Область техники
Настоящее изобретение имеет отношение к созданию баллистически стойких изделий, имеющих местные восковые покрытия.
Уровень техники
Хорошо известны баллистически стойкие изделия, содержащие волокна высокой прочности и имеющие отличные свойства защиты от пуль и снарядов. Такие изделия, как пуленепробиваемые жилеты, шлемы, автомобильные панели и конструктивные элементы военного оборудования типично изготавливают из тканых и нетканых материалов, содержащих волокна высокой прочности. Обычно используемые волокна высокой прочности включают в себя полиэтиленовые волокна, арамидные волокна, такие как поли(фенелендиамин терефталамид), графитные волокна, нейлоновые волокна, стекловолокна и т.п. В случае многих применений, например, для жилетов или частей жилетов, волокна могут быть использованы в виде тканого или вязаного материала. В случае других применений волокна могут быть капсулированы или заделаны в полимерный матричный материал, чтобы образовать тканые или нетканые жесткие или гибкие материалы. Преимущественно, каждое из индивидуальных волокон, образующих тканые или нетканые материалы в соответствии с настоящим изобретением, в основном покрыты или капсулированы связующим (матричным) материалом.
Уже известны различные баллистически стойкие конструкции, которые с успехом могут быть использованы для образования твердых или мягких бронеизделий, таких как шлемы, панели и жилеты. Например, в патентах США 4,403,012, 4,457,985, 4,613,535, 4,623,574, 4,650,710, 4,737,402, 4,748,064, 5,552,208, 5,587,230, 6,642,159, 6,841,492, 6,846,758, которые все включены в данное описание в качестве ссылки, описаны баллистически стойкие композиционные материалы (композиты), которые содержат волокна высокой прочности, изготовленные из таких материалов, как полиэтилен сверхвысокой молекулярной массы с удлиненной цепью. Эти композиционные материалы обладают различной степенью стойкости к проникновению пуль, артиллерийских снарядов, шрапнели и т.п.
Например, в патентах США 4,623,574 и 4,748,064 описаны простые композитные структуры, содержащие волокна высокой прочности, заделанные (встроенные) в эластомерную матрицу. В патенте США 4,650,710 описаны гибкие изделия, которые содержат множество гибких слоев, содержащих волокна высокой прочности из полиолефина с удлиненной цепью (ЕСР). Волокна сети покрыты эластомерным материалом с низким модулем (модулем прочности на растяжение). В патентах США 5,552,208 и 5,587,230 описаны изделие и способ изготовления изделия, которое содержит по меньшей мере одну сеть волокон высокой прочности и матричную композицию, которая содержит виниловый эфир и диаллил фталат. В патенте США 6,642,159 описан стойкий к удару жесткий композиционный материал, имеющий множество волокнистых слоев, которые содержат расположенную в матрице сеть элементарных нитей (элементарных волокон), с эластомерными слоями между ними. Композиционный материал связан с твердой пластиной, чтобы повысить защиту от проникновения в броню пуль и снарядов.
Твердая или жесткая телесная броня обеспечивает хорошую баллистическую стойкость, но может быть очень жесткой и тяжелой. Поэтому предметы броневой одежды, такие как баллистически стойкие жилеты, преимущественно образуют из гибких или мягких броневых материалов. Однако, несмотря на то, что такие гибкие или мягкие материалы обладают отличными свойствами баллистической стойкости, они обычно имеют недостаточную прочность на истирание, что снижает срок службы брони. Поэтому желательно создать мягкие, гибкие баллистически стойкие материалы, имеющие повышенную прочность на истирание и повышенный срок службы. Настоящее изобретение позволяет удовлетворить эту потребность. Что еще более важно, при создании настоящего изобретения совершенно неожиданно было обнаружено, что наличие воскового покрытия существенно улучшает баллистическую стойкость заявленных баллистически стойких композиционных материалов к проникновению пуль, таких как пули калибра 9 мм с полной металлической оболочкой и пули 44 Magnum.
СУЩНОСТЬ ИЗОБРЕТЕНИЯ
В соответствии с настоящим изобретением предлагается баллистически стойкий композиционный материал, который содержит по меньшей мере одну волокнистую основу, имеющую многослойное покрытие, причем указанная волокнистая основа содержит одно или несколько волокон, имеющих прочность на разрыв около 7 г/денье или больше и модуль прочности на растяжение около 150 г/денье или больше; при этом указанное многослойное покрытие содержит слой полимерного связующего материала на поверхности указанных одного или нескольких волокон и слой воска на слое полимерного связующего материала.
В соответствии с настоящим изобретением предлагается также способ образования баллистически стойкого композиционного материала, который включает в себя следующие операции:
i) использование по меньшей мере одной покрытой волокнистой основы, имеющей поверхность; причем указанная по меньшей мере одна волокнистая основа содержит одно или несколько волокон, имеющих прочность на разрыв около 7 г/денье или больше и модуль прочности на растяжение около 150 г/денье или больше; при этом поверхность каждого из указанных волокон в основном покрыта полимерным связующим материалом; и
ii) нанесение воска по меньшей мере на участок указанной по меньшей мере одной покрытой волокнистой основы.
ПОДРОБНОЕ ОПИСАНИЕ ИЗОБРЕТЕНИЯ
В соответствии с настоящим изобретением предлагаются стойкие к абразивному истиранию (износу) волокнистые композиционные материалы и изделия, имеющие хороший срок службы и повышенную стойкость к баллистическому проникновению. В частности, в соответствии с настоящим изобретением предлагаются волокнистые композиционные материалы, образованные за счет нанесения многослойного покрытия в соответствии с настоящим изобретением по меньшей мере на одну волокнистую основу. Использованный здесь термин "волокнистая основа" может относиться к единичному волокну или к волокнистому материалу, в том числе и к войлоку, которые образованы из множества волокон. Волокнистая основа представляет собой волокнистый материал, который содержит множество волокон, объединенных в монолитную структуру, содержащую тканый и нетканый материалы. Покрытия из полимерного связующего материала или из полимерного связующего материала и воска могут быть нанесены на множество волокон, образующих волокнистое полотно (холст) или другую схему расположения, которые можно рассматривать или не рассматривать как волокнистый материал во время нанесения покрытия. В соответствии с настоящим изобретением предлагаются также материалы, образованные из множества покрытых волокон, и изделия, образованные из указанных материалов.
Волокнистые основы в соответствии с настоящим изобретением покрыты многослойным покрытием, которое содержит по меньшей мере один слой полимерного связующего материала и по меньшей мере один слой воска, причем указанные слои являются различными. По меньшей мере один слой полимерного связующего материала наносят непосредственно на поверхность одного или нескольких волокон, а по меньшей мере одно местное покрытие из воска наносят сверху на слой полимерного связующего материала. Как это описано далее более подробно, несмотря на то, что восковое покрытие "наносят сверху" на полимерный связующий слой, они не обязательно должны иметь прямой контакт друг с другом.
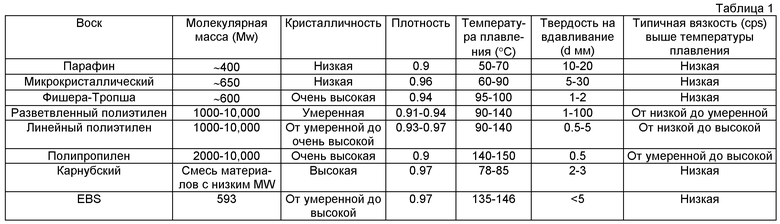
Восками обычно считают материалы, которые являются твердыми при комнатой температуре, но плавятся или размягчаются без разложения при температурах ориентировочно выше 40°С. Они обычно являются органическими и нерастворимыми в воде при комнатой температуре, но они могут смачиваться водой и могут образовывать пасты и гели в некоторых растворителях, таких как неполярные органические растворители. Воски могут быть разветвленными или линейными и могут иметь высокую или низкую кристалличность, а также имеют относительно низкую полярность. Их молекулярные массы лежит в диапазоне ориентировочно от 400 до 25000, причем они имеют температуры плавления в диапазоне ориентировочно от 40°С до 150°С. Они обычно не образуют автономные пленки, как полимеры более высокого порядка, и обычно представляют собой алифатические углеводороды, которые содержат больше атомов углерода чем масла и жиры (консистентные смазки). Вязкость восков может быть в диапазоне от низкой до высокой, типично в зависимости от молекулярной массы воска и кристалличности. Вязкость восков в состоянии выше их температуры плавления типично является низкой, причем предпочтительное местное восковое покрытие содержит воск низкой вязкости. Использованный здесь термин "воск низкой вязкости" характеризует воск, имеющий вязкость расплава меньше чем или равную 500 сантипуаз (cps) при 140°С. Воск низкой вязкости преимущественно имеет вязкость ориентировочно меньше чем 250 cps при 140°С, а предпочтительнее меньше чем около 100 cps при 140°С. Однако некоторые воски из линейного полиэтилена (с молекулярной массой ориентировочно от 2000 до 10000) и полипропиленовые воски могут иметь вязкости от средней до высокой, например, такой высокой, как 10000 сантипуаз, после плавления. Значения вязкости измеряют с использованием хорошо известной техники, например, могут измерять с использованием капиллярных и ротационных реометров или реометров с подвижным корпусом. Предпочтительным измерительным инструментом является ротационный вискозиметр Брукфильда. Воски преимущественно имеют среднюю молекулярную массу ориентировочно от 400 до 10000. Предпочтительнее, воски в основном представляют собой линейные полимеры и имеют среднюю молекулярную массу ориентировочно меньше чем 1500, а преимущественно среднюю молекулярную массу ориентировочно меньше чем 800.
Подходящие воски включают в себя как натуральные, так и синтетические воски, в том числе (но без ограничения) воски животного происхождения, такие как пчелиный воск, китайский воск, шеллачный воск, спермацет и шерстяной воск (ланолин); растительные воски, такие как воск восковницы, канделильский воск, карнубский воск, касторовый воск, эспартовый воск, японский воск, воск из масла жожобы, оурикуровый воск, воск из рисовых отрубей и соевый воск; минеральные воски, такие как церезиновые воски, монтанный воск, озокеритный воск и торфяные воски; нефтяные воски, такие как твердый парафин и микрокристаллические воски; синтетические воски, такие как полиолефиновые воски, в том числе полиэтиленовый и полипропиленовый воски, воски Фишера-Тропша, стеарамидные воски (в том числе этилен бис-стеарамид воски), полимеризованные α-олефиновые воски, воски с замещенным амидом (например, эфиризованные или омыленные воски с замещенным амидом) и другие химически модифицированные воски. Подходящими также являются воски, описанные в патенте США 4544694, описание которого включено в данное описание в качестве ссылки. Из всех указанных восков предпочтительными являются твердые парафины, микрокристаллические воски, воски Фишера-Тропша, воски из разветвленного и линейного полиэтилена, полипропиленовые воски, карнубские воски, этилен бис-стеарамид (EBS) воски и их комбинации. В таблице 1 указаны свойства этих предпочтительных восков.
Другой полезный здесь воск содержит побочную композицию, полученную в ходе полимеризации этилена с использованием катализатора Циглера (Ziegler), такого как катализатор Ziegler-Natta, в соответствии с процессом, известным как процесс полимеризации суспензии Циглера. Как правило, процесс полимеризации суспензии Циглера используют для образования гомополимеров полиэтилена высокой плотности (HDPE) или сополимеров этилена, таких как этилен-α-олефин сополимеры. В ходе полимеризации имеющие низкую молекулярную массу воскоподобные фракции растворяются в растворителе, который используют при полимеризации, и могут быть извлечены из него. Таким побочным воском обычно является воск из полиэтилена высокой плотности, а типично воск гомополимера полиэтилена, который имеет плотность ориентировочно 0.92-0.96 г/см3. Побочный воск отличается от других полиэтиленовых восков, полученных за счет прямого синтеза из этилена или приготовленных за счет термической деструкции имеющих высокую молекулярную массу полиэтиленов, каждый из которых образует полимеры как с высокой, так и с низкой плотностью. Такие побочные воски обычно не могут быть выделены из других процессов, таких как процессы полимеризации газовой фазы или процессы полимеризации раствора.
Также подходящими для образования воскового слоя являются восковые смеси, которые содержат воски, смешанные с другими материалами, которые не являются восками. Предпочтительные восковые смеси представляют собой смеси воска с содержащими фтор полимерами. Такие подходящие содержащие фтор полимеры содержат политетрафторэтилен, такой как TEFLON® (тефлон), который может быть закуплен на фирмах Е.I. duPont de Nemours и Company of Wilmington, Delaware. Предпочтительные смеси содержат ориентировочно от 5% до 50% фторполимера, по весу (в пересчете на вес) смеси, а предпочтительнее ориентировочно от 10% до 30% фторполимера, по весу смеси. Предпочтительные смеси фторполимер/воск содержат органические воски. Также предпочтительными являются восковые смеси, которые содержат воски, смешанные с такими материалами, как диоксид кремния, оксид алюминия и/или слюда, которые могут быть использованы как технологические добавки. Технологические добавки могут быть введены в смесь в количествах до 50% по весу смеси, предпочтительнее в диапазоне ориентировочно от 1% до 25% по весу, а еще лучше, ориентировочно от 2% до 10% по весу.
Восковое покрытие преимущественно содержит один или несколько восков из гомополимера полиэтилена, таких как воски Shamrock S-379 и S-394, которые могут быть закуплены на фирме Shamrock Technologies, Inc. of Newark, NJ, и A-C 6, A-C 7, A-C 8, A-C 9, A-C 617 и A-C 820 воски, которые могут быть закуплены на фирме Honeywell International Inc. of Morristown, NJ; воски из окисленного гомополимера полиэтилена, такие как NEPTUNE™ 5223-N4 и NEPTUNE™ S-250 SD5, которые могут быть закуплены на фирме Shamrock Technologies, Inc., и A-C 629 и A-C 673 воски, которые могут быть закуплены на фирме Honeywell International Inc; этилен бис-стеарамид воски, такие как Shamrock S-400, который может быть закуплен на фирме Shamrock Technologies, Inc., и Acrawax® С, который может быть закуплен на фирме Lonza Group, Ltd. of Basel, Switzerland; карнубский воск, например, марок #63 и #200, который может быть закуплен на фирме Strahl & Pitsch, Inc. of West Babylon, NY, и Shamrock S-232, который может быть закуплен на фирме Shamrock Technologies, Inc.; твердые парафины, такие как Hydropel QB, которые могут быть закуплены на фирме Shamrock Technologies, Inc., а также смеси и сплавы, содержащие любые из указанных материалов, такие как FLUOROSLIP™ 731MG, который представляет собой смесь РЕ/PTFE и который может быть закуплен на фирме Shamrock Technologies, Inc. Воск действует как барьер против потенциальных абразивов и также может заполнять пустоты между элементарными нитями ткани, за счет чего повышается целостность (непрерывность) ткани. Воск также может повышать твердость или ударную вязкость поверхности композитной ткани, что повышает ее срок службы. Воск также может служить как смазочный материал, равномерно покрывая основу тонким слоем воска и повышая прочность на истирание.
Покрытые волокнистые основы в соответствии с настоящим изобретением особенно хорошо подходят для изготовления тканей и изделий, имеющих повышенную стойкость к баллистическому проникновению. В соответствии с настоящим изобретением изделиями, которые имеют повышенную стойкость к баллистическому проникновению, считают изделия, имеющие высокие свойства защиты от деформируемых пуль и от проникновения фрагментов, таких как шрапнель. В соответствии с настоящим изобретением "волокном" считают удлиненное тело, длина которого намного больше его поперечных размеров ширины и толщины. Поперечные сечения волокон, подходящих для использования в соответствии с настоящим изобретением, могут иметь различную форму. Это могут быть круглые, плоские или удлиненные поперечные сечения. Таким образом, термин «волокно» включает в себя элементарные нити, ленты, полоски и т.п., имеющие поперечное сечение правильной и неправильной формы. Волокна также могут иметь поперечное сечение правильной и неправильной формы с множеством лепестков правильной и неправильной формы, выступающих из продольной оси волокон. Предпочтительные волокна не содержат лепестков и имеют в основном круговое поперечное сечение.
Как уже было указано здесь выше, многослойные покрытия могут быть нанесены на единственное полимерное волокно или на множество полимерных волокон. Множество волокон могут образовывать волокнистое полотно (например, параллельную сетку или войлок) из тканого материала, нетканого материала или пряжи, причем пряжей здесь считают прядь, которая содержит множество волокон, а тканью считают материал, который содержит множество объединенных волокон. В вариантах, содержащих множество волокон, многослойные покрытия могут быть нанесены до того, как из волокон образована ткань или пряжа, или после того, как из волокон образована ткань или пряжа.
Волокнами в соответствии с настоящим изобретением могут быть любые полимерные волокна. Такими волокнами преимущественно могут быть имеющие высокую прочность и высокий модуль прочности на растяжение волокна, которые полезны для образования баллистически стойких материалов и изделий. Под "высокопрочным, имеющим высокий модуль прочности на растяжение волокном" здесь понимают волокно, которое имеет предпочтительную прочность на разрыв по меньшей мере около 7 г/денье или больше, предпочтительный модуль прочности на растяжение по меньшей мере около 150 г/денье или больше и преимущественно энергию разрыва по меньшей мере около 8 Дж/г или больше, причем все эти свойства измеряют в соответствии со стандартом ASTM D2256. Использованный здесь термин "денье" применяют в качестве единицы измерения линейной плотности, причем денье равно массе в граммах для 9000 метров волокна или пряжи. Использованный здесь термин "прочность на разрыв" применяют в качестве единицы измерения напряжения при растяжении, причем прочность на разрыв определяют как силу (граммы) на единицу линейной плотности (денье) неподгруженного образца. "Начальным модулем" волокна характеризуют свойство материала, отображающее его сопротивление деформации. Термин "модуль прочности на растяжение" измеряют как отношение изменения прочности на разрыв, выраженное как граммы-силы на денье (г/д), к изменению растяжения, выраженному как доля исходной длины волокна (дюйм на дюйм).
Полимеры, из которых образованы волокна, позволяют получить преимущественно высокопрочные, имеющие высокий модуль прочности на растяжение волокна, подходящие для изготовления баллистически стойкой ткани. Особенно подходящими являются высокопрочные, имеющие высокий модуль прочности на растяжение волокнистые материалы, которые особенно хорошо подходят для образования баллистически стойких материалов и изделий, в том числе полиолефиновые волокна, в том числе волокна из полиэтилена высокой плотности и низкой плотности. Особенно предпочтительными являются полиолефиновые волокна с удлиненной цепью, такие как высоко ориентированные, имеющие высокую молекулярную массу полиэтиленовые волокна, а в особенности имеющие сверхвысокую молекулярную массу полиэтиленовые волокна, и полипропиленовые волокна, а в особенности имеющие сверхвысокую молекулярную массу полипропиленовые волокна. Также подходящими являются арамидные волокна, а в особенности пара-арамидные волокна, полиамидные волокна, волокна из полиэтилен терефталата, волокна из полиэтилен нафталата, волокна из поливинилового спирта с удлиненной цепью, волокна из полиакрилонитрила с удлиненной цепью, полибензозольные волокна, такие как полибензоксазольные (РВО) и полибензотиазольные (РВТ) волокна, волокна из жидкокристаллического сополимера и волокна с жестким стержнем, такие как М5® волокна. Все эти типы волокон уже известны. Для изготовления полимерных волокон также подходят сополимеры, блок-сополимеры и смеси указанных выше материалов.
Наиболее предпочтительными типами волокон для изготовления баллистически стойкой ткани являются полиэтиленовые волокна, в особенности волокна из полиэтилена с удлиненной цепью, арамидные волокна, полибензазольные волокна, волокна из жидкокристаллического сополимера, полипропиленовые волокна, в особенности волокна из высоко ориентированного полипропилена с удлиненной цепью, волокна из поливинилового спирта, волокна из полиакрилонитрила и волокна с жестким стержнем, в особенности М5® волокна.
В случае использования полиэтилена предпочтительные волокна изготавливают из полиэтиленов с удлиненной цепью, имеющих молекулярные массы по меньшей мере 500000, преимущественно по меньшей мере один миллион, а предпочтительнее от двух миллионов до пяти миллионов. Такие волокна из полиэтилена с удлиненной цепью (ЕСРЕ) могут быть выращены в процессах формования из раствора, таких как описанные в патентах США 4,137,394 или 4,356,138, которые включены в данное описание в качестве ссылки, или могут быть спрядены из раствора, чтобы образовать гелевую структуру, как это описано в патентах США 4,551,296 и 5,006,390, которые также включены в данное описание в качестве ссылки. Особенно предпочтительным типом волокон для использования в соответствии с настоящим изобретением являются полиэтиленовые волокна торговой марки SPECTRA®, которые могут быть закуплены на фирме Honeywell International Inc. Волокна SPECTRA® хорошо известны и описаны, например, в патентах США 4,623,547 и 4,748,064.
Также особенно предпочтительными являются арамидные (из ароматического полиамида) или пара-арамидные волокна. Эти волокна выпускаются серийно и описаны, например, в патенте США 3,671,542. Например, полезные поли(p-фенелен терефталамид) элементарные нити выпускаются серийно фирмой DuPont под торговой маркой KEVLAR® (кевлар). Также полезными в практике настоящего изобретения являются поли(m-фенелен изофталамид) волокна, которые выпускаются серийно фирмой DuPont под торговой маркой NOMEX®, и волокна, которые выпускаются серийно фирмой Teijin под торговой маркой TWARON®, арамидные волокна, которые выпускаются серийно фирмой Kolon Industries, Inc. of Korea под торговой маркой HERACRON®; p-арамидные волокна SVM™ и RUSAR™, которые выпускаются серийно фирмой Kamensk Volokno (Каменск волокно) JSC of Russia (РФ) и ARMOS™ p-арамидные волокна, которые выпускаются серийно фирмой JSC Chim Volokno (Химволокно) of Russia (РФ).
Полибензазольные волокна, подходящие для использования в соответствии с настоящим изобретением, выпускаются серийно и описаны, например, в патентах США 5,286,833, 5,296,185, 5,356,584, 5,534,205 и 6,040,050, которые все включены в данное описание в качестве ссылки. Подходящие для использования в соответствии с настоящим изобретением волокна из жидкокристаллического сополимера выпускаются серийно и описаны, например, в патентах США 3,975,487. 4,118,372 и 4,161,470, которые включены в данное описание в качестве ссылки.
Подходящие полипропиленовые волокна включают в себя волокна из высоко ориентированного полипропилена с удлиненной цепью (ЕСРР), такие как описанные в патенте США 4,413,110, который включен в данное описание в качестве ссылки. Подходящие волокна из поливинилового спирта (PV-OH) описаны, например, в патентах США 4,440,711 и 4,599,267, которые включены в данное описание в качестве ссылки. Подходящие полиакрилонитриловые (PAN) волокна описаны, например, в патенте США 4,535,027, который включен в данное описание в качестве ссылки. Волокна каждого из этих типов известны и широко применяются в промышленном масштабе.
Другими типами волокон, подходящих для использования в соответствии с настоящим изобретением, являются волокна с жестким стержнем, такие как М5® волокна, а также комбинации указанных здесь выше волокон, которые выпускаются серийно. Например, волокнистые слои могут быть образованы из комбинации волокон SPECTRA® и волокон Kevlar®. M5® волокна образованы из пиридобисимидазол-2,6-диила (2,5-дигидрокси-p-фенелена) и изготавливаются фирмой Magellan Systems International of Richmond, Virginia, описаны, например, в патентах США 5,674,969, 5,939,553, 5,945,537, и 6,040,478, каждый из которых включен в данное описание в качестве ссылки. Специфически предпочтительными волокнами являются M5® волокна, полиэтиленовые волокна SPECTRA®, арамидные волокна Kevlar® и арамидные волокна TWARON®. Волокна могут иметь любое подходящее денье, такие как, например, денье от 50 до 3000, преимущественно денье ориентировочно от 200 до 3000, предпочтительнее денье ориентировочно от 650 до 2000, а еще лучше денье ориентировочно от 800 до 1500. Выбор производят с учетом баллистической эффективности и стоимости. Более тонкие волокна являются более дорогими для изготовления и ткацкого переплетения, однако они позволяют получить более высокую баллистическую эффективность на единицу веса.
Наиболее предпочтительными волокнами для решения задач настоящего изобретения являются высокопрочные, имеющие высокий модуль прочности на растяжение волокна из полиэтилена с удлиненной цепью или высокопрочные, имеющие высокий модуль прочности на растяжение пара-арамидные волокна. Как уже было указано здесь выше, высокопрочное, имеющее высокий модуль прочности на растяжение волокно имеет предпочтительную прочность на разрыв около 7 г/денье или больше, предпочтительный модуль прочности на растяжение около 150 г/денье или больше и предпочтительную энергию разрыва около 8 Дж/г или больше, причем каждую из этих характеристик измерят в соответствии со стандартом ASTM D2256. В соответствии с предпочтительным вариантом осуществления настоящего изобретения прочность на разрыв волокон должна составлять около 15 г/денье или больше, преимущественно около 20 г/денье или больше, предпочтительнее около 25 г/денье или больше, а еще лучше около 30 г/денье или больше. Волокна в соответствии с настоящим изобретением также преимущественно имеют модуль прочности на растяжение около 300 г/денье или больше, предпочтительнее около 400 г/денье или больше, предпочтительнее около 500 г/денье или больше, предпочтительнее около 1,000 г/денье или больше, а еще лучше около 1,500 г/денье или больше. Волокна в соответствии с настоящим изобретением также имеют предпочтительную энергию разрыва около 15 Дж/г или больше, предпочтительнее около 25 Дж/г или больше, предпочтительнее около 30 Дж/г или больше, а лучше всего имеют энергию разрыва около 40 Дж/г или больше.
Эти объединенные свойства высокой прочности могут быть получены за счет использования хорошо известных процессов. В патентах США 4,413,110, 4,440,711, 4,535,027, 4,457,985, 4,623,547 4,650,710 и 4,748,064 обсуждаются в общем виде способы изготовления предпочтительных имеющих высокую прочность волокон из полиэтилена с удлиненной цепью, которые используют в соответствии с настоящим изобретением. Такие способы, которые включают в себя процессы выращивания волокон из раствора или геля, уже хорошо известны. Способы образования других типов предпочтительных волокон, в том числе пара-арамидных волокон, также хорошо известны, причем эти волокна выпускаются серийно.
Слой полимерного связующего материала, который также называют как слой полимерного матричного материала, преимущественно содержит по меньшей мере один материал, который обычно уже используют в промышленности как полимерный связующий или матричный материал, связывающий множество волокон вместе за счет их собственных связующих характеристик или после приложения теплоты и/или давления, что хорошо известно. Такими связующими материалами могут быть как имеющие низкий модуль эластомерные материалы, так и имеющие высокий модуль жесткие материалы. Предпочтительными имеющими низкий модуль эластомерными материалами являются материалы, имеющие начальный модуль прочности на растяжение меньше чем около 6,000 psi (41.3 МПа), измеренный при 37°С в соответствии с ASTM D638. Предпочтительными имеющими высокий модуль жесткими материалами являются материалы, обычно имеющие более высокий начальный модуль прочности на растяжение. Используемый в тексте описания настоящего изобретения термин «модуль прочности на растяжение» представляет собой модуль упругости, измеренный в соответствии с ASTM 2256 для волокон и в соответствии с ASTM D638 для полимерного связующего материала. Обычно полимерное связующее покрытие необходимо для эффективного объединения, то есть для укрепления множества нетканых слоев волокон. Полимерный связующий материал может быть нанесен на всю поверхностную область индивидуальных волокон или только на часть поверхностной области волокон. Покрытие из полимерного связующего материала преимущественно наносят в основном на поверхностную область каждого индивидуального волокна, из которых образован тканый или нетканый материал в соответствии с настоящим изобретением. Когда ткани содержат множество прядей (пряжу), тогда каждое из волокон, образующих единичную нить пряжи, преимущественно покрывают полимерным связующим материалом.
В качестве эластомерного полимерного связующего материала могут быть использованы различные материалы. Предпочтительный эластомерный связующий материал представляет собой имеющий низкий модуль эластомерный материал. В соответствии с настоящим изобретением используют имеющий низкий модуль эластомерный материал, который имеет модуль прочности на растяжение, измеренный ориентировочно при 6,000 psi (41.4 МПа) или меньше в соответствии с методикой измерения ASTM D638. Модуль прочности на растяжение эластомера преимущественно составляет около 4,000 psi (27.6 МПа) или меньше, предпочтительнее около 2400 psi (16.5 МПа) или меньше, предпочтительнее 1200 psi (8.23 МПа) или меньше, а еще лучше составляет около 500 psi (3.45 МПа) или меньше. Температура стеклования (Tg) эластомера преимущественно составляет около 0°С или меньше, предпочтительнее около -40°С или меньше, а еще лучше составляет около -50°С или меньше. Эластомер также имеет предпочтительное относительное удлинение при разрыве по меньшей мере около 50%, предпочтительнее по меньшей мере около 100%, а еще лучше имеет относительное удлинение при разрыве по меньшей мере около 300%.
Широкое разнообразие материалов и составов, имеющих низкий модуль, могут быть использованы для полимерного связующего покрытия. В качестве представительных примеров можно привести полибутадиен, полиизопрен, природный каучук, сополимеры этилена и пропилена, тройные сополимеры этилена, пропилена и диена, полисульфидные полимеры, полиуретановые эластомеры, хлорсульфонированный полиэтилен, полихлоропрен, пластифицированный поливинилхлорид, эластомеры из бутадиен акрилонитрила, поли(изобутилен-со-изопрен), полиакрилаты, простые и сложные полиэфиры, сополимеры этилена, а также их комбинации и другие имеющие низкий модуль полимеры и сополимеры. Также предпочтительными являются смеси различных эластомерных материалов или смеси эластомерных материалов с одним или несколькими термопластами.
Особенно полезными являются блок-сополимеры сопряженных диенов и виниловых ароматических мономеров. Бутадиен и изопрен являются предпочтительными сопряженными диеновыми эластомерами. Стирол, винил толуол и t-бутил стирол также являются предпочтительными сопряженными ароматическими мономерами. Блок-сополимеры, которые содержат полиизопрен, могут быть гидрогенизированы, чтобы получить термопластичные эластомеры, имеющие сегменты насыщенного углеводородного эластомера. Полимерами могут быть простые триблочные сополимеры типа А-В-А, многоблочные сополимеры типа (АВ)n (n=2-10) или сополимеры радиальной конфигурации типа R-(BA)x (x=3-150), в котором А представляет собой блок из поливинилового ароматического мономера, а В представляет собой блок из сопряженного диенового эластомера. Многие из этих полимеров выпускаются серийно фирмой Kraton Polymers of Houston, TX и описаны в публикации "Kraton Thermoplastic Rubber", SC-68-81. Наиболее предпочтительные имеющие низкий модуль полимерные связующие материалы представляют собой стироловые блок-сополимеры, особенно блок-сополимеры полистирола, полиизопрена и полистирола, которые под торговой маркой KRATON® серийно выпускает фирма Kraton Polymers, и HYCAR® акриловые полимеры, которые могут быть закуплены на фирме Noveon, Inc. of Cleveland, Ohio.
Предпочтительные имеющие высокий модуль жесткие полимеры, полезные для изготовления полимерного связующего материала, включают в себя такие полимеры, как виниловый эфир или блок-сополимер стирола и бутадиена, а также смеси полимеров, такие как виниловый эфир и диаллил фталат или фенол формальдегид и поливинил бутирал. Особенно предпочтительным имеющим высокий модуль материалом является термореактивный полимер, преимущественно растворимый в насыщенных растворителях углерод-углерод, таких как метилэтилкетон, и обладающий высоким модулем прочности на растяжение после отверждения, составляющим по меньшей мере около 1×105 psi (689.5 МПа), при измерении в соответствии с ASTM D638. Особенно предпочтительные жесткие материалы описаны в патенте США 6,642,159, который включен в данное описание в качестве ссылки.
В соответствии с предпочтительными вариантами осуществления настоящего изобретения слой полимерного связующего материала содержит полиуретан, простой полиэфир, сложный полиэфир, поликарбонат, полиацеталь, полиамид, полибутилен, сополимер этилена и винилацетата, сополимер этилена и винилового спирта, иономер, сополимер стирола и изопрена, сополимер стирола и бутадиена, сополимер стирола и этилена/бутилена, сополимер стирола и этилена/пропилена, полиметил пентен, гидрогенизированный сополимер стирола и этилена/бутилена, функционализированный малеиновым ангидридом сополимер стирола и этилена/бутилена, функционализированный карбоновой кислотой сополимер стирола и этилена/ бутилена, акрилонитрил, сополимер акрилонитрила, бутадиена и стирола, полипропилен, сополимер полипропилена, эпоксидную смолу, новолачную смолу, фенольный полимер, виниловый эфир, нитриловый каучук, природный каучук, бутират ацетат целлюлозы, поливинил бутирал, акриловый полимер, акриловый сополимер или акриловый сополимер, содержащий неакриловые мономеры.
Также полезными являются содержащие фтор полимерные связующие материалы, а также смеси не содержащих фтор полимеров с содержащими фтор полимерами. Используемый здесь термин "содержащий фтор" полимер включает в себя фторполимеры и содержащие фторуглерод материалы (то есть фторопласты). "Фторполимером" обычно называют полимер, который содержит фторуглеродные группы. Полезными фторполимерами (фторполимерными материалами) являются фторполимерные гомополимеры, фторполимерные сополимеры или их смеси, которые уже хорошо известны и описаны, например, в патентах США 4,510,301, 4,544,721 и 5,139,878. Также предпочтительными являются модифицированные фторуглеродом полимеры, особенно фторолигомеры и фторполимеры, образованные за счет прививки боковых цепей фторуглерода на обычных простых полиэфирах (то есть модифицированные фторуглеродом полиэфиры), полианионы (то есть модифицированные фторуглеродом полианионы), такие как полиакриловая кислота (то есть модифицированная фторуглеродом полиакриловая кислота) или полиакрилаты (то есть модифицированные фторуглеродом полиакрилаты), и полиуретаны (то есть модифицированная фторуглеродом полиуретаны). Эти содержащие фторуглеродные боковые цепи соединения или перфторные соединения обычно получают за счет процесса теломеризации и обычно называют С8 фторуглеродами. Например, фторполимер может быть получен за счет теломеризации ненасыщенного фторсоединения, образующего фтортеломер, причем указанный фтортеломер дополнительно модифицируют, чтобы позволить реакцию с простым полиэфиром, сложным полиэфиром, полианионом, полиакриловой кислотой, полиакрилатом или полиуретаном, а затем фтортеломер прививают на простой полиэфир, сложный полиэфир, полианион, полиакриловую кислоту, полиакрилат или полиуретан. Хорошими представительными примерами этих содержащих фторуглерод полимеров являются фторполимерные изделия NUVA®, которые могут быть закуплены на фирме Clariant International, Ltd. of Switzerland. Предпочтительными являются также другие фторполимеры, фторолигомеры и фторполимеры, имеющие боковые цепи на основе перфторной кислоты и перфторного спирта. Также являются подходящими фторполимеры, имеющие фторуглеродные боковые цепи более короткой длины, такие как С6, С4 или С2, такие как PolyFox™ фторхимикаты, которые могут быть закуплены на фирме Omnova Solutions, Inc. of Fairlawn, Ohio.
На жесткость, ударные и баллистические свойства изделий, образованных из волокнистых, композиционных материалов в соответствии с настоящим изобретением, влияет модуль прочности на растяжение связующего полимерного покрытия волокон. Например, в патенте США 4,623,574 указано, что армированные волокном композиционные материалы, сконструированные с эластомерными матрицами, имеющими модули прочности на растяжение ориентировочно меньше чем 6000 psi (41,300 кПа), имеют повышенные баллистические свойства в сравнении с композиционными материалами, образованными с использованием полимеров, имеющих более высокий модуль, а также в сравнении с этими же самыми волокнистыми структурами без одного или нескольких покрытий из полимерного связующего материала. Однако низкий модуль прочности на растяжение полимерных связующих материалов также придает более низкую жесткость композиционным материалам. Следует иметь в виду, что в некоторых применениях, особенно в таких, в которых композиционный материал должен работать как в антибаллистическом, так и в конструкционном режимах, необходима повышенная комбинация баллистической стойкости и жесткости. Таким образом, наиболее подходящий тип используемого полимерного связующего материала будет зависеть от типа изделия, изготавливаемого из тканей в соответствии с настоящим изобретением. Для обеспечения компромисса двух указанных свойств подходящий полимерный связующий материал может также содержать комбинацию материалов с низким модулем и высоким модулем. Каждый полимерный или восковой слой также может содержать наполнители, такие как углеродная сажа или диоксид кремния, технологические добавки, может быть доведен (extended) при помощи масел или может быть вулканизирован при помощи серы, пероксида, оксида металла или при помощи систем радиационного отверждения, если это подходит, что само по себе известно.
Чтобы получить изделие из ткани, имеющее достаточные свойства баллистической стойкости, пропорция образующих ткань волокон преимущественно должна составлять ориентировочно от 50% до 98% по весу волокон, плюс вес объединенных покрытий предпочтительнее ориентировочно от 70% до 95%, а еще лучше ориентировочно от 78% до 90% по весу волокон плюс покрытия. Таким образом, полный вес объединенных покрытий преимущественно составляет ориентировочно от 1% до 50% по весу, предпочтительнее ориентировочно от 2% до 30%, предпочтительнее ориентировочно от 10% до 22%, а еще лучше ориентировочно от 14% до 17% по весу волокон плюс вес объединенных покрытий, причем 16% являются наиболее предпочтительными для нетканых материалов. Более низкое содержание связующего/матрицы подходит для тканых материалов, причем содержание связующего больше нуля, но меньше чем 10% по весу волокон плюс вес объединенных покрытий является наиболее предпочтительным. Вес местного воскового покрытия составляет преимущественно ориентировочно от 0.01% до 7.0% по весу, предпочтительнее ориентировочно от 0.1% до 3.0%, а еще лучше ориентировочно от 0.2% до 2.0% по весу волокон плюс вес объединенных покрытий. Эти диапазоны включают в себя покрытия на обеих сторонах основы ткани, причем обе поверхности преимущественно имеют одинаковый вес покрытия. Соответствующая полученная толщина восковых покрытий, которая позволяет получить эти желательные веса покрытий, может быть различной. Различные воски имеют различные плотности, что приводит к различным толщинам при одинаковом весе покрытия, и различные ткани могут иметь уникальные поверхности, которые могут потребовать более высокого или низкого веса покрытия, чтобы обеспечивать оптимальные характеристики.
В случае образования нетканых материалов полимерное связующее покрытие наносят на множество волокон, образующих волокнистое полотно (например, в виде параллельной сетки или войлока) или образующих другую схему расположения, причем на волокна наносят покрытие, пропитывают волокна материалом покрытия, заделывают их в материал покрытия или иным образом производят процесс покрытия. Волокна преимущественно объединяют в одну или несколько лент волокон, которые затем укрепляют при помощи стандартных технологий. В соответствии с другой технологией на волокна наносят покрытие, распределяют их случайным образом и укрепляют для образования войлока. В случае образования тканого материала волокна могут быть покрыты полимерным связующим материалом до или после ткачества (тканого переплетения), а преимущественно после него. Такие технологии являются хорошо известными. Изделия в соответствии с настоящим изобретением также могут содержать комбинации тканых материалов и нетканых материалов, образованные соответственно из однонаправленных лент волокон и нетканого войлока.
После этого местное покрытие из воска наносят по меньшей мере на одну поверхность укрепленной ткани (или другой волокнистой основы), сверху на слой полимерного связующего материала. Таким образом, волокнистые основы в соответствии с настоящим изобретением будут покрыты многослойными покрытиями, которые содержат по меньшей мере один слой полимерного связующего материала на поверхности указанного одного или нескольких волокон, и по меньшей мере один слой воска, сверху на слое полимерного связующего материала. Преимущественно, обе внешние поверхности ткани покрывают воском, чтобы повысить срок службы ткани, причем покрытие воском только одной внешней поверхности ткани будет также обеспечивать повышенную прочность на истирание, особенно если приняты меры по поддержанию правильной ориентации лент ткани в готовом изделии, при этом добавляется меньший вес. Для дополнительного снижения веса композиционного материала предпочтительные варианты настоящего изобретения преимущественно предусматривают введение только одного слоя полимерного связующего материала и одного слоя воска. Однако следует иметь в виду, что множество слоев полимерного связующего материала и/или множество слоев воска также могут быть нанесены на волокнистую основу. Когда имеются дополнительные слои или покрытия, эти материалы могут быть расположены на одном (или любом) полимерном связующем покрытии и/или восковом покрытии или между ними. Когда имеются дополнительные связующие и/или восковые покрытия, все восковые слои могут быть одинаковыми или могут отличаться друг от друга, и все слои полимерного связующего могут быть одинаковыми или могут отличаться друг от друга. Например, слой твердого парафина может быть нанесен поверх слоя воска из гомополимера полиэтилена.
В соответствии с другим вариантом осуществления слой связи может быть нанесен между полимерным связующим и местным восковым покрытием. Таким образом, несмотря на то, что восковое покрытие находится "сверху" на полимерном связующем слое, они не обязательно имеют прямой контакт друг с другом. Подходящие слои связи представляют собой (но без ограничения) слои термопластичного полимера, такие как слои, образованные из полиолефинов, полиамидов, сложных полиэфиров, полиуретанов, винильных полимеров, фторполимеров и их сополимеров и смесей. В соответствии с другим альтернативным вариантом осуществления покрытие из создающего высокое трение материала, например, из порошка диоксида кремния, может быть нанесено сверху на полимерное связующее, после чего наносят местное восковое покрытие. Кроме того, один или несколько слоев других органических или неорганических материалов могут быть нанесены сверху на полимерное связующее, после чего наносят местное восковое покрытие. Полезными неорганическими материалами могут быть (но без ограничения) керамика, стекло, композиционный материал с металлическим заполнением, композиционный материал с керамическим заполнением, композиционный материал с заполнением стеклом, кермет (композиционный материал из керамического и металлического материалов), сталь высокой твердости, броневой алюминиевый сплав, титан или комбинация указанных материалов. В соответствии с еще одним альтернативным вариантом осуществления баллистически стойкие композиционные материалы могут иметь первое покрытие из полимерного связующего материала, нанесенное на волокна, затем местное восковое покрытие, сверху на связующем покрытии, и затем завершающее местное покрытие из материала на основе силикона, сверху на воске. Таким образом, возможны различные варианты, причем варианты связующее/воск/силикон, связующее/абразив/воск, связующее/слой связи/воск и связующее/воск, в смеси с технологическая добавкой, являются предпочтительными вариантами. Тем не менее, наиболее предпочтительным остается вариант, в котором самым внешним (удаленным) слоем на одной или нескольких внешних поверхностях волокнистой основы является восковой слой. Многослойное покрытие преимущественно наносят сверху на волокно, имеющее любую предварительную обработку, такую как прядение, или же предварительную обработку волокна можно по меньшей мере частично удалить, ранее нанесения покрытий. Воск необходим только на одной или обеих внешних поверхностях композиционного материала (композитной ткани), и нет необходимости покрывать им индивидуальные волокна.
В тексте описания настоящего изобретения термин "покрыт" не означает ограничение способа, при помощи которого полимерные слои наносят на поверхность волокнистой основы. Может быть использован любой подходящий способ нанесения, в котором слой полимерного связующего материала сначала наносят на поверхности волокон, после чего наносят слой воска сверху на слой полимерного связующего материала.
Например, полимерный связующий слой может быть нанесен в виде раствора путем напыления или нанесения валиком раствора полимерного материала на поверхности волокон, причем одна порция раствора содержит желательный полимер или полимеры, а другая порция раствора содержит растворитель, способный растворять полимер или полимеры, после чего проводят сушку. Другим способом является нанесение чистого полимера полимерного связующего материала (материалов) на волокна, в виде жидкости, липкого твердого материала или частиц в суспензии или в виде псевдоожиженного слоя. Альтернативно, полимерный связующий материал может быть нанесен в виде раствора, эмульсии или дисперсии в подходящем растворителе, который не влияет отрицательно на свойства волокон при температуре нанесения. Например, волокна могут перемещаться (транспортироваться) через раствор полимерного связующего материала и за счет этого в основном могут быть покрыты полимерным связующим материалом, после чего проводят сушку, чтобы образовать покрытую волокнистую основу. Полученным покрытым волокнам затем придают желательную конфигурацию, и после этого их покрывают воском. В соответствии с другой технологией нанесения покрытия сначала могут быть образованы однонаправленные пряди волокон или тканые материалы, после чего погружают (окунают) эти пряди или ткани в ванну раствора, содержащего полимерный связующий материал, растворенный в подходящем растворителе, так что каждое индивидуальное волокно будет по меньшей мере частично покрыто полимером, после чего проводят сушку за счет испарения или улетучивания растворителя, и после этого воск может быть нанесен при помощи такого же самого процесса. Процедура погружения может быть повторена столько раз, сколько необходимо для введения заданного количества каждого полимерного покрытия на волокна, преимущественно так, чтобы в основном покрыть или капсулировать каждое индивидуальное волокно и покрыть все или в основном все поверхностные области волокон полимерным связующим материалом.
Могут быть использованы и другие технологии для нанесения полимерного связующего покрытия на волокна, в том числе покрытие имеющим высокой модуль предшественником (гелевым волокном) ранее проведения операции высокотемпературного растяжения волокна, до или после удаления растворителя из волокон (если используют технологию образования волокон за счет вытягивания из геля). Волокна затем могут быть растянуты при повышенных температурах, чтобы получить покрытые волокна. Гелевое волокно может быть пропущено через раствор соответствующего полимерного покрытия, при условиях, позволяющих получить желательное покрытие. Кристаллизация полимера с высокой молекулярной массой в гелевом волокне может иметь или не иметь место ранее пропускания волокна в раствор. Альтернативно, волокна могут быть экструдированы в псевдоожиженный слой соответствующего полимерного порошка. Более того, если проводят операцию растяжения или другой связанный с манипуляцией процесс, например, замену растворителя, сушку и т.п., то полимерный связующий материал может быть нанесен на материал предшественника конечного волокна.
Из покрытых связующим волокон могут быть образованы нетканые материалы, которые содержат множество имеющих перекрытие, нетканых волокнистых лент, которые консолидируют в однослойный, монолитный элемент. Каждая лента преимущественно содержит группу не перекрывающихся волокон, которые образуют однонаправленную, в основном параллельную сетку. Этот тип размещения волокон известен как "unitape" (однонаправленная лента) и будет называться здесь как "единичная лента". Применяемый здесь термин "сетка" относится к упорядоченному расположению волокон или лент, а термин "параллельная сетка" относится к упорядоченному параллельному расположению волокон или лент. Применяемый здесь термин "слой" волокон относится к плоскому расположению тканых или нетканых волокон или лент, причем слой содержит одну или несколько лент. Применяемый здесь термин "единичный слой" структуры относится к монолитной структуре, образованной из одной или нескольких лент индивидуальных волокон, которые консолидированы в одну единичную структуру. Под "консолидацией" понимают то, что полимерное связующее покрытие вместе с каждой лентой волокон объединены в один единичный слой. Консолидация может быть осуществлена за счет сушки, охлаждения, приложения давления или их комбинации. Нагрев и/или приложение давления могут не понадобиться, если волокна или слои ткани сами могут склеиваться друг с другом, как в случае процесса влажного ламинирования. Термин "композиционный материал" относится к комбинации волокон с одним или двумя покрытиями, причем стойкий к абразивному истиранию композиционный материал содержит восковое покрытие, что само по себе известно.
Предпочтительный нетканый материал в соответствии с настоящим изобретением содержит множество уложенных друг на друга, перекрывающихся лент волокон (множество однонаправленных лент), причем параллельные волокна каждой единичной ленты (однонаправленной ленты) расположены ортогонально (0°/90°) к параллельным волокнам каждой смежной единичной ленты, относительно продольного направления волокон каждой единичной ленты. Пакет перекрывающихся нетканых волокнистых лент консолидируют (укрепляют) за счет приложения теплоты и давления или за счет сцепления покрытий индивидуальных волокнистых лент, чтобы образовать однослойный, монолитный элемент, который также называют однослойной, консолидированной сетью, причем термин "консолидированная сеть" относится к консолидированной (объединенной) комбинации волокнистых лент с полимерным связующим/ матрицей. Термины "полимерное связующее" и "полимерная матрица" являются взаимозаменяемыми и относятся к материалу, который связывает волокна вместе. Эти термины сами по себе известны. В соответствии с настоящим изобретением, когда волокнистая основа представляет собой нетканый, консолидированный материал, образующий однослойную, консолидированную сеть, тогда волокна преимущественно в основном покрыты полимерным связующим материалом, однако только наружная поверхность монолитной структуры ткани имеет восковое покрытие, чтобы обеспечить желательные характеристики, а не каждый из компонентов волокнистых лент.
Специалистам в данной области известно, что отличную баллистическую стойкость получают тогда, когда индивидуальные волокнистые ленты расположены под углом друг к другу, таким образом, что направление выравнивания волокон одной ленты повернуто на угол относительно направления выравнивания волокон другой ленты. Волокнистые ленты преимущественно расположены под углом 0° и 90° друг к другу, однако смежные ленты могут быть расположены под любым углом, составляющим ориентировочно от 0° до 90°, относительно продольного направления волокон другой ленты. Например, пять лент нетканой структуры могут иметь ленты, ориентированные под углами 0°/45°/90°/45°/0° или под другими углами. Такие повернутые однонаправленные схемы расположения описаны, например, в патентах США 4,457,985; 4,748,064; 4,916,000; 4,403,012; 4,623,573 и 4,737,402.
Наиболее типично, нетканые материалы содержат от 1 до 6 лент, однако они могут иметь ориентировочно от 10 до 20 лент, что может быть желательно в различных применениях. Большее число лент позволяет получить более высокую баллистическую стойкость, однако это также приводит к увеличению веса. Таким образом, число волокнистых лент, образующих ткань или изделие в соответствии с настоящим изобретением, выбирают в зависимости от конечного использования ткани или изделия. Например, в телесных броневых жилетах для военных применений, чтобы образовать композиционный материал для изделия, имеющий желательную поверхностную плотность 1.0 фунт на квадратный фут (4.9 кг/м2), могут потребоваться ориентировочно от 20 индивидуальных лент (или слоев) до 60 индивидуальных лент (или слоев), причем эти ленты/слои могут быть ткаными, вязаными, войлочными или неткаными материалами (с параллельно ориентированными волокнами или с волокнами, имеющими другие расположения), образованными из высокопрочных описанных здесь волокон. В соответствии с другим вариантом осуществления телесные броневые жилеты для правоохранительных органов могут иметь число лент/слоев в соответствии с требованиями института National Institute of Justice (NIJ) для соответствующего уровня угрозы. Например, для уровня угрозы IIIA института NIJ, жилет может иметь всего 22 ленты/слоя. Для более низкого уровня угрозы института NIJ требуется меньше лент/слоев.
Консолидированные нетканые материалы могут быть сконструированы с использованием хорошо известных способов, таких как способы, описанные в патенте США 6,642,159, который включен в данное описание в качестве ссылки. Специалистам в данной области хорошо известно, что консолидацию (укрепление) производят за счет установки индивидуальных волокнистых лент друг на друге и приложения достаточной теплоты и давления, чтобы вызвать объединение лент в единую ткань. Консолидация может быть осуществлена при температурах в диапазоне ориентировочно от 50°С до 175°С, а преимущественно ориентировочно от 105°С до 175°С, и при давлениях в диапазоне ориентировочно от 5 psig (0.034 МПа) до 2500 psig (17 МПа), в течение времени ориентировочно от 0.01 секунды до 24 часов, преимущественно ориентировочно от.02 секунды до 2 часов. При нагревании существует возможность прилипания или течения полимерных связующих покрытий без их полного расплавления. Однако, обычно, если вызвать плавление полимерных связующих материалов, то требуется относительно низкое давление, чтобы образовать композиционный материал, в то время как если связующие материалы нагреты только до температуры прилипания, то обычно требуется приложение более высокого давления. Как и в известных процессах, консолидация может быть осуществлена в наборе каландров, в ламинаторе с плоской платформой, в прессе или в автоклаве.
Альтернативно, консолидация может быть осуществлена за счет формования при приложении теплоты и давления, в соответствующем устройстве для формования. Обычно формование проводят под давлением ориентировочно от 50 psi (344.7 кПа) до 5000 psi (34470 кПа), предпочтительнее ориентировочно от 100 psi (689.5 кПа) до 1500 psi (10340 кПа), а еще лучше ориентировочно от 150 psi (1034 кПа) до 1000 psi (6895 кПа). Формование альтернативно может быть проведено при более высоких давлениях, составляющих ориентировочно от 500 psi (3447 кПа) до 5000 psi, преимущественно ориентировочно от 750 psi (5171 кПа) до 5000 psi и предпочтительнее ориентировочно от 1000 psi до 5000 psi. Операция формования может занимать ориентировочно от 4 секунд до 45 минут. Температуры формования преимущественно лежат в диапазоне ориентировочно от 200°F (~93°С) до 350°F (~177°C), предпочтительнее в диапазоне ориентировочно от 200°F до 300°F (~149°С), а еще лучше в диапазоне ориентировочно от 200°F до 280°F (~121°С). Давления, под которыми формуют ткани в соответствии с настоящим изобретением, оказывают прямое воздействие на жесткость или гибкость готового отформованного изделия. Чем выше давления, под которыми формуют ткани, тем выше жесткость, и наоборот. В дополнение к давлению формования, количество, толщина и композиция лент ткани и типы полимерных связующих покрытий также непосредственно влияют на жесткость изделия, образованного из заявленной ткани. Как правило, множество ортогональных волокнистых полотен "склеивают" вместе с матричным полимером и пропускают через ламинатор с плоской платформой, чтобы улучшить однородность и прочность связи.
Несмотря на то, что все описанные здесь выше технологии формования и консолидации являются аналогичными, все процессы отличаются друг от друга. В частности, формование представляет собой периодический технологический процесс, а консолидация представляет собой непрерывный процесс. Кроме того, формование типично предусматривает использование формы, такой как фасонная форма или согласованная пресс-форма, когда формуют плоскую панель, и не обязательно приводит к получению плоского изделия. Консолидацию обычно проводят в ламинаторе с плоской платформой, в наборе каландров сжатия или за счет влажного ламинирования, чтобы получить мягкие (гибкие) телесные броневые ткани. Формование типично используют для изготовления твердой брони, например жестких пластин. В контексте настоящего изобретения технологии консолидации и формования мягкой телесной брони являются предпочтительными.
Применяемые в каждом процессе желательные температуры, давления и продолжительности обработки обычно зависят от типа полимерных связующих материалов покрытия, от содержания полимерного связующего (объединенных покрытий), от использованного способа и типа волокон. Ткани в соответствии с настоящим изобретением при необходимости могут быть каландрированы при приложении теплоты и давления, чтобы отшлифовать или отполировать их поверхности. Способы каландрирования хорошо известны.
Тканые материалы могут быть образованы с использованием хорошо известных технологий, с использованием любых переплетений ткани, таких как полотняное переплетение, лютиковое переплетение, переплетение "рогожка", атласное переплетение, саржевое переплетение и т.п. Полотняное переплетение используют чаще всего, при этом волокна могут быть сотканы вместе при ортогональной 0°/90° ориентации. Ранее переплетения, индивидуальные волокна каждого тканого материала могут быть покрыты или не покрыты слоем полимерного связующего материала. Восковой слой является предпочтительным для покрытия тканого материала. В соответствии с другим вариантом осуществления может быть собрана гибридная структура, в которой тканый и нетканый материалы объединены и взаимосвязаны, например, за счет консолидации, причем в этом случае восковой слой преимущественно наносят в виде покрытия на внешние поверхности гибридной структуры.
После покрытия волокнистой основы или основ полимерным связующим материалом основы затем покрывают воском. В типичных вариантах осуществления настоящего изобретения волокнистая основа представляет собой тканый или нетканый материал. В случае многослойного, нетканого материала воск наносят на поверхность или поверхности нетканого материала после консолидации множества лент. Воск может быть нанесен таким образом, что он покрывает все или в основном все покрытие из полимерного связующего материала на волокнах. Местное покрытие из воска преимущественно только частично наносят на покрытые волокна или покрытую ткань, так что необходимо покрывать воском только внешние поверхности ткани.
Воск наносят на волокнистую основу, а именно наносят сверху на полимерный связующий материал. Это может быть сделано, например, за счет технологий ручного или автоматического покрытия порошком, а также напыления или распыления порошка. В случае покрытия порошком вручную сухой порошковый (чистый) воск вручную наносят на одну или обе поверхности образца волокнистой основы. Образец затем пропускают через ламинатор с плоской платформой, при температуре, достаточной для того, чтобы расплавить и вдавить воск в поверхности композитной ткани. Подходящие температуры могут быть различными и обычно лежат в диапазоне от температур окружающей среды до температур непосредственно ниже температур деструкции материалов. При автоматическом нанесении порошка основу преимущественно покрывают восковым порошком при помощи устройства для нанесения порошковых покрытий, расположенного на входе ламинатора с плоской платформой. Устройство для нанесения покрытий может быть откалибровано для каждого специфического воска, чтобы выдавать заданное количество воска на единицу площади поверхности композитной ткани, на основании скорости падения порошкового воска и линейной скорости композитной ткани, что позволяет подать заданный вес воска на композитную ткань. Основу затем вводят в указанный ламинатор с плоской платформой. При необходимости вновь нанесенный воск может быть располирован на поверхности композитной ткани при помощи полировального круга, ранее ввода основы в ламинатор с плоской платформой. Воск также может быть нанесен в твердом, не порошковом виде или нанесен из раствора или дисперсии, или же при помощи любого другого подходящего средства, которое легко может быть выбрано специалистами в данной области.
Толщина индивидуальной ткани соответствует толщине индивидуальных волокон. Предпочтительный тканый материал имеет предпочтительную толщину ориентировочно от 25 мкм до 500 мкм на слой, предпочтительнее ориентировочно от 50 мкм до 385 мкм, а еще лучше, ориентировочно от 75 мкм до 255 мкм на слой. Предпочтительный нетканый материал, то есть нетканая, однослойная, консолидированная сеть, имеет предпочтительную толщину ориентировочно от 12 мкм до 500 мкм, предпочтительнее ориентировочно от 50 мкм до 385 мкм, а еще лучше ориентировочно от 75 мкм до 255 мкм, причем однослойная, консолидированная сеть типично содержит две консолидированные ленты (то есть две однонаправленные ленты). Толщина местного воскового покрытия может быть различной в зависимости от типа воска и желательного веса покрытия, однако наиболее предпочтительный диапазон составляет ориентировочно от 0.5 мкм до 5 мкм (на каждой поверхности ткани), однако этот диапазон не является ограничительным. Несмотря на то, что такие толщины являются предпочтительными, следует иметь в виду, что могут быть использованы и другие толщины для удовлетворения специфической потребности, что не выходит за рамки настоящего изобретения.
Ткани в соответствии с настоящим изобретением имеют предпочтительную поверхностную плотность ориентировочно от 50 г/м2 (0.01 фунты/футы) до 1000 г/м2 (0.2 фунты/футы2). Более предпочтительные поверхностные плотности для тканей в соответствии с настоящим изобретением лежат в диапазоне ориентировочно от 70 г/м2 (0.014 psf) до 500 г/м2 (0.1 фунты/футы2). Еще более предпочтительные поверхностные плотности для тканей в соответствии с настоящим изобретением лежат в диапазоне ориентировочно от 100 г/м2 (0.02 фунты/футы2) до 250 г/м2 (0.05 фунты/футы2). Изделия в соответствии с настоящим изобретением, которые содержат несколько индивидуальных слоев ткани, уложенных друг на друга, имеют предпочтительную поверхностную плотность ориентировочно от 1000 г/м2 (0.2 фунты/футы2) до 40,000 г/м2 (8.0 фунты/футы2), предпочтительнее ориентировочно от 2000 г/м2 (0.40 фунты/футы2) до 30,000 г/м2 (6.0 фунты/футы2), предпочтительнее ориентировочно от 3000 г/м2 (0.60 фунты/футы2) до 20,000 г/м2 (4.0 фунты/футы2), а еще лучше ориентировочно от 3750 г/м2 (0.75 фунты/футы2) до 10,000 г/м (2.0 фунты/футы2).
Композиционные материалы в соответствии с настоящим изобретением могут быть использованы в различных областях применения для образования различных баллистически стойких изделий с использованием хорошо известных технологий. Примеры подходящих технологий формирования баллистически стойких изделий описаны, например, в патентах США 4,623,574, 4,650,710, 4,748.064, 5,552,208, 5,587,230, 6,642,159, 6.841,492 и 6,846,758. Эти композиционные материалы особенно полезны для формирования гибких, мягких броневых изделий, в том числе одежды, такой как жилеты, брюки, шлемы или другие предметы одежды, а также оболочки или защитные покрытия, которые военные используют для защиты от различных баллистических угроз, таких как 9 мм пули с полной металлической оболочкой (FMJ) и различные фрагменты, образующиеся при взрыве ручных гранат, артиллерийских снарядов, импровизированных взрывных устройств (IED) и других устройств, с которыми приходится сталкиваться в военных операциях и в операциях поддержания мира.
Использованный здесь термин "мягкая" или "гибкая" броня относится к броне, которая не сохраняет свою форму при воздействии значительной нагрузки. Эти структуры также используют при формировании жестких, твердых броневых изделий. Под "твердой" броней понимают такие изделия, как шлемы, панели для военных транспортных средств или защитные экраны (щиты), которые имеют достаточную механическую прочность, позволяющую сохранять структурную жесткость при воздействии значительной нагрузки и способные свободно стоять без сплющивания. Полученные броневые структуры могут быть разрезаны на множество отдельных листов и складированы для последующего формирования изделий, или из них могут быть образованы предшественники, которые затем используют для формирования изделий. Такие технологии являются хорошо известными.
Предметы одежды в соответствии с настоящим изобретением могут быть образованы с использованием способов, хорошо известных специалистам в данной области. Одежда преимущественно может быть образована за счет непосредственного соединения баллистически стойких изделий в соответствии с настоящим изобретением с обычными предметами одежды. Например, бронежилет может содержать обычный жилет из ткани, к которому добавлены баллистически стойкие структуры в соответствии с настоящим изобретением, причем заявленные структуры введены в полости (карманы), расположенные в стратегически важных местах. Это позволяет обеспечивать максимальную баллистическую защиту при минимальном весе жилета. Использованный здесь термин "соединение" следует понимать как прикрепление, такое как прикрепление за счет пришивания или приклеивания, и т.п., а также как соединение без прикрепления или соединение за счет прилегания к другой ткани, так что баллистически стойкие изделия при необходимости могут быть легко удалены из жилета или другого предмета одежды. Изделия, которые используют для формирования гибких структур, таких как гибкие листы, жилеты и другие предметы одежды, преимущественно могут быть образованы с использованием имеющего низкий модуль прочности на растяжение связующего материала. Твердые изделия, такие как шлемы и броня, преимущественно (но не исключительно) преимущественно могут быть образованы с использованием имеющего высокий модуль прочности на растяжение связующего материала.
Свойства баллистической стойкости определяют с использованием стандартных методик испытаний, которые сами по себе хорошо известны. В частности, используют защитную мощность или сопротивление проникновению для баллистически стойкого композиционного материала, которые обычно выражают в скорости удара, при которой 50% пуль проникает в композиционный материал, в то время как 50% пуль задерживаются композиционным материалом, что также известно как V50 значение. Использованный здесь термин "сопротивление проникновению" для изделия представляет собой сопротивление к проникновению заданной угрозы, такой как физические объекты, которые представляют собой пули, фрагменты, шрапнель и т.п. Для композиционных материалов с однородной поверхностной плотностью, которая представляет собой вес композиционного материала, поделенный на его площадь поверхности, чем выше значение V50, тем лучше баллистическая стойкость композиционного материала. Свойства баллистической стойкости изделий в соответствии с настоящим изобретением зависят от множества факторов, особенно от типа волокон, использованных для изготовления ткани, процентного содержания по весу волокон в композиционном материале, хороших физических свойств материалов покрытия, от числа слоев ткани, образующих композиционный материал, и от полной поверхностной плотности композиционного материала.
Что еще более важно, совершенно неожиданно было обнаружено, что наличие воскового покрытия значительно улучшает стойкость к баллистическому проникновению заявленных баллистически стойких композиционных материалов в случае имеющих высокую энергию пуль и снарядов. Как это показано в приведенных далее примерах, совершенно неожиданно было обнаружено, что наличие воскового покрытия повышает в случае 9 мм пули V50 различных композиционных материалов, в среднем ориентировочно на 80 футов в секунду (24 м/сек) и повышает в случае пули 44 Magnum V50 различных композиционных материалов, в среднем ориентировочно на 74 футов в секунду (23 м/сек). Таким образом, за счет воскового покрытия материалы в соответствии с настоящим изобретением получают как повышенную прочность на истирание, так и повышенную стойкость к баллистическому проникновению.
Приведенные ниже примеры служат для пояснения настоящего изобретения.
ПРИМЕРЫ 1-16
Были проведены испытания на прочность на истирание различных образцов ткани, примеры которых приведены ниже. Каждый образец содержал арамидные волокна 1000-денье TWARON® type 2000, которые были покрыты полимерным связующим материалом. В случае образцов А1-А8 связующий материал содержал модифицированный фторуглеродом акриловый полимер на водной основе (84.5 вес.% акрилового сополимера марки HYCAR® 26-1199, который может быть закуплен на фирме Noveon, Inc. of Cleveland, Ohio; 15 вес.% фторполимера марки NUVA® NT X490, который может быть закуплен на фирме Clariant International, Ltd. of Switzerland; и 0.5% неионного поверхностно-активного вещества марки Dow TERGITOL® TMN-3, которое может быть закуплено на фирме Dow Chemical Company of Midland, Michigan). В случае образцов В1-В8 связующим материалом была смесь фторполимера с нитриловым каучуком (84.5 вес.% нитрилового каучука марки TYLAC® 68073, который может быть закуплен на фирме Dow Reichhold of North Carolina; 15 вес.% фторполимера NUVA® TTH U и 0.5% неионного поверхностно-активного вещества марки Dow TERGITOL® TMN-3).
Каждый образец представляет собой нетканый, консолидированный материал с двумя единичными лентами, в конструкции с ориентацией 0°/90°. Эти материалы имеют удельный вес волокон и полную плотность размещения (TAD) (плотность размещения материала, который содержит волокна и полимерный связующий материал), одинаковые для всех образцов. Содержание волокон в каждом материале составляет ориентировочно 85%, с балансом 15% из не содержащего воск полимерного связующего материала. Каждый из покрытых воском образцов А2-А8 и В2-В8 был покрыт следующим воском: образцы А2 и В2 были покрыты на обеих сторонах восковым материалом Shamrock FLUOROSLIP™ 731MG, который представляет собой смесь полиэтиленового воска, карнубского воска и политетрафторэтилена, которая может быть закуплена на фирме Shamrock Technologies, Inc.; образцы A3 и В3 были покрыты на обеих сторонах восковым материалом Shamrock Hydropel QB, который представляет собой сплав твердого парафина и синтетического воска, который может быть закуплен на фирме Shamrock Technologies, Inc.; образцы А4 и В4 были покрыты на обеих сторонах восковым материалом Shamrock S-400 N5, который представляет собой этилен бис-стеарамид воск, который может быть закуплен на фирме Shamrock Technologies, Inc.; образцы А5 и В5 были покрыты на обеих сторонах восковым материалом Shamrock Neptune 5031, который представляет собой окисленный воск на базе политетрафторэтилена, который может быть закуплен на фирме Shamrock Technologies, Inc.; образцы А6 и В6 были покрыты на обеих сторонах восковьм материалом Shamrock S-232 N1, который представляет собой смесь полиэтиленового воска и карнубского воска, которая может быть закуплена на фирме Shamrock Technologies, Inc.; образцы А7 и В7 были покрыты на обеих сторонах политетрафторэтиленом марки Shamrock SST-4MG, который может быть закуплен на фирме Shamrock Technologies, Inc.; образцы А8 и В8 были покрыты политетрафторэтиленом марки Shamrock SST-2, который может быть закуплен на фирме Shamrock Technologies, Inc. Каждый покрытый воском образец содержит ориентировочно 2 вес % воска и 98 вес.% композитной ткани, по весу ткани плюс матрица/связующее и воск. Каждый из этих покрытых воском образцов был покрыт за счет разбрызгивания вручную воска на обе поверхности образцы, распределения воска вокруг поверхностей слоя и удаления избытка воска, который не пристал к поверхностям слоя. После этого была проведена обработка каждого из образцов А2-А8 и В2-В8 за счет их пропускания через ламинатор с плоской платформой, с заданной температурой 220°F (104.44°С), чтобы расплавить воск и вдавить его в поверхности слоя.
Были проведены испытания каждого из описанных здесь выше образцов А1-А8 и B1-B8 на прочность на истирание в соответствии с модифицированным способом испытаний с надувной диафрагмой по стандарту ASTM D3886. Модификации стандартного способа в соответствии со стандартом ASTM D3886 состояли в использовании верхней нагрузки 5 фунтов, давления в диафрагме 4 psi и в прогоне 2000 циклов для оценки. Образцы А1 и В1, которые использовали как контрольные, не имели воскового покрытия на своих поверхностях. Результаты характеризовали как "Принят" или "Не принят" на основании требований отсутствия разрывов поверхности после 2000 циклов (с весом верхней нагрузки 5 фунтов и давлением в диафрагме 4 psi). В каждом примере указаны образец и абразив. Полученные результаты сведены в Таблицу 2.
Полученные данные показали, что нанесение местного воскового покрытия на поверхности существенно улучшает прочность на истирание и срок службы композитной ткани.
ПРИМЕРЫ 17-33
Были проведены испытания баллистических характеристик различных образцов ткани, примеры которых приведены ниже. Каждый образец содержал арамидные волокна 1000-денье TWARON® type 2000, которые были покрыты полимерным связующим материалом, причем он содержал 45 волокнистых слоев размерами 15”×15” (38.1 см×38.1 см). В случае образцов С1-С5 связующим материалом был немодифицированный полиуретан на водной основе. В случае образцов D1-D5 связующим материалом был модифицированный фторуглеродом акриловый полимер на водной основе (84.5 вес.% акрилового сополимера марки HYCAR® 26-1199, который может быть закуплен на фирме Noveon, Inc. of Cleveland, Ohio; 15 вес.% фторполимера марки NUVA® NT X490, который может быть закуплен на фирме Clariant International, Ltd. of Switzerland; и 0.5% неионного поверхностно-активного вещества марки Dow TERGITOL TMN-3, которое может быть закуплено на фирме Dow Chemical Company of Midland, Michigan). В случае образцов Е1-Е7 связующим материалом была смесь фторполимера с нитриловым каучуком (84.5 вес.% нитрилового каучука марки TYLAC® 68073, который может быть закуплен на фирме Dow Reichhold of North Carolina; 15 вес.% фторполимера марки NUVA® TTH U; и 0.5% неионного поверхностно-активного вещества марки Dow TERGITOL® TMN-3).
Каждый образец представляет собой нетканый, консолидированный материал с двумя лентами (с двумя однонаправленными лентами), в конструкции с ориентацией 0°/90°. Содержащие 45 слоев образцы имеют полный вес и TAD, показанные в Таблице 3. Содержание волокон в каждом материале составляет ориентировочно 85%, с балансом 15% из не содержащего воск полимерного связующего материала. Каждый из покрытых воском образцов С2-С4, D2-D4, Е2-Е4 и Е7 был покрыт воском марки Shamrock S-400 N5, который представляет собой этилен бис-стеарамид воск, который может быть закуплен на фирме Shamrock Technologies, Inc. Восковое покрытие составляет ориентировочно 2% веса каждого образца, в пересчете на вес волокон плюс матрица/связующее и воск. Каждый слой в этих покрытых воском образцах сначала взвешивали, а затем покрывали воском марки Shamrock S-400 N5 за счет разбрызгивания вручную на обе поверхности слоя, после чего осторожно распределяли воск по всем поверхностям слоя и удаляли избыток воска, который не прилип к поверхностям слоя, а затем повторно взвешивали образцы, чтобы определить увеличение веса. Кроме того, каждый слой образцов С2, С3, D2, D3, Е2, Е3 и Е7 обрабатывали за счет пропускания через ламинатор с плоской платформой, с заданной температурой 220°F (104.44°С), чтобы расплавить воск и вдавить его в поверхности слоя. Образцы C1, D1, Е1 и Е6, которые использовали как контрольные образцы, не имели местного воскового покрытия на своих поверхностях и не подвергались обработке. Образцы С5, D5 и Е5, которые использовали как обработанные контрольные образцы, также не имели местного воскового покрытия на своих поверхностях, но подвергались обработке за счет пропускания через ламинатор с плоской платформой, с заданной температурой 220°F. Введение контрольных образцов без покрытия, покрытых, но не обработанных контрольных образцов и обработанных контрольных образцов было сделано для того, чтобы определить, что изменение баллистических характеристик зависит только от воска, или же обработка также оказывает влияние на характеристики.
Были проведены испытания каждого из описанных здесь выше образцов, чтобы получить V50 для пули 9 мм, 124 грана, в соответствии со стандартными условиями испытаний военного стандарта MIL-STD-662F. Изделия из баллистически стойкой брони могут быть спроектированы и сконструированы так, чтобы получить желательную величину V50 за счет добавления или удаления индивидуальных слоев баллистически стойкой ткани. Для проведения этих экспериментов конструкция изделий была стандартизована путем укладки достаточного числа (45) слоев ткани, так что полная плотность размещения изделия составляет ориентировочно 1.01±0.02 фунты/футы2. Полученные результаты сведены в Таблицу 3.
Регрессионный анализ приведенных выше данных совершенно неожиданно показал, что наличие воскового покрытия фактически повышает V50 для пули 9 мм ориентировочно на 80 футов в секунду (24 м/сек). Таким образом, материалы в соответствии с настоящим изобретением позволяют выгодным образом обеспечивать как повышенную прочность на истирание, так и повышенную стойкость к баллистическому проникновению.
ПРИМЕРЫ 34-43
Были проведены испытания баллистических характеристик другого набора различных образцов ткани, примеры которых приведены ниже. Каждый образец содержал арамидные волокна 1000-денье TWARON® type 2000, которые были покрыты полимерным связующим материалом, причем он содержал 45 волокнистых слоев размерами 15”×15” (38.1 см×38.1 см). В случае образцов F1-F5 связующим материалом был модифицированный фторуглеродом акриловый полимер на водной основе (84.5 вес.% акрилового сополимера марки HYCAR® 26477, который может быть закуплен на фирме Noveon, Inc. of Cleveland, Ohio; 15 вес.% фторполимера марки NUVA® LB, который может быть закуплен на фирме Clariant International, Ltd. of Switzerland; и 0.5% неионного поверхностно-активного вещества марки Dow TERGITOL® TMN-3, которое может быть закуплено на фирме Dow Chemical Company of Midland, Michigan). В случае образцов G1-G5 связующим материалом была смесь фторполимера с полиуретаном (84.5 вес.% полиуретана марки SANCURE 20025, который может быть закуплен на фирме Noveon, Inc. of Cleveland, Ohio; 15 вес.% фторполимера марки NUVA® NT X490; и 0.5% неионного поверхностно-активного вещества марки Dow TERGITOL® TMN-3).
Каждый образец представляет собой нетканый, консолидированный материал с двумя лентами (с двумя однонаправленными лентами), в конструкции с ориентацией 0°/90°. Содержащие 45 слоев образцы имеют полный вес и TAD, показанные в Таблице 4. Содержание волокон в каждом материале составляет ориентировочно 85%, с балансом 15% из не содержащего воск полимерного связующего материала. Каждый из покрытых воском образцов F4 и G4 был покрыт воском марки Shamrock S-232 N1, который представляет собой смесь полиэтиленового воска и карнубского воска, которая может быть закуплена на фирме Shamrock Technologies, Inc, Newark, NJ. Каждый из покрытых воском образцов F5 и G5 был покрыт воском марки Shamrock FluoroSlip 731MG N1, который представляет собой смесь полиэтиленового воска, карнубского воска и политетрафторэтилена, которая может быть закуплена на фирме Shamrock Technologies, Inc, Newark, NJ. Восковое покрытие составляет ориентировочно 2% веса каждого образца, в пересчете на вес волокон плюс матрица/ связующее и воск. Каждый слой в этих покрытых воском образцах сначала взвешивали, а затем покрывали воском за счет разбрызгивания вручную порошкового воска на обе поверхности слоя, после чего осторожно распределяли воск по всем поверхностям слоя и удаляли избыток воска, который не прилип к поверхностям слоя, а затем повторно взвешивали образцы, чтобы определить увеличение веса. Кроме того, каждый слой образцов F4, F5, G4 и G5 обрабатывали за счет пропускания через ламинатор с плоской платформой, с заданной температурой 220°F (104.44°С), чтобы расплавить воск и вдавить его в поверхности слоя. Образцы F1, F2, G1 и G2, которые использовали как контрольные образцы, не имеют местного воскового покрытия на своих поверхностях и не подвергались обработке. Образцы F3 и G3 представляют собой обработанные контрольные образцы, которые также не имеют местного воскового покрытия, но подвергались обработке за счет пропускания через ламинатор с плоской платформой, с заданной температурой 220°F. Введение контрольных образцов без покрытия (и обработки) и обработанных контрольных образцов было сделано для того, чтобы определить, что изменение баллистических характеристик зависит только от воска, или же обработка также оказывает влияние на характеристики.
Были проведены испытания каждого из описанных здесь выше образцов, чтобы получить V50 для пули 44 Magnum, в соответствии со стандартными условиями испытаний военного стандарта MIL-STD-662F. Изделия из баллистически стойкой брони могут быть спроектированы и сконструированы так, чтобы получить желательную величину V50 за счет добавления или удаления индивидуальных слоев баллистически стойкой ткани. Для проведения этих экспериментов конструкция изделий была стандартизована путем укладки достаточного числа (45) слоев ткани, так что полная плотность размещения изделия составляет ориентировочно 1.01±0.02 фунты/футы2. Полученные результаты сведены в Таблицу 4.
Вслед за картиной, которая наблюдается в примерах 17-33, регрессионный анализ приведенных выше данных для примеров 34-43 показал, что наличие воскового покрытия неожиданно повышает V50 для пули 44 ориентировочно на 74 фута в секунду (23 м/сек). Таким образом, материалы в соответствии с настоящим изобретением позволяют выгодным образом обеспечивать как повышенную прочность на истирание, так и повышенную стойкость к баллистическому проникновению.
Несмотря на то, что были описаны предпочтительные варианты осуществления изобретения, совершенно ясно, что в него специалистами в данной области могут быть внесены изменения и дополнения, которые не выходят однако за рамки приведенной далее формулы изобретения и соответствуют его сущности. Подразумевается, что формула изобретения перекрывает все раскрытые варианты его осуществления, альтернативы, которые обсуждались здесь выше, а также все эквиваленты.
Изобретение относится к технологии производства баллистически стойких изделий, в частности, композиционных материалов, имеющих высокую прочность на истирание. Материал содержит, по меньшей мере, одну волокнистую основу с многослойным покрытием. Волокна основы имеют прочность на разрыв около 7 г/денье и больше и модуль прочности на растяжение около 150 г/денье и больше. Покрытие содержит слой полимерного связующего на поверхности волокон и слой воска на слое полимерного связующего. Изобретение обеспечивает получение мягкого и гибкого материала с повышенной баллистической стойкостью, повышенной прочностью на истирание и повышенным сроком службы. 3 н. и 7 з.п. ф-лы, 4 табл., 43 пр.
1. Баллистически стойкий композиционный материал, который содержит, по меньшей мере, одну волокнистую основу, имеющую многослойное покрытие, причем указанная волокнистая основа содержит одно или несколько волокон, имеющих прочность на разрыв около 7 г/денье или больше и модуль прочности на растяжение около 150 г/денье или больше; при этом указанное многослойное покрытие содержит слой полимерного связующего материала на поверхности указанных одного или нескольких волокон и слой воска на слое полимерного связующего материала.
2. Композиционный материал по п.1, в котором воск представляет собой пчелиный воск, китайский воск, шеллачный воск, спермацет, шерстяной воск, воск восковницы, канделильский воск, карнубский воск, касторовый воск, эспартовый воск, японский воск, воск из масла жожобы, оурикуровый воск, воск из рисовых отрубей, соевый воск, церезиновый воск, монтанный воск, озокеритный воск, торфяной воск, твердый парафин, микрокристаллический воск, полиэтиленовый воск, полипропиленовый воск, альфа-олефиновый воск, воск Фишера-Тропша, стеарамидный воск, эфиризованный амидный воск, омыленный амидный воск или их комбинации.
3. Композиционный материал по п.1, в котором слой воска содержит смесь воска с содержащим фтор полимером.
4. Композиционный материал по п.1, в котором волокнистая основа образована из множества волокон.
5. Композиционный материал по п.1, в котором содержание воска составляет ориентировочно от 0,01% до 5,0% от веса композиционного материала.
6. Изделие, содержащее композиционный материал по п.1.
7. Способ изготовления баллистически стойкого композиционного материала, который включает в себя следующие операции:
i) использование, по меньшей мере, одной покрытой волокнистой основы, которая содержит одно или несколько волокон, имеющих прочность на разрыв около 7 г/денье или больше и модуль прочности на растяжение около 150 г/денье или больше; при этом поверхность каждого из волокон в основном покрыта полимерным связующим материалом; и
ii) нанесение воска, по меньшей мере, на участок указанной волокнистой основы.
8. Способ по п.7, в котором указанный воск представляет собой пчелиный воск, китайский воск, шеллачный воск, спермацет, шерстяной воск, воск восковницы, канделильский воск, карнубский воск, касторовый воск, эспартовый воск, японский воск, воск из масла жожобы, оурикуровый воск, воск из рисовых отрубей, соевый воск, церезиновый воск, монтанный воск, озокеритный воск, торфяной воск, твердый парафин, микрокристаллический воск, полиэтиленовый воск, полипропиленовый воск, альфа-олефиновый воск, воск Фишера-Тропша, стеарамидный воск, эфиризованный амидный воск, омыленный амидный воск или их комбинации.
9. Способ по п.7, в котором волокнистая основа образована из множества волокон.
10. Способ по п.7, который дополнительно предусматривает изготовление изделия из указанного композиционного материала.
| БРОНЕВАЯ ПАНЕЛЬ И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 2004 |
|
RU2268453C1 |
| RU 2001120340 A, 27.05.2003 | |||
| US 2005136236 A1, 23.06.2005 | |||
| US 2006005336 A1, 12.01.2006 | |||
| US 5635279 A, 03.06.1997 | |||
| Пулезащитный материал | 1990 |
|
SU1794240A3 |
| RU 20051419 A, 10.06.2006. | |||

