Настоящее изобретение относится к полученному обратной формовкой (с профилем, выступающим вверх после формовки) древесному композитному изделию, в частности, пригодному для изготовления деревянных стенных панелей, а также пригодному для использования в качестве дверной обшивки или облицовочной поверхности дверей, а также к способу изготовления полученного обратной формовкой древесного композитного изделия, имеющего выступающий наклонный профиль, выполненный выступающей формовкой на плоской основной части изделия. Конкретнее, формованное древесное композитное изделие, являющееся предметом настоящего изобретения, изготавливают из целлюлозного мата, который включает в себя сочетание целлюлозных волокон, предпочтительно содержащее не менее приблизительно 40% по весу от общего сухого веса волокна, предпочтительно не менее приблизительно 60% волокна древесины хвойных пород, таких как все виды сосен и елей, например южная сосна, а также природное или синтетическое связующее, такое как фенолформальдегидная или карбамидная смола. Целлюлозный мат включает в себя не менее приблизительно 80% очищенных целлюлозных волокон, например древесно-волокнистый мат, такой как те, которые подвергают горячему прессованию для получения твердых древесноволокнистых плит. Верхняя поверхность формованного изделия обладает превосходной точностью воспроизведения пресс-формы и может быть подвергнута шлифованию или может быть подвергнута тиснению с целью имитации рисунка древесины лиственных пород, таких как дуб, имитируя естественную древесину, идущую на изготовление мебели. Изделия формуют из плоского слоя или мата целлюлозных волокон, например древесно-волокнистого мата, полученного влажным или сухим способом, предпочтительно сухим способом. В предпочтительном варианте осуществления древесно-волокнистый мат до формовки имеет толщину от одного до трех дюймов, а после формовки от 1/8 до 1/4 дюйма при наличии копланарных вертикальных и горизонтальных брусьев обвязки и плоских задних поверхностей, окружающих формованные панели, так что копланарные задние поверхности могут плотно прилегать к поверхности стены или двери, в особенности между плинтусом и рейкой, для защиты стен от повреждения спинками стульев, как наружная обшивка деревянных стенных панелей для внутренней стены дома. Согласно другому варианту выполнения изобретения, полученные обратной формовкой панели изготавливают в комплекте, включающем в себя множество панелей различных размеров, пригодных для того, чтобы обеспечить полную облицовку внутренней стены вне зависимости от размеров стены.
При изготовлении внутренней облицовки, наружной обшивки и в особенности дверной обшивки из искусственных плит, таких как древесноволокнистые плиты, например твердые древесноволокнистые плиты, их основную поверхность, которая должна оставаться открытой, обычно подвергают тиснению, так что внешние поверхности, такие как вертикальные и горизонтальные брусья обвязки, оказываются наиболее высокими структурами подвергнутого тиснению продукта. Применявшиеся до сих пор способы указывают на сложность обратной формовки и тиснения глубоких рельефов в древесноволокнистой панели, связанную с растягиванием и разрывом волокон. Подвергнутая обратной формовке древесноволокнистая плита в большей степени растянута со своей видимой наружной поверхности, чем со своей внутренней поверхности (поверхности, соприкасающейся с выступающей поверхностью пресс-формы), что делает обратную формовку гораздо более затруднительной при попытке выполнить на выпуклой панели четкие, резкие детали рисунка, имитирующие столярное изделие из натуральной древесины. Как показано в перечисленных ниже патентах США, обратная формовка и тиснение глубокого рельефа в древесноволокнистых плитах обычно требуют одной или нескольких многоступенчатых операций прессования, отверждения при повышенных температурах после формовки, наличия фольги или высокого содержания смолы в наружной поверхностной части и/или высокого содержания связующей смолы, составляющего около 5-25%, предпочтительно не менее 10% от веса продукта: патенты США №4061813; 4378265; 4552797; 4610900; 4612224; 4662190; 4726881; 4734236; 4812188; 4844968; 4865788; 4960548; 4960553; 4969302; 5028734; 5090173; 5154968; 5443891; 5851325; 5887402.
Целлюлозные волокна, применяемые для формирования рыхлого мата, например слоя целлюлозных волокон толщиной от одного до двух дюймов, предпочтительно 1/2 или 1/4 дюйма, с удельным весом порядка, например, 0,6 сначала могут быть высушены после просушивания и валяния волокон, однако целлюлозные волокна в таких матах поглощают влагу из атмосферы и обычно содержат при формовке горячим прессованием от приблизительно 2% до приблизительно 10% влаги, в зависимости от влажности места, в котором такие маты хранятся и/или изготавливаются.
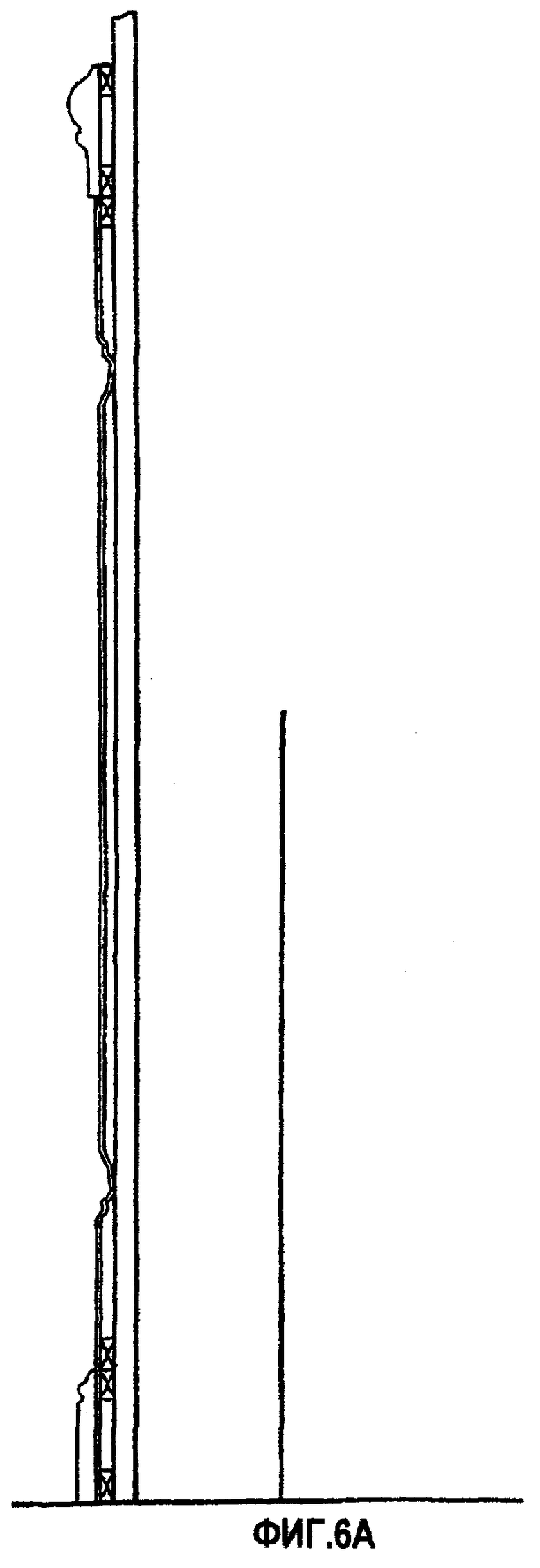
Панели обратной формовки, являющиеся предметом настоящего изобретения, особенно пригодны для использования в качестве деревянных стенных панелей. Панели подвергают обратной формовке с целью получения конфигурации с "выступающим профилем". Применение обратной формовки позволяет крепить панель непосредственно к стене в отличие от применявшегося ранее способа, требующего "клиновидных прокладок" (см. фиг.6А), обеспечивая таким образом удобство установки при сохранении превосходного внешнего вида деревянной стенной панели. Традиционная обработка стенных панелей из натуральной древесины доведена до совершенства и является очень дорогостоящей. Кроме многобрусковых столярных изделий из натуральной древесины, в стенных панелях применяют некоторое количество гипса и полимерных материалов, однако, они едва ли приемлемы с коммерческой точки зрения, отчасти из-за того, что не дают ощущения и не имеют внешнего вида натуральной древесины. Не существует предложения композитных систем стенных панелей из древесного волокна, полученных способом обратной формовки, которые обеспечивали бы ту легкость применения, которую обеспечивает настоящее изобретение.
Изобретение относится к древесноволокнистой панели обратной формовки; набору для стенной панели, состоящему из множества панелей обратной формовки различных размеров и плоской отделочной или разделительной панели, приспособленной для того, чтобы полностью покрывать стену любого размера между плинтусом и рейкой для защиты стен от повреждения спинками стульев; и способу обратной формовки рыхлого целлюлозного мата в ходе одной операции прессования с целью получения одной или нескольких обладающих высокой плотностью выступающих панелей, не требующего предварительного прессования или иной операции предварительного формования, такого как удаление поверхностного слоя. Панели обратной формовки формуют в обычном многоярусном прессе для древесноволокнистых плит в ходе одной операции прессования, добиваясь при этом превосходной передачи деталей пресс-формы (точность тиснения) без наблюдаемого визуально разрушения волокон. Панели могут включать в себя фольгу, покрытие из пропитанной бумаги или термопластические материалы покрытия, но не требуют для достижения превосходной точности тиснения или превосходного внешнего вида применения покрытия или верхнего слоя с высоким содержанием смолы.
В предпочтительном варианте выполнения подвергаемый формовке рыхлый целлюлозный мат изготавливают сухим процессом, чтобы получить гладкую, плоскую заднюю поверхность, окружающую заднюю поверхность выступающих формованных панелей, вместо получения сетчатого заднего рисунка, который получается у прессованных матов, выполненных влажным процессом. Схема выступающей панели обратной формовки предлагает выступающий профиль (выступающий профиль), который является четким и резким с четкими деталями в наружных углах, что дает внешний вид и ощущение выполненного вручную столярного изделия из натуральной древесины, но на самом деле является обладающим высокой плотностью древесным композитным материалом обратной формовки, который можно приклеить к плоской стене, такой как гипсовая плита.
В соответствии с одним из аспектов настоящего изобретения предлагаются древесные композитные изделия обратной формовки, а также способ изготовления таких изделий, причем изделия формуют из рыхлого мата из целлюлозного волокна и связующего, так что изделие содержит выступающую вверх часть панели, имитирующей столярное изделие из натуральной древесины.
Другим аспектом настоящего изобретения является предложение древесных композитных изделий обратной формовки, а также способа изготовления таких изделий в форме набора, так что изделия можно надежно прикрепить к любой плоской поверхности, такой как гипсовая плита или штукатурка, чтобы заполнить всю площадь стены между плинтусом и рейкой для защиты стен от повреждения спинками стульев, с четкими и резкими наружными углами на выступающей панели обратной формовки с целью имитации выполненного вручную столярного изделия из натуральной древесины.
Еще одним аспектом настоящего изобретения является предложение набора для деревянных стенных панелей, состоящего из множества древесных композитных изделий обратной формовки, имеющих различную ширину, а также плоской панели, которую можно легко нарезать на детали нужной ширины, чтобы заполнить всю площадь стены между плинтусом и рейкой для защиты стен от повреждения спинками стульев.
И еще одним аспектом настоящего изобретения является предложение древесного композитного изделия обратной формовки, которая обеспечивает точный перенос деталей пресс-формы в наружных углах и контурах за одну операцию прессования, без необходимости нескольких операций прессования, многоступенчатых операций прессования, отверждения при повышенных температурах, наличия фольги или высокого содержания смолы (5-25%) в наружной поверхностной части.
Другим аспектом настоящего изобретения является предложение древесных композитных изделий обратной формовки, которые можно формовать из целлюлозных матов, для которых не требуется синтетических волокон, маскировки поверхностей, послойной укладки коротких и длинных волокон, покрытий из пропитанной смолой бумаги, термопластических лаков или сшивания (пробивки иглами) для сохранения целостности мата перед формовкой.
Еще одним аспектом настоящего изобретения является предложение древесного композитного изделия обратной формовки, которое содержит одну или несколько выступающих панелей, включая расположенную в центре прямоугольную часть панели высотой 5-10 мм, окруженную выступающей формованной композицией столярного изделия, имеющей множество выступающих плоских ступеней, восходящих вверх и внутрь вместе с закругленными контурами в направлении закругленной верхней части, обладающей повышенной плотностью в закругленной вершине с целью предупреждения повреждения и разрушения поверхностного волокна, и имеет такую геометрическую форму, при которой в результате одной операции прессования (формовки) получаются четкие, резкие детали поверхности, в особенности в наружных углах конфигурации столярного изделия, при сохранении, по существу, равномерной плотности по всей выступающей формованной прямоугольной композиции столярного изделия, за исключением ее закругленной вершины.
Другим аспектом настоящего изобретения является предложение древесного композитного изделия обратной формовки, которое можно формовать в форме ленты из множества деталей в ходе одной операции прессования (формовки) и которое можно нарезать после формовки на отдельные детали с последующим нанесением покрытия из материала на основе воды и/или растворителя, например краски или морилки.
Еще одним аспектом настоящего изобретения является предложение набора для деревянной стенной панели, который включает в себя множество древесных композитных изделий обратной формовки для получения выступающих панелей (окон), по меньшей мере, двух различных размеров, композитных изделий, имеющих, по меньшей мере, две различные ширины, причем композитное изделие меньшей ширины имеет пропорционально меньшую ширину выступающей панели, а также плоскую разделительную панель, так что сочетание композитных изделий может полностью заполнить стену между плинтусом и рейкой для защиты стен от повреждения спинками стульев путем нарезки плоской разделительной панели на размеры во внутренних углах стены с целью закрыть всю ширину стены вплоть до рейки для защиты стен от повреждения спинками стульев. Конкретнее, предпочтительные изделия обратной формовки в составе набора предлагаются шириной 12 дюймов, 16 дюймов и 48 дюймов, причем изделия шириной 12 дюймов и 16 дюймов содержат окна (выступающие панели) различных размеров; изделие шириной 48 дюймов содержит три окна, размеры которых совпадают с изделием шириной 12 дюймов или шириной 16 дюймов.
Другим аспектом настоящего изобретения является предложение древесного композитного изделия обратной формовки, которое содержит одну или несколько выступающих панелей, состоящих из центральной плоской выступающей части, окруженной прямоугольной выступающей композицией столярного изделия, причем выступающие панели окружены плоскими вертикальными и горизонтальными брусьями, причем выступающие панели можно отделить от окружающих плоских вертикальных и горизонтальных брусьев посредством, например, распиливания или зачистки обратной стороны, а также от окружающей плоской основы так, что отделенные панели могут быть прикреплены к двери в доме, к дверце шкафа, к ставням, мебели, библиотечным шкафам или деревянной обшивке стен, или же изделие может использоваться в качестве обрамляющего материала за счет удаления центральной плоской выступающей части панели.
Указанные и другие аспекты и преимущества настоящего изобретения станут более ясными из последующего детального описания предпочтительных вариантов осуществления, выполненного в сочетании с приведенными чертежами.
На фиг.1 показан в частичном разрезе вид в перспективе рыхлого, уложенного всухую композитного целлюлозного мата, помещенного между нижним гнездом пресс-формы и верхним стержнем пресс-формы, демонстрирующий, что мат является достаточно рыхлым для того, чтобы очерчивать контуры выступающей панели в гнезде пресс-формы перед прессованием;
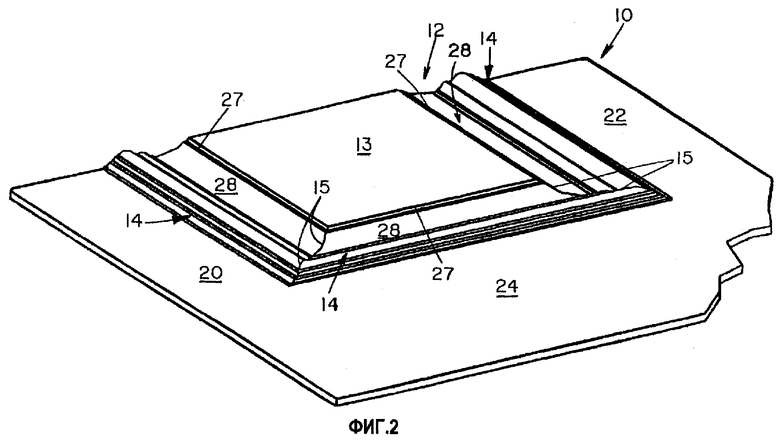
на фиг.2 показан с частичным обрывом вид в перспективе древесного композитного изделия обратной формовки, предназначенного для деревянных стенных панелей, являющегося предметом настоящего изобретения, на котором показана предпочтительная геометрическая форма выступающих панелей;
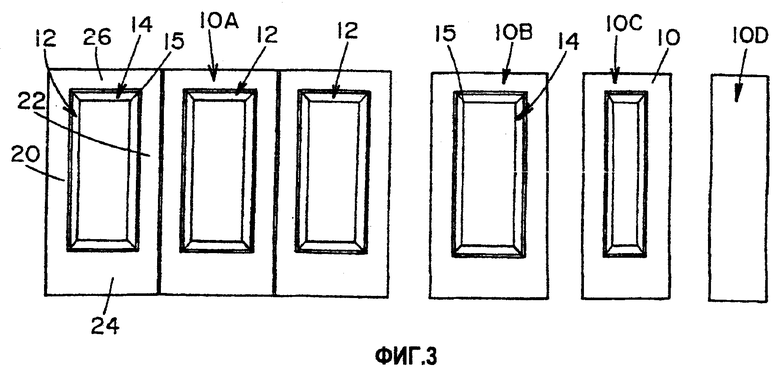
на фиг.3 показан вид спереди компонентов набора для деревянной стенной панели, состоящего из четырех различных изделий - трех панелей обратной формовки и одной плоской панели, - позволяющих полностью закрыть стену между плинтусом и рейкой для защиты стен от повреждения спинками стульев только за счет нарезки плоской панели на размеры, позволяющие закрыть всю стену вплоть до рейки для защиты стен от повреждения спинками стульев;
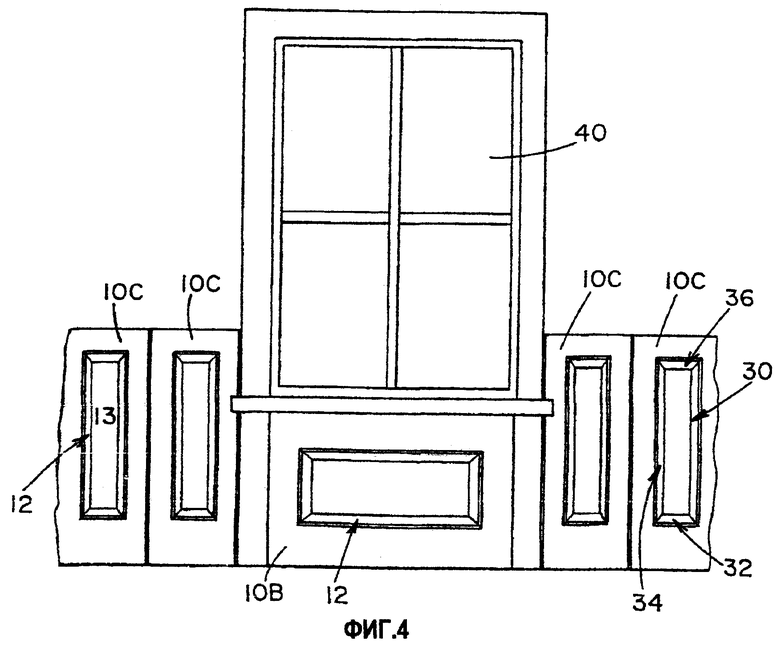
на фиг.4 показан с частичным обрывом вид спереди части стены, включающей в себя окно завышенных размеров, демонстрирующий один из способов подгонки набора, показанного на фиг.3, к стене с окном завышенных размеров;
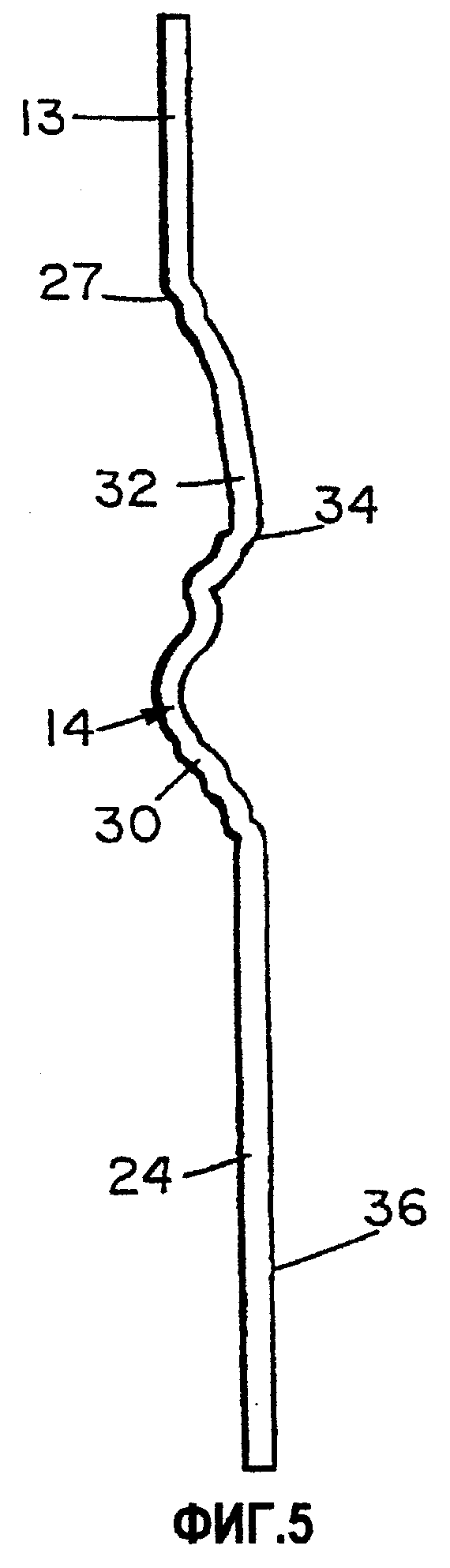
на фиг.5 показан с частичным обрывом вид сбоку древесного композитного изделия обратной формовки, являющегося предметом настоящего изобретения, демонстрирующий профиль конструкции выступающей панели обратной формовки;
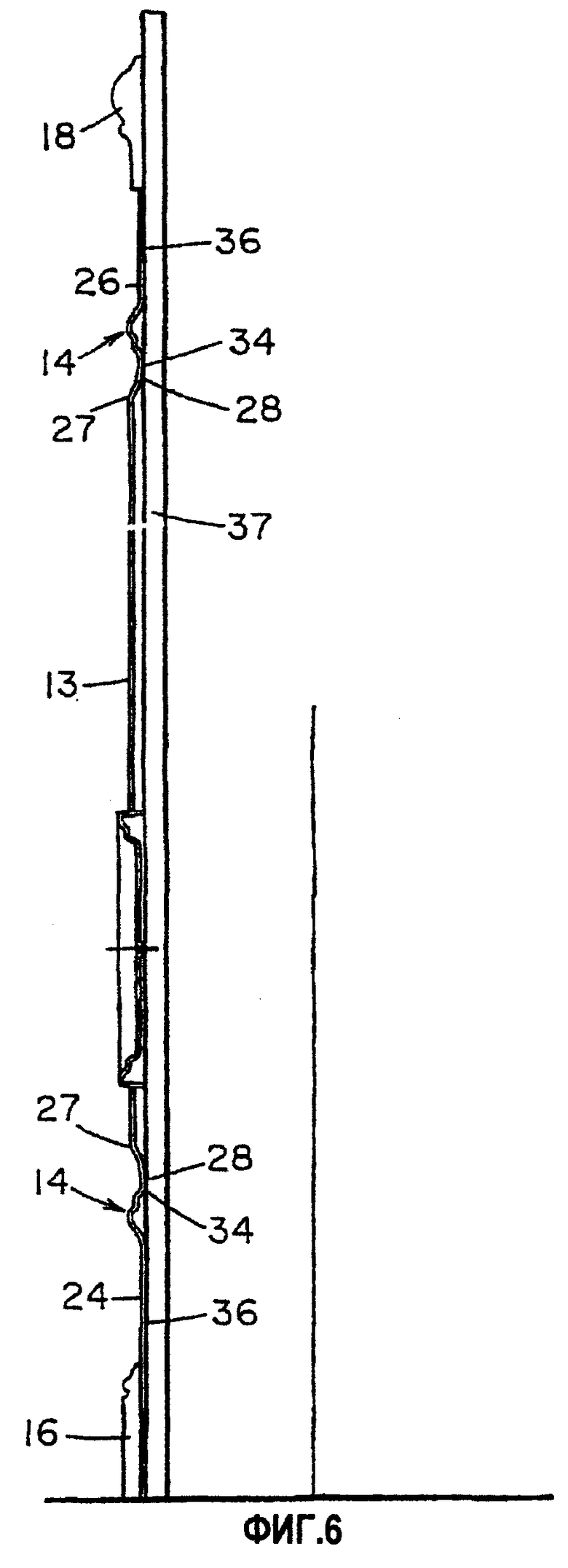
на фиг.6 показан вид сбоку древесного композитного изделия, предназначенного для деревянных стенных панелей и являющегося предметом настоящего изобретения, прикрепленного к стене сухой кладки между плинтусом и рейкой для защиты стен от повреждения спинками стульев в разрезе, выполненном по линии 6-6 на фиг.7;
на фиг.6А показан вид сбоку, аналогичный показанному на фиг.6, демонстрирующий применявшееся до сих пор изделие стенной панели, прикрепленное к стене сухой кладки с клиновидными прокладками; и
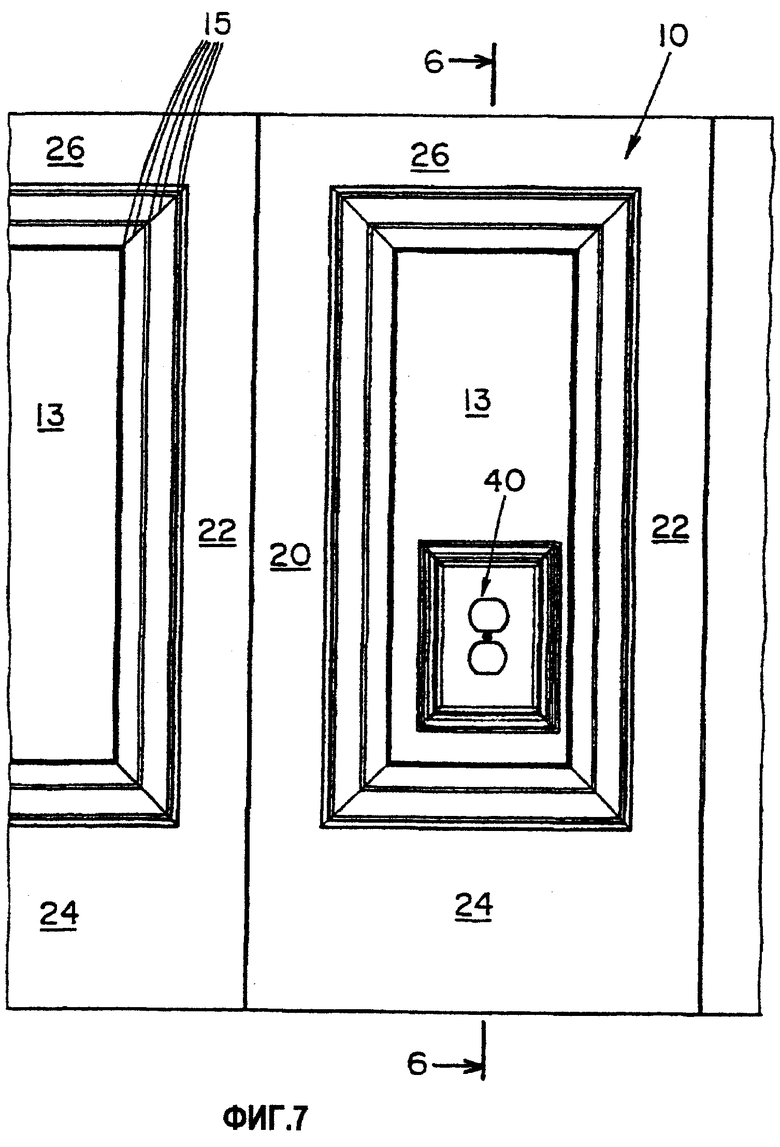
на фиг.7 показан вид спереди древесного композитного изделия, предназначенного для деревянных стенных панелей и являющегося предметом настоящего изобретения, прикрепленного к стене, демонстрирующий новое устройство панели выключателя, которую можно прикрепить к стене сквозь деталь стенной панели даже в случае, если электрические выводы попадают под выступающую часть панели.
В предпочтительном варианте реализации, показанном на чертежах, формованные древесные композитные изделия, являющиеся предметом настоящего изобретения, являются формованными в виде деревянных стенных панелей, предназначенных для крепления к плоской внутренней стене между плинтусом и рейкой для защиты стен от повреждения спинками стульев с целью имитации сплошной стенной панели из натурального дерева, как показано на фиг.2. Следует понимать, однако, что принципы настоящего изобретения применимы к гораздо более широкому кругу вопросов, чем просто производство деревянных стенных панелей, и применимы в том числе к производству дверей или дверной обшивки, в особенности к отделке дверец шкафов, а также к любому формованному, искусственному композитному древесному изделию, которое включает в себя одну или несколько выступающих столярных композиций обратной формовки, прилегающих к плоской поверхностной части формованного изделия. Примерами других композитных древесных изделий обратной формовки, которые могут быть изготовлены согласно принципам настоящего изобретения, являются декоративные древесноволокнистые плиты; обшивка внутренних и наружных дверей, обшивка дверец мебели и обшивка гаражных ворот; декоративные стенные панели для внутренних стен помещений; формовки для поверхностей мебели; формованные панели, отделенные от окружающих их плоских участков, предназначены для крепления к наружной плоской поверхности шкафов, дверцам шкафов или к плоским поверхностям мебели; компонентам мебели и т.п.
Размеры композитных изделий обратной формовки, являющихся предметом настоящего изобретения, варьируются от 5 дюймов до 96 дюймов по ширине и от 12 дюймов до 60 дюймов или даже до 96 дюймов по высоте.
Изделия, согласно изобретению, предпочтительно формуют из фибриллированных целлюлозных волокон, на долю которых приходится не менее чем 80 масс.% от общего сухого веса волокон в изделии, а также из связующего, способного скрепить целлюлозные волокна вместе с образованием конструкционно устойчивого, сплошного изделия. Целлюлозные волокна имеют форму очищенных фибриллированных волокон и могут быть подвергнуты формовке и скреплению между собой натуральными или синтетическими связующими с получением в результате формовки эстетически привлекательных очертаний и гладких или обладающих текстурой волокна древесины наружных видимых поверхностей, включая формованные, выступающие поверхности панелей. Изделия, согласно изобретению, могут быть сформованы как обладающие небольшой толщиной, например от 0,1 до 0,3 дюймов, стенные панели или же выступающие панели могут быть вырезаны или отделены иным образом с целью прикрепления выступающих панелей к дверцам шкафов и т.п. для придания любой плоской поверхности внешнего вида рельефного столярного изделия, выполненного вручную из натуральной древесины.
Согласно изобретению изделия обратной формовки могут быть наклеены или иным образом прикреплены к любой плоской несущей поверхности.
На фиг.1 показан в частичном разрезе вид в перспективе части пресс-формы, включая нижнюю половину пресс-формы или гнездо 4 пресс-формы, на которое наложен показанный в частичном разрезе целлюлозный мат 5, а также верхняя плита 6 пресс-формы, предназначенная для прессования из мата 5 деревянной стенной панели, обозначенной в целом позицией 10. Верхняя плита 6 пресс-формы содержит на своей нижней поверхности углубление 7 пресс-формы, форма которого дополняет выступающий вверх профиль пресс-формы, показанный в нижнем гнезде 4 пресс-формы и предназначенный для прессования мата 5 с целью доведения его до соответствия форме гнезда между половинами 4 и 6 пресс-формы. Деревянная стенная панель 10 получена способом обратной формовки, как показано на фиг.1 и 2, между выступающим имитирующим панель нижним гнездом 4 пресс-формы и верхней плитой 6 пресс-формы с целью получения в формованном изделии 10 выступающих панелей, включая расположенные в центре плоские выступающие части панели 13 и имеющие прямоугольную форму фасонные стенки, в общем обозначенные позицией 14, включая выступающие наружные углы 15 на внешних поверхностях панели, что соответствует контурам, по существу, идентичным выступающим контурам нижнего гнезда 4 пресс-формы. Панель обратной формовки 10 может быть прикреплена, например, с помощью клея или крепежных изделий, таких как гвозди или винты, к подходящей плоской поверхности, такой как участок стены для деревянных стенных панелей во внутренних помещениях в доме. Нижнее гнездо 4 пресс-формы имеет в целом, по существу, такие же контуры, что и верхняя поверхность деревянной стенной панели 10, за исключением того, что нижнее гнездо 4 пресс-формы должно быть по горизонтальным размерам несколько меньше выступающей панели с учетом толщины формованного целлюлозного мата 5, из которого путем формовки получается выступающая вверх композиция панели, показанная на фиг.2. Верхняя плита 6 пресс-формы содержит вмещающее выступающую панель гнездо пресс-формы 7, размеры которого дополняют верхнюю поверхность выступающей вверх композиции панели 12, и может быть плавно оконтурена или может содержать выступающую вниз структуру (не показана), предназначенную для тиснения черточек древесного волокна, образующих рисунок древесного волокна.
Стенную панель 10 формируют в гнезде пресс-формы в положении между половинами 4 и 6, находящимися в общем в горизонтальном положении, так что верхняя основная поверхность будет описана как горизонтальная в соответствии с ее положением в процессе формовки, причем следует сознавать, что положение формованного изделия в процессе его применения обычно должно быть вертикальным, а не горизонтальным, как в случае деревянной стенной панели 10, показанной на фиг.2-7. "Выступающая вверх" формованная наружная основная поверхность стенных панелей 10 оказывается ориентированной по вертикали ("выступающая в сторону") между плинтусом стены 16 и рейкой для защиты стен от повреждения спинками стульев 18, как показано на фиг.6. Типичная стенная панель 10, показанная на фиг.2, в предпочтительном варианте реализации включает в себя одну или несколько выступающих панелей 12, формованных таким образом, чтобы получить фасонные стенки, обозначенные в целом позицией 14 и окружающие расположенную в центре плоскую выступающую часть 13, образуя с ней одно целое, причем фасонные стенки 14 образуют одно целое и окружены плоскими вертикальными брусьями 20 и 22 и горизонтальными брусьями 24 и 26 соответственно, располагающимися в одной плоскости для крепления клеем нижней поверхности каждого вертикального и горизонтального бруса 20, 22, 24 и 26 к плоской стене, как показано на фиг.3 и 6.
В предпочтительном варианте стенной панели 10, лучше всего показанном на фиг.2-4, фасонные стенки 14 обратной формовки формуют в форме прямоугольника, окружающего расположенную в центре плоскую часть 13 панели, и фасонные стенки 14 соединяются с наружными кромками 27 плоской части 13 панели посредством наклонных стенок 28, расположенных между ними. Как лучше всего можно видеть на профилях панели на фиг.5 и 6, фасонные стенки 14 включают в себя часть 30 стенки, образующую одно целое и выступающую вверх от прилегающего вертикального или горизонтального бруса (24, как показано на фиг.5) под углом от приблизительно 25° до приблизительно 35° относительно горизонтали (при формовке в горизонтальном положении). Часть 30 стенки затем загибается вниз, образуя часть 32 стенки, имеющую, по существу, U-образную форму и образующую с внешней стороны одно целое с частью 30 стенки, а с внутренней стороны образуя одно целое с плоской выступающей частью 13 панели по внешним кромкам 27 (фиг.2 и 5) плоской выступающей части 13 панели. Каждая из четырех фасонных стенок 14, образующих прямоугольники обратной формовки на каждой выступающей панели 12, имеет одинаковый профиль. В соответствии с предпочтительным вариантом реализации, U-образная часть 32 фасонной стенки имеет такой профиль, при котором самая внутренняя нижняя поверхность 34 (будучи приложена к стене) части 32 фасонной стенки, лежащая в основании U, находится в той же плоскости, что и нижняя поверхность вертикальных и горизонтальных брусьев 20, 22, 24 и 26, так что нижняя поверхность 34 U-образной части 32 стенки в основании U соприкасается со стеной 37 и может быть прикреплена к ней как к основе будучи установлена в заданное положение (как показано на фиг.6).
Изделие согласно изобретению формуют из рыхлого мата, состоящего из целлюлозных волокон и термореактивного связующего, такого как карбамидное, меламинформальдегидное или фенолформальдегидное связующее, обычно применяемые при производстве древесноволокнистых плит. Мат должен содержать не менее чем приблизительно 80%, а предпочтительно 100% фибриллированных, очищенных целлюлозных волокон от общего веса сухого волокна в мате 5. Волокна подвергают механической очистке от древесной щепы, используя для этого пар под давлением в диапазоне от приблизительно 80 до 120 фунт/кв.дюйм, более предпочтительно около 100-110 фунт/кв. дюйм, и наиболее предпочтительно около 105 фунт/кв.дюйм. Давление пара, превышающее при очистке целлюлозных волокон приблизительно 120 фунт/кв.дюйм, позволяет получить волокна глубокой очистки, которые могут оказаться полезными согласно изобретению, однако затраты на очистку могут оказаться неприемлемыми.
Такая очистка целлюлозных волокон позволит получить фибриллированные целлюлозные волокна, которые предпочтительно укладываются всухую в рыхлый мат из целлюлозного волокна с удельным весом порядка 0,58-0,62 фунта на кубический дюйм. После формовки в нагретом прессе при температуре в диапазоне от приблизительно 385 до 450оF и при максимальном давлении в диапазоне от приблизительно 550 до приблизительно 850 фунт/кв. дюйм полученные тисненые изделия будут иметь удельный вес в диапазоне от приблизительно 0,96 до приблизительно 1,08, предпочтительно от приблизительно 0,98 до приблизительно 1,06, и более предпочтительно от приблизительно 1,00 до приблизительно 1,04. Изделия согласно изобретению, у которых "профиль выступает вверх", компенсируют увеличение плотности и прочность поверхности за счет уменьшения толщины в самой высокой точке профиля композиции с доведением удельного веса до приблизительно 1,02-1,08 при заданном значении удельного веса 1,02-1,04 в зависимости от того, является ли поверхность гладкой или текстурированной. Плоские поверхности, окружающие профилированные зоны, прессуют с достижением несколько меньшего удельного веса порядка 0,98-1,00 за счет небольшого увеличения толщины в пределах этих зон.
В соответствии с другим важным вариантом реализации настоящего изобретения панели 10 обратной формовки, являющиеся предметом настоящего изобретения, могут производиться при самой разной ширине, как показано на фиг.3; например формованная панель 10А, имеющая, например, ширину 48 дюймов, содержит три выступающие панели 12; панель 10В, имеющая, например, ширину 16 дюймов, содержит одну выступающую панель 12; панель 10С имеющая, например, ширину 12 дюймов, содержит одну выступающую панель 12; и плоская панель 10D, имеющая, например, ширину 8 дюймов, легко может быть порезана в длину для заполнения стены. Каждая из панелей 10А, 10В, 10С и 10D имеет одинаковую высоту порядка, например, 32 дюймов - стандартную высоту стенной панели. Как показано на фиг.3, панели, например, 10В или 10С, могут быть размещены под окнами 40, повернув панели (10В, как показано на фиг.3) на 90о так, что выступающая панель 12 была повернута своей длиной в горизонтальном направлении и, в случае необходимости, если окна располагаются ближе к полу, вместо нее может использоваться панель 10С вместе с одной или двумя плоскими панелями 10D, размещенными выше и/или ниже панели 10С.
Набор стенной панели, показанный на фиг.2, может быть легко установлен домовладельцем, начиная от середины комнаты или прямо под центральным окном и размещая панели симметрично в направлении внутренних углов удаленных концов стены. При правильном размещении панелей 10В и/или 10С плоских панелей 10D шириной 8 дюймов будет достаточно для того, чтобы заполнить все стены до окончаний стен, определяющихся внутренними углами комнаты, и их можно аккуратно разрезать для полной облицовки стен.
Согласно другому аспекту настоящего изобретения, панели электрических выключателей (не показаны) и крышки розеток, в общем и все вместе обозначенные позицией 40 (фиг.7), входят в состав набора, показанного на фиг.3. Эти крышки розеток 40 и панели выключателей (не показаны) являются прямоугольными и имеют крайние вертикальные стенки 42, которые, по меньшей мере, так же высоки, как и выступающие фасонные стенки 14 и плоские выступающие части 13 панелей 12, так что в любом случае, когда панели электрических выключателей и крышки розеток 40 располагаются внутри стенных панелей 10, отверстие в панелях 12 вырезают таких же наружных размеров, как и крышка панели выключателя или крышка розетки 40, и крышку розетки 40 вставляют против стены (внутри панели) без обнажения вырезанной панели, поскольку вырезы в панели 12 будут заподлицо с крайними стенками 42 крышки розетки 40, как показано на фиг.8.
Приведенное выше описание дано только для ясности и понимания и не должно подразумевать никаких ненужных ограничений, поскольку специалистам в данной области техники очевидна возможность внесения изменений в рамках настоящего изобретения.
Изобретение относится к деревообрабатывающей промышленности. Набор для деревянной стенной панели состоит из множества панелей обратной формовки различных размеров и плоской отделочной или разделительной панели, приспособленной для того, чтобы полностью закрывать стену любых размеров между плинтусом и рейкой для защиты стен от повреждения спинками стульев. Способ обратной формовки рыхлого целлюлозного мата в ходе одной операции прессования требует предварительного прессования или иной операции предварительного формования, такого как удаление поверхностного слоя. Панели обратной формовки формуют в обычном многоярусном прессе для древесноволокнистых плит в ходе одной операции прессования, добиваясь при этом передачи деталей пресс-формы без наблюдаемого визуально разрушения волокон. Изобретение позволяет получить панель, обладающую высокой плотностью. 11 н. и 56 з.п. ф-лы, 7 ил.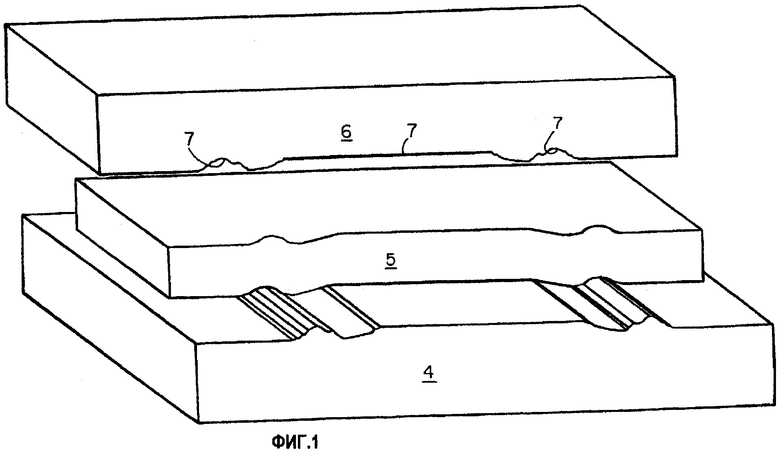
помещение мата из целлюлозного волокна, в котором на долю фибриллированного целлюлозного волокна, очищенного от древесной щепы, приходится не менее 80% от общего веса волокна в изделии, а также из смоляного связующего в, по существу, горизонтальную нижнюю половину пресс-формы, в которой участки с плоской поверхностью окружают выступающую вверх фасонную имитирующую столярное изделие композицию, включающую множество наружных углов; и
прижимание мата к верхней половине пресс-формы, нижняя поверхность которой, соприкасающаяся с матом, имеет заглубленный рельеф, причем указанный заглубленный рельеф по форме своей дополняет указанную выступающую вверх фасонную имитирующую столярное изделие композицию из указанной нижней половины пресс-формы, при нагреве и давлении, достаточных для структурного уплотнения мата, с получением изделия, имеющего удельный вес от приблизительно 0,96 до приблизительно 1,08.
формованную древесную композитную панель, имеющую первую поверхность, располагающуюся снаружи, и противоположную вторую поверхность, располагающуюся внутри и предназначенную для крепления клеем к поверхности, причем панель содержит основную плоскую часть, по меньшей мере, одну плоскую часть панели, лежащую в плоскости, отделенной промежутком от плоскости указанной основной плоской части панели, и выступающую вовне фасонную стенку, окружающую указанную плоскую часть панели и соединенную и образующую одно целое с указанной основной плоской частью и указанной плоской частью панели, причем указанная фасонная стенка выступает вовне относительно указанной первой поверхности.
подготовка пресс-формы, включающей в себя нижнюю половину пресс-формы и верхнюю половину пресс-формы, причем верхняя половина пресс-формы содержит плоскую часть и, по меньшей мере, одно гнездо пресс-формы, а нижняя половина пресс-формы содержит плоскую часть и, по меньшей мере, одну выступающую вверх фасонную композицию, дополняющую гнездо формы;
помещение целлюлозного мата между верхней и нижней половинами пресс-формы и
сжатие целлюлозного мата между верхней и нижней половинами пресс-формы и нагрев целлюлозного мата до температуры, достаточной для формирования дверной обшивки с фасонной частью и плоской частью, причем фасонная часть выступает вовне относительно первой поверхности плоской части, которая должна быть обращена наружу, и напротив второй поверхности, которая должна быть обращена внутрь и предназначена для крепления клеем к поверхности, причем плоская часть имеет первую толщину и фасонная часть имеет вторую толщину, которая меньше первой толщины.
| Секция комплектной крепи | 1978 |
|
SU688639A1 |
| ЕР 0225628 А, 16.06.1987 | |||
| US 5887402 А, 30.03.1999. | |||

