Область техники
Группа изобретений относится к области строительства, а именно к отделочным строительным материалам, способу изготовления акустических (звукоизолирующих) панелей или плит и технологической линии для их производства.
Предшествующий уровень техники
Акустические панели (плиты) используют для формирования внутренних поверхностей, например потолочные плиты, стеновые панели и другое применение в промышленных, общественных или жилых зданиях. Панели в основном имеют плоскую форму и включают акустический слой, содержащий комбинацию материалов, выбираемых для обеспечения подходящего звукопоглощения при сохранении достаточной прочности. Такие плиты имеют прекрасный внешний вид и обладают хорошим звукопоглощением, огнестойкостью, стойкостью к деформации, низким водопоглощением, низкой теплопроводностью, легким весом и т.д.
Обычные материалы, используемые в настоящее время для формирования акустических панелей, включают минеральную вату, стекловолокно, пеноперлит, глину, полугидрат сульфата кальция, частицы дигидрата сульфата кальция, карбонат кальция, бумагу с включениями волокна, измельченную макулатуру и связующие, например крахмал или латекс. Чаще всего используют минеральную вату, так как она способствует созданию пористой волокнистой структуры, таким образом обеспечивая хорошие звукопоглощающие характеристики.
Минеральная вата - волокнистый материал, получаемый из силикатных расплавов горных пород, металлургических шлаков и их смесей. Производство минеральной ваты состоит из следующих операций: подготовки сырьевых материалов, плавления сырья в печи и получения расплава, переработки минерального расплава и волокна, осаждения ваты (волокон), формирования минераловатного ковра в камере волокноосаждения.
Способы и устройства для производства минеральной ваты известны, например, из патента США №5,554,324, опубликованного 10.09.1996, патента РФ №2358919, опубликованного 20.06.2009, патента РФ №2352531, опубликованного 20.04.2009, и др.
Многие акустические панели изготавливают способами, сходными с используемыми в обычном бумажном производстве способами свойлачивания разбавленных водных дисперсий минеральной ваты, перлита, связующего и, по мере необходимости, других ингредиентов.
В подобных способах, как известно, дисперсия затекает на непрерывно движущуюся сетчатую опору (которую обычно называют «сеткой»), например, такую, как используют в бумагоделательных машинах Фурдринье. Дисперсия сначала обезвоживается под действием собственного веса, а затем путем отсоса под разрежением. Мокрый материал сушат в конвекционной печи, после чего высушенный материал разрезают в соответствии с требуемыми размерами, по мере необходимости покрывают краской и получают готовую панель. Связующим веществом, пригодным для использования, является крахмал, использование которого в звукоизолирующих композициях на основе минеральной ваты хорошо известно по причине его экономической эффективности. Другие связующие вещества, которые могут использоваться как совместно с крахмалом, так и без него, можно выбрать из различных термопластичных связующих веществ (латексов), традиционно используемых в звукоизолирующей плитке на основе минеральной ваты. Латекс, однако, является наиболее дорогим ингредиентом, применяемым в составе плиты потолка; поэтому желательно ограничить применение данного относительно дорогостоящего ингредиента. Примерами таких латексных связующих веществ являются: поливинилацетат, винил ацетат/акриловая эмульсия, винилиденхлорид, поливинилхлорид, стирол/акриловый сополимер и карбоксилированный стирол/бутадиена. Типичными термопластичными латексами являются стирол-акрильные латексы. Крахмал и целлюлоза, однако, являются гидрофильными и имеют тенденцию притягивать воду в течение обработки и вызывать проблемы сильного поверхностного натяжения. Кроме того, звукоизолирующие композиции могут включать неорганические наполнители, такие как слюда, волластонит, кремнезем, гипс, цементная штукатурка и карбонат кальция, а также другие легковесные заполнители, поверхностно-активные вещества, биоциды и флокулянты. Данные ингредиенты для изготовления композиций для звукоизолирующей плитки хорошо известны специалистам.
Из уровня техники известен способ изготовления звукопоглощающей плиты, раскрытый в патенте РФ №2469156, опубликованном 10.12.2012, который осуществляется методом мокрого или влажного свойлачивания, включающий приготовление водной суспензии из крахмала и различных целевых добавок, нагревание суспензии до готовности крахмала и образования крахмального клейстера, который затем смешивают с минеральным волокном, дозируют в поддоны и сушат в конвекционной туннельной сушилке. После сушки проводят необходимую финишную обработку. При сушке полученного продукта удаляется вода, и происходит превращение полимерного связующего в жесткую структурную сетку для обеспечения обработки поверхности. Основным недостатком такого способа является то, что в процессе испарения воды при сушке возникает высокое поверхностное натяжение на компонентах плиты, которое обычно вызывает уплотнение поверхности плиты с образованием менее пористой структуры и деформации. Следовательно, чтобы достигнуть приемлемого снижения шума для полученных мокрой укладкой плит потолка, требуется дополнительная обработка, например, перфорирование плиты. Таким образом, хотя способ мокрой выкладки может быть приемлемым благодаря высоким скоростям производства и возможности применять дешевые материалы, применение воды в качестве транспортной среды приводит к уменьшению экономической эффективности способа и конечных продуктов, когда акустические свойства являются важными для продукта. Кроме того, сушка плиты в поддонах ведет к значительным отходам производства при освобождении плитки от поддона, а сушка при одинаково высокой температуре влияет на равномерность просушки и, следовательно, на конечные свойства изделия.
Из патента РФ №2489541, опубликованного 10.08.2013, известен аэродинамический холстоформирующий способ получения нетканого материала, используемого в качестве акустической потолочной плиты, включающий смешение и диспергирование сырья - минерального волокна и связующего, подачу сырья в холстоформирующую головку, формирование аэродинамической холстоформирующей сети, при необходимости прессование, нагревание для расплавления термопластичного связующего и охлаждение, финишную обработку. Аэродинамический холстоформирующий способ исключает потребность транспортировать и удалять воду; однако все компоненты в составе должны быть транспортабельны в воздушном потоке. В аэродинамической холстоформирующей машине волокнистые ингредиенты являются флюидизированными в воздухе или другом газовом потоке, осаждаемом на поверхности носителя, например, такого как пористый проволочный холст, грубый холст или другой пористый материал. Это способ позволяет добиться хороших эксплуатационных показателей для акустических плит, но он достаточно энергоемок вследствие необходимости подготовки исходных компонентов, образующих холст для подачи их в аэродинамическую головку.
Известен способ изготовления звукоизолирующей панели с низкой плотностью и улучшенным звукопоглощением, описанный в патенте РФ №2475602, опубликованном 20.02.2013, включающий формирование водной композиции, включающей минеральную вату в количестве 70-95%, термопластичное связующее вещество и/или крахмал, и распределение композиции на пористый носитель для обезвоживания с образованием основного мата посредством самотечного дренажа для удаления воды под действием силы тяжести, а далее посредством дифференцированного вакуум-отсоса, который регулируется таким образом, чтобы мат обезвоживался без воздействия на него статического давления, которое сжимает основной мат. Мат высушивается при постоянной температуре в конвекционной сушилке, в которой предусмотрено несколько зон вакуума, до содержания влаги около 2 вес.%, образуя звукоизолирующее потолочное изделие, которое имеет низкую плотность и превосходные звукопоглощающие свойства. Изделие, полученное указанным способом, вследствие достаточно большого количества минеральной ваты обладает низкой плотностью, открытой структурой и в связи с этим хорошими звукопоглощающими свойствами. Причем, чем больше толщина панели, тем больше коэффициент шумоподавления. Но полученная плита является мягкой, что не позволяет его перфорировать. В предпочтительном варианте в качестве связующего используют смесь крахмала и латекса, что ведет к удорожанию продукта. Мягкие плиты не устойчивы к провисанию.
Из патента РФ №2456396, опубликованного 20.07.2012, известен способ изготовления акустических панелей (плит), включающий приготовление водной композиции минеральной ваты, связующего, например сваренный крахмал или латекс, и других добавок, например глину, перлит, вермикулит, в зависимости от типа изготавливаемого материала, формирование неупорядоченного волокнистого материала путем осаждения водной композицию на подвижной сетчатой опоре, нагревание для связывания композиции, удаление части воды, сушку и обработку. Подобные способы изложены во многих патентах, например патентах США №№5,320,677; 5,817,262; 6,010,596; 6,197,235; 6,221,521; 6,406,779; 6,416,695; 6,508,895; 6,605,186; 6,733,261; 7,056,460. Но везде, где в качестве связующего используется крахмал, он вводится в композицию либо в сваренном виде, либо композицию нагревают перед формованием. Использование крахмального связующего, уже способного к связыванию всех ингредиентов в мате, а также сильно удерживающего воду, ведет к затруднению при транспортировании мата на сетчатой опоре, а также затрудняет удаление части воды из сырого мата до его сушки. Поскольку крахмал является гидрофильным компонентом, то дальнейшее удаление воды при нагревании приводит к резкому росту поверхностного натяжения на компонентах плиты, что вызывает уплотнение материала и ухудшение акустических свойств готового продукта.
Наиболее близким является способ получения устойчивой к прогибу (провисанию) панели из минеральной ваты, раскрытый в патенте США №5,250,153, опубликованном 05.10.1993, включающий приготовление водной дисперсии, включающей минеральную вату 30-95% в зависимости от требуемой плотности панели, латексное связующее, как дополнение к латексному связующему добавляют предварительно сваренный крахмал, и наполнители: перлит, глина, гипс, целевые добавки: флокулянт, ПАВ, антипирен, пигменты и т.п., обезвоживание мата путем транспортирования по сетке и приложения дифференцированного вакуум-отсоса воды и сушку сначала вне камеры сушки при температуре 16-47°C в комбинации с вакуум-отсосом, а затем в камере сушки при температуре примерно 118-188°C путем пропускания горячего воздуха через мат при помощи вакуумных камер в течение 5-10 минут. Полученные сухие панели имеют плотность 208-240 кг/м3, модуль разрыва 1,69 Па и модуль упругости 157,3 Па, устойчивость к прогибу (провисанию) после 24-часового хранения при 90% влажности 0,04 см. Данных о звукоизолирующих или шумопоглощающих свойствах панелей нет.
К недостаткам способа можно отнести использование в качестве связующего достаточно дорогих полимерных латексов, потери которых при удалении воды вакуум-отсосом также значительны, что ведет к удорожанию изделия. Для панелей с высокой плотностью используют 60-95% минерального волокна, а для панелей с низкой плотностью 30-45%. Изделие является многослойным, так как имеет с обеих сторон подложку из перфорированного тканного или нетканого материала, который также дополнительно пропитывают связующим, что обеспечивает сцепление с достаточно мягкой сердцевиной из минерального волокна. Благодаря подложке прочность на разрыв материала увеличивается почти в 4 раза. Сушка с применением вакуума способствует уплотнению структуры, что ведет к ухудшению акустических свойств, так как изделие становится менее пористым. С целью удешевления материала совместно с полимерным связующим используют небольшое количество сваренного крахмала. Однако в основном используют термопластичное связующее, которое отрицательно влияет на экологические характеристики готового продукта. Дальнейшее удаление воды в сушильной камере при одинаково высокой температуре приводит к резкому росту поверхностного натяжения на компонентах плиты, что также вызывает внутренние и внешние деформации, уплотнение материала из-за применения вакуума и неравномерное просушивание и, как следствие, ухудшение акустических свойств готового продукта. Кроме того, полученное многослойное изделие не способно к дальнейшей финишной обработке: шлифовке, перфорации поверхности, изменению профиля поверхности, так как такая обработка нарушит верхние покрывные слои материала, что приведет к уменьшению прочности, жесткости, влагостойкости и т.п.
Независимо от типа и стоимости связующего два основных фактора, влияющих на стоимость производства, это энергозатраты и время, затрачиваемые на обезвоживание и сушку сырого мата.
Описание изобретения
Задача, на решение которой направлена заявленная группа изобретений, заключается в создании экономичного способа изготовления акустических панелей и непрерывной технологической линии, осуществляющей способ, с очень высокой производительностью за счет использования собственного минерального волокна, отсутствия дорогого полимерного связующего, а также за счет усовершенствований, примененных на стадиях формования и сушки, и получении в результате реализации способа и технологической линии экологически чистого, высококачественного материала с отличными акустическими характеристиками: звукопоглощение, звукоизоляция, и эксплуатационными свойствами: высокая влагостойкость, огнестойкость, светоотражение, экологическая чистота, высокая плотность, которая обуславливает хорошую способность к перфорации, тем самым обеспечиваются большие дизайнерские возможности для разнообразной финишной обработки изделий.
Технический результат - экономичность и экологичность способа, высокая производительность, а также высокие акустические и эксплуатационные характеристики готовых изделий.
Указанный технический результат достигается способом изготовления акустических панелей, включающим изготовление минеральной ваты, приготовление водной суспензии из минеральной ваты, связующего, наполнителя и целевых добавок, нанесение полученной суспензии в виде сырого мата на непрерывно движущуюся ленту с сеткой, прессование с помощью вакуума до влажности сырого мата 55-60%, резку, сушку в формующей сушильной печи с тремя зонами нагрева, соответственно: 270-280°C, 330°C и 240°C, при этом изменение температуры в поперечном профиле плиты составляет +/-5°C, а влажность плит на выходе из формующей сушильной печи не более 0,5%, и финишную обработку. Минеральную вату, предпочтительно, используют в количестве 35-65%.
Изготовление минеральной ваты включает плавление в печи минерального сырья, предпочтительно базальта, волокнообразование с помощью полых центрифуг и волокноосаждение.
В качестве связующего используют крахмал, наполнитель выбирают из группы: перлит, глина, гипс, макулатура, целевые добавки выбирают из группы: флокулянт, антипирен, ПАВ, биоцид.
Финишная обработка включает шлифование, грунтовку, покраску, финишную сушку, перфорацию.
Указанный технический результат достигается также тем, что в технологической линии для производства акустических панелей, включающей линию производства минеральной ваты, блок подготовки водной суспензии из минеральной ваты, связующего, наполнителя и целевых добавок, линию формирования мата, снабженную непрерывно движущейся лентой с сеткой, вакуумными камерами, оборудование водяной резки и подъемно-транспортную роликовую систему транспортировки панелей в сушильную печь, сушильную формующую печь, снабженную тремя горелками, обеспечивающими три зоны нагрева, соответственно: 270-280°C, 330°C и 240°C и оборудование для финишной обработки панелей.
Горелки сушильной печи обеспечивают изменение температуры в поперечном профиле печи +/-5°C.
В предпочтительном варианте подъемно-транспортная система выполнена 12-уровневой. Печь снабжена системой рециркуляции воздуха и рекуперации тепла, что позволяет тепло из сушильной печи использовать в системе отопления здания и для разогрева воздуха, поступающего на сушильную печь. Система рекуперации тепла является одним из основных энергосберегающих элементов производства.
Линия производства минеральной ваты включает конвейер, бункер для сырья, печь, снабженную газовыми горелками, волокнообразующие центрифуги с дисками, воздуходувку, подающую воздух от вентилятора высокого давления в сопла, размещенные по периметру дисков центрифуги, камеру волокноосаждения, соединенную с воздуходувкой с помощью коллектора, на выходе из камеры с помощью роликового конвейера минеральную вату транспортируют в блок подготовки водной суспензии.
Блок подготовки водной суспензии включает систему разбивки ваты, поступающей от линии производства минеральной ваты, дробильные емкости, смесители для приготовления суспензии, резервуар для хранения суспензии.
Оборудование финишной обработки включает поперечную пилу, шлифовальную машину, валики для грунтовки и покраски, оборудование для перфорации, оборудование для нанесения песка, финишную сушилку.
Краткое описание чертежей
Сущность заявленной группы изобретений поясняется чертежом, где на фиг.1 представлена схема технологической линии производства акустического материала.
Осуществление группы изобретений
На фиг.1 представлена схема производства акустического материала. Основным сырьем для производства минерального волокна является базальт. Допускается добавление вспомогательных материалов с целью изменения характеристик минеральной ваты. Сырье хранится вне помещения с технологическими линиями. Материалы забираются из внешнего хранилища при помощи экскаватора, который загружает сырье в тот или иной бункер 1, также расположенный вне помещения. Внизу каждого бункера смонтирована вибросистема, позволяющая дозировать объем поступающего из бункера материала. Вибросистемы подают сырье на ленту конвейера, проходящую под бункерами. Конвейер транспортирует материалы к сервисному бункеру, установленному на печи 2. Сырье подается в печь 2 при помощи гидравлического толкателя (питателя).
Процесс плавления в печи подразделяется на три этапа. На первом этапе сырье находится в твердой фазе и располагается на дне печи. На втором этапе сырье плавится и гомогенизируется в части печи. На третьем этапе расплавленное сырье готово для волокнообразования. В ходе этих трех этапов материал переходит из твердого в жидкое состояние за счет нагрева установленными на печи газовыми горелками. К горелкам также подается предварительно нагретый воздух. Расплавленный материал вытекает через сливной желоб V-образного сечения и поступает на участок центрифуги 3, где образуются волокна. Волокнообразующая система может работать с дисками, полыми центрифугами или раздувающими платиновыми форсунками. Предпочтительно, в способе используют полые центрифуги.
На центрифуге установлено четыре диска волокнообразования 5. Она установлена на рельсах, по которым перемещается в рабочее положение. Кроме того, рельсы позволяют опускать центрифугу на уровень пола для обслуживания или замены. Первый диск центрифуги оснащен водяным охлаждением. Образующиеся в ходе волокнообразования избыток волокна и нерасплавившийся агломерат (твердые включения) отводятся под центрифугу при помощи валика, а затем транспортируются в мусоросборник, установленный вне помещения.
Воздуходувка 6 подает воздух от вентилятора высокого давления в сопла, размещенные по периметру дисков центрифуги. Воздуходувка соединена коллектором с камерой волокноосаждения. Коллектор обеспечивает проверку работоспособности центрифуги и установленных на ее валу распылителей. Данная система создает туман из смеси воды и воздуха, сквозь который под действием центробежной силы проходят минеральные волокна. На коллекторе установлены ролики и лента конвейера, перемещающаяся от камеры волокноосаждения. Эти узлы предназначены для удаления попадающих на ленту тяжелых и загрязненных волокон и их транспортировки в мусоросборник.
Поток воздуха из воздуходувки растягивает волокна и направляет их в камеру волокноосаждения 7, которая работает при пониженном давлении, создаваемом работой двух вентиляторов, соединенных с панельными статическими фильтрами. Внутри камеры формируется первичный слой волокон. На выходе из камеры установлен конвейер, который передает минеральное волокно на технологическую линию производства плит или на линию, преобразовывающую волокно в тюки.
Основные материалы производственной линии для получения плит: минеральная вата, крахмал в качестве связующего вещества и другие добавки, включая влагостойкий агент, диспергаторы, флокулянты и т.д.
Минеральная вата, глина, связующее, суспензия макулатуры, вода и всякого рода добавки смешиваются в соответствии с определенным соотношением в специальных смесительных емкостях с мешалкой. Сырье смешивают с водой в смесительных баках 8, после чего смесь хранится в резервуарах. Смешанная суспензия будет перекачиваться в главный резервуар 9 и поток автоматически распределяется на сетку формирования главной машины 10.
Из резервуаров для хранения смесь закачивают в бак постоянного уровня и направляют под действием силы тяжести к непрерывно движущейся ленте с сеткой, где воду отделяют от твердого продукта. Вода из суспензии стекает в естественный раздел обезвоживания. Конвейер сетки двигается вперед, вода из суспензии перемещается под действием силы тяжести в трехуровневой вакуумной камере 11. Затем мокрый мат движется к началу раздела формирования. Мокрый мат движется через вакуумные ролики 12 и влажность отсасывается отрицательным давлением в вакуумной емкости. Спрессованный мокрый мат режется оборудованием водяной резки 13 высокого давления на панели (плиты). Сформированные плиты имеют влажность около 55-60%. Эта влага будет удалена в сушильной печи 14. Система сушки состоит из дозатора, устройства трансфера, сушильной печи, системы рециркуляции горячего воздуха и сепарационной машины для панелей (плит). Мокрые плиты сначала входят в первую зону с высокой температурой 270-280°C и высокой влажностью, где происходит очень быстрое испарение воды и так называемая «закалка» панели (плиты) - происходит резкий внутренний рост температуры, внутри образуется пар и начинает распространяться наружу. За счет быстрого испарения воды не происходит разрушение панели (плиты) паром (кратерообразований). Затем панели (плиты) входят во вторую зону 330°C, где происходит «желатинизация» крахмала и его связывание с другими составляющими. Крахмал внутри плиты превращается в пасту и происходит реакция связывания и постепенно завершается. Когда плиты входят в заднюю часть формирующей сушильной печи с температурой 240°C, происходит затвердевание крахмала и досушка оставшейся влаги. Время нахождения панели (плиты) в сушильной печи 60 минут, по 20 минут в каждой сушильной зоне. Изменение температуры в поперечном профиле камеры печи составляет +/-5°C, что способствует равномерной просушки панели (плиты) по всей поверхности (не возникает внутренних и поверхностных деформаций, статических напряжений, которые могут привести к деформации, плита не подгорает). Система транспортировки в сушильной печи состоит из 3-18-этажного роликового конвейера, который в отличие от ленточного конвейера дает более плавное и быстрое передвижение плиты. Печь снабжена визуализацией на каждом этапе и системой рекуперации тепла (экономия энергоресурсов). Источниками тепла в сушильной печи являются 3 газовые горелки. Кроме того, печь выполнена с системой рециркуляции горячего воздуха. Содержание воды в панелях (плитах), на выходе из сушильной печи, контролируют в соответствии с температурой сушки, тепловой мощностью и скоростью транспортировки панели (плиты). Содержание влаги в панелях (плитах) не более 0,5%, что обеспечивает более простую шлифовку плиты (влажная плита плохо шлифуется) и более качественное дальнейшее нанесение отделочного слоя - грунтовки, покраски (т.к. по мокрому слою не красят). Если влаги в панели больше 0,5%, необходимо менять способ финишной обработки плиты (например, клеить или приваривать сверху стеклохолст).
После того как панели (плиты) высушат в сушильной печи, панели передают на линию финишной обработки посредством ленточного или роликового конвейера.
На финишной линии верхнюю сторону панелей (плит) отшлифовывают с помощью шлифовальной машины 15, наносят грунтовку 16 и краску с помощью валика и/или в покрасочной камере 17, обрезают до необходимого размера с помощью продольной и поперечной пилы 18.
В таблице представлена сравнительная характеристика акустических и эксплуатационных свойств материала, изготовленного способом, использующим традиционную сушку при температуре 118-188°C в соответствии с ближайшим аналогом, патент США №5,250,153, и по заявленному изобретению в трех зонах: 270-280°C, 330°C и 240°С. Производительность в таблице указана при использовании в производстве 12-уровневой сушильной печи.
В известном из патента США №5,250,153 способе сушку изделий проводят под вакуумом, пропуская горячий воздух через мат, что ведет к резкому росту поверхностного натяжения на компонентах материала, вызывает внутренние и внешние деформации. Кроме того, такой способ сушки не приемлем при использовании в качестве связующего только крахмала. Вследствие желатинизации крахмал создает плотную гелеобразную структуру, препятствующую прохождению воздуха через сырой мат, что ведет к деформации и неравномерной просушке материала. В отличие от известного в заявленном способе сушка обеспечивает сначала «закалку» материала и высвобождение значительного количества воды, а затем равномерное затвердевание и сушку, что влияет не только на внешние качества материала, но и на акустические и эксплуатационные характеристики.
Использование в известном способе в качестве основного термопластичного связующего ведет не только к значительному удорожанию способа, но и, как известно, термопласты под влиянием различных факторов, в течение длительного времени выделяют в воздух квартиры ароматические углеводороды, т.е. являются источником фенола, формальдегида, винилхлорида.
В известном из патента США №5,250,153 способе акустический материал с высокой плотностью до 300 кг/м3 и выше получают при достаточно высоком содержании минерального волокна 65-95%. Такая панель, а точнее сердцевина панели в указанном патенте, является нежесткой и гибкой. Для придания необходимых эксплуатационных свойств изделию: жесткость, влагостойкость, прочность, изделие изготавливают многослойным, т.е. сверху и снизу изделие имеет дополнительные слои тканного или нетканого материала (например, стеклохолст), пропитанного полимерным связующим. Это также ведет к ухудшению огнестойкости, удорожанию материала и усложнению технологии. Кроме того, такое изделие не желательно подвергать дальнейшей финишной обработке: шлифовке, перфорации, изменению профиля, так как это приведет к нарушению целостности изделия и соответственно его свойств. В заявленном способе акустическая панель содержит 35-65% минерального волокна, а в качестве связующего только крахмал, что обеспечивает высокую плотность, жесткость и прочность.
Благодаря высокой плотности и жесткости акустические панели по изобретению меньше подвержены деформациям, более влагостойкие, хорошо перфорируются, обеспечивая большие дизайнерские возможности для разнообразной финишной обработки изделий.
За счет использования многоуровневой системы сушки производительность вышеописанного производства значительно выше.
Группа изобретений относится к области строительства, а именно к отделочным строительным материалам, способу изготовления акустических (звукоизолирующих) панелей или плит и технологической линии для их производства. Способ изготовления акустических панелей включает приготовление водной суспензии из минеральной ваты, связующего, наполнителя и целевых добавок. Наносят полученную суспензию в виде сырого мата на непрерывно движущуюся ленту с сеткой. Прессуют с помощью вакуума. Осуществляют сушку и финишную обработку. При этом дополнительно изготавливают минеральную вату для суспензии. После прессования влажность сырого мата составляет 55-60%. Перед сушкой сырой мат режут, сушку проводят в многоуровневой формующей сушильной печи с тремя зонами нагрева, соответственно: 270-280°C, 330°C и 240°C. При этом изменение температуры в поперечном профиле печи составляет +/-5°C, а влажность панелей на выходе из формующей печи не более 0,5%. Техническим результатом является экологичность способа, высокая производительность, а также высокие акустические и эксплуатационные характеристики готовых изделий. 2 н. и 14 з.п. ф-лы, 1 табл., 1 ил.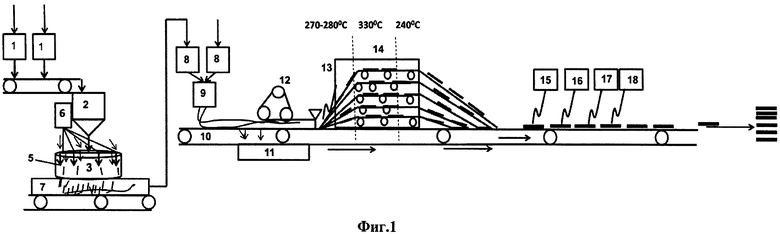
1. Способ изготовления акустических панелей, включающий приготовление водной суспензии из минеральной ваты, связующего, наполнителя и целевых добавок, нанесение полученной суспензии в виде сырого мата на непрерывно движущуюся ленту с сеткой, прессование с помощью вакуума, сушку и финишную обработку, отличающийся тем, что способ дополнительно включает изготовление минеральной ваты для суспензии, после прессования влажность сырого мата составляет 55-60%, перед сушкой сырой мат режут, сушку проводят в многоуровневой формующей сушильной печи с тремя зонами нагрева, соответственно: 270-280°C, 330°C и 240°C, при этом изменение температуры в поперечном профиле печи составляет +/-5°C, а влажность панелей на выходе из формующей печи не более 0,5%.
2. Способ по п.1, отличающийся тем, что минеральную вату используют в количестве 35-65%.
3. Способ по п.1, отличающийся тем, что в качестве связующего используют крахмал.
4. Способ по п.1, отличающийся тем, что изготовление минеральной ваты включает плавление в печи минерального сырья, волокнообразование с помощью полых центрифуг и волокноосаждение.
5. Способ по п.4, отличающийся тем, что в качестве минерального сырья, преимущественно, используют базальт.
6. Способ по п.1, отличающийся тем, что в качестве наполнителя используют перлит, глину, гипс, макулатуру, целевые добавки выбирают из флокулянта, антипирена, ПАВ, биоцида.
7. Способ по п.1, отличающийся тем, что сушильная печь выполнена 3-18-уровневой.
8. Способ по п.1, отличающийся тем, что финишная обработка включает шлифование, грунтовку, покраску, финишную сушку, перфорацию.
9. Технологическая линия для производства акустических панелей, включающая блок подготовки водной суспензии из минеральной ваты, связующего, наполнителя и целевых добавок, линию формирования мата, снабженную непрерывно движущейся лентой с сеткой, вакуумными камерами, сушильную формующую печь и оборудование для финишной обработки панелей, отличающаяся тем, что дополнительно включает линию производства минеральной ваты, оборудование водяной резки и подъемно-транспортную роликовую систему, установленные перед сушильной печью, сушильная формующая печь выполнена многоуровневой и снабжена тремя горелками, обеспечивающими три зоны нагрева, соответственно: 270-280°C, 330°C и 240°C.
10. Технологическая линия по п.9, отличающаяся тем, что горелки сушильной печи обеспечивают изменение температуры в поперечном профиле печи +/-5°C.
11. Технологическая линия по п.9, отличающаяся тем, что подъемно-транспортная роликовая система выполнена с возможностью транспортировки панелей в многоуровневую сушильную печь.
12. Технологическая линия по п.9, отличающаяся тем, что сушильная печь выполнена 3-18-уровневой.
13. Технологическая линия по п.9, отличающаяся тем, что сушильная печь выполнена с системой рециркуляции воздуха и рекуперации тепла.
14. Технологическая линия по п.9, отличающаяся тем, что линия производства минеральной ваты включает конвейер, бункер для сырья, печь, снабженную газовыми горелками, волокнообразующие центрифуги с дисками, воздуходувку, подающую воздух от вентилятора высокого давления в сопла, размещенные по периметру дисков центрифуги, камеру волокноосаждения, соединенную с воздуходувкой с помощью коллектора, на выходе из камеры с помощью роликового конвейера минеральную вату транспортируют на линию формирования мата.
15. Технологическая линия по п.9, отличающаяся тем, что блок подготовки водной суспензии включает систему разбивки ваты, поступающей от линии производства минеральной ваты, дробильные емкости, смесители для приготовления суспензии, резервуар для хранения суспензии.
16. Технологическая линия по п.9, отличающаяся тем, что оборудование финишной обработки включает поперечную пилу, шлифовальную машину, валики для грунтовки и покраски, оборудование для перфорации, оборудование для нанесения песка, финишную сушилку.
| US 5250153 А1, 05.10.1993 | |||
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОРИСТЫХ СТРОИТЕЛЬНЫХ ИЗДЕЛИЙ | 1997 |
|
RU2132834C1 |
| НЕТКАНЫЙ МАТЕРИАЛ И СПОСОБ ПОЛУЧЕНИЯ ТАКОГО МАТЕРИАЛА | 2009 |
|
RU2485229C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПАНЕЛИ ИЗ МИНЕРАЛЬНОГО ВОЛОКНА, СОДЕРЖАЩЕЙ ОДНУ ИЛИ НЕСКОЛЬКО ПОЛОСТЕЙ ОПРЕДЕЛЕННОЙ ФОРМЫ | 2001 |
|
RU2265091C2 |
| Устройство для подачи звукового сигнала | 1928 |
|
SU19098A1 |
| Минераловатные акустические изделия | |||
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
| Прибор для получения стереоскопических впечатлений от двух изображений различного масштаба | 1917 |
|
SU26A1 |

