,05 фунта на квадратный дюйм (около 0,3 килопаскаль) до приблизительно 50 фунтов на квадратный дюйм (около 340 килопаскаль), от приблизительно 0,1 фунтов на квадратный дюйм (около 0,7 килопаскаль) до приблизительно 30 фунтов на квадратный дюйм (около 200 килопаскаль), от приблизительно 0,5 фунта на квадратный дюйм (около 3 килопаскаль) до приблизительно 20 фунтов на квадратный дюйм (около 135 килопаскаль). Кроме того, желательно, чтобы средняя скорость потока воздуха сквозь поры транспортной плиты была от приблизительно 0,1 кубического фута в минуту на квадратный фут поверхности транспортной плиты (приблизительно 0,03 кубического метра в минуту на квадратный метр поверхности транспортной плиты) до приблизительно 200 кубических футов в минуту на квадратный фут поверхности транспортной плиты (приблизительно 60 кубических метров в минуту на квадратный метр поверхности транспортной плиты), от приблизительно 1 кубического фута в минуту на квадратный фут поверхности транспортной плиты (приблизительно 0,3 кубического метра в минуту на квадратный метр поверхности транспортной плиты) до приблизительно 100 кубических футов в минуту на квадратный фут поверхности транспортной плиты (приблизительно 30 кубических метров в минуту на квадратный метр поверхности транспортной плиты) или от приблизительно 5 кубических футов в минуту на квадратный фут поверхности транспортной плиты (приблизительно 1,5 кубических метров в минуту на квадратный метр поверхности транспортной плиты) до приблизительно 70 кубических футов в минуту на квадратный фут поверхности транспортной плиты (приблизительно 21 кубических метров в минуту на квадратный метр поверхности транспортной плиты). В предпочтительном варианте осуществления изобретения поры транспортной плиты сообщаются с возможностью пропускания текучей среды с источником сжатого воздуха или другого подходящего газа. Давление и, соответственно, скорость потока сжатого воздуха можно регулировать во время производственного процесса. Специалистам обычной квалификации в данной области техники очевидно, что фактически используемые давление и скорость потока воздуха зависят, по крайней мере частично, от плотности исходного материала для изготовления панелей.
Транспортная плита может иметь любую подходящую форму и размеры. В некоторых вариантах осуществления изобретения транспортная плита имеет прямоугольную форму и ее ширина подогнана к ширине сеточной опоры производственной линии. Подобная транспортная плита показана на Фиг.2. Транспортная плита может иметь, например, квадратную форму, трапециевидную форму или шестистороннюю или восьмистороннюю форму, напоминающую прямоугольник с отсеченными двумя или всеми углами. Кроме того, транспортная плита может иметь форму ролика с круглым или эллиптическим поперечным сечением. Соответственно, пористая поверхность транспортной плиты может быть плоской или криволинейной. В предпочтительном варианте осуществления изобретения поверхность является плоской и лежит в одной плоскости с сетчатой опорой.
Пористая поверхность транспортной плиты может включать любой подходящий материал. Предпочтительно материал должен быть в основном коррозионно-стойким. Указанный материал может представлять собой металл, полимер, керамику или их комбинацию. Подходящими металлами являются, например, нержавеющая сталь (316L, 304L, 310, 347 и 430), титан и сплавы металлов, включая сплав хастелой (С-276, С-22, X, N, В и В2), инконель (600, 625 и 690), никель 200, монель 400 (70 Ni-30 Cu), сплав 20 и подобные им сплавы. В предпочтительном варианте осуществления изобретения по крайней мере часть, если не весь материал (что является более предпочтительным), является нержавеющей сталью, Подходящие полимеры включают полипропилен, нейлон, поликарбонат, полиэстер, полисульфонил, полиэфирсульфон, фторполимеры, например поливинилиденфторид и политетрафторэтилен, и подобные им полимеры. Подходящая керамика включает кварц, глинозем, циркониевый ангидрид, диоксид титана, стекло, карбид кремния и подобные им материалы. Материал может также представлять собой мембрану из полимеров на керамической основе, например мембрана из циркониевого ангидрида и поливинилпирролидона или другая подобная мембрана.
Поверхность транспортной плиты, содержащая поры, может быть сформирована любым подходящим способом. Например, поверхность может включать лист со множеством микропористых вырубленных или отлитых отверстий. Например, пористая поверхность может включать мембрану из нержавеющей стали, содержащую около 1500 отверстий на квадратный дюйм или более. В некоторых вариантах осуществления изобретения пористая поверхность включает мембрану из нержавеющей стали, содержащую около 10000 отверстий на квадратный дюйм или более. В альтернативном варианте осуществления изобретения пористая поверхность может включать две или более уплотненных полосы, содержащих, например, от приблизительно 1500 до приблизительно 160000 отверстий на квадратный дюйм или более, или в некоторых вариантах осуществления изобретения от приблизительно 10000 до приблизительно 160000 отверстий на квадратный дюйм или более. Кроме того, пористая поверхность транспортной плиты может включать материал из пористого металла, включающего металлокерамический материал. Например, материал может включать мембрану Dynapore® FoilMesh™ LFM-1, LFM-5 или LFM-10, продаваемую на рынке компанией Мартин Курц & Ко., Инк. ов Минеола, штат Нью-Йорк, или 0,2-микронную или 0,5-микронную пористую мембрану 316SS, продаваемую на рынке компанией Мотт Корпорейшн ов Фармингтон, штат Коннектикут.
Специалистам обычной квалификации в данной области техники очевидно, что требуемый размер меш может быть достигнут самыми различными способами, главное, чтобы поры, сквозь которые проходит воздух, позволяли ему взаимодействовать с мокрым исходным материалом для изготовления панелей и предотвращать отрыв кусочков исходного материала для изготовления панелей и их налипание на транспортной плите. Например, пористая поверхность может быть сформирована таким образом, чтобы она имела требуемое количество отверстий нужного размера. Дополнительно, в качестве примера без ограничения объема притязаний изобретения, можно получить поверхность с требуемым размером меш путем формирования многослойной структуры из двух или более полос, каждая из которых имеет заданное количество и размер отверстий, и соединением указанных полос, например, прессованием и спеканием для получения требуемой поверхности, содержащей требуемое количество отверстий нужного размера на квадратный дюйм. Хотя можно использовать различные комбинации полос в любом порядке, подходящем для формирования поверхности, содержащей требуемое количество отверстий нужного размера на квадратный дюйм, в одном из вариантов осуществления изобретения многослойная мембрана включает нижнюю полосу, имеющую отверстия наибольшего размера, а размер отверстий последующих полос постепенно уменьшается при увеличении количества отверстий на квадратный дюйм, при этом самая верхняя полоса имеет наибольшее количество отверстий наименьшего размера на квадратный дюйм. Специалистам обычной квалификации в данной области техники очевидно, что пористая поверхность, выбранная или изготовленная для транспортной плиты, предпочтительно должна быть сбалансирована с требуемой скоростью потока воздуха, идущего с транспортной плиты, и статическим напором воздуха в транспортной плите.
В предпочтительном варианте осуществления изобретения транспортная плита (20) дополнительно включает полость (40), которая может функционировать в качестве камеры сжатого воздуха, патрубок воздухоприемной трубы (50), сообщающийся с возможностью переноса текучей среды с полостью, и воздухоприемную трубу (60) для приема текучей среды из источника текучей среды. Воздухоприемная труба может представлять собой шланг, трубу и тому подобное. Полость может быть любых подходящих размеров. Желательно, чтобы она обеспечивала постоянную скорость потока и/или перепад давлений по всей пористой части транспортной плиты. Длина полости в основном равняется длине транспортной плиты. В некоторых вариантах осуществления изобретения желательно, чтобы объем полости был постоянен по длине и ширине полости. Впускное отверстие может быть расположено в любом подходящем положении на транспортной плите. В основном впускное отверстие располагают напротив поверхности транспортной плиты, соприкасающейся с мокрым исходным материалом для изготовления панелей.
Устройство согласно настоящему изобретению может дополнительно включать две или более транспортные плиты, включающие пористую поверхность, как описано выше. Дополнительные транспортные плиты можно установить в любом подходящем положении. Например, дополнительную транспортную плиту можно установить в любом месте перехода между сетчатыми опорами, ленточными конвейерами, роликовыми конвейерами и им подобными устройствами. В некоторых вариантах осуществления изобретения несколько транспортных плит устанавливают в ряд по ширине и/или длине производственной линии. Когда устройство оборудовано несколькими транспортными плитами, то можно использовать одинаковые или разные транспортные плиты. В частности, несколько транспортных плит можно расположить в ряд, причем каждая транспортная плита имеет на своем месте нахождения независимое устройство контроля скорости потока и/или перепадов давления воздуха, проходящего сквозь поры. В предпочтительном варианте осуществления изобретения устанавливают четыре транспортные плиты в ряд по ширине производственной линии, включающей один главный регулятор давления, контролирующий все транспортные плиты, и четыре дополнительных регулятора давления, один на каждую из четырех транспортных плит.
В одном из вариантов осуществления изобретения раскрывается способ изготовления панелей, включающий использование транспортной плиты. Данный способ изобретения может применяться для изготовления самых различных панелей, например акустических панелей, в частности потолочных плиток или звукопоглощающих стеновых панелей, термоизоляционных панелей, гипсовых древесноволокнистых плит или строительных термоизоляционных панелей. В случае акустических панелей, в частности потолочных плиток, изобретение может быть использовано для изготовления подобных панелей, включающих минеральную вату, но также может быть использовано и для изготовления панелей, не включающих минеральную вату. Смотри, например, патент США 6,228,497; 6,443,256 и 7,956,582, каждый из которых включен в данное описание в качестве ссылки. В основном способ и устройство согласно настоящему изобретению используются в непрерывном производственном процессе.
В предпочтительном варианте осуществления изобретения способ включает (i) формирование водной композиции, включающей волокнистый материал, (ii) осаждение композиции на подвижной сетчатой опоре и формирование неупорядоченного волокнистого материала, содержащего воду, (iii) удаление по крайней мере части воды из неупорядоченного волокнистого материала и (iv) перемещение неупорядоченного волокнистого материала с подвижной сетчатой опоры по описанной выше транспортной плите. Неупорядоченный волокнистый материал может быть перемещен в любую другую зону производственной линии, например, он может быть перемещен на роликовый конвейер, другую сетчатую опору или ленточный конвейер. В основном неупорядоченный волокнистый материал перемещают на роликовый конвейер (70), как показано на Фиг.1.
Волокнистый материал представляет собой любые минеральные волокна, полученные путем разжижения расплавленного базальта, шлака, гранита или другого стеклообразного минерального компонента. Из расплавленного минерала вытягивают через фильеры так называемые текстильные волокна или из расплавленного минерала, падающего по касательной к прядильной кружке или прядильному ротору, получают шерстяные волокна. Также можно использовать керамические и органические волокна, например полиамидные волокна, полиакрилонитрильные волокна, полиэстерные волокна, полиолефиновые волокна, целлюлозные волокна и другие подобные им волокна. В пересчете на содержание твердых веществ в конечном панельном изделии волокна составляют от приблизительно 10% до приблизительно 95% по весу в зависимости от требуемой плотности панелей. В основном волокна составляют от приблизительно 30% до приблизительно 45% по весу. В некоторых вариантах осуществления изобретения желательно использовать узловатую минеральную вату для обеспечения большего разнообразия декоративных поверхностей, как описано в патенте США 5,250,153, включенном в данное описание в качестве ссылки. В других вариантах осуществления изобретения желательно дополнительно включать грубые целлюлозные волокна для облечения флотации и переплетения, как описано в патенте США 5,013,405, включенном в данное описание в качестве ссылки.
Водная композиция может включать любые подходящие добавки. Тип и количество добавок зависят, конечно, от типа изготавливаемых панелей. В случае потолочных плиток водная композиция в основном дополнительно включает легкий неорганический заполнитель, связующее и пенообразующую добавку, по мере необходимости.
В качестве легковесного неорганического заполнителя можно использовать любой подходящий материал. Например, в качестве заполнителя может быть использован легкий неорганический заполнитель на основе пористого или вспученного вулканического стекла. Указанный заполнитель включает хорошо известный пористый перлит, вспученный вермикулит, вспученную глину и подобные им материалы, которые имеют самые различные размеры меш. В общем подходят размеры меш меньше приблизительно 8 меш, хотя это не критично. Предпочтительно в качестве заполнителя используют перлит. Содержание заполнителя может быть от приблизительно 20% до приблизительно 70% от сухого веса конечного изделия. Для изделий малой плотности легкий (легковесный) заполнитель составляет от приблизительно 30% до приблизительно 65% изделия. Изделия большей плотности до 22 фунтов на кубический фут (около 0,36 г/см3) или более могут быть изготовлены с использованием минерального заполнителя большей плотности, например стукко (полугидрат сульфата кальция), гипс, глины, известняк и тому подобное.
В качестве связующего может быть использовано любое подходящее связующее, многие типы которого известны в данной области техники. В основном используют связующее на основе вареного крахмала или каучукового латекса, который является гомополимером или сополимером, содержащим акриловые группы, ацетатные группы или группы сополимера бутадиена и стирола.
В случае связующего на основе каучукового латекса предпочтительно используют в качестве связующего поливинилацетат, один или в комбинации с поливиниловым спиртом. Можно использовать любые из доступных для приобретения поливинилацетатных латексных каучуков, содержащих анионный эмульгатор, например полимеры VINAC или AIRFLEX компании Эр Продактс Кампани, латекс X-LINK или латексные каучуки RESYN компании Нэшнл Старч энд Кемиклз Корпорейшн, полимеры CASCOREZ компании Борден Кемикл Дивижн ов Борден, Инк., или ацетатная/акриловая латексная эмульсия SYNTHEMUL 97-611 компании Рейколд Кемиклз, Инк. Часто температура стеклования данных полимеров находится в диапазоне от 29 до 35°С. Также можно использовать отдельно или в комбинации синтетические полимеры анионного типа, имеющие другую структуру, например винилиденхлорид, поливинилхлорид, нитриловый каучук, карбоксилированный акрилонитрил, полихлорпрены, например неопрен и подобные ему полихлорпрены, или их сополимеры. Связующие на основе анионного поливинилацетатного латекса можно приобрести на рынке в самых различных концентрациях в полном диапазоне вязкостей. Данные полимеры доступны в диапазоне рН от приблизительно 1 до приблизительно 8, а чаще от приблизительно 4 до приблизительно 8, хотя можно использовать и другие диапазоны рН, не влияющие негативно на минеральный материал. Данные полимеры имеются на рынке с размерами частиц в диапазоне от приблизительно 0,1 до 2 микрон.
Связующее на основе вареного крахмала можно использовать отдельно или в комбинации со связующим на основе латекса с целью экономии на дорогостоящем латексе. Желательно, чтобы крахмал варили таким образом, чтобы температура не возрастала после достижения свойств адгезионности, но с учетом точки перегиба кривой вязкости/температуры для конкретного крахмала с тем, чтобы избежать резкого возрастания вязкости. Следует избегать дисперсии вязкого крахмала с тем, чтобы свалянная масса не забивала проход текучей среды. Изделию также можно придать прочность и твердость. Подходящие крахмалы включают перловый крахмал и пшеничный крахмал, содержащие около 6% белка по весу, например пшеничный крахмал GENVIS 600 компании Одживил Милз, Инк.
Твердые вещества связующего могут присутствовать в конечном изделии в диапазоне от 1 до 35% от сухого веса изделия в зависимости от количества минеральных волокон, легковесного заполнителя и требуемой степени жесткости и прочности основы конечного изделия. Предпочтительно содержание твердых веществ связующего составляет от приблизительно 2% до приблизительно 25% от сухого веса, причем наиболее предпочтительно от приблизительно 2% до приблизительно 10%. Сосвязующее на основе крахмала может составлять около 80% от веса твердых веществ связующего. Таким образом, связующее согласно настоящему изобретению может составлять от приблизительно 20% до приблизительно 100% от веса каучукового латекса или от приблизительно 0% до приблизительно 80% от веса крахмала. При высоком содержании крахмала становится особо важным использование флокулянтов, например, таких, как описано в патенте США 5,250,153. Предпочтительно поддерживать процентное содержание крахмала по весу на уровне менее приблизительно 70%.
Водная композиция может также содержать и другие ингредиенты, например красители, пигменты, антиоксиданты, поверхностно-активные вещества, гидрофобные материалы, наполнители, антипирены и т.д. Подходящие наполнители включают перлит, вермикулит, слюду, волластонит, кремнезем, летучую золу, гипс, стукко (обожженный гипс), известняк, каолин, комовую глину и т.д.
Поверхностно-активные вещества включают анионные поверхностно-активные вещества, например линейные алкилсульфаты и сульфонаты, и неионные поверхностно-активные вещества, например модифицированный диэтаноламид. Добавление небольшого количества катионной азосоставляющей в наполнители и пигменты способствует улучшению их удерживающей способности. Красители, соединенные с минеральной ватой, вместе с латексом придают изделию насыщенную суммарную окраску. Двухвалентные или трехвалентные катионы, например ионы кальция сульфата кальция, можно использовать в качестве флокулянтов и для уменьшения требуемого уровня полиакриламида.
Некоторые варианты осуществления изобретения могут успешно применяться для изготовления гипсовых древесноволокнистых изделий. Способ изготовления плиточных изделий согласно настоящему изобретению включает (i) формирование водной композиции, включающей целлюлозный волокнистый материал и гипс, (ii) осаждение композиции на подвижной сетчатой опоре, (iii) нагревание и какую-либо другую обработку композиции с целью превращения гипса в полугидрат сульфата кальция, (iv) удаление по крайней мере части воды из композиции и (v) перемещение композиции с подвижной сетчатой опоры по транспортной плите согласно изобретению.
Композиция может быть перемещена, например, в другую зону производственной линии, например на роликовый конвейер, ленточный конвейер или даже на другую сеточную опору и им подобные устройства. В основном целлюлозные волокна представляют собой древесные волокна, которые соединяют с гипсом и другими добавками по выбору для формирования гипсовых древесноволокнистых композитных плит, как описано в патентах США 5,320,677; 5,817,262; 6,010,596; 6,197,235; 6,221,521; 6,406,779; 6,416,695; 6,508,895; 6,605,186; 6,733,261; 7,056,460, которые включены в настоящее описание в качестве ссылки.
Все ссылки, включая публикации, патентные заявки и патенты, упомянутые в данном описании, включены в него в качестве ссылки в той степени, как если бы было указано отдельно в отношении каждой ссылки, что она была включена в качестве ссылки и была изложена полностью в настоящем описании.
Использование артиклей "a", "an" и "the" и подобных им объектов ссылки в контексте описания изобретения (особенно в контексте нижеизложенной формулы изобретения) следует интерпретировать как распространяющееся на единственное, так и на множественное число, если только не указано другое или это не противоречит явным образом контексту. Использование выражений "включающий", "имеющий" и "содержащий" следует интерпретировать как неограниченные выражение (то есть означающие "включающий, но не ограничивающийся"), если только не указано другое. Перечисление диапазонов значений в настоящем описании используется в качестве сокращенной записи каждого отдельного значения, подпадающего под указанный диапазон, если только не указано другое, и каждое отдельное значение включено в описание, как если бы оно было упомянуто отдельно в данном описании. Все способы, описанные в данном описании, могут быть осуществлены в любом подходящем порядке, если только не указано другое или это не противоречит явным образом контексту. Каждый и все примеры или иллюстративные выражения (такие как "например") были использованы в настоящем описании просто в качестве более ясного разъяснения изобретения без ограничения объема притязаний, если только не указано другое. Ни одно из выражений в описании не следует интерпретировать как указывающее на то, что незаявленный элемент является существенным для настоящего изобретения.
В настоящем описании описываются предпочтительные варианты осуществления настоящего изобретения, включающие лучшие варианты осуществления изобретения, известные изобретателям. Разновидности указанных предпочтительных вариантов осуществления изобретения могут стать очевидными для специалистов обычной квалификации в данной области техники по мере чтения настоящего описания. Изобретатели ожидают, что квалифицированные специалисты могут использовать надлежащим образом указанные разновидности и что изобретение может быть использовано и иным образом, чем описано здесь. Таким образом, изобретение включает все модификации и эквиваленты объекта, изложенного в прилагаемой формуле изобретения, насколько это позволяет применяемая правовая норма. Кроме того, настоящее изобретение охватывает любую комбинацию вышеописанных элементов во всех возможных вариациях, если только не указано другое или это не противоречит явным образом контексту.
| название | год | авторы | номер документа |
|---|---|---|---|
| БАЛЛИСТИЧЕСКИЕ ПАНЕЛИ И СПОСОБЫ ИХ ИЗГОТОВЛЕНИЯ | 2011 |
|
RU2562794C2 |
| ПАНЕЛЬ ОБРАТНОЙ ФОРМОВКИ | 2001 |
|
RU2257998C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ АКУСТИЧЕСКИХ ПАНЕЛЕЙ И ТЕХНОЛОГИЧЕСКАЯ ЛИНИЯ ДЛЯ ИХ ПРОИЗВОДСТВА | 2013 |
|
RU2539462C1 |
| СОПЛОВЫЙ УЗЕЛ ОБОГРЕВАТЕЛЯ, ПРИБОРНАЯ ПАНЕЛЬ ТРАНСПОРТНОГО СРЕДСТВА И СПОСОБ ИЗГОТОВЛЕНИЯ СОПЛОВОГО УЗЛА ОБОГРЕВАТЕЛЯ | 2015 |
|
RU2683132C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОКРЫТИЯ И ПОКРЫТОЙ АКУСТИЧЕСКОЙ ПАНЕЛИ С ИСПОЛЬЗОВАНИЕМ ДЕСТРУКТУРИРОВАННОГО ВОЛОКНА | 2011 |
|
RU2571656C2 |
| УСОВЕРШЕНСТВОВАННАЯ ОБЛИЦОВАННАЯ МАТАМИ ГИПСОВАЯ ПЛИТА | 2004 |
|
RU2363822C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПАНЕЛИ ИЗ ТОРФЯНОГО МХА И КАЛАНДРИРОВАННАЯ ПАНЕЛЬ | 1992 |
|
RU2099457C1 |
| УЗЕЛ С ВОЛОКНИСТЫМ СЛОЕМ И ВОЛОКНИСТЫЙ СЛОЙ | 2007 |
|
RU2392035C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЯ ИЗ ВЯЖУЩЕГО МАТЕРИАЛА | 2013 |
|
RU2525420C1 |
| ИЗДЕЛИЕ ИЗ ВЯЖУЩЕГО МАТЕРИАЛА И СПОСОБ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЯ ИЗ ВЯЖУЩЕГО МАТЕРИАЛА | 2008 |
|
RU2493011C2 |
Изобретение относится к устройству для формирования панелей, включающему сетчатую опору (10) и транспортную плиту (20), которая включает по крайней мере одну поверхность (30), содержащую множество пор, средний диаметр которых составляет около 1200 микрон или менее. Изобретение относится также к способу, включающему (i) формирование водной композиции, включающей волокнистый материал, (ii) осаждение водной композиции на подвижной сетчатой опоре (10) и формирование неупорядоченного волокнистого материала, содержащего воду, (iii) удаление по крайней мере части воды из неупорядоченного волокнистого материала и (iv) перемещение неупорядоченного волокнистого материала с подвижной сетчатой опоры (10) по транспортной плите, включающей по крайней мере одну поверхность (30), содержащую множество пор, средний диаметр которых составляет около 1200 микрон или менее, что позволяет облегчить снятие изделия с транспортной плиты. 3 н. и 25 з.п. ф-лы, 3 ил.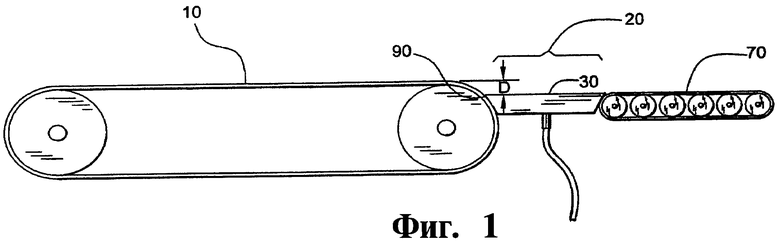
1. Устройство для формирования панелей, включающее подвижную сетчатую опору и транспортную плиту с по меньшей мере одной поверхностью, содержащей группу пор со средним диаметром около 1200 мкм или меньше.
2. Устройство по п.1, в котором указанные поры соединены с источником сжатого воздуха с возможностью пропускания текучей среды.
3. Устройство по п.1, в котором указанные поры соединены с источником воды или пара с возможностью пропускания текучей среды.
4. Устройство по п.2, которое выполнено с возможностью протока воздуха через поры транспортной плиты со средним давлением от приблизительно 0,3 кПа до приблизительно 340 кПа и средней скоростью его потока от приблизительно 0,03 кубического метра в минуту на квадратный метр поверхности до приблизительно 60 кубических метров в минуту на квадратный метр поверхности.
5. Устройство по п.1, в котором поверхность транспортной плиты содержит около 230 отверстий/см2 или более.
6. Устройство по п.1, в котором поверхность транспортной плиты выполнена из по меньшей мере двух спрессованных металлических листов.
7. Устройство по п.1, в котором поверхность транспортной плиты выполнена из нержавеющей стали.
8. Устройство по п.1, в котором поверхность транспортной плиты расположена в одной плоскости с указанной опорой.
9. Устройство по п.1, в котором транспортная плита имеет по меньшей мере две поверхности, содержащие группы пор со средним диаметром около 1200 мкм или менее, при этом одна указанная поверхность расположена в одной плоскости с опорой, а другая указанная поверхность является поверхностью передней кромки указанной плиты.
10. Устройство по п.1, в котором средний диаметр пор около 200 мкм или менее.
11. Устройство по п.1, в котором транспортная плита установлена по ширине сеточной опоры.
12. Устройство по п.1, содержащее две или более транспортные плиты, установленные в ряд по ширине сетчатой опоры.
13. Устройство по п.12, в котором каждая транспортная плита имеет автономное средство контроля давления и скорости потока воздуха.
14. Устройство по п.1, дополнительно включающее роликовый конвейер, при этом транспортная плита установлена между сетчатой опорой и роликовым конвейером.
15. Способ изготовления панелей, в котором формируют водную композицию, содержащую волокнистый материал, осаждают водную композицию на подвижной сетчатой опоре и формируют неупорядоченный волокнистый материал, содержащий воду, удаляют по меньшей мере часть воды из неупорядоченного волокнистого материала и перемещают неупорядоченный волокнистый материал с подвижной сетчатой опоры по транспортной плите, при этом транспортную плиту выполняют с по меньшей мере одной поверхностью, содержащей группу пор со средним диаметром около 1200 мкм или меньше.
16. Способ по п.15, в котором поры транспортной плиты соединяют с возможностью пропускания текучей среды с источником сжатого воздуха.
17. Способ по п.15, в котором поверхность транспортной плиты выполняют из двух или более спрессованных металлических листов.
18. Способ по п.15, в котором поверхность транспортной плиты выполняют из нержавеющей стали.
19. Способ по п.15, в котором средний диаметр указанных пор выполняют с величиной около 200 мкм или менее.
20. Способ по п.15, в котором в водную композицию дополнительно вводят связующее вещество.
21. Способ по п.15, в котором в водную композицию дополнительно вводят легкий неорганический заполнитель.
22. Способ по п.15, в котором транспортную плиту располагают по ширине сеточной опоры.
23. Способ по п.15, в котором поверхность транспортной плиты располагают в одной плоскости с сетчатой опорой.
24. Способ по п.15, в котором поверхность транспортной плиты снабжают 230 отверстиями/см2 или более.
25. Способ по п.15, в котором неупорядоченный волокнистый материал перемещают с подвижной сетчатой опоры на роликовый конвейер.
26. Способ по п.15, в котором панель выбирают из группы, включающей акустическую потолочную плитку, термоизоляционную панель, звукопоглощающую стеновую панель и трубчатую изоляционную панель.
27. Способ по п.15, в котором волокнистый материал выполняют из минерального волокна.
28. Способ изготовления плиточных изделий, в котором формируют водную композицию, содержащую целлюлозный волокнистый материал и гипс, осаждают ее на подвижной сетчатой опоре, нагревают указанную композицию для превращения гипса в полугидрат сульфата кальция, удаляют из нее по меньшей мере часть воды и перемещают с подвижной сетчатой опоры по транспортной плите, при этом транспортную плиту выполняют по меньшей мере с одной поверхностью, содержащей множество пор со средним диаметром около 1200 мкм или менее.
| US 0003895997 A1, 22.07.1975 | |||
| US 0003951735 A1, 20.04.1976 | |||
| US 0005320677 A1, 14.06.1994 | |||
| СПОСОБ ИЗГОТОВЛЕНИЯ ФОРМОВАННЫХ ЗАМОРОЖЕННЫХ КОНДИТЕРСКИХ ИЗДЕЛИЙ, УСТАНОВКА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ, УСТРОЙСТВО ДЛЯ ОТСАСЫВАНИЯ ЖИДКОГО ШОКОЛАДА И ЗАМОРОЖЕННОЕ КОНДИТЕРСКОЕ ИЗДЕЛИЕ | 1996 |
|
RU2157641C2 |
| WO 9512711 A1, 11.05.1995. | |||

