Изобретение относится к листовой штамповке и может быть использовано в прессовых производствах для штамповки крупногабаритных деталей из листовых материалов (металлов и неметаллов), преимущественно для штамповки-вытяжки крупногабаритных кузовных деталей автомобилей, тракторов, сельхозмашин, бытовой и другой техники на листоштамповочных прессах простого, двойного и тройного действий, а также на листоштамповочных многопозиционных автоматах.
Известен способ торможения фланца заготовки при вытяжке сложной крупногабаритной детали, включающий укладку плоской заготовки на штамп, прижим фланца заготовки прижимной плитой штампа к прижимной поверхности матрицы, втягивание центральной части заготовки пуансоном в рабочую полость матрицы с одновременным торможением фланца заготовки при помощи одного или нескольких рядов перетяжных ребер (Романовский В.П. Справочник по холодной штамповке. - С-Пб.: Машиностроение, 1979, с.180, рис.157).
Недостатком известного способа торможения фланца заготовки при вытяжке является то, что в сечении штампа вертикальной плоскостью по нормали к контуру рабочей полости матрицы в плане высота двух и большего количества перетяжных ребер одинакова. Одинаковая высота перетяжных ребер не позволяет плавно изменять в процессе вытяжки торможение фланца заготовки и соответственно растягивающие напряжения в центральной части заготовки по нормали к контуру матрицы, так как после схода края заготовки с перетяжного ребра сила торможения резко уменьшается, соответственно резко уменьшаются растягивающие напряжения. Из условия пластичности заготовки следует, что чем меньше растягивающие напряжения, тем больше сжимающие напряжения, под действием которых заготовка теряет устойчивость с образованием складок. С другой стороны, чрезмерное увеличение растягивающих напряжений за счет увеличения количества и высоты перетяжных ребер приводит к разрушению заготовки.
Задачей изобретения является разработка способа торможения фланца заготовки при вытяжке детали из плоской или пространственной листовой заготовки, в котором сила торможения заготовки в процессе вытяжки изменяется равномерно и плавно.
Поставленная задача достигается тем, что торможение фланца заготовки осуществляют силой прижима наружным ползуном пресса двойного или тройного действия или подушкой пресса простого действия или многоиозиционного автомата и несколькими рядами перетяжных ребер, которые располагают на матрице или прижимной плите, а в сечении штампа вертикальной плоскостью по нормали к контуру полости матрицы в плане высоту последнего от этого контура перетяжного ребра выполняют меньше высоты одного или нескольких предыдущих перетяжных ребер.
Сущность изобретения по варианту 1 характеризуется фиг.1 и фиг.2. На фиг.1 вверху показано сечение А-А штампа для осуществления нового способа торможения фланца заготовки при вытяжке детали на прессе двойного или тройного действия в конечный момент вытяжки детали в крайнем нижнем положении наружного и внутреннего ползунов пресса, а внизу - вид сверху на матрицу без пуансона, прижимной плиты и вытянутой детали, на фиг.2 - выносной элемент в виде увеличенного изображения части сечения штампа с перетяжными ребрами. Из условия симметрии вытягиваемой детали и штампа на фиг.1 показана лишь правая половина штампа. Плоскостью симметрии крупногабаритных деталей типа наружных и внутренних панелей капота, крышки багажника, крыши и других может быть плоскость симметрии кузова легкового автомобиля, кабины грузового автомобиля и других машин и механизмов, которые собираются из таких деталей.
Способ реализуется следующим образом. Вырубленную из листового материала заготовку 11 укладывают на прижимную поверхность матрицы 2. При ходе наружного ползуна пресса вниз при помощи закрепленной на нем прижимной плиты 3 осуществляют формовку заготовки 9 перетяжными ребрами 4, 5, 6, 7, 8, 9, 10 и прижим фланца заготовки по развертывающейся прижимной поверхности матрицы 2. При ходе внутреннего ползуна пресса вниз закрепленный на этом ползуне пуансон 1 касается заготовки 11 и начинает втягивать эту заготовку в рабочую полость матрицы 2.
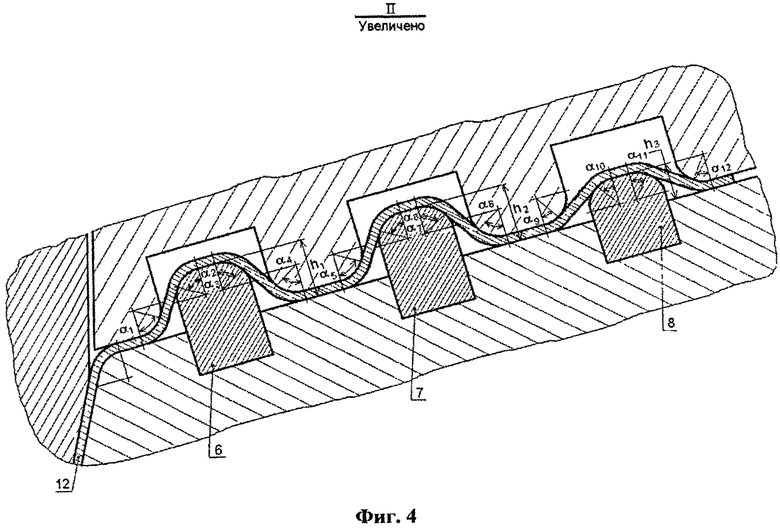
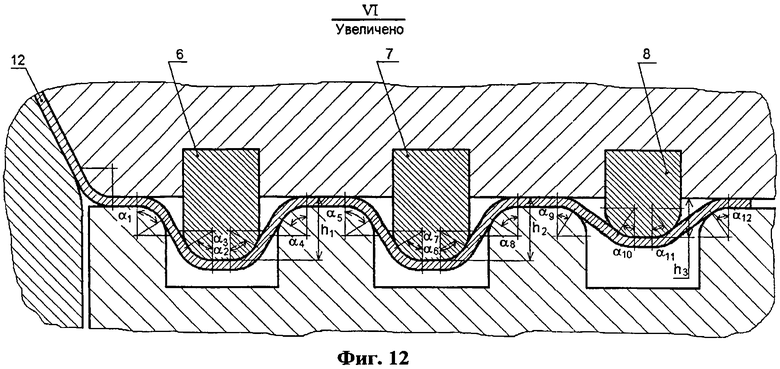
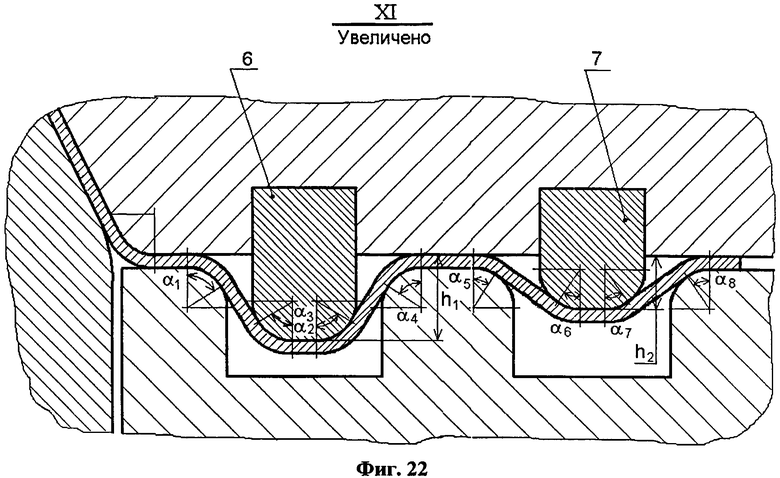
В процессе вытяжки торможение фланца заготовки осуществляют силой прижима наружным ползуном пресса двойного или тройного действия и перетяжными ребрами 4, 5, 6, 7, 8, 9, 10, которые располагают на плоской прижимной поверхности матрицы 2. Напротив отрезка DE контура матрицы в плане выполняют три ряда перетяжных ребер 6, 7, 8. В сечении штампа вертикальной плоскостью, проходящей через ось "x", которая является нормалью к контуру полости матрицы в плане, высоты h1 и h2 первых от этого контура двух перетяжных ребер 6, 7 выполняют одинаковыми, а высоту h3 третьего перетяжного ребра 8 выполняют меньше высот h1 и h2 двух других перетяжных ребер 6 и 7 (фиг.2) и равную 0,2-0,8 от этих высот.
При перемещении заготовки через закругленные рабочие кромки перетяжного ребра и выемок в противолежащей рабочей части штампа, в зависимости от способа торможения фланца части заготовки последовательно испытывают изгибы и спрямления в том же или противоположном направлении на тот же или другой радиус кривизны. Если растягивающее напряжение до I-й кромки обозначить через σ1, то после кромки, вследствие действия сил трения при перемещении заготовки по кромке, растягивающее напряжение σ2 увеличивается, согласно формуле Эйлера из теоретической механики, до величины

где µ - коэффициент трения заготовки о кромку, α1 - угол охвата заготовкой I-й рабочей кромки (фиг.2).
Из формулы (1) видно, увеличение растягивающего напряжения, соответственно и увеличение торможения заготовки, после перемещения части заготовки через кромку перетяжного ребра или рабочей части штампа существенно зависит от угла охвата заготовкой I-й кромки αi, а этот угол αi, в свою очередь, существенно зависит от высоты перетяжного ребра hj (I - номер ребра, фиг.2). Точнее, чем больше высота 1-го перетяжного ребра hj, тем больше угол αi охвата заготовкой I-й кромки, как это наглядно показано на фиг.2 при i=1, 2, 3, …, 12. Следовательно, плавно уменьшая или увеличивая высоту перетяжного ребра hj, можно плавно уменьшать или увеличивать растягивающее напряжение и, соответственно, торможение заготовки в штампе для вытяжки.
Если не принимать мер по плавному торможению заготовки в штампе для вытяжки за счет изменения высоты перетяжных ребер, то в процессе вытяжки и втягивания заготовки в рабочую полость матрицы при недостаточном торможении складки на фланце заготовки могут перейти на поверхность готовой детали, что приведет к снижению качества этой детали или даже к ее браку. На производстве для увеличения торможения часто увеличивают размеры заготовки, что приводит к завышению нормы расхода материала на одну деталь. Поэтому применение дополнительного перетяжного ребра меньшей высоты, согласно данному способу, позволит получить экономию материала за счет уменьшения размеров заготовки и нормы расхода материала на одну деталь. С другой стороны, применение дополнительного перетяжного ребра той же высоты, что и предыдущие перетяжные ребра, дает чрезмерное торможение, что приводит к разрушению заготовки. На производстве для устранения складкообразования и разрушения заготовки требуется остановка автоматической линии штамповки и доработка штампа для вытяжки, что приводит к большим производственным издержкам и повышению себестоимости изготовления данной детали.
После вытяжки при обратном ходе сначала внутреннего, а затем наружного ползунов пресса вверх вытянутая деталь 12 (фиг.2) остается в матрице и удаляется из нее механическим путем.
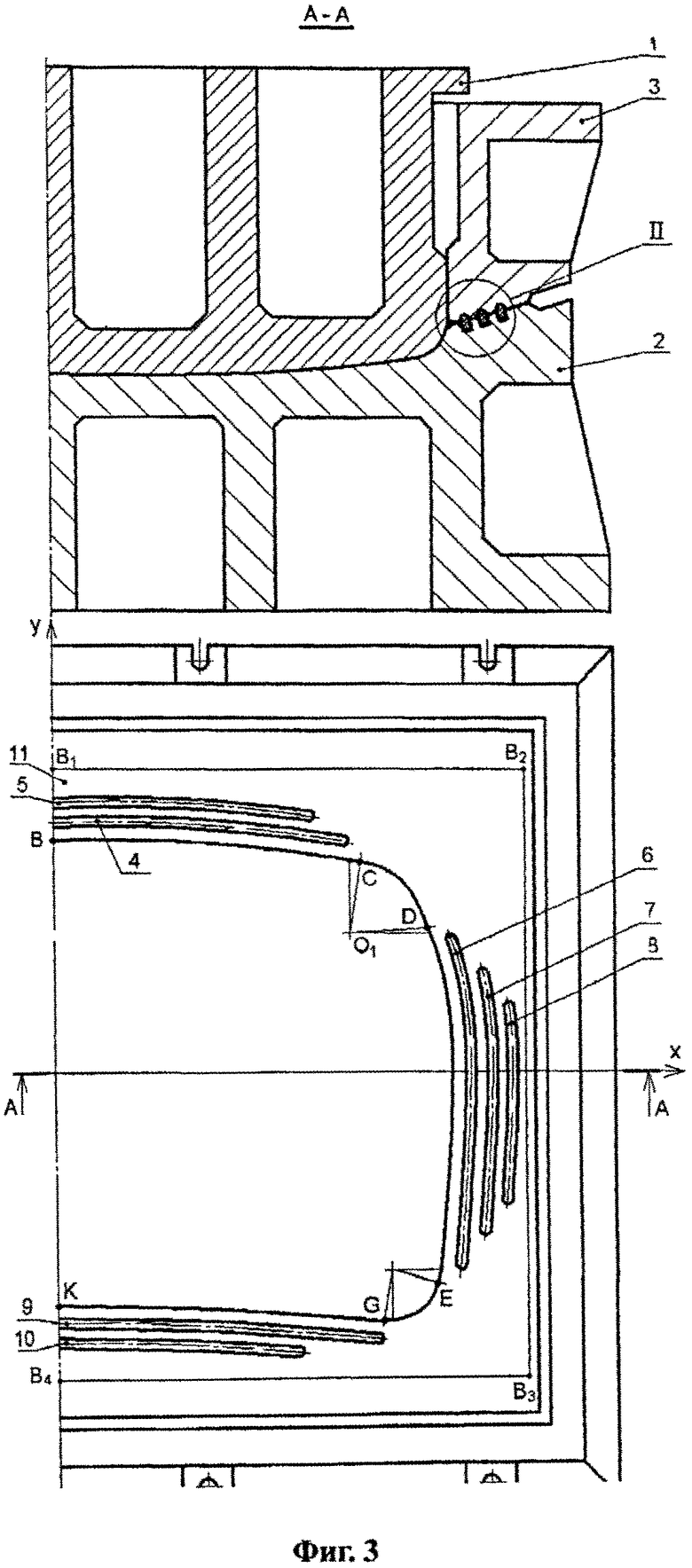
По варианту 2 (фиг.3 и фиг.4), торможение фланца заготовки осуществляют силой прижима наружным ползуном пресса двойного или тройного действия и тремя перетяжными ребрами 6, 7, 8, которые размещают напротив прямолинейного или близкого к прямолинейному отрезка DE контура рабочей полости матрицы в плане 2 аналогично варианту 1, но не на плоской, а на пространственной, развертывающейся или близкой к развертывающейся, прижимной поверхности матрицы 2.
Под развертывающейся поверхностью здесь понимают поверхность, которая может быть развернута на плоскость. Во всех точках такой поверхности гауссова кривизна равна нулю. Простыми примерами развертывающейся поверхности являются цилиндрическая и коническая. Перед вытяжкой фланец заготовки прижимается прижимной плитой по пространственной, близкой к развертывающейся, прижимной поверхности матрицы без существенного складкообразования, которое может перейти на поверхность готовой детали, и затем в процессе вытяжки фланец заготовки втягивается пуансоном в полость матрицы также без существенного складкообразования при благоприятных условиях деформирования.
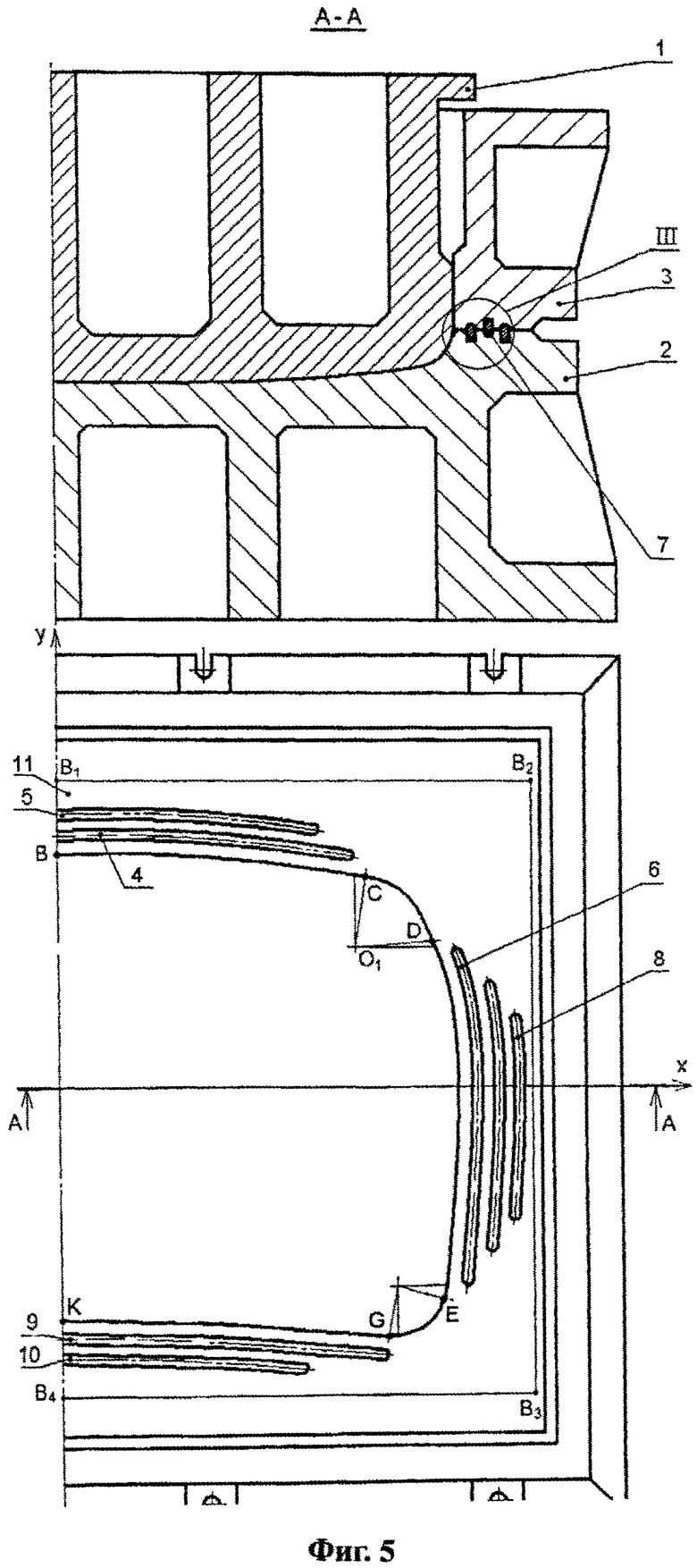
По варианту 3 (фиг.5 и фиг.6), торможение фланца заготовки осуществляют силой прижима наружным ползуном пресса двойного или тройного действия и тремя перетяжными ребрами 6, 7, 8, которые размещают напротив прямолинейного или близкого к прямолинейному отрезка DE контура рабочей полости матрицы в плане 2, первое 6 и третье 8 от контура DE перетяжные ребра размещают на прижимной поверхности матрицы 2 друг за другом по нормали к этому отрезку, а второе среднее ребро 7 располагают на рабочей поверхности прижимной плиты 3 с целью создания знакопеременного изгиба заготовки при перемещении через все перетяжные ребра 6, 7, 8. В сечении штампа вертикальной плоскостью, проходящей через нормаль, высоты h1 и h2 первых от этого контура двух рядов перетяжных ребер 6, 7 выполняют одинаковыми, а высоту h3 третьего ряда перетяжных ребер 8 выполняют 0,2…0,8 от высот h1 и h2 первых двух перетяжных ребер 6, 7.
Если все три перетяжных ребра 6, 7, 8 расположить на прижимной поверхности прижимной плиты 3, то из-за отсутствия чередующегося знакопеременного изгиба фланца заготовки, после вытяжки (после уменьшения силы вытяжки до нуля) в вытянутой детали после разгрузки обратимые упругие деформации (которые, согласно закону упругопластических деформаций, всегда сопровождают необратимые пластические деформации) уменьшаются неравномерно, вследствие чего в детали возикают остаточные напряжения значительной величины и обратного (по сравнению с напряжениями в процессе вытяжки) знака. Таким образом, после снятия воздействия силы на деталь, под действием остаточных напряжений поверхность этой детали искажается (отклоняется от рабочей поверхности вытяжного штампа) и точность такой детали снижается, что приводит к браку. Располагая перетяжное ребро 6 не на прижимной плите, а на матрице 2 (фиг.5), мы создаем благоприятный знакопеременный изгиб при перемещении близлежащего к матрице участка заготовки через скругленные кромки перетяжного ребра 6 и соответствующей выемки в прижимной плите 3 и, самое главное, далее через скругленную кромку матрицы 2. Тем самым мы снижаем остаточные напряжения и упругие деформации после разгрузки вытянутой детали и повышаем ее точность. Поэтому целесообразно во всех штампах для вытяжки размещать первое от матрицы перетяжное ребро таким образом, чтобы изгибу заготовки по скругленной кромке матрицы предшествовал изгиб заготовки в противоположном направлении, как показано на фиг.5. А размещая второе перетяжное ребро 7 на прижимной плите 3, мы создаем еще более благоприятный знакопеременный изгиб при перемещении всего фланца заготовки через все перетяжные ребра 6, 7, 8 и далее через скругленную кромку матрицы 2, тем самым еще больше снижая остаточные напряжения и упругие деформации после разгрузки вытянутой детали и еще больше повышая ее точность. При этом мы используем принцип правки листа на многовалковой машине, когда искривленный лист выпрямляется после знакопеременного изгиба этого листа после прохождения между валками правильной машины.
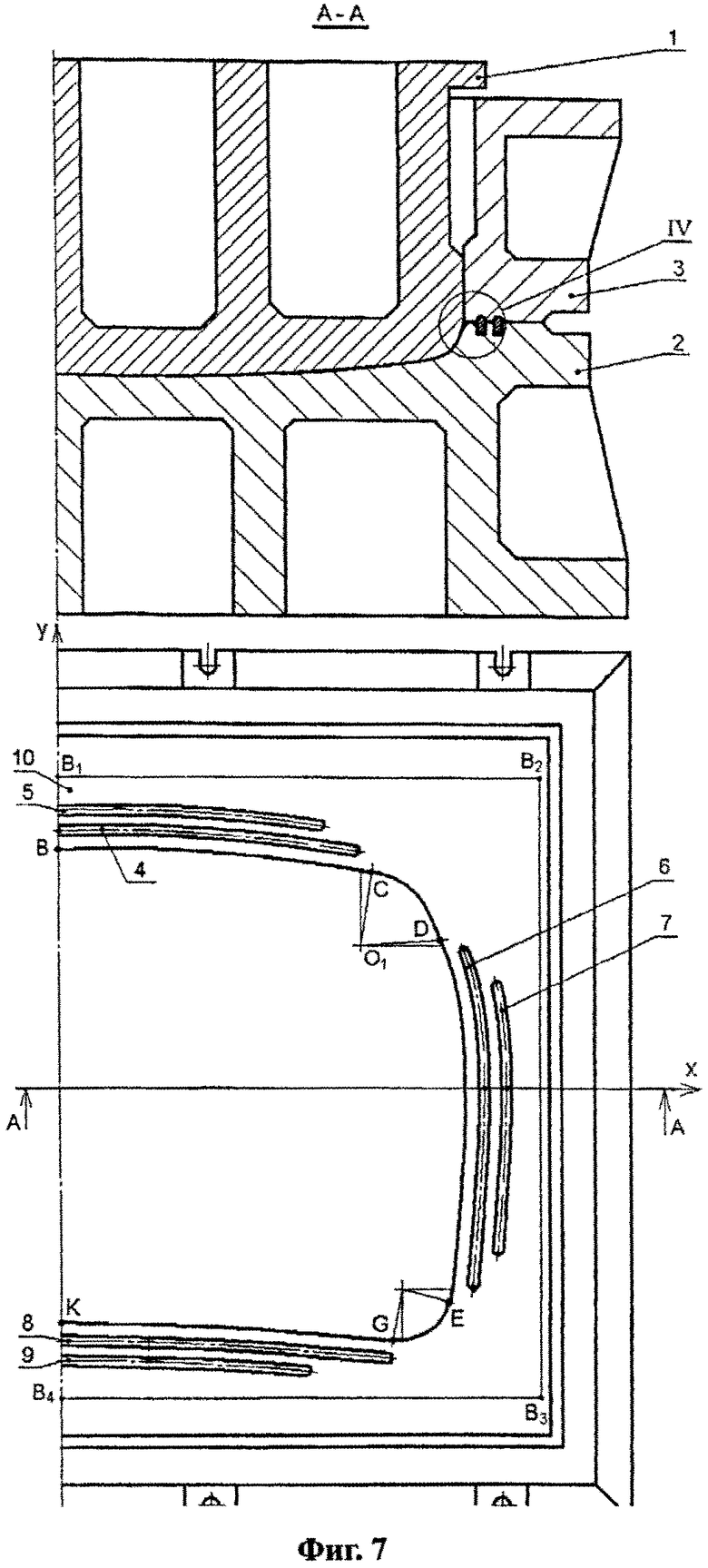
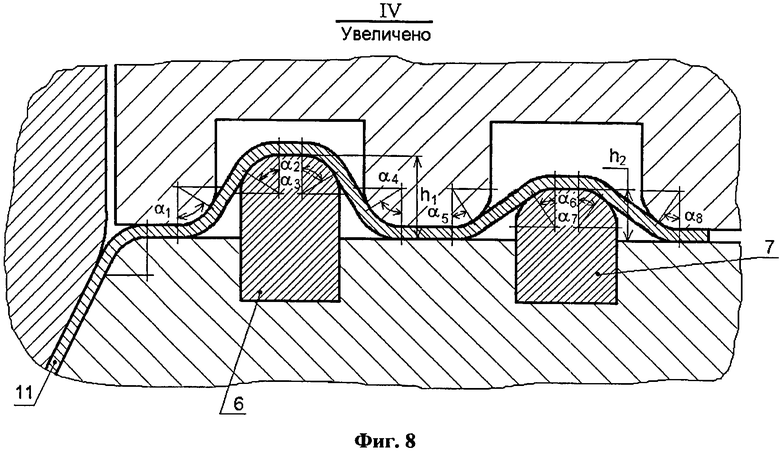
По варианту 4 (фиг.7 и фиг.8), торможение фланца заготовки осуществляют силой прижима наружным ползуном пресса двойного или тройного действия и двумя перетяжными ребрами 6, 7, которые размещают напротив прямолинейного или близкого к прямолинейному отрезку DE контура рабочей полости матрицы в плане на прижимной поверхности матрицы 2 друг за другом по нормалям к этим отрезкам, и в сечении штампа вертикальными плоскостями, проходящими через нормали, высоту h2 второго от контура матрицы перетяжного ребра 7 выполняют 0,2-0,8 от высоты h1 первого перетяжного ребра 6.
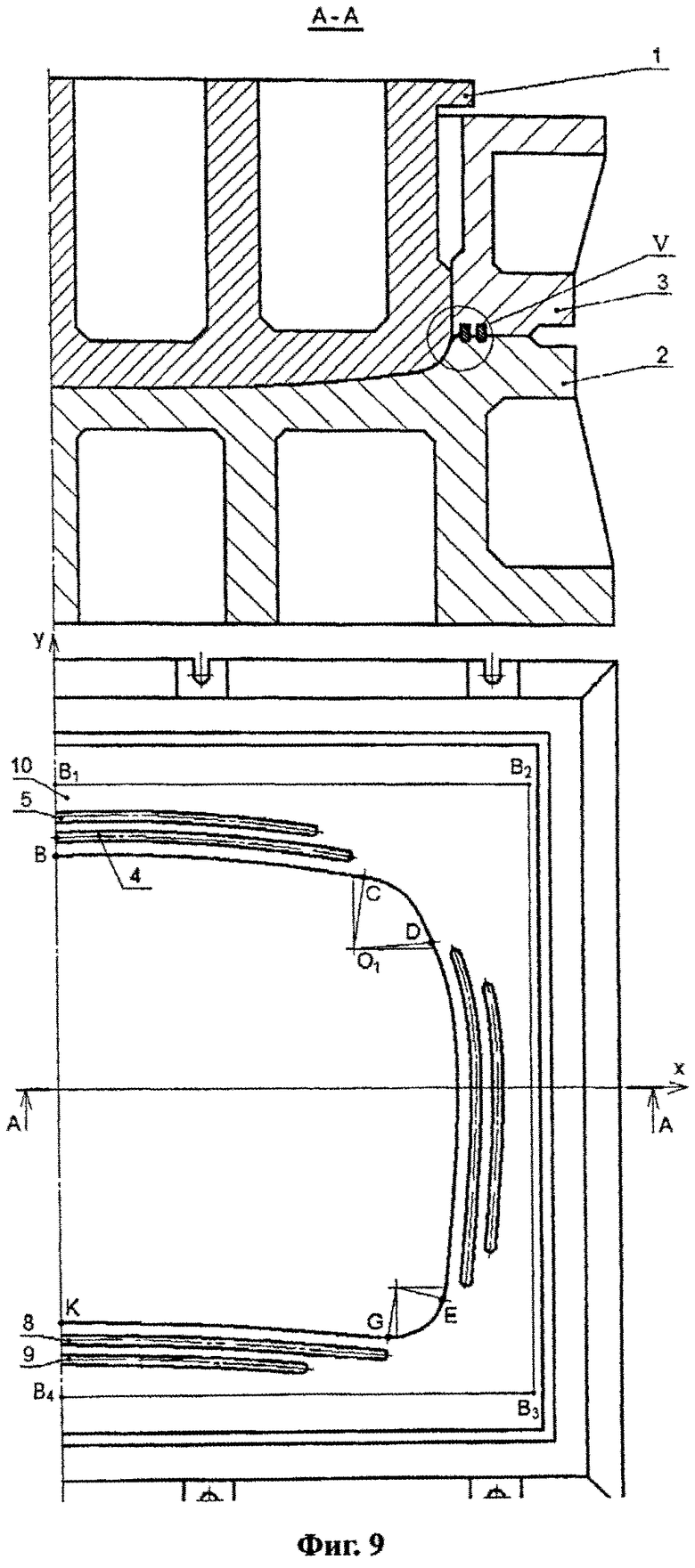
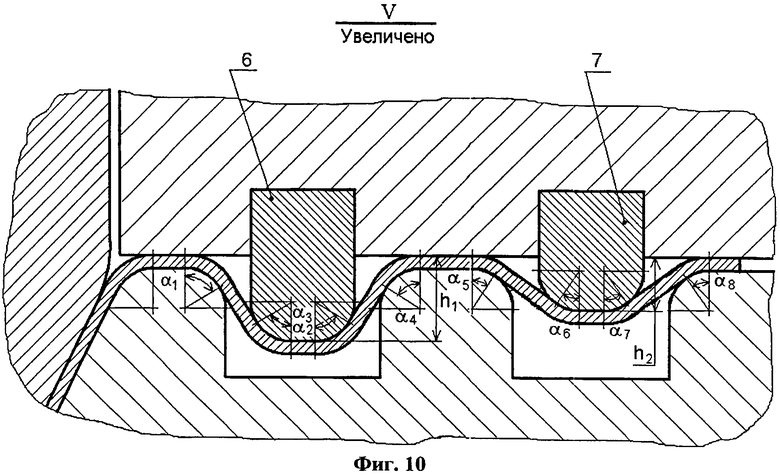
По варианту 5 (фиг.9 и фиг.10), торможение фланца заготовки осуществляют силой прижима наружным ползуном пресса двойного или тройного действия и двумя перетяжными ребрами 6, 7, которые размещают напротив прямолинейного или близкого к прямолинейному отрезку DE контура рабочей полости матрицы в плане на рабочей поверхности прижимной плиты 3 друг за другом по нормалям к этим отрезкам, и в сечении штампа вертикальными плоскостями, проходящими через нормали, высоту h2 второго от контура матрицы перетяжного ребра 7 выполняют 0,2-0,8 от высоты h1 первого перетяжного ребра 6.
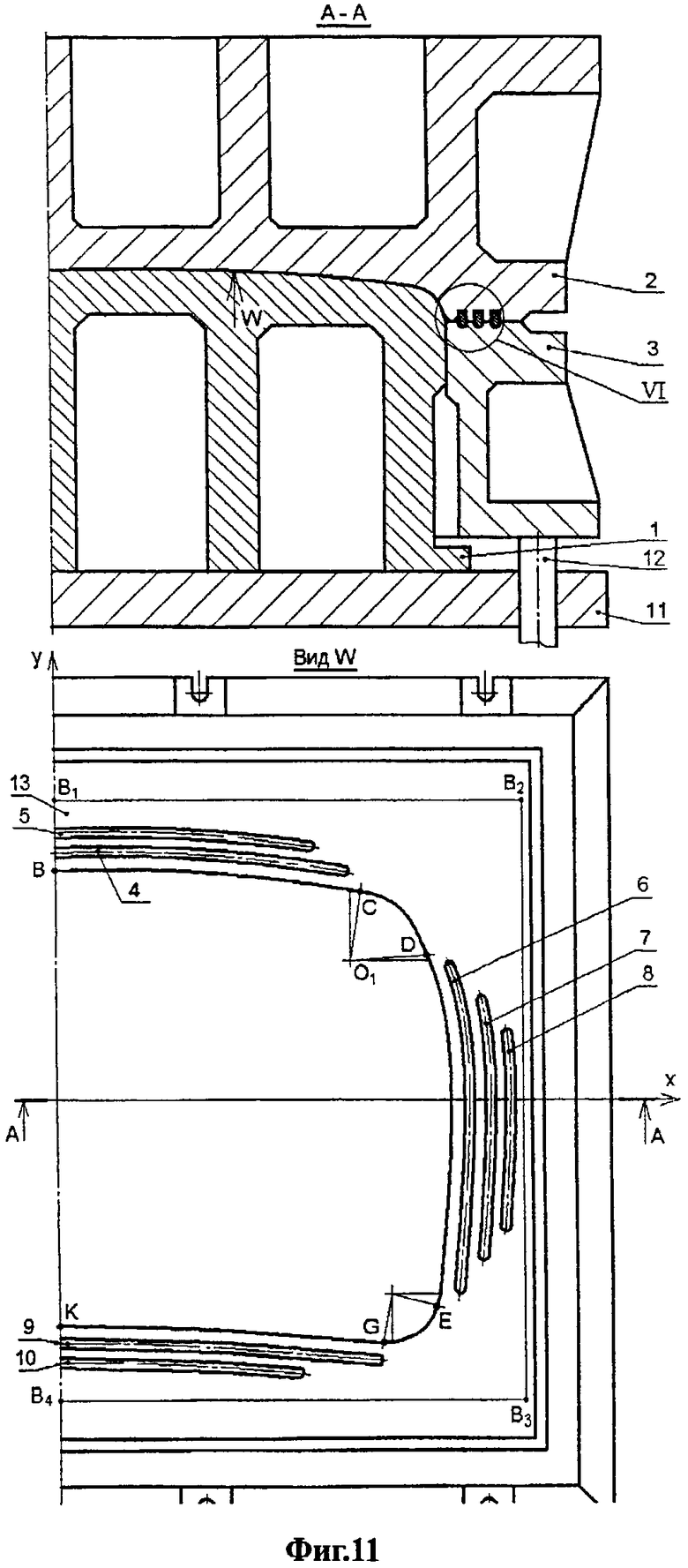
По варианту 6 (фиг.11 и фиг.12), торможение фланца заготовки осуществляют силой прижима подушкой пресса простого действия или многопозиционного автомата и тремя перетяжными ребрами 6, 7, 8, которые размещают напротив прямолинейного и близкого к прямолинейному отрезку DE контура рабочей полости матрицы в плане на плоской прижимной поверхности матрицы 2 друг за другом по нормалям к этим отрезкам, В сечении штампа вертикальными плоскостями, проходящими через нормали, высоты h1 и h2 первых от этого контура двух перетяжных ребер 6, 7 выполняют одинаковыми, а высоту h2 третьего перетяжного ребра 8 выполняют 0,2 -0,8 от высот h1 и h2 первых двух перетяжных ребер 6, 7.
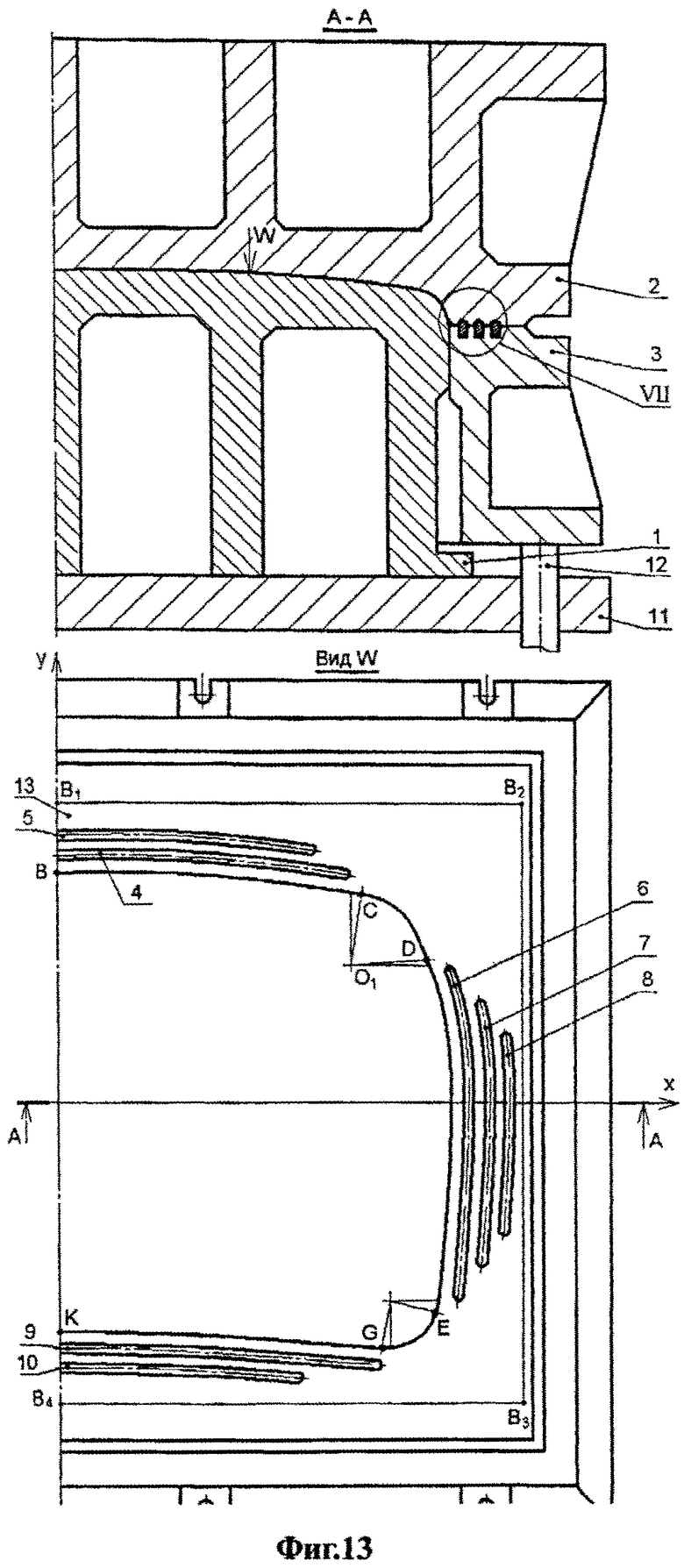
По варианту 7 (фиг.13 и фиг.14), торможение фланца заготовки осуществляют силой прижима подушкой пресса простого действия или многопозиционного автомата и тремя перетяжными ребрами 6, 7, 8, которые размещают напротив прямолинейного и близкого к прямолинейному отрезку DE контура рабочей полости матрицы в плане 2 на плоской рабочей поверхности прижимной плиты 3 друг за другом по нормалям к этим отрезкам. В сечении штампа вертикальными плоскостями, проходящими через нормали, высоты h1, и h2 первых от этого контура двух перетяжных ребер 6, 7 выполняют одинаковыми, а высоту h3 третьего перетяжного ребра 8 выполняют 0,2-0,8 от высот h1 и h2 первых двух перетяжных ребер 6, 7.
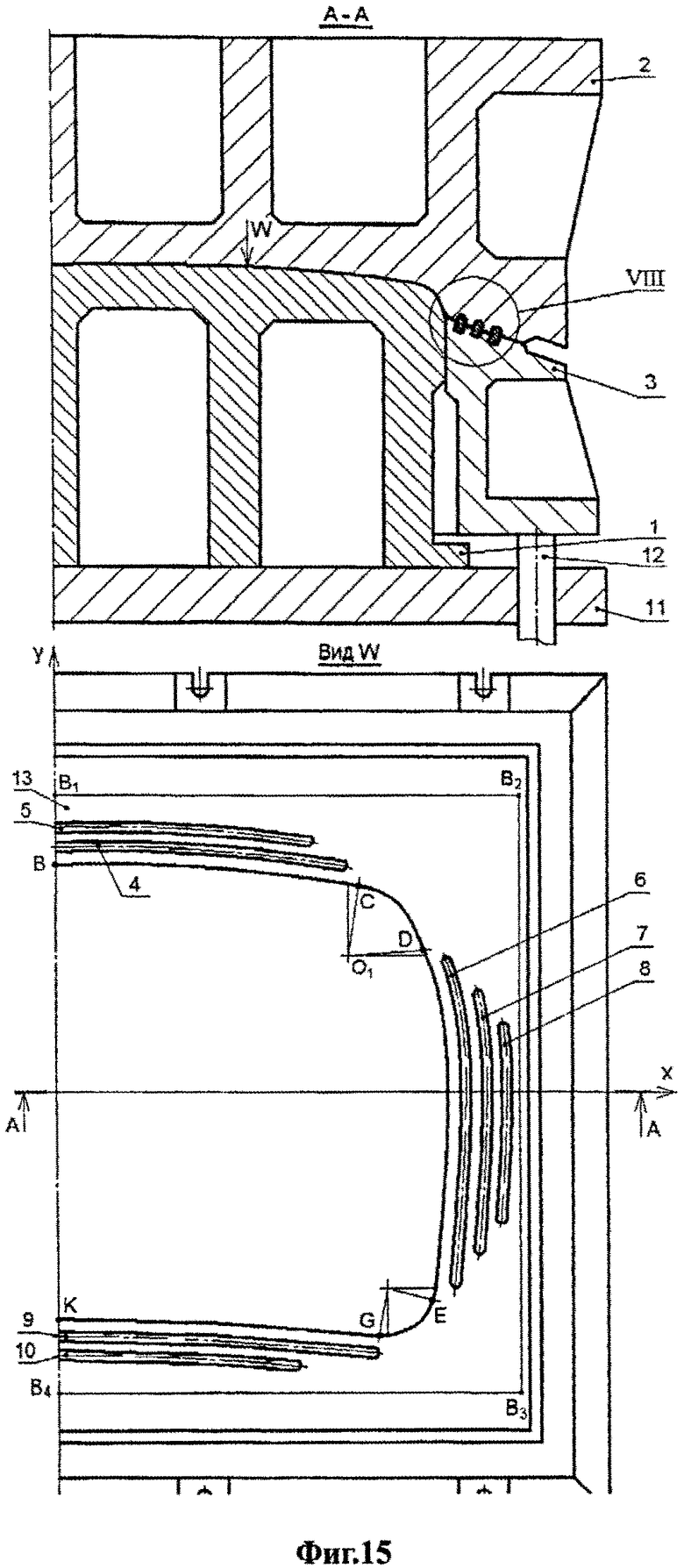
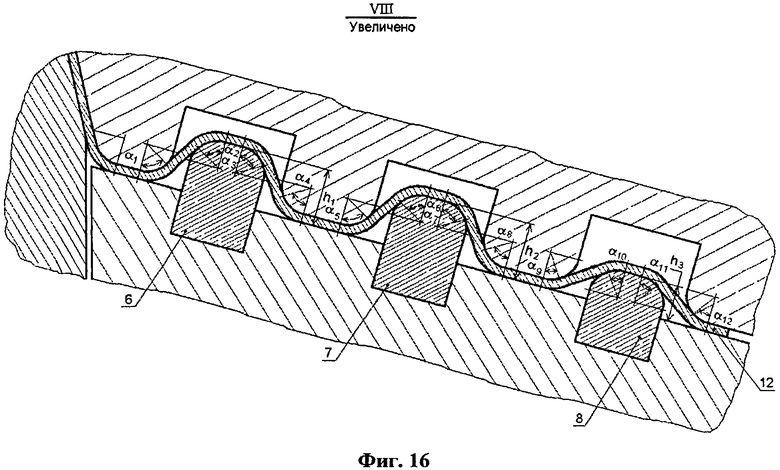
По варианту 8 (фиг.15 и фиг.16), торможение фланца заготовки осуществляют силой прижима подушкой пресса простого действия или многопозиционного автомата и тремя перетяжными ребрами 6, 7, 8, которые размещают напротив прямолинейного и близкого к прямолинейному отрезку DE контура рабочей полости матрицы в плане 2 на пространственной развертывающейся рабочей поверхности прижимной плиты 3 друг за другом по нормалям к этим отрезкам. В сечении штампа вертикальными плоскостями, проходящими через нормали, высоты h1 и h2 первых от этого контура двух перетяжных ребер 6, 7 выполняют одинаковыми, а высоту третьего перетяжного ребра 8 выполняют 0,2-0,8 от высот h1 и h2 первых двух перетяжных ребер 6, 7.
По варианту 9 (фиг.17 и фиг.18), торможение фланца заготовки осуществляют силой прижима подушкой пресса простого действия или многопозиционного автомата и тремя перетяжными ребрами 6, 7, 8, которые размещают напротив прямолинейных и близких к прямолинейным отрезков контура рабочей полости матрицы в плане 2. Первое 6 и третье 8 от контура перетяжные ребра размещают на прижимной поверхности матрицы 2 друг за другом по нормалям к этим отрезкам, а второе среднее ребро 7 располагают на рабочей поверхности прижимной плиты 3 с целью создания знакопеременного изгиба заготовки при перемещении через все перетяжные ребра 6, 7, 8. В сечении штампа вертикальными плоскостями, проходящими через нормали, высоты h1 и h2 первых от этого контура двух перетяжных ребер 6, 7 выполняют одинаковыми, а высоту h3 третьего перетяжного ребра 8 выполняют 0,2-0,8 от высот h1 и h2 первых двух перетяжных ребер 6, 7.
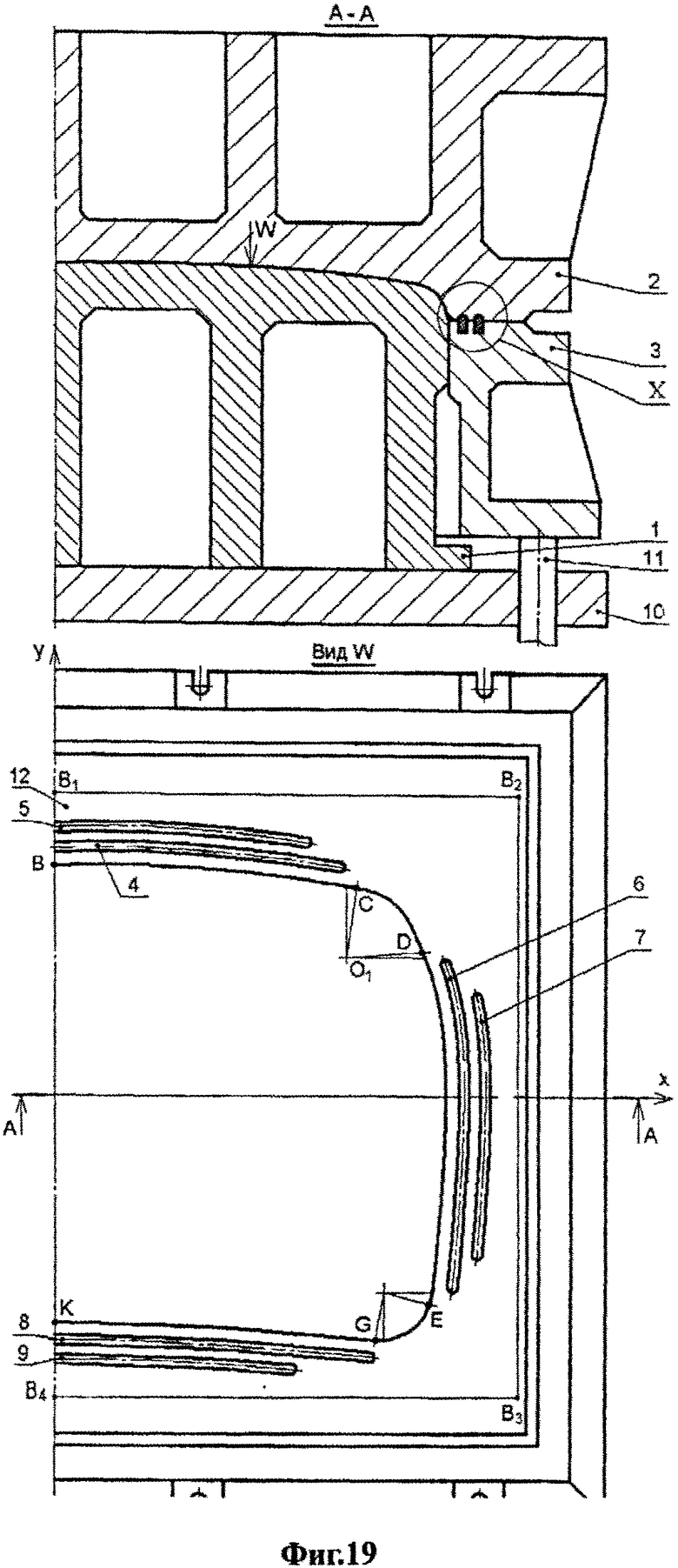
По варианту 10 (фиг.19 и фиг.20), торможение фланца заготовки осуществляют силой прижима подушкой пресса простого действия или многопозиционного автомата и двумя перетяжными ребрами 6, 7, которые размещают напротив прямолинейного и близкого к прямолинейному отрезку DE контура рабочей полости матрицы в плане 2 на рабочей поверхности прижимной плиты 3 друг за другом по нормалям к этим отрезкам. В сечении штампа вертикальными плоскостями, проходящими через нормали, высоту h2 второго перетяжного ребра 7 выполняют 0,2-0,8 от высоты h1 первого перетяжного ребра 6.
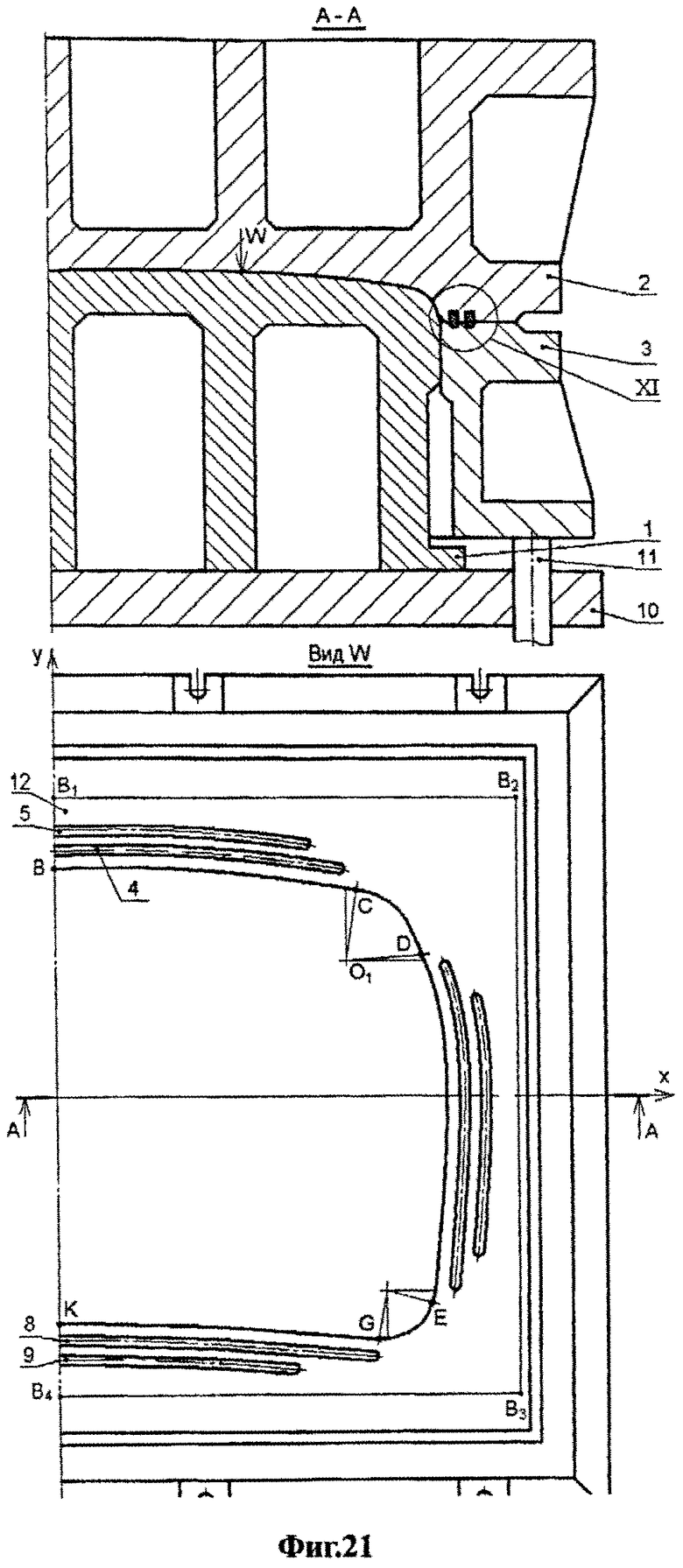
По варианту 11 (фиг.21 и фиг.22), торможение фланца заготовки осуществляют силой прижима подушкой пресса простого действия или многопозиционного автомата и двумя перетяжными ребрами 6, 7, которые размещают напротив прямолинейного и близкого к прямолинейному отрезку DE контура рабочей полости матрицы в плане 2 на рабочей поверхности матрицы 2 друг за другом по нормалям к этим отрезкам. В сечении штампа вертикальными плоскостями, проходящими через нормали, высоту h2 второго перетяжного ребра 7 выполняют 0,2…0,8 от высоты h1 первого перетяжного ребра 6.
Все варианты данного способа торможения фланца заготовки при вытяжке детали, по сравнению с известными способами, за счет торможения фланца заготовки перетяжными ребрами с изменяемой по нормали к контуру матрицы высотой устраняют разрушение и складкообразование заготовки, повышают точность детали, уменьшают норму расхода листового материала на одну деталь и трудоемкость изготовления этой детали.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ВЫТЯЖКИ СЛОЖНОЙ КРУПНОГАБАРИТНОЙ ДЕТАЛИ (ВАРИАНТЫ) | 2009 |
|
RU2442672C2 |
| Штамп для вытяжки крупногабаритных деталей сложной формы | 2015 |
|
RU2631065C2 |
| СПОСОБ ВЫТЯЖКИ КРУПНОГАБАРИТНЫХ ДЕТАЛЕЙ СЛОЖНОЙ ФОРМЫ | 2015 |
|
RU2633865C2 |
| ШТАМП ДЛЯ ВЫТЯЖКИ, ФОРМОВКИ И ПРАВКИ ДЕТАЛИ С РЕБРАМИ ЖЕСТКОСТИ (ВАРИАНТЫ) | 2013 |
|
RU2545875C2 |
| СПОСОБ ВЫТЯЖКИ КУЗОВНЫХ ДЕТАЛЕЙ И ШТАМП ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2015 |
|
RU2627318C2 |
| ШТАМП ДЛЯ ВЫТЯЖКИ ДЕТАЛЕЙ СЛОЖНОЙ ФОРМЫ | 2012 |
|
RU2492956C1 |
| СПОСОБ ВЫТЯЖКИ И ШТАМП ДЛЯ ВЫТЯЖКИ СЛОЖНОЙ КРУПНОГАБАРИТНОЙ ДЕТАЛИ ИЗ ЛИСТОВОЙ ЗАГОТОВКИ | 2008 |
|
RU2401173C2 |
| ШТАМП ДЛЯ ВЫТЯЖКИ ДЕТАЛЕЙ СЛОЖНОЙ ФОРМЫ | 1994 |
|
RU2104814C1 |
| СПОСОБ ВЫТЯЖКИ СЛОЖНОЙ КРУПНОГАБАРИТНОЙ ДЕТАЛИ С ПНЕВМОСЪЕМНИКАМИ В МАТРИЦЕ (ВАРИАНТЫ) | 2011 |
|
RU2479374C2 |
| СПОСОБ ВЫТЯЖКИ СЛОЖНОГО КРУПНОГАБАРИТНОГО ПОЛУФАБРИКАТА ИЗ ЛИСТОВОЙ ЗАГОТОВКИ НА ПРЕССЕ (ВАРИАНТЫ) | 2011 |
|
RU2481913C2 |






Изобретение относится к листовой штамповке и может быть использовано в прессовых производствах для вытяжки крупногабаритных кузовных деталей автомобилей, тракторов и другой техники. Способ вытяжки сложной крупногабаритной детали включает укладку заготовки на штамп, прижим фланца заготовки прижимной плитой штампа к прижимной поверхности матрицы и втягивание центральной части заготовки пуансоном в рабочую полость матрицы с одновременным торможением фланца заготовки. Торможение фланца заготовки осуществляют прижимом в виде наружного ползуна пресса двойного или тройного действия и трех перетяжных ребер. Устраняется разрушение и складкообразование заготовки, повышается точность детали, снижается расход листового материала на деталь и трудоемкость ее изготовления. 11 н.п. ф-лы, 22 ил.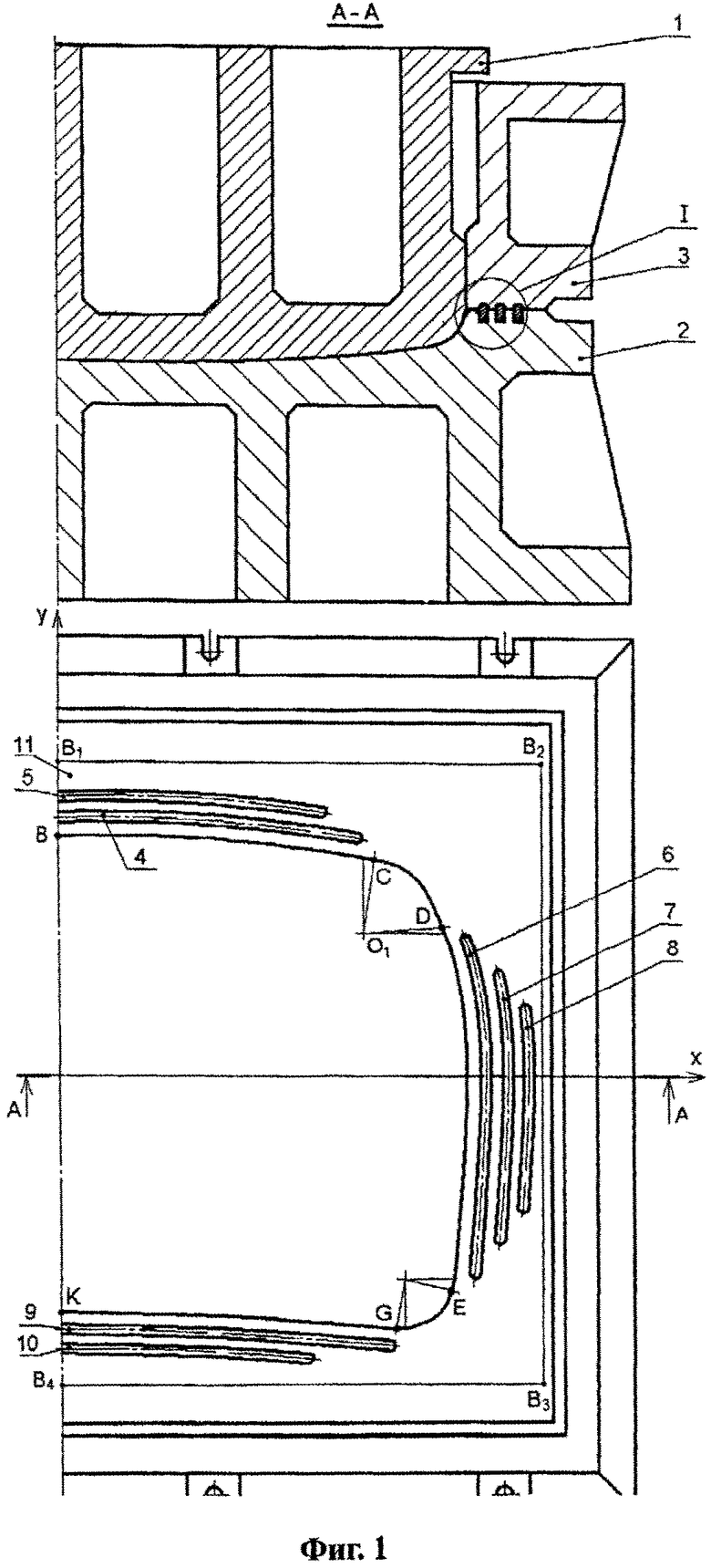
1. Способ вытяжки сложной крупногабаритной детали, включающий укладку заготовки на штамп, прижим фланца заготовки прижимной плитой штампа к прижимной поверхности матрицы и втягивание центральной части заготовки пуансоном в рабочую полость матрицы с одновременным торможением фланца заготовки, отличающийся тем, что торможение фланца заготовки осуществляют прижимом в виде наружного ползуна пресса двойного или тройного действия и трех перетяжных ребер, которые размещают напротив прямолинейных и близких к прямолинейным отрезков контура рабочей полости матрицы в плане на плоской прижимной поверхности матрицы друг за другом по нормалям к этим отрезкам, причем в сечении штампа вертикальными плоскостями, проходящими через нормали, высоту первых от контура матрицы двух перетяжных ребер выполняют одинаковой, а высоту третьего перетяжного ребра выполняют равной 0,2-0,8 высоты первых двух перетяжных ребер.
2. Способ вытяжки сложной крупногабаритной детали, включающий укладку заготовки на штамп, прижим фланца заготовки прижимной плитой штампа к прижимной поверхности матрицы и втягивание центральной части заготовки пуансоном в рабочую полость матрицы с одновременным торможением фланца заготовки, отличающийся тем, что торможение фланца заготовки осуществляют прижимом в виде наружного ползуна пресса двойного или тройного действия и трех перетяжных ребер, которые размещают напротив прямолинейных и близких к прямолинейным отрезков контура рабочей полости матрицы в плане на пространственной развертывающейся прижимной поверхности матрицы друг за другом по нормалям к этим отрезкам, причем в сечении штампа вертикальными плоскостями, проходящими через нормали, высоту первых от контура матрицы двух перетяжных ребер выполняют одинаковой, а высоту третьего перетяжного ребра выполняют равной 0,2-0,8 высоты первых двух перетяжных ребер.
3. Способ вытяжки сложной крупногабаритной детали, включающий укладку заготовки на штамп, прижим фланца заготовки прижимной плитой штампа к прижимной поверхности матрицы и втягивание центральной части заготовки пуансоном в рабочую полость матрицы с одновременным торможением фланца заготовки, отличающийся тем, что торможение фланца заготовки осуществляют прижимом в виде наружного ползуна пресса двойного или тройного действия и трех перетяжных ребер, которые размещают напротив прямолинейных и близких к прямолинейным отрезков контура рабочей полости матрицы в плане, первое и третье от контура перетяжные ребра размещают на прижимной поверхности матрицы друг за другом по нормалям к этим отрезкам, а второе, среднее, ребро располагают на рабочей поверхности прижимной плиты с целью создания знакопеременного изгиба заготовки при перемещении через все перетяжные ребра, причем в сечении штампа вертикальными плоскостями, проходящими через нормали, высоту первых от контура матрицы двух перетяжных ребер выполняют одинаковой, а высоту третьего перетяжного ребра выполняют равной 0,2-0,8 высоты первых двух перетяжных ребер.
4. Способ вытяжки сложной крупногабаритной детали, включающий укладку заготовки на штамп, прижим фланца заготовки прижимной плитой штампа к прижимной поверхности матрицы и втягивание центральной части заготовки пуансоном в рабочую полость матрицы с одновременным торможением фланца заготовки, отличающийся тем, что торможение фланца заготовки осуществляют прижимом в виде наружного ползуна пресса двойного или тройного действия и двух перетяжных ребер, которые размещают напротив прямолинейных и близких к прямолинейным отрезков контура рабочей полости матрицы в плане на прижимной поверхности матрицы друг за другом по нормалям к этим отрезкам, причем в сечении штампа вертикальными плоскостями, проходящими через нормали, высоту второго от контура матрицы перетяжного ребра выполняют равной 0,2-0,8 высоты первого перетяжного ребра.
5. Способ вытяжки сложной крупногабаритной детали, включающий укладку заготовки на штамп, прижим фланца заготовки прижимной плитой штампа к прижимной поверхности матрицы и втягивание центральной части заготовки пуансоном в рабочую полость матрицы с одновременным торможением фланца заготовки, отличающийся тем, что торможение фланца заготовки осуществляют прижимом в виде наружного ползуна пресса двойного или тройного действия и двух перетяжных ребер, которые размещают напротив прямолинейных и близких к прямолинейным отрезков контура рабочей полости матрицы в плане на рабочей поверхности прижимной плиты друг за другом по нормалям к этим отрезкам, причем в сечении штампа вертикальными плоскостями, проходящими через нормали, высоту второго от контура матрицы перетяжного ребра выполняют равной 0,2-0,8 высоты первого перетяжного ребра.
6. Способ вытяжки сложной крупногабаритной детали, включающий укладку заготовки на штамп, прижим фланца заготовки прижимной плитой штампа к прижимной поверхности матрицы и втягивание центральной части заготовки пуансоном в рабочую полость матрицы с одновременным торможением фланца заготовки, отличающийся тем, что торможение фланца заготовки осуществляют прижимом в виде подушки пресса простого действия или многопозиционного автомата и трех перетяжных ребер, которые размещают напротив прямолинейных и близких к прямолинейным отрезков контура рабочей полости матрицы в плане на плоской прижимной поверхности матрицы друг за другом по нормалям к этим отрезкам, причем в сечении штампа вертикальными плоскостями, проходящими через нормали, высоту первых от контура матрицы двух перетяжных ребер выполняют одинаковой, а высоту третьего перетяжного ребра выполняют равной 0,2-0,8 высоты первых двух перетяжных ребер.
7. Способ вытяжки сложной крупногабаритной детали, включающий укладку заготовки на штамп, прижим фланца заготовки прижимной плитой штампа к прижимной поверхности матрицы и втягивание центральной части заготовки пуансоном в рабочую полость матрицы с одновременным торможением фланца заготовки, отличающийся тем, что торможение фланца заготовки осуществляют прижимом в виде подушки пресса простого действия или многопозиционного автомата и трех перетяжных ребер, которые размещают напротив прямолинейных и близких к прямолинейным отрезков контура рабочей полости матрицы в плане на плоской рабочей поверхности прижимной плиты друг за другом по нормалям к этим отрезкам, причем в сечении штампа вертикальными плоскостями, проходящими через нормали, высоту первых от контура матрицы двух перетяжных ребер выполняют одинаковой, а высоту третьего перетяжного ребра выполняют равной 0,2-0,8 высоты первых двух перетяжных ребер.
8. Способ вытяжки сложной крупногабаритной детали, включающий укладку заготовки на штамп, прижим фланца заготовки прижимной плитой штампа к прижимной поверхности матрицы и втягивание центральной части заготовки пуансоном в рабочую полость матрицы с одновременным торможением фланца заготовки, отличающийся тем, что торможение фланца заготовки осуществляют прижимом в виде подушки пресса простого действия или многопозиционного автомата и трех перетяжных ребер, которые размещают напротив прямолинейных и близких к прямолинейным отрезков контура рабочей полости матрицы в плане на пространственной развертывающейся рабочей поверхности прижимной плиты друг за другом по нормалям к этим отрезкам, причем в сечении штампа вертикальными плоскостями, проходящими через нормали, высоту первых от контура матрицы двух перетяжных ребер выполняют одинаковой, а высоту третьего перетяжного ребра выполняют равной 0,2-0,8 высоты первых двух перетяжных ребер.
9. Способ вытяжки сложной крупногабаритной детали, включающий укладку заготовки на штамп, прижим фланца заготовки прижимной плитой штампа к прижимной поверхности матрицы и втягивание центральной части заготовки пуансоном в рабочую полость матрицы с одновременным торможением фланца заготовки, отличающийся тем, что торможение фланца заготовки осуществляют прижимом в виде подушки пресса простого действия или многопозиционного автомата и трех перетяжных ребер, которые размещают напротив прямолинейных и близких к прямолинейным отрезков контура рабочей полости матрицы в плане, первое и третье от контура перетяжные ребра размещают на прижимной поверхности матрицы друг за другом по нормалям к этим отрезкам, а второе, среднее, ребро располагают на рабочей поверхности прижимной плиты с целью создания знакопеременного изгиба заготовки при перемещении через все перетяжные ребра, причем в сечении штампа вертикальными плоскостями, проходящими через нормали, высоту первых от контура матрицы двух перетяжных ребер выполняют одинаковой, а высоту третьего перетяжного ребра выполняют равной 0,2-0,8 высоты первых двух перетяжных ребер.
10. Способ вытяжки сложной крупногабаритной детали, включающий укладку заготовки на штамп, прижим фланца заготовки прижимной плитой штампа к прижимной поверхности матрицы и втягивание центральной части заготовки пуансоном в рабочую полость матрицы с одновременным торможением фланца заготовки, отличающийся тем, что торможение фланца заготовки осуществляют прижимом в виде подушки пресса простого действия или многопозиционного автомата и двух перетяжных ребер, которые размещают напротив прямолинейных и близких к прямолинейным отрезков контура рабочей полости матрицы в плане на рабочей поверхности прижимной плиты друг за другом по нормалям к этим отрезкам, причем в сечении штампа вертикальными плоскостями, проходящими через нормали, высоту второго от контура матрицы перетяжного ребра выполняют равной 0,2-0,8 высоты первого перетяжного ребра.
11. Способ вытяжки сложной крупногабаритной детали, включающий укладку заготовки на штамп, прижим фланца заготовки прижимной плитой штампа к прижимной поверхности матрицы и втягивание центральной части заготовки пуансоном в рабочую полость матрицы с одновременным торможением фланца заготовки, отличающийся тем, что торможение фланца заготовки осуществляют прижимом в виде подушки пресса простого действия или многопозиционного автомата и двух перетяжных ребер, которые размещают напротив прямолинейных и близких к прямолинейным отрезков контура рабочей полости матрицы в плане на прижимной поверхности матрицы друг за другом по нормалям к этим отрезкам, причем в сечении штампа вертикальными плоскостями, проходящими через нормали, высоту второго от контура матрицы перетяжного ребра выполняют равной 0,2-0,8 высоты первого перетяжного ребра.
| Способ вытяжки листовых деталей | 1990 |
|
SU1794538A1 |
| СПОСОБ ВЫТЯЖКИ ДЕТАЛЕЙ ИЗ ЛИСТОВОГО МАТЕРИАЛА | 1990 |
|
RU2013163C1 |
| СПОСОБ ВЫТЯЖКИ ДЕТАЛЕЙ ИЗ ТОНКОЛИСТОВЫХ ЗАГОТОВОК | 1998 |
|
RU2148460C1 |
| Способ вытяжки с растяжением | 1987 |
|
SU1651421A1 |
| СПОСОБ ВЫТЯЖКИ ДЕТАЛИ | 1992 |
|
RU2049579C1 |
| JP 0004266428 A, 22.09.1992. | |||

