Область техники
Настоящее изобретение в общем имеет отношение к созданию брони. Более конкретно, оно имеет отношение к использованию фрикционных материалов в качестве брони.
Уровень техники
Баллистическую броню используют в различных формах и в различных применениях, в том числе как в конструктивных (строительных), так и в неконструктивных применениях, для защиты в полной мере изделий от повреждения за счет удара, вызванного любыми баллистическими снарядами. Эти применения включают в себя здания и другие сооружения, любые боевые и гражданские транспортные средства, средства индивидуальной зашиты и другие применения. Например, исторически военные (боевые) и гражданские сооружения и транспортные средства защищают при помощи тяжелой металлической брони, изготовленной, например, из чугуна или легированных сталей. По мере развития все более мощных и изощренных пробивающих броню снарядов броня, изготовленная из указанных традиционных материалов, становится все более стойкой к проникновению. Этого обычно достигают за счет увеличения толщины брони и повышения ее характеристик стойкости к удару и проникновению, что, однако, делает броню тяжелее. Примеры существующих типов брони можно найти в различных военных технических требованиях, причем она может иметь различную толщину и может быть изготовлена из холоднокатаной стали и ковкого чугуна.
В ответ на развитие изощренных пробивающих броню баллистических снарядов и на необходимость использования брони в применениях, в которых требуется пониженный вес, например в различных видах летательных аппаратов, были разработаны более прочные (стойкие), но более легкие типы броневых материалов, которые уже используются. Например, материал Ti-6Al-4V (номинально 6 вес.% алюминия, 4 вес.% ванадия, баланс в основном из титана) комбинирует хорошую стойкость к проникновению и более низкую плотность, чем броня на базе железа, и поэтому его широко используют как броневой материал. Этот сплав, который является относительно легким, поглощает энергию снаряда за счет рассеивания энергии по своей массе, за счет чего кончик снаряда затупляется и возникает сопротивление проникновению. В качестве примера можно указать, что в военном стандарте США MIL-DTL-46077F NOT 1 сформулированы требования к броне из титанового сплава. Также уже были предложены различные улучшения и модификации композиции, металлургических свойств и морфологии различных видов брони на основе титана.
Совсем недавно были разработаны прошивающие обычную броню и броню малого веса, в том числе броню на основе титана, снаряды, спроектированные так, чтобы концентрировать свою энергию на очень малой площади и расплавлять броневой материал. В ответ были разработаны высокотемпературные типы брони на базе керамики. Керамику используют для изготовления брони потому, что она типично имеет высокие температуры плавления и хорошую высокотемпературную прочность и ударную вязкость, причем керамика имеет относительно малый вес и является очень твердой. Например, в военном стандарте США MIL-P-46199P NOT 1 установлены требования к броне из пластин оксида алюминия. Однако одним из недостатков керамической брони является то, что она рассеивает энергию снаряда частично за счет растрескивания. Следовательно, керамическая броня не обладает способностью выдерживать повторный удар, то есть она не обладает стойкостью к проникновению, если удары снаряда направлены несколько раз в одно и то же место, причем она разрушается при ударах снарядов очередью. Уже были предприняты попытки решения этой проблемы, в одной из которых используют слоистый материал металл-керамика или композитную броню, которая имеет металлический слой или матрицу, такой как слой из Ti-6Al-4V, окружающий сердечник на базе керамики. Тем не менее, несмотря на то, что такие материалы могут иметь несколько улучшенные свойства и характеристики, керамический участок в конечном счете растрескивается в ответ на множество ударов снаряда, что существенно снижает эффективность брони или делает ее неэффективной. Более того, стоимость керамической и металлокерамической брони обычно намного выше, чем стоимость других типов брони.
Известен другой тип брони, которую обычно называют реактивной броней. Такая броня содержит абляционный или взрывчатый материал, который реагирует за счет абляции или даже взрыва при ударе баллистического снаряда, типично так, что изменяется полет снаряда и зона его соударения, в результате чего обеспечивается защита изделия, с которым объединен такой материал. Во взрывчатой реактивной броне направленная наружу сила взрыва реактивной брони противодействует силе прилетающего снаряда, за счет чего создается сопротивление проникновению снаряда в броню. Конструкции реактивной брони также могут содержать подвижные элементы, которые могут, например, поглощать энергию снаряда (пули), затуплять снаряд, изменять траекторию полета снаряда и/или разрушать снаряд. Однако реактивная броня, как и керамическая броня, имеет недостаток, заключающийся в том, что она не обеспечивает хорошую защиту от множества ударов в одно и то же место. После срабатывания реактивной брони вторая очередь, попадающая в это же место, имеет большую вероятность проникновения в броню или вероятность повреждения защищаемого изделия.
Также уже было предложено использовать различные полимеры и полимерные композиционные материалы в качестве баллистической брони, такие как, например, описанный в патенте США 7,037,865 композиционный материал, в котором используют материал матрицы, такой как полимер (смола), заполненный различными плотно упакованными мелкими объектами, такими как полые микросферы, причем такой материал может также содержать волокна, в качестве частичной замены мелких объектов или матрицы, или фланкирующий материал для композита матрица/мелкие объекты.
Также уже было предложено использовать различные типы тканей, в том числе текстильные ткани и нетканые материалы, в том числе с различной комбинацией слоев и/или с пропиткой различными смолами и другими материалами, в качестве баллистической брони для индивидуальной защиты или брони для тела, в том числе различные виды одежды и изделия для защиты головы. Эти виды брони изготавливают из полимерных волокон, таких как, например, различные арамидные волокна, полиэтилен сверхвысокой молекулярной массы, полибензоксазоли и другие волокна. Такую одежду в виде "мягкой брони" и другие аналогичные изделия также проектируют с созданием пространства для введения пластинчатых вставок из традиционной "твердой брони", чтобы повысить стойкость к баллистическим снарядам и обеспечивать защиту от них. Так как мягкую броню часто используют для индивидуальной защиты, вес брони является очень важным, причем желательно максимально повысить ее баллистическую стойкость и характеристики защиты, при сохранении минимального веса. Так как вставки из твердой брони могут иметь вес, составляющий значительную долю веса мягкой брони, желательно найти твердую броню, которая подходит для использования в качестве вставок и имеет пониженную плотность и, следовательно, пониженный вес по сравнению с традиционными типами брони и которая обеспечивает эквивалентные или лучшие баллистическую стойкость и характеристики защиты. Броню для тела подразделяют на четыре (I-IV) категории по ее способности сопротивляться проникновению различных пуль (снарядов) малого калибра (стандарт NIJ Standard 0101.4 Национального юридического института США). Существуют также различные военные технические требования США для "мягкой" брони для тела и для вставок из "твердой" брони для тела, в которых приведены различные эксплуатационные требования и требования к рабочим характеристикам таких материалов.
Несмотря на то что существует множество описанных здесь выше форм брони, все еще остается необходимость в создании новых, облегченных броневых материалов для различных применений брони, в особенности таких, которые обладают стойкостью к множеству ударов и имеют пониженную плотность и, следовательно, пониженный вес по сравнению с существующими типами брони и которые обеспечивают эквивалентные или лучшие баллистическую стойкость и характеристики защиты.
Сущность изобретения
В соответствии с первым аспектом настоящего изобретения предлагается броневое изделие, которое содержит фрикционный материал, позволяющий предотвращать проникновение баллистического снаряда. Фрикционный материал обеспечивает защиту от повторных ударов и позволяет предотвращать проникновение множества баллистических снарядов, попадающих в одну точку удара на поверхности брони.
В соответствии с другим аспектом настоящего изобретения предлагается броня, которая также может иметь основу или облицовку или то и другое. Основа может быть образована из фрикционного материала, таким образом, что фрикционный материал образует многослойный пакет или слоистый материал, или может быть образована из нефрикционного материала, такого как металл.
В соответствии с еще одним аспектом настоящего изобретения предлагается броня, которая содержит средство для крепления брони к основе. Средство для крепления может иметь механизм крепления, такой как различные типы крепежных средств, или материал крепления, такой как различные смолы, клеи, адгезивы и другие аналогичные материалы.
В соответствии с еще одним аспектом настоящего изобретения фрикционный материал содержит композит из полимерного связующего материала, волокнистой опорной структуры, системы модификации трения и системы повышения износостойкости из материалов наполнителя.
В соответствии с еще одним аспектом настоящего изобретения полимерный связующий материал содержит хорошо сшитый полимер. Хорошо сшитый полимер может содержать термоотверждающийся (термореактивный) полимер, термопластичный полимер, а также сополимеры или другие химические или физические их комбинации.
В соответствии с еще одним аспектом настоящего изобретения полимерный связующий материал содержит по меньшей мере один полимер, выбранный из группы, в которую входят феноло-альдегидный полимер, эпоксидная смола, конденсированные полинуклеарные ароматические соединения, цианат эфир, меламин, меламин-формальдегид, мочевина-формальдегид, резорцин-формальдегид, полиуретан, полиалкид, силикон, сложный полиэфир, акриловая смола, фуран и полиимид.
В соответствии с еще одним аспектом настоящего изобретения волокнистая структура содержит по меньшей мере одно волокно, выбранное из группы, в которую входят металлические волокна, стекловолокна, минеральные волокна, углеродные волокна, полимерные волокна и керамические волокна.
В соответствии с еще одним аспектом настоящего изобретения система модификации трения содержит по меньшей мере один модификатор трения, выбранный из группы, в которую входят графиты, сульфиды металлов, скорлупа орехов кешью, каучуки, металлы, оксиды металлов, карбиды металлов и силикаты металлов.
В соответствии с еще одним аспектом настоящего изобретения система повышения износостойкости содержит по меньшей мере один наполнитель, выбранный из группы, в которую входят сульфат бария, карбонат кальция, силикат магния, карбонат магния, слюда, титанаты щелочных металлов, вермикулит, триоксид молибдена, порошок из скорлупы орехов кешью, резиновая пыль и глина.
В соответствии с еще одним аспектом настоящего изобретения броня изготовлена по способу, который включает в себя следующие операции: перемешивание, чтобы образовать смесь форполимеров; формование смеси форполимеров, чтобы образовать броневое изделие; и полимеризация смеси форполимеров, чтобы полимеризировать броневое изделие.
В соответствии с еще одним аспектом настоящего изобретения способ может содержать дополнительную операцию ввода подлежащего бронированию изделия ранее операции формирования смеси форполимеров, чтобы образовать броневое изделие, причем броню образуют на подлежащем бронированию изделии.
В соответствии с еще одним аспектом настоящего изобретения способ может содержать дополнительную операцию прикрепления полимеризированного броневого изделия к изделию, которое подлежит бронированию, чтобы образовать бронированное изделие. Прикрепление может быть осуществлено с использованием крепежного приспособления, такого как механизм крепления, или с использованием материала крепления, такого как термореактивная смола (полимер), клей, адгезив и другие аналогичные материалы.
В соответствии с еще одним аспектом настоящего изобретения способ может содержать дополнительную операцию формования заготовки брони ранее операции формирования смеси форполимеров, чтобы образовать броневое изделие, и после операции перемешивания, чтобы образовать смесь форполимеров.
Указанные ранее и другие характеристики и преимущества изобретения будут более ясны из последующего детального описания, приведенного со ссылкой на сопроводительные чертежи.
Краткое описание чертежей
На фиг.1 показано частично поперечное сечение (пространственное изображение с вырывом) броневого изделия в соответствии с настоящим изобретением.
На фиг.2 схематично показано частично поперечное сечение броневого изделия и защищенного (бронированного) изделия.
На фиг.3 показано частично поперечное сечение бронированного изделия.
На фиг.4A-D показаны частично поперечные сечения различных конструкций и конфигураций бронированных изделий в соответствии с настоящим изобретением.
На фиг.5 схематично показано бронированное изделие в соответствии с настоящим изобретением.
На фиг.6A-D показаны поперечные сечения бронированных изделий, образованных за счет подсоединения изделий из брони с использованием различных конфигураций соединения.
На фиг.7 показано поперечное сечение бронированного изделия, которое содержит многослойные изделия из брони.
На фиг.8 схематично показаны операции способа формования броневого изделия из заготовки брони.
На фиг.9 схематично показано здание, имеющее различные объединенные с ним изделия из брони.
На фиг.10 схематично показаны различные типы автомашин, имеющие различные объединенные с ними изделия из брони.
На фиг.11 показаны операции способа изготовления брони и бронированного изделия.
Подробное описание изобретения
Обратимся теперь к рассмотрению фиг.1, на которой показано относительно легкое (по весу) изделие 10 из брони 20 в соответствии с настоящим изобретением, которое обеспечивает стойкость к проникновению и, следовательно, защиту от связанных с ударом и других повреждений, вызванных ударом различных форм баллистических снарядов 30, что символически показано стрелкой 30 на фиг.2, которые могут быть выпущены из огнестрельного оружия, пушки, пусковой установки или иным образом направлены к поверхности 40 изделия 10. Броня 20 содержит фрикционный материал 50, в том числе различные фрикционные материалы того типа, которые часто используют в различных тормозах, муфтах и других аналогичных устройствах, таких как тормозные колодки и накладки муфт, причем такие материалы должны быть прочными, стабильными, легкими, высокотемпературными, стабильными при воздействиях окружающей среды и долговечными, при этом такие материалы типично обладают, среди прочего, управляемыми характеристиками трения скольжения и износостойкости.
Несмотря на то что фрикционный материал, который используют в тормозах и муфтах, может быть использован для создания брони 20, броневые применения отличаются от этих применений в нескольких важных отношениях. Прежде всего, броня 20 обычно имеет большую толщину (t), чем фрикционные материалы для тормозов и муфт, если исключить некоторые тяжелые грузовые автомобили, локомотивы и другие тяжелые транспортные средства. Во-вторых, броню 20 типично используют в конфигурациях, имеющих площадь поверхности (А), открытую к воздействию удара снаряда, которая больше площади поверхности типичной тормозной накладки, гильзы тормозного барабана или фрикционной накладки муфты, может быть за исключением тех, которые используют в указанных выше тяжелых транспортных средствах. В-третьих, конфигурация, определяемая коэффициентом формы, связанным с периферией (Р) брони 20, обычно отличается от конфигурации, используемой в тормозах и муфтах. Например, в то время как в тормозах и муфтах типично используют цилиндрическую, полуцилиндрическую или дуговидную конфигурацию, в броне 20 обычно используют конфигурации с линейными кромками, которые легко могут быть совмещены со смежными сопряженными линейными кромками, причем когда используют изогнутые кромки, смежные участки брони 20 проектируют так, чтобы они имели сопряженную изогнутую поверхность, которая приспособлена для сопряжения со смежным участком брони 20, так чтобы образовать стык между ними, когда эти детали входят в контакт или расположены в непосредственной близости друг с другом, так чтобы обеспечивать стойкость к проникновению вдоль длины стыка. В-четвертых, в то время как кромка накладки дискового тормоза, гильзы тормозного барабана или накладки муфты является типично ортогональной к поверхности трения, кромка (Е) брони 20 обычно приспособлена для входа в зацепление с другими участками брони 20 (так, чтобы закрывать броней большие поверхности), за счет использования (введения) различных переходов, соединения внахлестку, язычков и канавок, причем канавки служат для приема промежуточного элемента (в соединении бисквитного типа), или за счет использования других конфигураций, которые позволяют иметь перекрытие со смежными участками брони 20 вдоль стыка, так чтобы обеспечивать непрерывную броневую защиту вдоль стыка. В-пятых, фрикционная поверхность накладки дискового тормоза, гильзы тормозного барабана или накладки муфты является типично плоской поверхностью, в то время как открытая поверхность брони 20 (то есть поверхность, открытая к потенциальному удару снаряда) может иметь любую подходящую форму, в том числе как плоскую поверхность, так и поверхность, подогнанную к поверхности защищаемого изделия, такую как изогнутая поверхность, ступенчатая поверхность, рифленая поверхность и т.п., которая имеет регулярные или нерегулярные картины рельефа или другие характеристики, так что поверхность брони 20 не является плоской поверхностью. В-шестых, броня 20 может иметь глухие отверстия или другие элементы, введенные в поверхность, которая обращена к защищаемому изделию и расположена с другой стороны от поверхности, которая открыта для удара снаряда, причем они (эти элементы) приспособлены для приема крепежных деталей, таких как винты, болты, крепежные средства типа кулачков и т.п., предназначенных для прикрепления брони 20 к защищаемому изделию, и которые не проходят насквозь через броню 20 на другую открытую поверхность. В-седьмых, изделие 10 из брони 20 изготовлено из фрикционного материала 50, который также отличается от фрикционных материалов, используемых в тормозах и муфтах, так как он предназначен для сопротивления проникновению баллистического снаряда 30 или множества одинаковых или похожих баллистических снарядов или, что более вероятно, семейства баллистических снарядов различной формы, размера, веса и изготовленных из различных материалов, которые обычно имеют случайный или переменный угол соударения с поверхностью фрикционного материала, а не предназначен для единственного использования или повторяющихся входов в зацепление (и выходов из зацепления) с заданной фрикционной противоположной (противостоящей) поверхностью (countersurface) известного размера, формы, веса и отделки поверхности, что является характерным для различных тормозов, муфт и других изделий фрикционного контроля. Наконец, фрикционные противоположные поверхности тормозов, муфт и других изделий фрикционного контроля не образуют снаряд 30, так как они не предназначены для проникновения на всю толщину фрикционного материала, а скорее предназначены для фрикционного входа в зацепление с поверхностью фрикционного материала, и даже если бы они были предназначены для проникновения в поверхность, они не были бы такой противоположной поверхностью, как баллистический снаряд.
Указанные аспекты, взятые изолированно или в комбинации, отличают броню 20 от других применений фрикционного материала 50, в том числе и от применений в накладках дисковых тормозов, в гильзах тормозных барабанов и в накладках муфт.
Обратимся теперь к рассмотрению фиг.2, на которой показана свободно стоящая броня 20, которую используют как необъединенный, свободно стоящий (автономный) защитный барьер (защитную преграду) или находящийся на расстоянии от защищаемого изделия 60 барьер, причем броня не соединена (прикреплена) постоянно или с возможностью отсоединения с защищаемым изделием 60. В качестве примера можно указать на использование брони 20 как забора, экрана, ограждения или другого барьера для защиты здания, транспортного средства, человека или другого защищаемого изделия от баллистического снаряда или другого боеприпаса. В этом примере броня 20 может иметь постоянное или переменное положение, однако она не прикреплена и не соединена иным образом с защищаемым изделием 60. В другом примере (не показан) броня 20 может быть использована для образования щита, положение которого или расстояние которого от защищаемого изделия 60 является не постоянным, а главным образом переменным, причем броня не прикреплена постоянно или с возможностью отсоединения с защищаемым изделием 60, однако ее могут только временно захватывать, удерживать или устанавливать в заданное положение, когда желательно иметь защиту.
Обратимся теперь к рассмотрению фиг.3, на которой показано, что броня 20 может быть прикреплена, связана, сцеплена или иным образом соединена, постоянно или с возможностью отсоединения, с бронируемым или защищаемым изделием 60′, с образованием при этом бронированного изделия 70. В зависимости от природы бронируемого или защищаемого изделия 60′, броня 20 может быть размещена на той стороне изделия 60′, которая подвержена опасности поражения летящим снарядом 30, или на стороне 90, которая является противоположной той, которая подвержена опасности поражения летящим снарядом 80, в зависимости от того, является ли броня 20 первой линией обороны или последней линией обороны от снаряда 30. Это может предусматривать покрытие стороны 80 броней 20 и использование бронируемого изделия 60' как основы (фиг.4В), или покрытие стороны 90 броней 20 и использование бронируемого изделия 60′ как облицовки (фиг.4А), или введение одного или нескольких промежуточных слоев 100, при этом бронируемое изделие 60' действует как облицовка и основа и может иметь защиту от снаряда 30, поступающего (летящего) с любого направления (фиг.4С), или же это может предусматривать установку брони 20 на обеих сторонах 80 и 90, что также позволяет иметь защиту от снаряда 30, поступающего с любого направления (фиг.4D), причем может быть использована любая комбинация указанных выше вариантов, полностью или частично. Броня 20 может полностью покрывать, поддерживать сзади, облицовывать или охватывать бронируемое изделие 70, или может быть иным образом полностью объединена с ним, или же может покрывать или охватывать только часть или участок 72 бронируемого изделия, или же может быть прикреплена к этой части или участку или иным образом соединена с ним (как это показано на фиг.3), причем, альтернативно, это также могут быть множество участков 72 бронируемого изделия 70, в любой комбинации. Короче говоря, любая поверхность, в том числе любая внешняя, внутренняя и промежуточная поверхность изделия 70 может быть бронирована, полностью или частично, и в любой комбинации, за счет соответствующего введения брони 20.
Изделием 10 может быть любое изделие 10, которое приспособлено для использования в качестве элемента брони 20 или иным образом может работать как такой элемент, обеспечивающий защиту от удара баллистического снаряда 30. Баллистическим снарядом 30 может быть снаряд любого типа или любой другой боеприпас или взрывчатое вещество, в том числе снаряды (пули) любого калибра или размера, выпускаемые из пушки (из стрелкового оружия) или с пусковой установки, а также все снаряды (осколки), возникающие прямым или косвенным образом за счет разрыва бомбы, боеприпаса или иного взрывчатого вещества. Изделие 10 может содержать любые компоненты, в том числе компоненты, которые являются встроенными элементами структуры или механизма и участвуют в выполнении их функции или элементами, которые не являются элементами структуры или механизма и не участвуют в выполнении их функции, причем их единственной функцией является функция брони 20, чтобы обеспечивать защиту от баллистических снарядов 30. Например, изделие 10 может содержать бронированную строительную панель, такую как стеновая панель или потолочная плита, которые обеспечивают защиту от баллистического снаряда, но одновременно служат опорой или выполняют другую заданную функцию в сооружении, или может содержать панель, которая обеспечивает только защиту от баллистического снаряда и не имеет другого конструктивного или проектного предназначения и не выполняет такую функцию. В качестве примера (но без ограничения) можно указать, что изделие 10 может содержать строительные панели любых форм и размеров, которые используют в различных типах сооружений 200 и в их компонентах, в том числе панели для стен 205, крыш 210, потолков 215, дверей 220, рам 225, ставень 230, окон 235, коробов 240 и других частей сооружений различного типа (см. фиг.9), а также различные компоненты и другие элементы (не показаны) мостов, туннелей, оград, столбов, дорожных указателей, декоративных элементов и т.п. В качестве дополнительного примера (но без ограничения) можно также указать, что изделие 10 может содержать броню 20, которую используют как броню или как бронированный компонент транспортного средства, судна, летательного аппарата или вооружения; в том числе для легковых автомобилей, грузовых автомобилей, автобусов, тяжелого (транспортного) оборудования и других наземных видов транспортных средств или оборудования; для катеров, судов, подводных лодок, барж, судов на воздушной подушке и других транспортных средств для передвижения по воде; для самолетов, вертолетов, планеров, дистанционно управляемых воздушных транспортных средств (ROV's), ракет, космических аппаратов и других воздушно-космических транспортных средств или других типов летательных аппаратов; для танков, бронетранспортеров (armored personnel carriers), самоходной артиллерии, самоходных ракетных установок и средств выведения ракет, самоходных или стационарных артиллерийских установок, ракетных пусковых установок, пушечных станин и платформ или других видов военного оборудования или вооружения. Изделие 10 также может содержать броню 20 в виде изделий индивидуальной защиты или же вставок или приспособлений для изделий индивидуальной защиты, в том числе пуленепробиваемую одежду, такую как куртки, жилеты, брюки, элементы защиты голеней, предплечий, колен и шеи, а также обувь, такую как защитные носки, ботинки, сапоги и т.п., головные уборы, шлемы, защитные маски и другие элементы одежды, а также удерживаемые рукой защитные щиты или установленные на расстоянии барьеры или преграды. Следует иметь в виду, что выше приведены только некоторые примеры возможного применения различных изделий 10 из брони 20, которые возможны в рамках настоящего изобретения.
Изделие 10 из брони 20 обычно накладывают или встраивают как часть указанных выше изделий, чтобы обеспечивать их защиту, причем часто оно не полностью входит в состав этих изделий, но может быть их частью в зависимости от конкретного применения и требования наличия брони. Как это будет понятно из описанного здесь ниже способа изготовления, может быть изготовлена броня 20 фактически любого типа и размера или же она может быть приспособлена фактически к любому требуемому размеру или к любой требуемой форме, как в виде одной детали, так и за счет использования и объединения нескольких деталей, чтобы образовать необходимую конфигурацию. Когда используют множество деталей, тогда они могут быть нанесены индивидуально на другое изделие 60', чтобы образовать броню 20 и бронированное изделие 70, или же они могут быть сначала соединены друг с другом, чтобы образовать броню 20, и затем использованы для защиты изделия 60 или вместе с изделием 60' для образования бронированного изделия 70, как это здесь описано. Так как броня 20 может быть изготовлена при помощи различных процессов формовки, то могут быть образованы практически любые комбинации плоских, изогнутых, неправильных или других поверхностных контуров или профилей разной толщины (thickness profile). Аналогично, могут быть получены практически любые размеры и толщины. Это может быть получено за счет соответствующего выбора масштаба пресс-форм и формовочного оборудования. Изделие 10 фактически может иметь любую форму, в зависимости от требуемого размера, конфигурации и вида применения в качестве брони 20. Это может предусматривать использование пластин, листов, оболочек, верхних слоев, нижних слоев, добавочных деталей, слоистых материалов и т.п. Например, для применений в строительстве, может быть образовано изделие 10, имеющее стандартные размеры строительных деталей, например это могут быть листы с размерами 2′×4′, 4′×8′ и 4′×12′ или аналогичные эквиваленты с метрическими размерами различной толщины, в том числе используемой в США стандартной толщины, такой как 0.125, 0.375, 0.500, 0.675 и 0.750 дюйма и 1.0 дюйм, или аналогичные метрические эквиваленты, или это могут быть листы дополняющей толщины, которые соединяют со стеной сухой кладки, фанерой, волокнистой плитой из прядей ориентированных волокон, со стальными листами или листами из других металлов и из аналогичных строительных материалов, так чтобы получить указанные здесь выше полные толщины или другие стандартные толщины (например, броня толщиной 0.375′′ может быть соединена в пакет с фанерой толщиной 0.375′′, чтобы образовать слоистый материал толщиной 0.75′′), или также любые желательные толщины в соответствии с заказом. В соответствии с другим аналогичным примером изделие 10 из брони 20 может иметь форму других стандартных строительных деталей, например форму "досок" толщиной 1′′ и 2′′, имеющих различную ширину и длину, или цилиндрическую форму, в том числе форму трубопроводов и труб с различными толщинами стенок, внешними диаметрами и длинами, или же форму хорошо известных оград, домов, панелей и других изделий, используемых в зданиях. В соответствии с еще одним примером изделие 10 из брони 20 может иметь форму плитки (например, для облицовки пола, стен и потолка), кирпича, блока или другого базового строительного элемента. В случае кирпичей, блоков или плиток, могут быть использованы любые размеры, в том числе стандартные английские (дюймовые) и метрические размеры. При этом указанные элементы могут быть уложены в виде матрицы или решетки, чтобы покрывать большую площадь. Кроме того, множество слоев брони 20 могут быть использованы для увеличения полной толщины изделия 10. На фиг.5 показан пример, в котором изделие 10 в виде здания имеет наложенное на ее внешнюю поверхность покрытие из брони 20 в форме листов 110, наложенных на крышу, и плиток 120, закрепленных на внешних стенках в виде решетки. Как это показано на фиг.6A-6D, когда броню 20 наносят в виде плиток или листов и т.п., в виде решетки или другого аналогичного рисунка, когда множество деталей прилегают кромками друг к другу, то предпочтительно, чтобы кромки плиток, листов и т.п. имели такую форму кромок, чтобы смежные детали перекрывали друг друга, чтобы избежать образования стыков по прямой линии, особенно идущих ортогонально к поверхности брони 20, через всю толщину относительно потенциального места соударения баллистических снарядов 30. Могут быть использованы любые виды имеющих фаски, конических пазов и шипов, язычков и канавок, а также соединение внахлестку и другие конфигурации, которые позволяют избежать образования таких идущих по прямой линии стыков через всю толщину материала. Однако следует иметь в виду, что использование соединения встык или даже конфигураций с зазором не выходит за рамки настоящего изобретения.
Плитки или листы или другие аналогичные элементы могут быть прикреплены к основе 140 с использованием средств крепления, таких как адгезив, чтобы обеспечить химическое или физическое крепление к основе, или с использованием других описанных здесь выше крепежных приспособлений, таких как крепежные средства различного типа. Когда броню 20 непосредственно формуют на изделии, чтобы получить бронированное изделие 10, средством 150 крепления также может быть полимерный (смолистый) связующий материал, использованный как матрица (для) фрикционного материала 50, который может быть непосредственно связан с различными типами материалов, образующих изделие 10, при отверждении и полимеризации полимерной матрицы.
Аналогично, средство 150 крепления для примыкающих участков брони 20, такое как адгезив (клей), строительный раствор или другой наполнитель, также может быть введено вдоль примыкающих кромок, чтобы дополнительно упрочнить и герметизировать стык между ними и повысить общую прочность брони 20. Когда броню 20 формуют непосредственно на изделии, чтобы получить бронированное изделие 10, средством 150 крепления также может быть полимерный связующий материал, использованный как матрица (для) фрикционного материала 50, который может быть непосредственно связан, при отверждении и полимеризации полимерной матрицы. Кроме того, примыкающие кромки могут иметь расположенные напротив друг друга канавки 22, которые предназначены для введения соединительного элемента 24, который может иметь вид полосы или другой вид и который заходит в расположенные напротив друг друга канавки 22 для упрочнения стыка и устранения прямолинейного пути через толщину примыкающих деталей из брони 20. В дополнение к введению в них соединительного элемента 24 канавки 22 также могут быть выполнены с возможностью введения в них такого средства крепления, как адгезив 150, причем их размер сечения может превышать размер сечения соединительного элемента 24, чтобы облегчить введение в них адгезива 150. Канавки могут быть предусмотрены на всей длине стыкового соединения или только на одном его участке. Аналогично, соединительные элементы 24 могут быть предусмотрены на всей длине стыкового соединения или только на одном его участке, причем соединительный элемент 24 может быть выполнен с возможностью образования "бисквита", чтобы можно было использовать такую форму соединения. Соединительный элемент 24 может быть изготовлен из такого же материала, что и броня 20, или из любых других подходящих материалов, таких как дерево, пластик или сталь. Соединительный элемент 24 преимущественно также обладает стойкостью к проникновению снаряда 30.
Приведенные выше примеры направлены на создание изделий 10 из брони 20 для применений в строительстве. Аналогично, в применениях, связанных с различными транспортными средствами 300, показанными на фиг.10А-С, изделия 10 из брони 20 могут быть введены в различные панели, использованы для замены различных панелей или использованы в сочетании с различными панелями корпуса, такими как боковая панель 310, квадратная панель (quarter) 320, панель 330 багажника, панель 340 капота, панель 350 крыши и нижняя панель 360, а также могут быть использованы как рамные элементы, кожухи, крышки, элементы внутренней отделки, внутренние панели для облицовки потолка, как крылья и дверные панели, облицовка багажника, противопожарные перегородки и т.п. Аналогично, для судов, броня 20 может быть введена в различные элементы, использована для замены различных элементов или использована в сочетании с различными элементами, такими как конструкции корпуса, переборки, элементы подводной части, элементы надстройки, орудийные башни, барьеры или экраны, орудийные установки (gun emplacements), ниши, колпаки, люки и т.п. Аналогично, для летательного аппарата и космического аппарата, броня 20 может быть введена в различные элементы, использована для замены различных элементов или использована в сочетании с различными элементами, такими как шпангоут, панели фюзеляжа, элементы отсека двигателя, орудийные станины (gun housings), защитные оболочки, внутренние панели, кожухи, колпаки, люки и т.п.
Обратимся теперь к рассмотрению фиг.8А-С, на которых показано, что за счет использования полимерного связующего материала, содержащего термореактивные смолы, броня 20 может быть образована из различных композиций, которые позволяют производить частичное отверждение, в том числе с использованием материалов предшественника и препрегов (полуфабрикатов композиционного пластика), причем отверждением может быть отверждение до стадии В, при этом броневая заготовка 25 может быть отформована и отверждена при повышенных температурах и давлениях, чтобы образовать изделие 10 из брони 20. Такие броневые заготовки 25 также не выходят за рамки настоящего изобретения. Броневая заготовка 25 может иметь любую подходящую форму, в том числе одну из базовых конфигураций в виде плоских листов или пластин, прямых цилиндров, дисков и т.п., причем каждая такая базовая конфигурация может иметь ряд конечных размеров, указанных здесь выше. Это дает потенциальное преимущество, связанное с использованием ограниченного числа исходных заготовок для получения большого числа готовых изделий различной формы.
Фрикционный материал 50 содержит те материалы, которые обычно используют во фрикционных материалах для изготовления накладок дисковых тормозов и гильз тормозных барабанов, причем он может содержать материалы, которые имеют образующие и композиции, аналогичные тем, которые обычно используют во фрикционных материалах для муфт, причем он также может содержать материалы, имеющие образующие и композиции, которые обычно не используют во фрикционных материалах для тормозов или муфт или которые имеют фрикционные свойства, которые не подходят для использования в этих применениях. Фрикционные материалы обычно имеют такие характеристики, как высокий статический и динамический коэффициент трения скольжения в различных режимах работы, стабильный и предсказуемый динамический коэффициент трения в широком диапазоне рабочих температур от -40 до 1200°С и управляемые характеристики износостойкости, обеспечивающие минимальный износ, в том числе минимальный износ противоположной (opposing, противодействующей) поверхности, предел прочности при сдвиге, достаточный для сопротивления разрыву, коррозионную стойкость к воде, соли, песку, гравию и грязи. Фрикционные материалы также обычно обеспечивают термоизоляцию, обладают характеристиками демпфирования и имеют малый вес.
Броня 20, которая содержит фрикционный материал 50, может быть описана как содержащая матрицу из полимерного связующего материала, волокнистой опорной структуры, системы модификации трения и системы повышения износостойкости наполнителей. Фрикционный материал 50 представляет собой композит указанных структурных составляющих, причем полимерный (содержащий смолу) связующий материал образует полимерную матрицу для соединения вместе волокнистой опорной структуры, системы модификации трения и системы повышения износостойкости. Структурные составляющие обычно могут быть отнесены к таким категориям, как химическая смесь и композиционный материал, однако следует иметь в виду, что указанный фрикционный материал содержит композиции, в которых одна или несколько структурных составляющих имеют частичную или полную растворимость в одной или нескольких других структурных составляющих.
Полимерный связующий материал может содержать любую подходящую смолу, которая полимеризируется с образованием матрицы, способной связывать вместе другие структурные составляющие фрикционного материала 50. Полимерный связующий материал преимущественно содержит термоотверждающийся полимер, имеющий вес ориентировочно от 5 до 30% веса фрикционного материала 50. Термоотверждающиеся полимеры типично имеют хорошо сшитую структуру. В качестве полимерного связующего материала могут быть использованы и другие полимеры, которые имеют хорошо сшитую структуру, в том числе различные сополимеры термореактивных и термопластичных материалов, а также термопластичные материалы, которые имеют высокую степень сшивания и имеют механические и физические свойства, аналогичные указанным для термореактивных материалов. Полимерный связующий материал преимущественно содержит феноло-альдегидный полимер. Однако в полимерном связующем материале могут быть использованы и другие полимеры, такие как различные модифицированные эпоксидной смолой феноло-альдегидные полимеры, модифицированные силиконом феноло-альдегидные полимеры, конденсированные полинуклеарные ароматические соединения, цианат эфир, меламин, меламин-формальдегид, мочевина-формальдегид, резорцин-формальдегид, полиуретан, полиалкид, силикон, сложный полиэфир, акриловая смола, фуран и полиимид. Можно полагать, что жаростойкие полимеры являются особенно предпочтительными для использования в качестве полимерного связующего материала, так как они придают синергетическое преимущество термостойкости броне 20, что может быть желательно для обеспечения защиты от некоторых баллистических снарядов, которые являются зажигательными снарядами. В качестве примера можно указать, что многие из используемых во фрикционном материале 50 термореактивных полимерных связующих материалов, которые используют в тормозных накладках, имеют повышенные температуры воспламенения, составляющие около 1100°F, и они обычно самопогасают на воздухе, если только они не подвергаются воздействию открытого огня или другого постоянного источника тепла.
Волокнистой опорной структурой может быть любая подходящая волокнистая опорная структура. Волокнистая опорная структура может содержать непрерывную, дискретную (прерывистую), рубленую и другую волокнистую опорную структуру или их комбинацию и может иметь различные тканые и нетканые волокнистые элементы, такие как различные ткани, войлоки, маты, сотовые материалы и волокнистые структуры и т.п. Важными характеристиками волокнистой структуры являются ориентация волокна, коэффициент формы, сцепление волокна со связующим материалом, прочность волокна и морфология волокна. Предпочтительной является такая волокнистая опорная структура, которая содержит множество дискретных волокон со случайной ориентацией в полимерной смеси (смеси смолы), что получают за счет описанной далее операции перемешивания. Может быть использован любой подходящий волокнистый материал или комбинация волокнистых материалов, в том числе (но без ограничения) волокна из различных марок стали (например, из высокоуглеродистой стали, низкоуглеродистой стали и нержавеющей стали) и из других металлов, волокна из различных видов стекла, керамики, минералов, хлопка, углерода, а также другие волокна, как натуральные, так и синтетические. Кроме волокон из стали могут быть использованы волокна из железа и железных сплавов, из меди и медных сплавов, а также из любых других металлов, которые позволяют создать опорную структуру. Стекловолокнами могут быть любые силикатные и несиликатные стекловолокна, в том числе волокна из борсодержащего стекла и волокна из не содержащего бор Е стекла, а также любые другие подходящие стекловолокна промышленных марок. Керамические волокна могут содержать различные оксиды, карбиды, нитриды, силикаты и титанаты металлов, такие как оксид алюминия, карбид кремния, нитрид кремния и титанат калия. Углеродные волокна могут быть изготовлены из углерода и из различных соединений углерода, в том числе из различных углеродных полимеров, таких как арамид, полиэтилен сверхвысокой молекулярной массы, полибензоксазоли, полиакрилонитрил (PAN), целлюлоза и другие содержащие углерод полимеры. Минеральными волокнами могут быть волокна из базальта, сепиолита, минеральной ваты, асбеста, а также из других подходящих минералов. Волокна волокнистой опорной структуры обычно имеют диаметр около 1 мм или меньше, в зависимости от конкретного использованного волокнистого материала, однако также могут быть использованы волокна и большего диаметра. Дискретные волокна обычно имеют длину около 0.5 дюйма или меньше, также в зависимости от конкретного использованного волокнистого материала, причем их длина обычно не меньше чем в 3 раза превышает толщину. Стекловолокна обычно имеют диаметр около 10-100 мкм и длину около 0.125-0.5 дюйма. Арамидные волокна обычно имеют диаметр около 10-30 мкм и длину около 1 мм или меньше, однако они могут быть и длиннее, в зависимости от применения. Минеральные волокна обычно имеют диаметр 3-50 мкм, причем их длина обычно не меньше чем в 3 раза превышает толщину. Вес волокнистой опорной структуры обычно составляет 10-50% от веса фрикционного материала 50, в зависимости от типа использованного волокна и от других факторов.
Система модификации трения может иметь единственный компонент (структурную составляющую) модификации трения или множество компонентов модификации трения. Систему модификации трения используют при необходимости для подстройки уровня трения фрикционного материала, образующего броню 20. Более конкретно, систему модификации трения используют для подстройки коэффициента трения фрикционного материала 50. Система модификации трения может иметь любой компонент модификации трения или комбинацию компонентов модификации трения. Обычно эти компоненты могут быть отнесены к двум категориям, а именно к категориям смазочных материалов и абразивных материалов. Обычно используемые в качестве компонентов модификации трения смазочные материалы содержат различные формы графита, такие как графитовый порошок и чешуйки (пластинки), и различные сульфиды металлов, такие как сульфиды олова, меди, свинца, молибдена и сурьмы, а также фрикционные частицы из скорлупы орехов кешью и резиновую крошку или порошок, индивидуально или в комбинации. Обычно используемые в качестве компонентов модификации трения абразивные материалы содержат металлические порошки, такие как порошки меди, меди и цинка, меди и олова, железа и алюминия. Они также содержат частицы оксидов, карбидов и силикатов металлов, таких как оксид алюминия, оксид магния, оксид железа, диоксид циркония, оксид хрома, диоксид кремния, силикат циркония и алюминосиликат, индивидуально или в комбинации. Система модификации трения может содержать многие другие минеральные, органические и керамические материалы, в том числе как натуральные, так и синтетические материалы, которые действуют как компоненты модификации трения. Вес системы модификации трения преимущественно составляет от 0.5 до 40% от веса фрикционного материала 50. Компоненты модификации трения обычно имеют максимальный размер частиц (или диаметр для сферических частиц) в диапазоне ориентировочно от 5 мкм до 8 меш (около 2.36 мм), однако следует иметь в виду, что могут быть использованы и частицы больших и меньших размеров. В качестве примера можно указать, что частицы из оксида алюминия типично имеют размер около 5 мкм, фрикционные частицы из скорлупы орехов кешью имеют размер около 20 меш (около 0.85 мм), углеродные частицы имеют размер около 8-325 меш (около 0.045-2.36 мм) и частицы из диоксида кремния имеют размер около 200-325 меш (около 0.045-0.075 мм).
Во фрикционном материале 50, который используют как фрикционную структурную составляющую, система повышения износостойкости, которую используют как наполнитель, может выполнять множество функций, в том числе функцию заполнения полимерной матрицы, чтобы образовать фрикционный материал 50 с улучшенными высокотемпературными свойствами и свойствами износостойкости, а также функцию красителей и других материалов, которые управляют различными другими физическими и/или химическими свойствами фрикционного материала 50. Система повышения износостойкости содержит материалы наполнителя, которые служат для того, чтобы дополнительно модифицировать и контролировать, вместе с другими фрикционными структурными составляющими, различные другие физические и химические свойства и характеристики фрикционного материала 50 и, следовательно, брони 20. Эти свойства (характеристики) включают в себя термостойкость, износостойкость, плотность, цвет и различные другие физические и химические свойства. Система повышения износостойкости, содержащая наполнители, зависит, среди прочего, от характеристик выбранных полимерного связующего материала, волокнистой опорной структуры и системы модификации трения. Эти наполнители могут содержать как органические, так и неорганические компоненты, в том числе различные силикаты металлов. В качестве примеров можно привести имеющиеся в синтетическом или минералогическом виде сульфат бария (например, бариты), карбонат кальция (например, кальцит и мел), силикат магния (например, тальк), карбонат магния (например, доломит или магнезит), слюду, титанаты щелочных металлов, вермикулит, триоксид молибдена, порошок из скорлупы орехов кешью, резиновую пыль, каолин и различные глины. Следует иметь в виду, что порошок из скорлупы орехов кешью и резиновая пыль также могут быть использованы как часть системы 56 модификации трения. Эти материалы используют индивидуально или в комбинации с другими аналогичными материалами, при весе, составляющем типично от 10 до 40% от веса фрикционного материала 50. Структурные составляющие системы 58 повышения износостойкости обычно имеют максимальный размер частиц (или диаметр для главным образом сферических частиц) ориентировочно меньше чем или равный 100 меш (около 0.149 мм), однако следует иметь в виду, что могут быть использованы частицы и с большими размерами.
Ранее уже были описаны в общем структурные составляющие фрикционного материала 50, в том числе уже был описан ряд примеров специфических материалов, которые могут быть использованы в этих структурных составляющих, а также количественные диапазоны для этих структурных составляющих. Однако можно полагать, что большинство, если не все, фрикционных материалов 50, которые могут быть использованы для изготовления изделий 10 из брони 20, содержат композиции фрикционных материалов, раскрытые в следующих патентах США: 3,856,120; 3,998,573; 4,119,591; 4,145,223; 4,178,278; 4,182,437; 4,193,956; 4,218,361; 4,219,452; 4,226,758; 4,313,869; 4,352,750; 4,388,423; 4,432,922; 4,461,643; 4,476,256; 4,487,729; 4,537,823; 4,605,595; 4,617,165; 4,656,203; 4,772,950; 4,775,705; 4,792,361; 4,994,506; 5,083,650; 5,132,065; 5,145,888; 5,190,991; 5,279,777; 5,325,941; 5,339,931; 5,344,854; 5,383,963; 5,515,950; 5,516,816; 5,520,866; 5,535,860; 5,576,358; 5,676,577; 5,817,411; 5,861,203; 5,889,080; 5,889,082; 5,891,933; 5,919,837; 5,971,113; 6,013,146; 6,022,502; 6,051,646; 6,080,230; 6,107,386; 6,110,991; 6,140,388; 6,167,992; 6,190,761; 6,220,405; 6,228,815; 6,260,674; 6,265,356; 6,284,815; 6,298,957; 6,316,083; 6,474,453; 6,475,614; 6,502,674; 6,579,920; 6,612,415; 6,630,416; 6,632,857; 6,670,408; и 6,863,968, которые поэтому включены в данное описание в качестве ссылки.
Физические свойства фрикционного материала 50 являются функцией способа, использованного для изготовления материала. Те свойства, которые обычно используют для того, чтобы характеризовать фрикционные материалы 50, включают в себя удельную массу или плотность (SAE J380), поперечную прочность на разрыв (ASTM D790), модуль упругости, прочность на растяжение (ASTM D638), твердость по Гогану (Gogan) (ASTM J379), коэффициент трения (SAE J661) и коэффициент износостойкости (SAE J661). Плотность фрикционного материала 50 обычно лежит в диапазоне ориентировочно от 1.85 до 2.5 г/см3 и типично составляет около 90% или больше теоретической плотности фрикционного компонента. Поперечная прочность на разрыв фрикционных материалов обычно лежит в диапазоне ориентировочно от 2500 до 12,000 psi (фунт на квадратный дюйм). Измеренная прочность на растяжение обычно лежит в диапазоне ориентировочно от 300 до 1000 psi, а модуль упругости обычно лежит в диапазоне ориентировочно от 0.8 до 1.4×106 psi. Твердость по Гогану по шкале С обычно лежит в диапазоне ориентировочно от 5 до 50 единиц С. Коэффициент трения обычно составляет ориентировочно 0.20-0.70, а коэффициент износостойкости, полученный при измерении потерь на трение, обычно лежит в диапазоне около 5-20%.
Далее будет описана более подробно броня 20, которая имеет эффективное сопротивление проникновению и обеспечивает защиту от связанного с ударом разрушения, вызванного множеством баллистических снарядов малого калибра (обычно с диаметром 14.5 мм или меньше). Однако можно полагать, что при выборе соответствующей конфигурации, особенно в том, что касается увеличения толщины, такая броня 20 будет иметь эффективное сопротивление проникновению любого числа других боеприпасов, в том числе, без ограничения, множества других типов баллистических снарядов, таких как снаряды большего калибра, в том числе таких, которые содержат бризантные и зажигательные материалы, устройства разделения на части и т.п., и таких, которые имеют повышенные характеристики проникновения в броню (то есть различные снаряды типа sabot, снаряды типа heavy metal penetrator и т.п.). Можно также полагать, что броня 20 будет иметь эффективное сопротивление проникновению любых боеприпасов и взрывчатых веществ, в том числе разработанных или усовершенствованных гражданскими, военными, военизированными, террористическими и другими организациями.
Может быть использован любой подходящий способ изготовления брони 20 и образования бронированного изделия 10, например, за счет прикрепления брони 20 к изделию. Обратимся теперь к рассмотрению фиг.11, на которой показаны операции способа изготовления брони и бронированного изделия, причем броня 20 может быть образована за счет перемешивания исходных структурных составляющих, чтобы получить главным образом однородную смесь форполимеров, и затем за счет преобразования смеси форполимеров в твердое и плотное готовое изделие, например, после завершения реакции полимеризации, такой как полимеризация термореактивного полимера с использованием теплоты и давления, как это описано далее более подробно.
Структурные составляющие 502 фрикционного материала могут быть перемешаны, чтобы образовать смесь 504 форполимеров, с использованием любого подходящего способа перемешивания, который в существенной степени зависит от свойств специфического фрикционного материала и специфических структурных составляющих. Структурные составляющие фрикционного материала могут быть предварительно перемешаны в любой желательной комбинации. Они могут быть введены вместе в любой комбинации ранее начала перемешивания и затем перемешаны, или же они могут быть введены в смеситель последовательно в любой комбинации, в зависимости от свойств специфической композиции фрикционного материала и использованных структурных составляющих. Перемешивание 510 может быть осуществлено с использованием любого подходящего устройства для перемешивания, с учетом свойств структурных составляющих и требований, связанных с реакциями процесса, однородностью и с другими факторами.
В примерных смесителях (мешалках) могут быть использованы валы, шнеки, лопатки, ленты, лопасти, пропеллеры или их комбинация, чтобы производить перемешивание промышленных материалов. Промышленные смесители побуждают смесь течь в одном направлении и могут усиливать физические и химические процессы. Перемешивание может быть осуществлено в режимах одноразовой загрузки или непрерывной подачи. Перемешивание в режиме одноразовой загрузки является простейшим видом операции. В этом случае промышленный смеситель заполняют фрикционными структурными составляющими и начинают перемешивание. После завершения перемешивания содержимое смесителя выгружают для проведения дальнейшей обработки. Промышленный смеситель затем подвергают очистке и вновь заполняют для проведения перемешивания другой партии. В промышленных смесителях с непрерывной подачей исходные компоненты вводят непрерывно по мере удаления перемешанного материала. Непрерывные смесители особенно хорошо подходят для применений с высоким объемом выпускаемой продукции, так как они могут непрерывно работать без останова в течение длительных периодов времени. Следует иметь в виду, что может быть использован любой подходящий тип промышленного смесителя, в том числе конические смесители, смесители с псевдоожиженным слоем, вертикальные и горизонтальные лопастные мешалки, планетарные смесители, пропеллерные мешалки, ленточно-винтовые мешалки, шнековые смесители, статические смесители, турбинные мешалки, вертикальные турбинные мешалки, ультразвуковые смесители и вибрационные смесители. В шнековых смесителях используют вращающийся шнек, который движется вокруг периметра конического бункера. В гомогенизаторах с псевдоожиженным слоем производят псевдоожижение (флюидизацию) слоя готового продукта. В вертикальных лопастных мешалках и в пропеллерных мешалках используют вертикальные лопасти, прикрепленные к горизонтальному диску. В горизонтальных лопастных мешалках имеется горизонтальный вращающийся вал, а также неподвижные лопасти и стойки в виде лопастей. В планетарных смесителях имеются две перемешивающие лопасти, которые вращаются вокруг индивидуальных валов. В ленточно-винтовых мешалках имеется механизм транспортирования в виде ленты. Статические смесители содержат ребра, барьеры или каналы, предусмотренные в трубах. Турбинные мешалки представляют собой широкий диапазон оборудования для перемешивания общего назначения, которое работает на пониженных скоростях с использованием закрытой зубчатой передачи, с использованием одного или нескольких рабочих колес, имеющих множество лопаток, установленных на консольном валу. В качестве смесителей могут быть использованы мешалки, гомогенизаторы, месилки, бегуны, галтовочные барабанные мешалки и барабанные мешалки. Смесителями могут быть устройства с ротором и статором, с единственным ротором или со сдвоенным ротором. Гомогенизаторы представляют собой механические устройства, которые создают стабильную, однородную дисперсию нерастворимой фазы в растворимой жидкой фазе. Имеется много различных типов галтовочных барабанных мешалок и барабанных мешалок. В качестве примеров можно привести двухконусные галтовочные барабанные мешалки, галтовочные барабанные мешалки со сдвоенной оболочкой и горизонтальные барабанные мешалки. Устройство с ротором и статором представляет собой промышленный смеситель с одним валом, с рабочим колесом, которое вращается в непосредственной близости от стационарного кожуха. Такие смесители являются особенно эффективными при рубке грубых частиц, таких как частицы или чешуйки резины. Устройства с одним ротором и с двумя роторами содержат соответственно один или два вала и снабжены лопастями или шнеками. Скорости вращения вала в промышленных смесителях варьируются от сравнительно низких до относительно высоких скоростей.
После перемешивания структурных составляющих фрикционного материала формируют (образуют) смесь форполимеров с использованием любого подходящего способа 520 формирования и осуществляют полимеризацию с использованием любого подходящего способа 530 полимеризации структурных составляющих 502 фрикционного материала, чтобы получить броневое изделие 20, имеющее требуемые характеристики фрикционного материала, такие как указанные здесь выше. Однако следует иметь в виду, что требуемые характеристики фрикционного материала также могут включать в себя любую комбинацию других химических, физических и механических характеристик. Химические характеристики могут включать в себя степень и природу реакции полимеризации, характеристики химической стойкости и т.п. Физические характеристики могут включать в себя морфологические характеристики, такие как гомогенность, местоположение или сегрегация структурных составляющих внутри полимеризированной матрицы и т.п. Механические характеристики могут включать в себя механическую прочность, ударную вязкость, в том числе стойкость к удару баллистического снаряда, или могут включать в себя другие стандартные механические характеристики, которые могут быть измерены с использованием хорошо известных и стандартизованных методик механических испытаний. Формирование 520 и полимеризация 530 могут быть осуществлены отдельно или, альтернативно, могут быть осуществлены одновременно, как одна операция 535 формирования и полимеризации.
В одном примерном способе формирования 520 смеси 504 форполимеров, чтобы образовать изделие 10 из брони 20 и фрикционный материал 50, используют экструзию, прокатку каландром или их комбинацию. Смесь 504 форполимеров, содержащую жидкий полимер, вводят под давлением в мундштук соответствующего размера или, альтернативно, пропускают материал между двумя расположенными напротив друг друга вращающимися валками каландра и прикладывают давление для придания формы, соответствующей форме мундштука или каландра, при пропускании через соответствующее устройство. Полимеризация 530 может быть осуществлена за счет приложения теплоты во время единой операция 535 экструзии и каландрирования или отдельно после операции 530 формирования.
В другом примерном способе 500 формования 530 фрикционного материала 50 и полимеризации смеси форполимеров используют холодное формование. В этом случае в смеси 502 форполимеров используют твердый полимерный связующий материал. Смесь 502 форполимеров штампуют или прессуют иным образом под высоким давлением, чтобы получить специфическую форму, а затем отверждают под низким давлением или без приложения давления при температурах, достаточных для завершения химической реакции полимеризации и отверждения полимера. Температура, которую типично используют для отверждения, может превышать температуру, необходимую для обеспечения полимеризации смеси 502 форполимеров. Этот способ аналогичен в некоторых отношениях способам, которые используют в порошковой металлургии для прессования и спекания, чтобы получить металлические изделия.
Еще в одном примере операций формования 520 и полимеризации 530 фрикционной смеси 502 форполимеров используют горячее формование. В этом случае во фрикционной смеси 502 форполимеров может быть использован как твердый связующий материал, так и жидкий связующий материал или их комбинация. Фрикционную смесь 502 форполимеров помещают в нагретую пресс-форму и прессуют под умеренным давлением, до тех пор пока "отверждение" или химическая реакция полимеризации не доходят до желательной степени завершения, причем это может быть полная или частичная полимеризация. Если используют частичное отверждение материала, оно должно быть достаточным для того, чтобы сохранять форму изделия 10, причем после этого может быть проведена обработка при повышенной температуре, с приложением давления или без приложения давления, чтобы завершить полимеризацию.
Еще в одном примере операций формования 520 и полимеризации 530 фрикционной смеси 502 форполимеров используют формование 515 броневой заготовки 25 из форполимера фрикционного материала, такое как описанное здесь выше формование 515 форполимера фрикционного материала и его частичное отверждение до стадии В или до получения частично отвержденной броневой заготовки 25, после чего проводят описанные здесь выше операции формования 520 и полимеризации 530, чтобы получить изделие 10 из брони 20.
Ранее операции 520 формования фрикционного материала или одновременно с ней может быть желательно использовать операцию 550 введения подлежащего бронированию изделия 60', имеющего поверхность, которая приспособлена к приему фрикционной смеси 502 форполимеров. Поверхность может быть приспособлена (подготовлена) к приему фрикционной смеси 502 форполимеров за счет использования различных операций очистки, позволяющих удалить загрязняющие вещества с поверхности подлежащего бронированию изделия 60', или за счет нанесения различных грунтовок или других способствующих адгезии материалов на поверхность. Указанное подлежащее бронированию изделие 60' вводят так, чтобы фрикционная смесь 502 форполимеров могла быть образована или полимеризирована непосредственно на поверхности подлежащего бронированию изделия 60'. Это может предусматривать частичное или полное покрытие поверхности изделия 60'. Например, как это показано на фиг.3, фрикционный материал 50, образующий броню 20, может (полностью) облицовывать подлежащее бронированию изделие 60'. Альтернативно, фрикционный материал, образующий броню, может покрывать только участок 72 поверхности подлежащего бронированию изделия 60', как в случае добавления фрикционного материала в качестве слоя основы или облицовки к изделию 60', которое представляет собой панель, причем это может быть плоская, изогнутая или фасонная панель.
Во всех вариантах операции 520 формования фрикционного материала 50 эта операция 520 также может предусматривать придание промежуточной или окончательной формы или конфигурации фрикционному материалу 50. Придание конфигурации предусматривает введение (добавление) в заданную форму (конфигурацию) различных характеристик, например введение отверстий различного типа, каналов, ушек, пазов, выступов, уступов и т.п. или их комбинаций, которые могут быть использованы для изменения рабочих характеристик брони 20 или для содействия или облегчения крепления брони 20 к подлежащему бронированию изделию 60' или к другим элементам брони 20 (например, с использованием различных типов механических крепежных средств, механических элементов блокировки (зацепления), адгезивов или их комбинации). Придание промежуточной конфигурации или формы может предусматривать образование близкой к окончательной конфигурации или формы или может также предусматривать использование дополнительной обработки, такой как зачистка, механическая обработка (обработка на станке), сверление, развертывание отверстий (reaming), шлифование и т.п., чтобы получить окончательную форму или конфигурацию. Операция 520 формования может также предусматривать образование окончательной конфигурации или формы.
Как уже было описано здесь выше, когда фрикционному материалу придают промежуточную конфигурацию или форму, способ может дополнительно включать в себя операцию или множество операций (механической) обработки, для придания фрикционному материалу окончательной конфигурации или формы. Как уже было указано здесь выше, такой дополнительной обработкой может быть зачистка, механическая обработка, сверление, развертывание отверстий, шлифование и другие виды механической обработки, чтобы получить окончательную форму или конфигурацию.
Обратимся теперь к рассмотрению фиг.7 и 11, на которых показано, что способ 500 может содержать дополнительную операцию 545 образования слоистого изделия 10 из брони 20 за счет наложения друг на друга множества слоев фрикционного материала. Это может быть осуществлено просто за счет образования листа, пластины или другой формы фрикционного материала, имеющей толщину больше толщины индивидуального слоя. Так как реакция полимеризации, которую используют для формирования фрикционного материала, зависит от температуры, то в некоторых применениях может быть желательно формировать из фрикционного материала более тонкие листы, чтобы ускорить отверждение и уменьшить продолжительность цикла в оборудовании, которое используют для отверждения фрикционного материала, и затем соединять множество листов вместе для образования желательной полной толщины фрикционного материала. Это может быть осуществлено как при помощи периодических процессов, так и при помощи непрерывных процессов, в том числе с использованием различных автоматизированных процессов образования слоистого изделия, которые могут быть использованы на технологической установке и которые предусматривают приложение повышенных температуры или давления во время формирования слоистого изделия, а также различных процессов образования слоистого изделия вручную, которые могут быть проведены вручную без приложения повышенных температуры или давления. Альтернативно, операция формирования слоистого изделия может быть использована в сочетании с операцией 515 формирования заготовки брони, например, за счет операции 525 объединения множества листов заготовки брони вместе для образования брони 20. В операции формирования слоистого изделия может быть использована добавка различных средств соединения смежных слоев 160, например могут быть использованы различные связующие материалы, вводимые между слоями, и т.п. Может быть использован любой связующий материал, подходящий для конкретного применения, в том числе различные связующие материалы, которые обычно используют для соединения самих фрикционных материалов или для их соединения с пластинами основы или с другими элементами, например связующие материалы на основе жидкого феноло-альдегидного полимера, такие как связующие материалы фирмы Plastilok. Связующий материал также может содержать полимерный материал, использованный для образования фрикционного материала, причем в некоторых случаях он может быть нанесен на соединяемые поверхности и отвержден или полимеризирован за счет приложения температуры и давления, чтобы обеспечивать эффективную связь при ламинировании (при изготовлении слоистого материала). Также полагают, что ламинирование может быть эффективным, если фрикционный материал 50 имеет анизотропные характеристики (например, если в операции формирования создается тенденция ориентации волокон или других структурных составляющих форполимера фрикционного материала в конкретном предпочтительном направлении или создается тенденция ориентации во время полимеризации), то есть если имеется анизотропия относительно морфологии или механических свойств такого материала, позволяющая усиливать или ослаблять такие характеристики за счет образования слоистого материала, чтобы учитывать эти характеристики в желательном применении. Например, если желательно усиливать эффект анизотропии, то может быть желательно укладывать слои слоистого материала так, чтобы анизотропные характеристики различных слоев были совмещены в определенном направлении. Если желательно ослаблять анизотропию, то может быть желательно укладывать слои слоистого материала так, чтобы анизотропные характеристики различных слоев не совпадали, что позволяет создать фрикционный материал с ослабленными анизотропными характеристиками.
Способ также может содержать дополнительную операцию 560 прикрепления слоя или множества слоев фрикционного материала 50 в виде брони 20 к поверхности подлежащего бронированию изделия 60′, которая приспособлена для приема полимеризированного фрикционного материала. Эта операция может предусматривать прикрепление фрикционного материала к участку 72 поверхности изделия 60′ или ко всей поверхности изделия (см. фиг.7). Например, фрикционный материал 50 в виде брони 20 может быть прикреплен так, чтобы полностью облицовывать подлежащее бронированию изделие. Альтернативно, фрикционный материал 50 в виде брони 20 может быть прикреплен так, чтобы покрывать только участок 72 поверхности подлежащего бронированию изделия, например, как это происходит в случае прикрепления фрикционного материала 50 в качестве слоя основы или облицовки к изделию, которое содержит плоский или фасонный (formed) лист. Можно полагать, что операция 560 прикрепления может быть осуществлена с использованием любого подходящего средства и способа крепления. Средствами крепления могут быть любое число химических крепежных средств, таких как адгезивы, клеи, пасты, строительные растворы, цементы, химические сварочные материалы и т.п. Средствами крепления также могут быть механические крепежные средства, такие как различные резьбовые крепежные детали (например, любые подходящие винты, болты и/или гайки), заклепки, шпильки, кулачковые крепежные детали, зажимы, хомуты, опорные пластины или застежки-молнии; и средства зацепления для соединения фрикционного материала с подлежащим бронированию изделием 60′, или для соединения с другими броневыми изделиями 10, или для соединения с отдельными изделиями, которые позволяют производить зацепление фрикционного материала с подлежащим бронированию изделием, такие как пазы различного типа, комбинации отверстий и соединительных шпилек, карманы (гнезда), комбинации охватывающего и охватываемого элементов зацепления и т.д.
Для демонстрации возможности использования фрикционного материала 50 в качестве изделия 10 из брони 20 были приготовлены образцы для испытаний с использованием представительных составов фрикционного материала в соответствии с описанным здесь способом, которые затем подвергали испытаниям на баллистический удар с использованием различных баллистических снарядов (пуль). Полученные результаты приведены ниже в примерах.
Пример 1
Первый фрикционный материал, состав которого содержит в качестве структурных составляющих полимерный связующий материал, волокнистый материал в качестве опорной структуры, модификатор трения или систему модификации трения и наполнитель в качестве системы повышения износостойкости, был использован для изготовления ряда образцов для испытаний фрикционной брони 20. Полимерный связующий материал представляет собой порошковый феноло-альдегидный полимер. Волокнистый материал представляет собой смесь стекловолокон. Система модификации трения содержит частицы резины, фрикционные частицы скорлупы орехов кешью, графит и нефтяной кокс. Наполнитель в качестве системы повышения износостойкости содержит бариты, небольшое количество стальных волокон, углеродную сажу и латунные опилки. Образцы для испытаний были приготовлены за счет перемешивания всего 60 фунтов структурных составляющих фрикционного материала в течение 14 минут в смесителе Littleford, чтобы образовать форполимер фрикционного материала. Форполимер фрикционного материала был подвергнут формоизменению в горячем состоянии (горячей штамповке) в течение 12 минут при температуре 330°F. Готовые образцы для испытаний имеют размеры 0.75×6×6 дюймов. Окончательное отверждение и полимеризация были осуществлены за счет нагревания образцов для испытаний в электропечи в течение 8 часов при температуре 300°F. Образцы для испытаний имеют твердость по Гогану (шкала С), составляющую 20-28 единиц GC. Каждый образец для испытаний подвергался ряду испытаний на баллистический удар с использованием очередей (rounds) из 14 пуль разного калибра и конфигурации (то есть диаметров пуль, материалов, конструкции и веса) и различных скоростей полета, которые выпускали в образец для испытаний с расстояния 21 фут. В испытаниях были использованы пули (снаряды) 30 различного веса и разных калибров. При каждом испытании образец для испытаний устанавливали на мишени испытательного стенда из фанеры толщиной 0.75 дюйма и прикрепляли адгезивом к лицевой стороне испытательного стенда, так что образец для испытаний был обращен в сторону оружия, из которого в него выстреливали очередями. Результаты испытаний оценивали по критерию проходит/ не проходит, причем критерием прохождения (успешного испытания образца) было 1) отсутствие проникновения любого снаряда (пули) на всю толщину образца для испытаний и 2) сохранение образцом для испытаний своей полной конструктивной целостности как одной детали. Под конструктивной целостностью понимали, что поверхностные трещины, выкрашивание и выбоины является допустимыми и соответствуют критерию прохождения, однако трещины на всю толщину образца для испытаний, создающие существенный разрыв образца для испытаний, не соответствуют критерию прохождения. Полученные результаты приведены ниже в Таблице 1:
Можно видеть, что все образцы изделий из первой фрикционной композиции успешно выдержали испытание. Этот пример показывает эффективность использования композиции фрикционного материала 50 в качестве брони 20 для защиты от различных известных боеприпасов малого калибра. Этот пример также показывает, что броня 20 обладает стойкостью к проникновению множества баллистических снарядов 30, попадающих в одну и ту же точку соударения или в небольшую область соударения.
Пример 2
Второй фрикционный материал, состав которого также содержит в качестве структурных составляющих полимерный связующий материал, волокнистый материал в качестве опорной структуры, модификатор трения или систему модификации трения и наполнитель в качестве системы повышения износостойкости, был использован для изготовления ряда образцов для испытаний фрикционной брони 20. Полимерный связующий материал представляет собой порошковый феноло-альдегидный полимер. Волокнистый материал представляет собой смесь стекловолокон. Система модификации трения содержит частицы резины и фрикционные частицы скорлупы орехов кешью. Наполнитель в качестве системы повышения износостойкости содержит карбонат кальция, бариты и углеродную сажу. Образцы для испытаний были приготовлены за счет перемешивания всего 65 фунтов структурных составляющих фрикционного материала в течение 14 минут в смесителе Littleford, чтобы образовать форполимер фрикционного материала. Форполимер фрикционного материала был подвергнут формоизменению в горячем состоянии (горячей штамповке) в течение 15 минут при температуре 330°F. Готовые образцы для испытаний имеют размеры 0.75×6×6 дюймов. Образцы для испытаний имеют твердость по Гогану (шкала С), составляющую от 25 до 30 единиц GC. Каждый образец для испытаний подвергался ряду испытаний на баллистический удар с использованием очередей из 14 пуль разного калибра и конфигурации (то есть диаметров пуль, материалов, конструкции и веса) и различных скоростей полета, которые выпускали в образец для испытаний с расстояния 21 фут. В испытаниях были использованы пули (снаряды) различного веса и разных калибров. При каждом испытании образец для испытаний устанавливали на мишени испытательного стенда из фанеры толщиной 0.75 дюйма и прикрепляли адгезивом к лицевой стороне испытательного стенда, так что образец для испытаний был обращен в сторону оружия, из которого в него выстреливали очередями. Результаты испытаний оценивали по критерию проходит/ не проходит, с использованием указанного здесь выше критерия прохождения. Полученные результаты приведены ниже в Таблице 2:
Можно видеть, что все образцы изделий из второй фрикционной композиции успешно выдержали испытание. Этот пример показывает эффективность использования другой композиции фрикционного материала 50 в качестве брони 20 для защиты от различных известных боеприпасов малого калибра. Этот пример также показывает, что фрикционные материалы могут быть эффективно использованы в качестве брони 20.
Кроме того, можно также полагать, что изделия 10 из брони 20 могут обеспечивать эффективную защиту от очередей пуль (снарядов) большего калибра, например 25 мм и больше, от снарядов (гранат) гранатомета, от некоторых бронебойных снарядов и т.п., при соответствующем увеличении толщины и изменении других характеристик внешнего вида брони 20.
Несмотря на то что конкретные механизмы, за счет которых фрикционный материал 50 сопротивляется проникновению баллистических снарядов и действует как броня 20, еще не полностью известны, все же можно полагать, что управляемые характеристики трения фрикционного материала 50 играют важную роль в обеспечении такой стойкости к проникновению.
Несмотря на то что был описан предпочтительный вариант осуществления изобретения, совершенно ясно, что в него специалистами в данной области могут быть внесены изменения и дополнения, которые не выходят, однако, за рамки приведенной далее формулы изобретения.
| название | год | авторы | номер документа |
|---|---|---|---|
| БАЛЛИСТИЧЕСКИ СТОЙКИЙ КОМПОЗИТНЫЙ МАТЕРИАЛ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2009 |
|
RU2482427C2 |
| ИЗДЕЛИЕ ИЗ СПЛАВА Al-Mg, ПОДХОДЯЩЕЕ ДЛЯ ПРИМЕНЕНИЙ В КАЧЕСТВЕ БРОНЕВОГО ЛИСТА | 2008 |
|
RU2461638C2 |
| СПЛАВЫ НА ОСНОВЕ ЖЕЛЕЗА С ВЫСОКОЙ ТВЕРДОСТЬЮ, ВЫСОКОЙ ПРОЧНОСТЬЮ И СПОСОБЫ ИХ ПРОИЗВОДСТВА | 2010 |
|
RU2551737C2 |
| КВАЗИОДНОНАПРАВЛЕННАЯ ТКАНЬ ДЛЯ БАЛЛИСТИЧЕСКОГО ПРИМЕНЕНИЯ | 2002 |
|
RU2295107C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ БРОНЕВЫХ ЛИСТОВ ИЗ (АЛЬФА+БЕТА)-ТИТАНОВОГО СПЛАВА И ИЗДЕЛИЯ ИЗ НЕГО | 2013 |
|
RU2549804C1 |
| ГИБКИЕ БАЛЛИСТИЧЕСКИЕ КОМПОЗИЦИОННЫЕ МАТЕРИАЛЫ, СТОЙКИЕ К ПОГЛОЩЕНИЮ ЖИДКОСТЕЙ, СПОСОБ ИХ ИЗГОТОВЛЕНИЯ И ИЗДЕЛИЯ, ИЗГОТОВЛЕННЫЕ ИЗ НИХ | 2006 |
|
RU2436676C2 |
| КОМПОЗИТНАЯ БРОНЯ | 2007 |
|
RU2329455C1 |
| КЕРАМИЧЕСКИЙ БРОНЕЭЛЕМЕНТ И КОМПОЗИТНАЯ БРОНЯ НА ЕГО ОСНОВЕ | 2011 |
|
RU2459174C1 |
| БРОНИРОВАННОЕ ТРАНСПОРТНОЕ СРЕДСТВО И БРОНЕПАНЕЛЬ ДЛЯ НЕГО | 2015 |
|
RU2595242C1 |
| Способ получения композита высокой плотности для средств бронезащиты | 2023 |
|
RU2831691C1 |

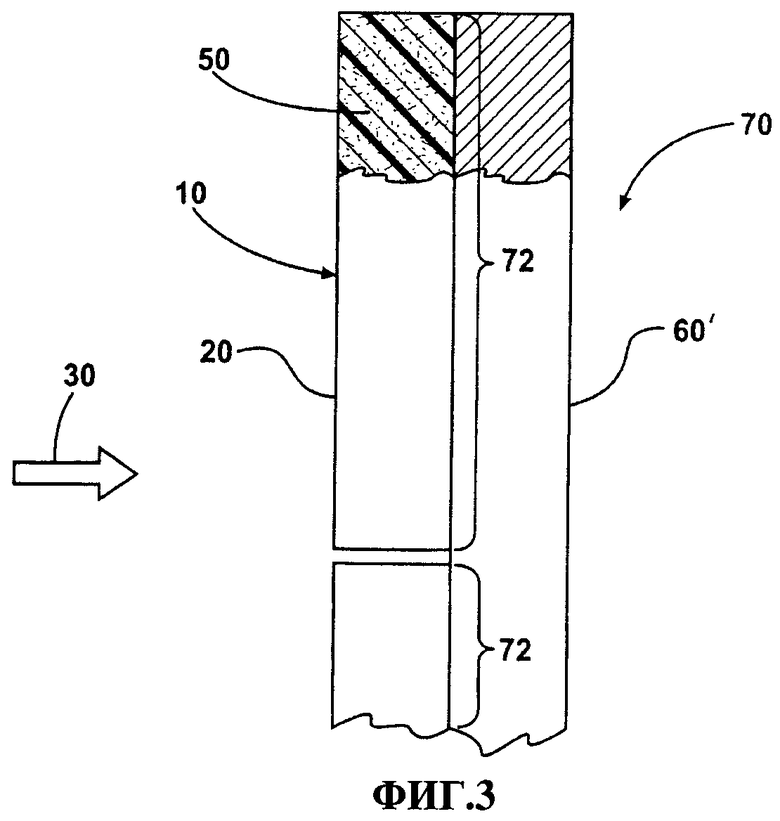



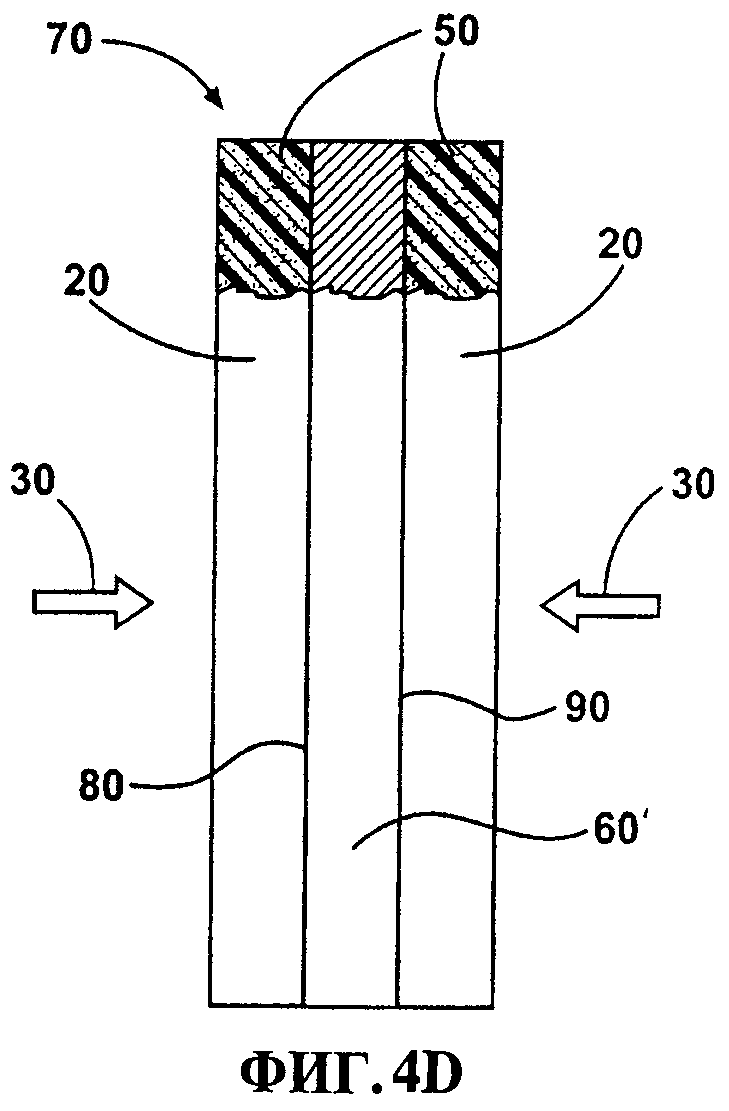




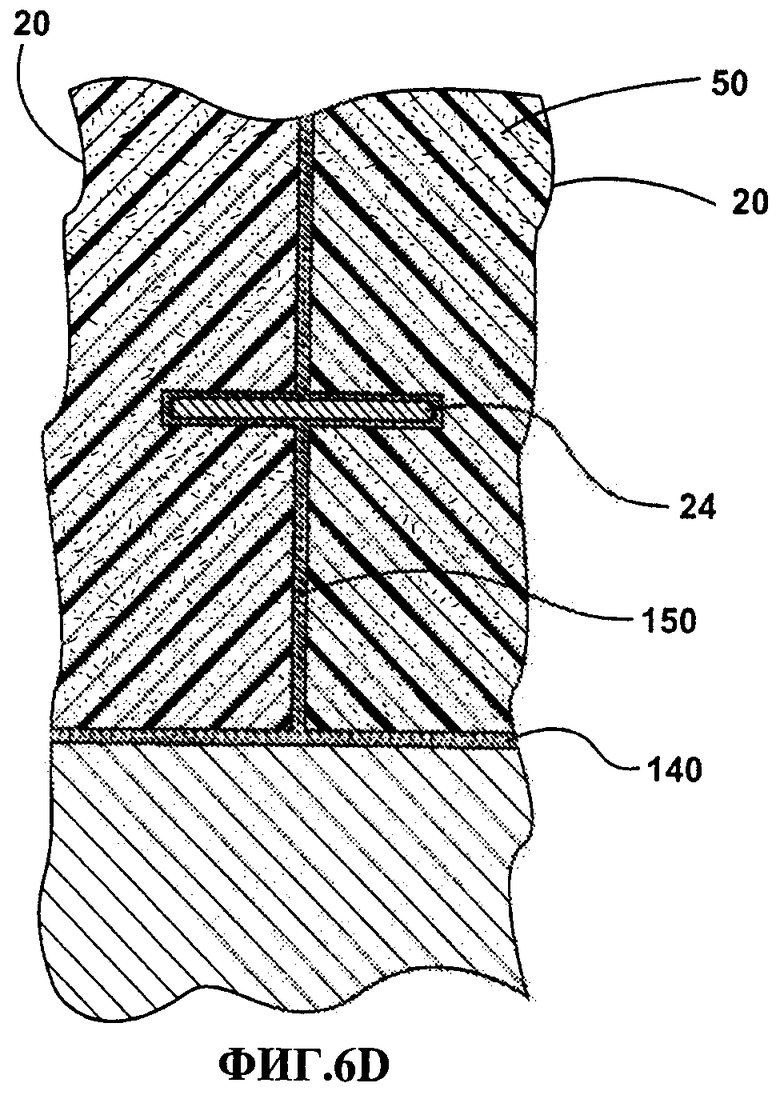





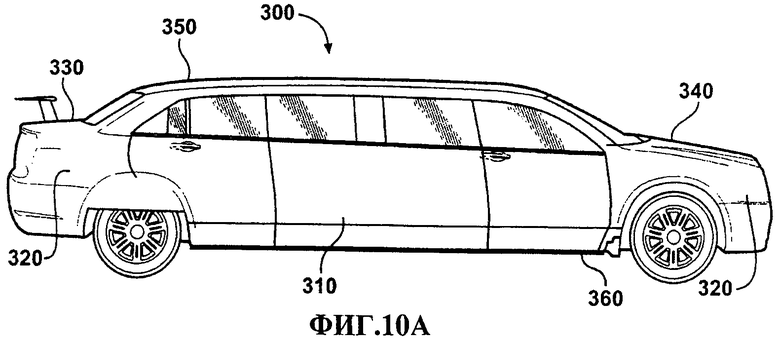


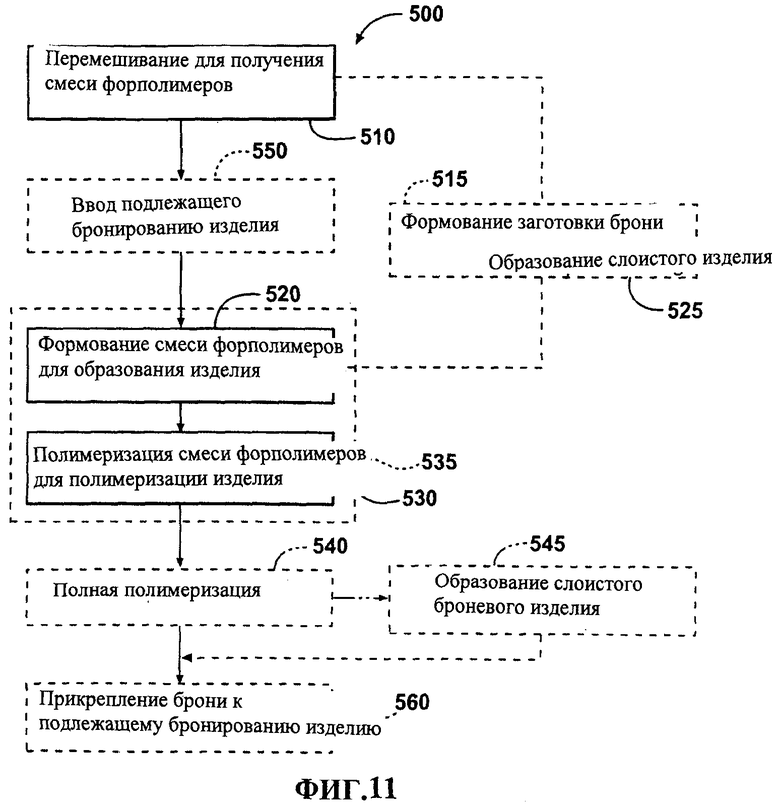
Броневое изделие содержит основу и/или облицовку или может иметь промежуточный слой между основой и облицовкой в любой комбинации. Броню накладывают непосредственно на подлежащее бронированию изделие или прикрепляют к нему, так чтобы покрывать все изделие или любой участок изделия. Основа и облицовка могут содержать фрикционный материал или нефрикционный материал. Фрикционный материал представляет собой композит из полимерного связующего материала, волокнистой опорной структуры, системы модификации трения и системы повышения износостойкости. Достигается повышение баллистической стойкости брони и облегчение конструкции. 2 н. и 26 з.п. ф-лы, 21 ил., 2 табл.
1. Броневое изделие, которое содержит полимеризованную смесь, включающую:
от 5 до 30 вес.% полимерного связующего материала;
10-50 вес.% волокон длиной 0.5 дюймов (1.25 см) и менее;
0.5-40 вес.% фрикционного материала;
1-40 вес.% наполнителя,
причем полимерный связующий материал образует полимерную матрицу, связывающую вместе волокна, фрикционный материал и наполнитель таким образом, что волокна имеют прерывистую, случайную ориентацию в полимерной матрице.
2. Броневое изделие по п.1, которое дополнительно содержит по меньшей мере основу и/или облицовку.
3. Броневое изделие по п.2, в котором основа содержит металл.
4. Броневое изделие по п.2, в котором основа содержит неметалл.
5. Броневое изделие по п.2, которое дополнительно содержит средство для крепления фрикционного материала и основы друг к другу.
6. Броневое изделие по п.5, в котором средство для крепления содержит по меньшей мере механизм соединения и/или материал соединения.
7. Броневое изделие по п.1, в котором полимерный связующий материал содержит сшитый полимер.
8. Броневое изделие по п.7, в котором сшитый полимер представляет собой по меньшей мере один термоотверждающийся полимер.
9. Броневое изделие по п.7, в котором сшитый полимер представляет собой по меньшей мере один термопластичный полимер.
10. Броневое изделие по п.1, в котором полимерный связующий материал содержит по меньшей мере один полимер, выбранный из группы, в которую входят фенолоальдегидный полимер, эпоксидная смола, конденсированные полинуклеарные ароматические соединения, цианат эфир, меламин, меламин-формальдегид, мочевина-формальдегид, резорцин-формальдегид, полиуретан, полиалкид, силикон, сложный полиэфир, акриловая смола, фуран и полиимид.
11. Броневое изделие по п.1, в котором волокна выбраны из группы, в которую входят металлические волокна, стекловолокна, минеральные волокна, углеродные волокна, полимерные волокна и керамические волокна.
12. Броневое изделие по п.1, в котором фрикционный материал выбран из группы, в которую входят графиты, сульфиды металлов, скорлупа орехов кешью, каучуки, металлы, оксиды металлов, карбиды металлов и силикаты металлов.
13. Броневое изделие по п.1, в котором наполнитель выбран из группы, в которую входят сульфат бария, карбонат кальция, силикат магния, карбонат магния, слюда, титанаты щелочных металлов, вермикулит, триоксид молибдена, порошок из скорлупы орехов кешью, резиновая пыль и глина.
14. Броневое изделие по п.10, в котором полимерный связующий материал содержит по меньшей мере один полимер, выбранный из группы, в которую входят фенольные, конденсированные полинуклеарные ароматические соединения, меламин, меламин-формальдегид, мочевина-формальдегид, резорцин-формальдегид, полиалкид, силикон, сложный полиэфир, фуран и полиимид.
15. Броневое изделие по п.11, в котором указанные волокна содержат по меньшей мере одно волокно, выбранное из группы, в которую входят металлические волокна, стекловолокна, минеральные волокна, углеродные волокна и керамические волокна.
16. Броневое изделие по п.12, в котором модификатор трения содержит по меньшей мере один модификатор трения, выбранный из группы, в которую входят графиты, сульфиды металлов, скорлупа орехов кешью, каучуки, металлы, оксиды металлов и карбиды металлов.
17. Броневое изделие, которое содержит полимеризованную смесь, включающую:
от 5 до 30 вес.% полимерного связующего материала;
10-50 вес.% волокон, содержащих по меньшей мере одно волокно,
выбранное из группы, в которую входят металлические волокна, стекловолокна, минеральные волокна, углеродные волокна и керамические волокна;
0.5-40 вес.% фрикционного материала;
1-40 веса% наполнителя,
причем полимерный связующий материал образует полимерную матрицу, связывающую вместе волокна, фрикционный материал и наполнитель таким образом, что волокна имеют прерывистую, случайную ориентацию в полимерной матрице.
18. Броневое изделие по п.17, которое дополнительно содержит по меньшей мере основу или облицовку.
19. Броневое изделие по п.18, в котором основа содержит металл.
20. Броневое изделие по п.18, в котором основа содержит не металл.
21. Броневое изделие по п.19, которое дополнительно содержит средство для крепления полимеризованной смеси и основы друг к другу.
22. Броневое изделие по п.21, в котором средство для крепления содержит по меньшей мере один механизм соединения и материал соединения.
23. Броневое изделие по п.17, в котором полимерная матрица представляет собой сшитую полимерную матрицу.
24. Броневое изделие по п.23, в котором сшитая полимерная матрица образуется из по меньшей мере одного термоотверждающегося полимера.
25. Броневое изделие по п.23, в котором сшитая полимерная матрица образуется из по меньшей мере одного термопластичного полимера.
26. Броневое изделие по п.17, в котором полимерный связующий материал содержит по меньшей мере один полимер, выбранный из группы, в которую входят фенольные соединения, эпоксидная смола, конденсированные полинуклеарные ароматические соединения, цианат эфир, меламин, меламин-формальдегид, мочевина-формальдегид, резорцин-формальдегид, полиуретан, полиалкид, силикон, сложный полиэфир, акриловая смола, фуран и полиимидные полимеры.
27. Броневое изделие по п.17, в котором фрикционный материал выбран из группы, в которую входят графиты, сульфиды металлов, скорлупа орехов кешью, каучуки, металлы, оксиды металлов, карбиды металлов и силикаты металлов.
28. Броневое изделие по п.17, в котором наполнитель выбран из группы, в которую входят сульфат бария, карбонат кальция, силикат магния, карбонат магния, слюда, титанаты щелочных металлов, вермикулит, триоксид молибдена, порошок из скорлупы орехов кешью, резиновая пыль и глина.
| US 6135006 А, 24.10.2000 | |||
| БРОНЕЭЛЕМЕНТ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 1993 |
|
RU2080544C1 |
| US 3649426 А, 14.03.1972 | |||
| СПОСОБ ИЗГОТОВЛЕНИЯ ОКРАШЕННЫХ НИТЕЙ И ДРУГИХ ИЗДЕЛИЙ ИЗ РЕГЕНЕРИРОВАННОЙ ЦЕЛЛЮЛОЗЫ | 1933 |
|
SU42887A1 |
| RU 2004137113 А, 10.09.2005 | |||
| RU 2001056 С1, 15.10.1993. | |||

