Изобретение относится к технологии машиностроения, в частности к способам и устройствам для дорнования, калибрования, деформирующего протягивания и упрочнения металлических внутренних поверхностей отверстий деталей из сталей и сплавов поверхностным пластическим деформированием со статико-импульсным нагружением деформирующего инструмента.
Известен способ и устройство для статико-импульсного дорнования отверстий методом протягивания, включающий приложение к деформирующему инструменту статической нагрузки с натягом вдоль обрабатываемой поверхности, при этом прикладывают к деформирующему инструменту с помощью бойка и волновода периодическую импульсную нагрузку, вырабатываемую гидравлическим генератором импульсов, используют волновод в виде ступенчатого стержня со ступенями малого и максимального диаметров и боек в виде втулки, охватывающей ступень малого диаметра ступенчатого стержня, скользящей вдоль продольной оси последнего, и имеющей площадь поперечного сечения одинаковую с площадью поперечного сечения ступени максимального диаметра ступенчатого стержня, при этом соотношение длины втулки к длине ступени максимального диаметра ступенчатого стержня выбирают равным единице. [2, 1].
Известный способ и устройство отличаются ограниченными технологическими возможностями, недостаточно большим натягом, незначительной глубиной упрочненного слоя и недостаточно высокой степенью упрочнения обрабатываемой внутренней поверхности, низким КПД и большой энергоемкостью оборудования.
Задачей изобретения является расширение технологических возможностей дорнования за счет применения статико-импульсной нагрузки на специальный пружинящий деформирующий элемент, при прохождении которого возникают окружные растягивающие и радиально-сжимающие напряжения, позволяющие значительно увеличить натяг и глубину упрочненного слоя, повысить степень упрочнения и снизить высоту микронеровностей обрабатываемой поверхности, а также увеличение производительности, КПД и снижение энергоемкости процесса.
Поставленная задача решается предлагаемым способом статико-импульсного упругого дорнования, который включает приложение к деформирующему инструменту статической нагрузки с натягом вдоль обрабатываемой поверхности, действующей от одного гидроцилиндра, и периодической импульсной нагрузки - от другого гидроцилиндра посредством волновода и бойка, соединенного с гидравлическим генератором импульсов, причем волновод непосредственно воздействует на деформирующий элемент за счет того, что гидроцилиндр периодической импульсной нагрузки расположен подвижно на штоке гидроцилиндра статической нагрузки и снабжен волноводом и бойком в виде втулок с возможностью их продольного перемещения на упомянутом штоке, при этом деформирующий элемент, также расположенный на штоке, представляет собой винтовую коническую пружину, изготовленную из проволоки, с наружной рабочей поверхностью в виде усеченного конуса с углом φ=3…5°, с деформирующими витками в количестве не менее трех, из которых первый виток жестко соединен с заборным диском, а последний - жестко соединен с калибрующим диском.
Сущность предлагаемого способа поясняется чертежами.
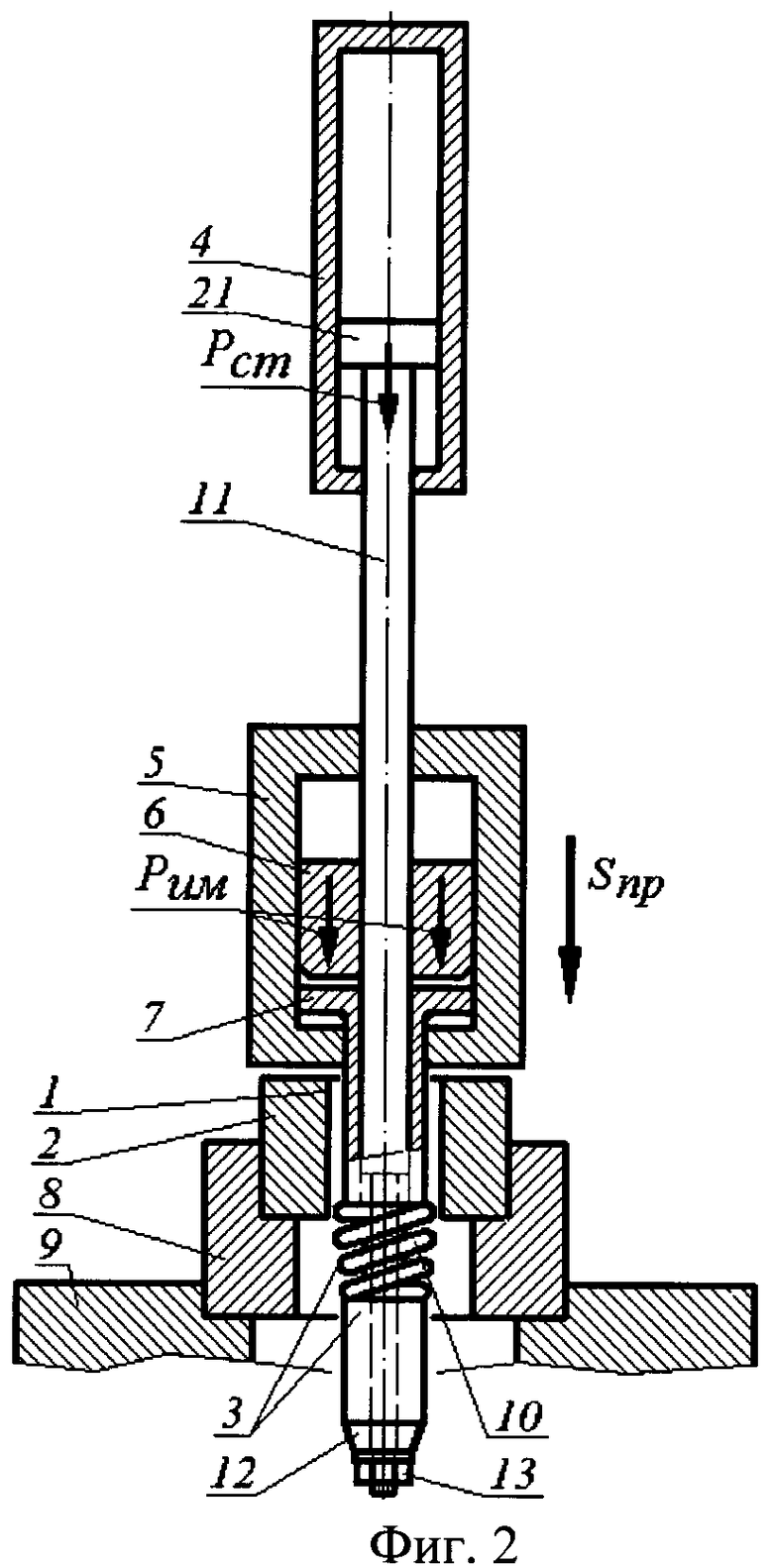
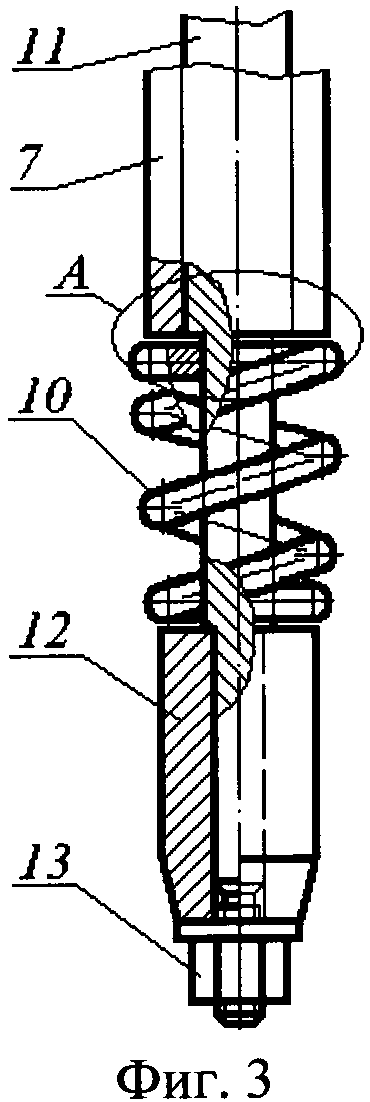
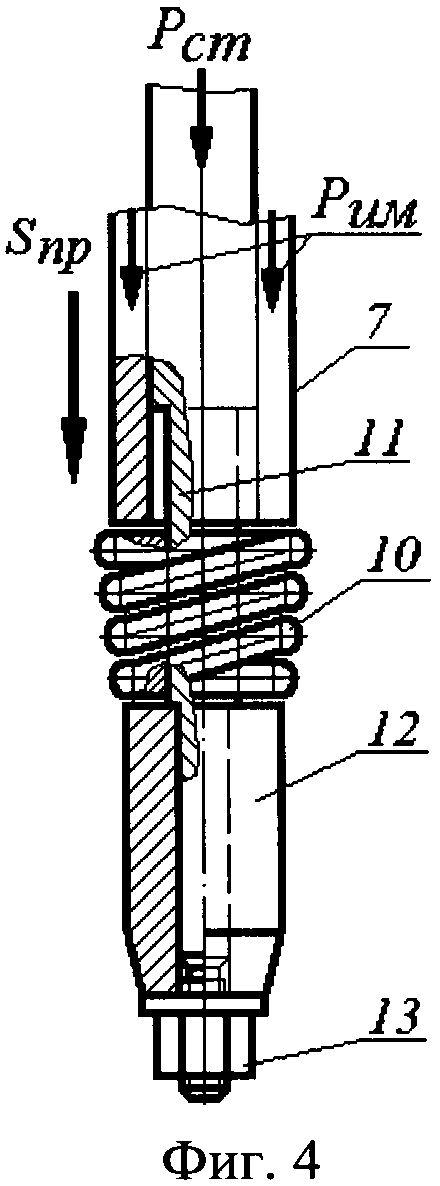
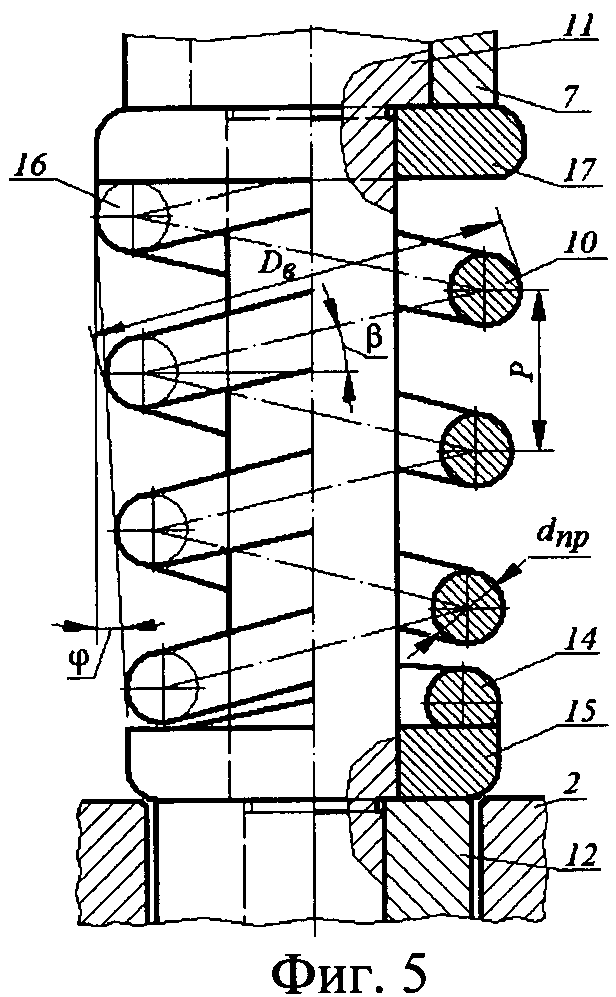
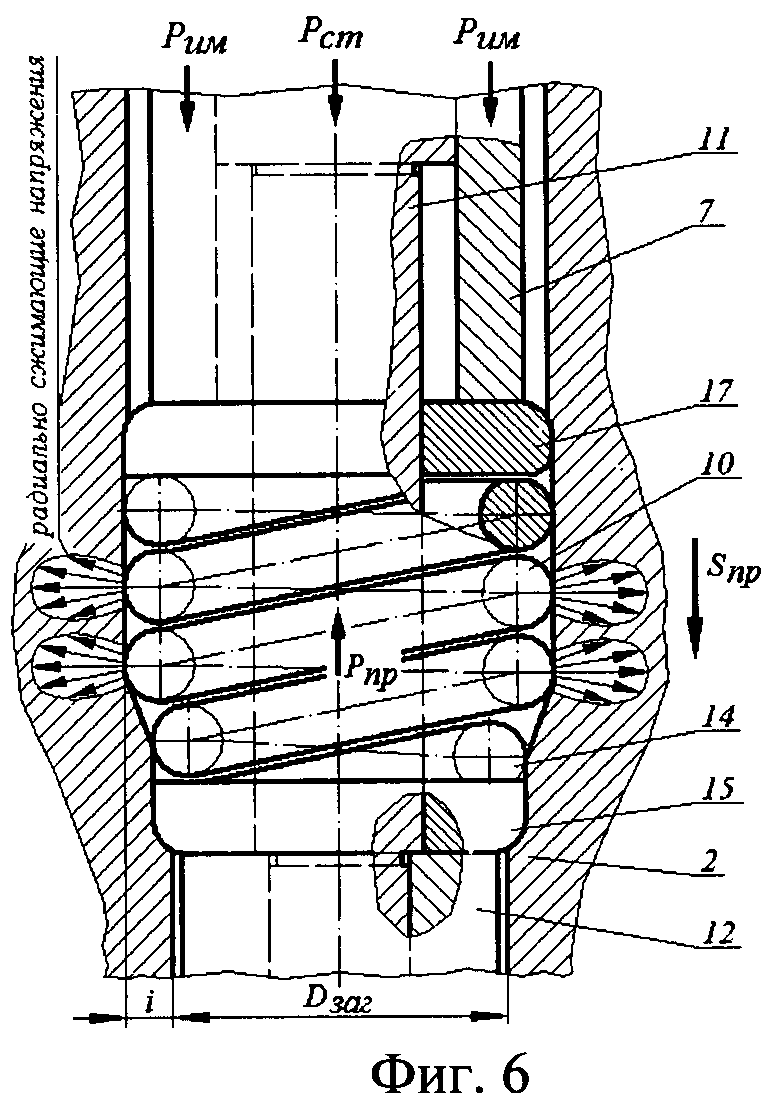
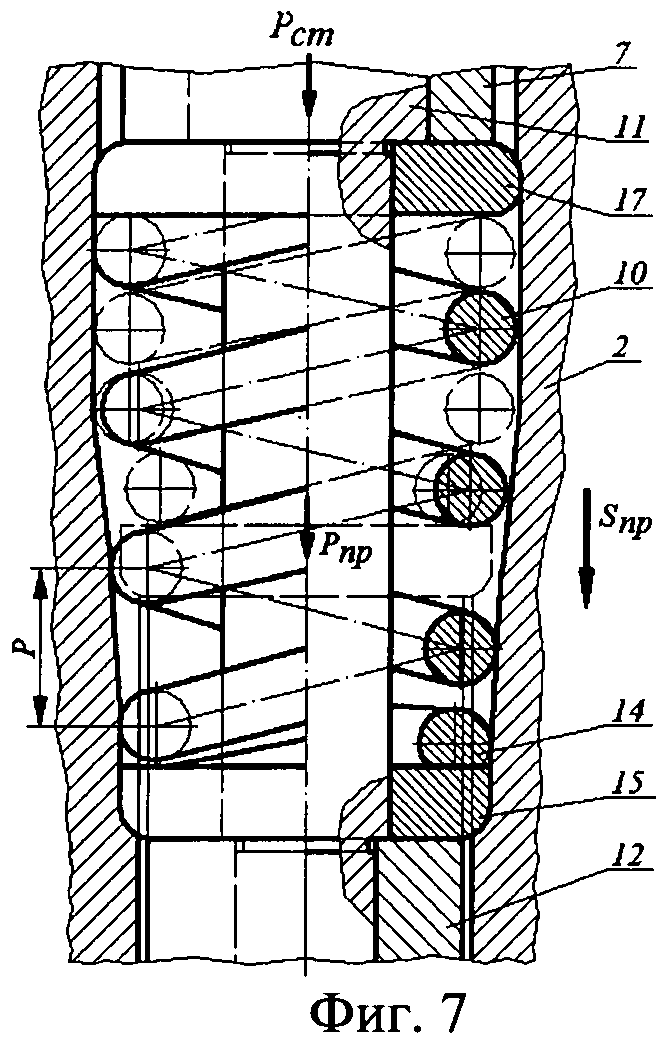
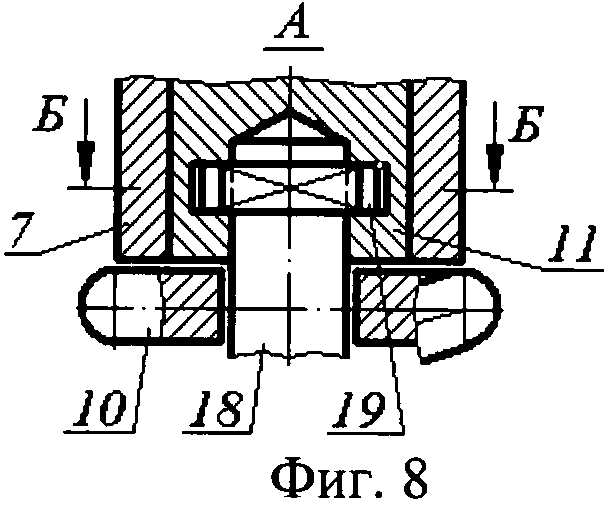
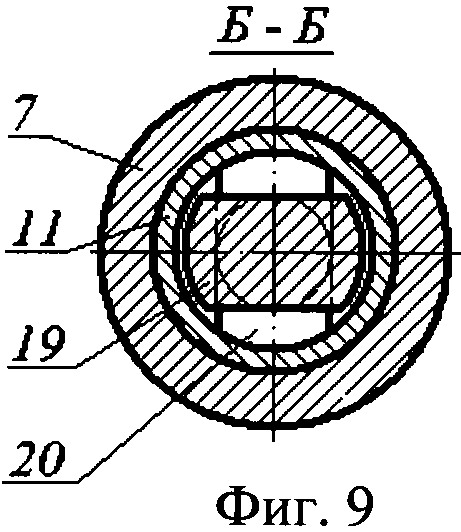
На фиг.1 представлена схема обработки отверстия поверхностным пластическим деформированием - упругим дорнованием со статико-импульсным нагружением пружинящего дорна, положение устройства, реализующее предлагаемый способ, перед началом обработки, деформирующий элемент в свободном не нагруженном состоянии; на фиг.2 - схема обработки отверстия предлагаемым способом, положение устройства в конце обработки, деформирующий элемент в сжатом статической и импульсной нагрузкой состоянии; на фиг.3 - общий вид конструкции дорна с пружинящим деформирующим элементом, частичный продольный разрез, деформирующий элемент в свободном не нагруженном состоянии; на фиг.4 - то же, деформирующий элемент в сжатом статической и импульсной нагрузкой состоянии; на фиг.5 - пружинящий деформирующий элемент в свободном не нагруженном состоянии перед началом обработки; на фиг.6 - пружинящий деформирующий элемент в нагруженном статической и импульсной силой в сжатом состоянии в обрабатываемом отверстии в процессе обработки; на фиг.7 - пружинящий деформирующий элемент, нагруженный статической силой, в разжатом состоянии, расположен в обрабатываемом отверстии в процессе обработки (пунктирной линией показано положение деформирующего элемента, нагруженного суммарной статической и импульсной силой); на фиг.8 - элемент А на фиг.3, вариант сборной конструкции дорна и его крепления к штоку гидроцилиндра статической нагрузки; на фиг.9 - сечение Б-Б на фиг.8.
Предлагаемый способ и устройство, реализующее его, предназначено для чистовой обработки поверхностным пластическим деформированием (ППД) с калиброванием и упрочнением металлических внутренних цилиндрических поверхностей 1 отверстий диаметром DЗАГ заготовок 2 из сталей и сплавов упругим деформирующим инструментом - дорном 3, к которому прикладывают статическую нагрузку РСТ с помощью гидроцилиндра 4 и импульсную РИМ нагрузку с помощью силового гидроцилиндра 5, в котором расположены боек 6 и волновод 7.
Обрабатываемую заготовку 2 устанавливают на опорной плите 8 станка 9.
Устройство, реализующее предлагаемый способ, состоит из деформирующего инструмента - дорна 3 (см. фиг.3, 4), содержащего один или несколько (не показаны) деформирующих элементов 10, смонтированных на штоке 11 гидроцилиндра 4 статической нагрузки.
Дорн предназначен для обработки поверхностным пластическим деформированием сквозных отверстий и выполнен с передней направляющей втулкой 12, обеспечивающей взаимную ориентацию заготовки и инструмента и закрепленной на штоке 11 гайкой 13.
Деформирующий элемент 10 представляет собой винтовую коническую пружину, изготовленную из проволоки, например, по ГОСТ 9389-75, диаметром dПР, с наружной рабочей поверхностью в виде усеченного конуса с углом φ=3…5°, с деформирующими витками в количестве не менее трех, из которых первый виток 14 жестко соединен с заборным диском 15, а последний виток 16 жестко соединен с калибрующим диском 17.
Материал проволоки деформирующих витков пружины (например, твердый сплав ВК15, ВК15М) обеспечивает высокую износостойкость инструмента и высокую изгибную прочность. При малых нагрузках на инструмент можно применять сплав ВК8.
На фиг.8 и 9 представлен более технологичный вариант сборной конструкции дорна и его крепление к штоку 11. Хвостовик стержня 18, на котором установлены: деформирующий элемент, направляющая втулка, гайка и др. части дорна, имеет буртик 19 с двумя лысками. Дорн хвостовиком вставляется в паз 20 центрального ступенчатого отверстия штока, проворачивается относительно центральной оси на 90° и фиксируется в нем.
Части дорна: шток, стержень, направляющую втулку, дистанционные втулки (не показаны) изготовляют из углеродистых сталей, закаленных до твердости HRC 40…45. В собранном виде радиальное биение деформирующих элементов относительно направляющих не превышает 0,02…0,05 мм. Это требование выполняют за счет высокой точности изготовления деталей дорна. Особое внимание уделяют штоку и стержню (радиальное биение их не должно быть более 0,01…0,02 мм), дистанционным втулкам и деформирующим элементам-пружинам (торцевое и радиальное биение их относительно базового отверстия не должно быть более 0,005…0,01 мм).
Калибрующая ленточка на пружинном элементе отсутствует, но для больших диаметров отверстий (>75…150 мм) может применяться, ее ширину выбирают в зависимости от материала и толщины стенки заготовки ([5] с.399).
Диаметр dПР проволоки ориентировочно определяется из условия прочности по формуле:
 , мм;
, мм;
где dПР - диаметр проволоки, мм; (РСТ+РИМ) - суммарная (статическая РСТ плюс импульсная РИМ) сила дорнования, Н; f - коэффициент трения между элементом и обрабатываемой поверхностью; в зависимости от обрабатываемого материала и технологической смазки f=0,05…0,14; [σИЗ] - допустимое напряжение материала проволоки при изгибе, МПа, для твердого сплава ВК15 - [σИЗ]=1800 МПа; DЗАГ - диаметр обрабатываемого отверстия заготовки, мм.
На величину натяга влияет угол β наклона витков пружины, который определяют по формуле:
β≈arctg[0,5P/(DB-i)], град;
где Р - шаг пружины, мм; DB - наружный диаметр витка пружины, мм; i - натяг - основной технологический параметр процесса - это разность между диаметром обработанного отверстия и диаметром отверстия заготовки до обработки, мм.
Если рассмотреть один виток пружины в свободном состоянии (см. фиг.5) и тот же виток - в нагруженном состоянии (см. фиг.6), то можно увидеть, что, изменяя свое положение, близкое к поперечной плоскости, при неизменном наружном диаметре витка пружины DB, наружный диаметр пружины, а следовательно, и диаметр отверстия увеличивается на величину - i. Поэтому на величину натяга i влияет угол β наклона витков винтовой пружины, шаг пружины и наружный диаметр витка пружины.
Отличительной особенностью предлагаемого способа является то, что на деформируемый элемент - пружину - воздействует втулка 7, расположенная на штоке 11 и скользящая по нему. Втулка 7 находится в гидроцилиндре 5 (фиг.1, 2) и является волноводом, к которому дополнительно прикладывают периодическую импульсную РИМ нагрузку посредством бойка 6. Боек 6 расположен также в гидроцилиндре 5 и имеет форму втулки. Гидроцилиндр 5 имеет возможность продольного перемещения вдоль штока 11, согласованного с продольным перемещением дорна в обрабатываемом отверстии, и работает от гидравлического генератора импульсов (ГГИ) (не показан) [3, 4]. Волновод 7 и боек 6 выполнены в виде втулок одинакового диаметра.
Предлагаемый способ и устройство, реализующее его, служит для обработки поверхностным пластическим деформированием дорнованием внутренних поверхностей отверстий. Эту операцию выполняют перемещением с натягом инструмента - дорна - через обрабатываемое отверстие заготовки, при этом к дорну прикладывают статическую и импульсную, периодическую, нагрузки вдоль оси инструмента и обрабатываемого отверстия.
Заготовку 2 устанавливают в опорной плите 8, например, пресса или вертикально-протяжного станка (например, мод. 7Б65) и заходной направляющей частью вводят дорн в предварительно обработанное отверстие заготовки.
Обработку начинают с включения продольной подачи SПР, которая осуществляется благодаря постоянному действию на дорн штока 11, на который, в свою очередь, действует основная статическая нагрузка РСТ, развиваемая гидроцилиндром 4. Одновременно включается в работу гидроцилиндр 5, вырабатывающий дополнительную периодическую импульсную нагрузку РИМ.
Импульсную нагрузку РИМ осуществляют с помощью бойка 6, воздействующего на торец волновода 7, выполненных в виде втулок, расположенных на штоке 11. В качестве механизма импульсного нагружения инструмента применяют гидравлический генератор импульсов (не показан) [3, 4].
Статическое нагружение РСТ и продольная подача SПР дорна осуществляется с помощью гидроцилиндра статического нагружения 4, поршень 21 и шток 11 которого соединен с дорном.
Импульсная нагрузка осуществляется гидроцилиндром 5, который работает от гидравлического генератора импульсов (не показан). Волновод 7 в виде втулки установлен в гидроцилиндре 5 на штоке 11 с возможностью продольного осевого перемещения и расположен между бойком 6 и деформирующим элементом 10.
Исходный импульс, сформированный в бойке 6 в момент удара по волноводу 7, отражаясь от свободного торца бойка с противоположным знаком, доходит до волновода, одна его часть вновь отражается в боек, а другая переходит в волновод и распространяется в направлении нагружаемой поверхности. Дойдя до нагружаемой поверхности, последняя часть импульса распределяется на проходящий и отраженный. Проходящие волны деформации при равенстве длин бойка и волновода не накладываются и не разрываются, а следуют друг за другом, кроме того, при равенстве площадей контакта поперечных сечений бойка и волновода энергия удара наиболее полно реализуется в контакте с нагружаемой средой.
Деформирующий элемент дорна работает следующим образом.
Во время рабочего хода при действии только статической нагрузки РСТ деформирующий элемент входит в отверстие первым витком с заборным диском и процесс поверхностного пластического деформирования будет проходить как при обычном традиционном дорновании.
При ударе бойка по волноводу, помимо действия статической нагрузки, на деформирующий элемент начинает действовать импульсная РИМ нагрузка (фиг.6). Волновод скользит по штоку и перемещает вдоль штока калибрующий диск, при этом пружина деформирующего элемента сжимается, т.к. заборный диск остается неподвижным относительно штока, упираясь в направляющую втулку. Импульсная нагрузка РИМ на деформирующий элемент преодолеет сопротивление пружины РПР и витки, сближаясь, будут радиально воздействовать на обрабатываемую поверхность отверстия. Как показано на фиг.6, пружина сжимается, уменьшается по высоте и витки занимают поперечное положение относительно продольной оси обрабатываемого отверстия. Возникают окружные растягивающие и радиально сжимающие напряжения, позволяющие значительно увеличить глубину упрочненного слоя, повысить степень упрочнения и снизить высоту микронеровностей обрабатываемой поверхности.
При окончании действия импульсной нагрузки на деформирующий элемент его пружина будет разжиматься под действием собственной силы РПР и статической нагрузки РСТ (фиг.7). Причем калибрующий диск деформирующего элемента будет оставаться на месте, подпираемый волноводом, а заборный диск - перемещаться вниз вместе с перемещением штока.
Предлагаемый дорн эффективно увеличивает диаметр отверстия за счет пластической деформации поверхности отверстия витками пружины деформирующего элемента. При этом происходит упрочнение поверхностного слоя на большую глубину, чем при обычном дорновании, повышение качества обработанной поверхности, что приводит к уменьшению длины дорна.
Деформирующий элемент, выполненный в виде пружины, будет плавно и постепенно, а не скачкообразно, воспринимать импульсную ударную нагрузку, что значительно снижает вибрации и, как следствие, волнистость обработанной поверхности. После прекращения действия импульсной нагрузки пружина приходит в свое первоначальное положение, увеличивается по высоте и витки располагаются на расстоянии шага Р друг от друга (фиг.7). При этом последний виток 16 с калибрующим диском 17 остаются на месте, а средние, первый 14 и заборный диск 15 уходят вниз (согласно фиг.7) под действием собственной силы упругости пружины РПР и статической нагрузки РСТ.
Таким образом, с каждым ударом бойка по волноводу витки пружинящего деформирующего элемента будут сближаться и радиально воздействовать на обрабатываемую поверхность, создавая растягивающие и радиально сжимающие напряжения. При этом высота элемента - минимальна, а шаг пружины Р=0. В промежутках времени между ударами пружина будет восстанавливать свою первоначальную высоту и витки пружинящего деформирующего элемента будут разводиться на расстоянии шага Р друг от друга.
Глубина упрочненного слоя предлагаемым способом увеличивается и достигает 1,5…2,5 мм, что значительно (в 3…4 раза) больше, чем при традиционном статическом дорновании. Наибольшая степень упрочнения составляет 25…30%. В результате статико-импульсной обработки по сравнению с традиционным дорнованием эффективная глубина слоя, упрочненного на 20% и более, возрастает в 2…2,6 раза, а глубина слоя, упрочненного на 10% и более, - в 1,6…2,2 раза.
Пример. Обрабатывали предлагаемым способом отверстие диаметром 40 мм заготовки из материала - сталь 18ХГТ ГОСТ 4543-74, твердость НВ 207-228, масса - 6,75 кг. Обработку производили дорном с деформирующим пружинящим элементом - пружиной диаметром 40 мм, диаметром проволоки 6 мм, высота деформирующего элемента в сжатом состоянии 24 мм, шаг пружины 20 мм, из твердого сплава ВК15, угол φ=4,5°.
Обработку вели на модернизированном прессе с использованием специального ГГИ - гидравлического генератора импульсов. Модернизация касалась установки на прессе, на штоке дополнительного гидроцилиндра с волноводом и бойком, осуществляющих дополнительное периодическое импульсное нагружение инструмента-дорна. Смазочно-охлаждающая жидкость - сульфофрезол. Скорость дорнования Snp=4,5 м/мин. Наибольшее значение энергии ударов, развиваемой ГГИ, А=285 Дж (сила удара 265 кН, скорость удара 7,4 м/с), при частоте ударов f=5…15 Гц. Натяг инструмента составлял i=0,3…1,5 мм на диаметр. Статическое нагружение осуществлялось силой до РСТ=42 кН.
Обработка показала, что параметр шероховатости обработанных поверхностей отверстий уменьшился до значения Ra=0,5…0,07 мкм при исходном Ra=5…6,5 мкм, производительность повысилась более чем в три раза по сравнению с традиционным дорнованием и предварительным развертыванием, используемым на базовом предприятии ОАО "Ливгидромаш". Энергоемкость процесса уменьшилась в 2,1 раза. Глубина упрочненного слоя достигла 1,7…2,2 мм. Наибольшая степень упрочнения составляла 21…26%. В результате статико-импульсной обработки эффективная глубина слоя, упрочненного на 20% и более, возросла в 1,8…2,4 раза, а глубина слоя, упрочненного на 10% и более, - в 1,7…2,1 раза.
Предлагаемый способ расширяет технологические возможности дорнования за счет воздействия статико-импульсной нагрузки на специальный пружинящий деформирующий элемент, при прохождении которого возникают окружные растягивающие и радиально сжимающие напряжения, позволяющие значительно увеличить натяг и глубину упрочненного слоя, повысить степень упрочнения и снизить высоту микронеровностей обрабатываемой поверхности.
Предлагаемый способ позволяет повысить производительность процесса дорнования, вести обработку с большим натягом, высоким КПД и минимальной энергоемкостью оборудования.
Источники информации, принятые во внимание
1. Патент РФ №2312757, МПК B24B 39/02. Устройство для статико-импульсного дорнования отверстий методом протягивания. Степанов Ю.С., Киричек А.В., Соловьев Д.Л. Афанасьев Б.И., Фомин Д.С., Селеменев К.Ф. Заявка №2006116871/02. 16.05.2006; 20.12.2007 - прототип.
2. Патент РФ №2312754, МПК B24B 39/02. Способ статико-импульсного дорнования отверстий методом протягивания. Степанов Ю.С., Киричек А.В., Соловьев Д.Л. Афанасьев Б.И., Фомин Д.С., Селеменев К.Ф. Заявка №2006115432/02. 04.05.2006; 20.12.2007.
3. Киричек А.В., Лазуткин А.Г., Соловьев Д.Л. Статико-импульсная обработка и оснастка для ее реализации // СТИН, 1999, №6. - С.20-24.
4. Патент РФ №2090342, МПК6 B24B 39/04. Лазуткин А.Г., Киричек А.В., Соловьев Д.Л. Гидроударное устройство для обработки деталей ППД. 95122309/02. 21.12.95. 20.09.97. Бюл. №26.
5. Справочник технолога-машиностроителя. В 2-х т. Т.2 / Под ред. А.Г.Косиловой и Р.К.Мещерякова. - 4-е изд. перераб. и доп. - М.: Машиностроение, 1986. С.397…410.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ СТАТИКО-ИМПУЛЬСНОГО УПРУГОГО ДОРНОВАНИЯ | 2011 |
|
RU2464152C2 |
| СПОСОБ СТАТИКО-ИМПУЛЬСНОГО ДОРНОВАНИЯ ПРУЖИНЯЩИМ ДОРНОМ | 2010 |
|
RU2462340C2 |
| УСТРОЙСТВО ДЛЯ СТАТИКО-ИМПУЛЬСНОГО ДОРНОВАНИЯ ПРУЖИНЯЩИМ ДОРНОМ | 2010 |
|
RU2462339C2 |
| УСТРОЙСТВО ДЛЯ ПОВЕРХНОСТНОГО ПЛАСТИЧЕСКОГО ДЕФОРМИРОВАНИЯ | 2011 |
|
RU2487793C2 |
| СПОСОБ ПОВЕРХНОСТНОГО ПЛАСТИЧЕСКОГО ДЕФОРМИРОВАНИЯ ЗАГОТОВОК ДОРНОВАНИЕМ СО СТАТИКО-ИМПУЛЬСНЫМ НАГРУЖЕНИЕМ ДОРНА | 2011 |
|
RU2477681C2 |
| СПОСОБ СТАТИКО-ИМПУЛЬСНОГО ДОРНОВАНИЯ СЛОЖНОПРОФИЛЬНЫХ ОТВЕРСТИЙ | 2011 |
|
RU2479404C2 |
| СПОСОБ СТАТИКО-ИМПУЛЬСНОГО ДОРНОВАНИЯ СБОРНЫМ ДОРНОМ | 2007 |
|
RU2336986C1 |
| УСТРОЙСТВО ДЛЯ СТАТИКО-ИМПУЛЬСНОГО ДОРНОВАНИЯ СБОРНЫМ ИНСТРУМЕНТОМ | 2007 |
|
RU2336987C1 |
| СПОСОБ СТАТИКО-ИМПУЛЬСНОГО УПРОЧНЕНИЯ ДЛИННОМЕРНЫХ ОТВЕРСТИЙ | 2011 |
|
RU2457098C1 |
| УСТРОЙСТВО ДЛЯ СТАТИКО-ИМПУЛЬСНОГО УПРОЧНЕНИЯ ДЛИННОМЕРНЫХ ОТВЕРСТИЙ | 2011 |
|
RU2457099C1 |
Изобретение относится к технологии машиностроения, в частности к дорнованию отверстий деталей. Осуществляют приложение к деформирующему инструменту статической нагрузки с натягом вдоль обрабатываемой поверхности, действующей от одного гидроцилиндра, и периодической импульсной нагрузки - от другого гидроцилиндра, посредством волновода и бойка. Волноводом воздействуют на деформирующий элемент. Гидроцилиндр периодической импульсной нагрузки располагают подвижно на штоке гидроцилиндра статической нагрузки. Волновод и боек выполнены в виде втулок с возможностью их продольного перемещения на штоке гидроцилиндра статической нагрузки. Деформирующий элемент расположен на штоке и выполнен в виде винтовой конической пружины с по меньшей мере тремя деформирующими витками и наружной рабочей поверхностью в виде усеченного конуса. Первый виток конической пружины жестко соединен с заборным диском, а последний жестко соединен с калибрующим диском. В результате расширяются технологические возможности, увеличивается глубина упрочненного слоя и снижается высота микронеровностей обрабатываемой поверхности. 9 ил., 1 пр.
Способ статико-импульсного упругого дорнования, включающий приложение к деформирующему инструменту статической нагрузки с натягом вдоль обрабатываемой поверхности, действующей от одного гидроцилиндра, и периодической импульсной нагрузки - от другого гидроцилиндра посредством волновода и бойка, соединенного с гидравлическим генератором импульсов, отличающийся тем, что волноводом непосредственно воздействуют на деформирующий элемент, при этом гидроцилиндр периодической импульсной нагрузки располагают подвижно на штоке гидроцилиндра статической нагрузки и снабжают волноводом и бойком в виде втулок с возможностью их продольного перемещения на упомянутом штоке, причем деформирующий элемент, также расположенный на штоке, представляет собой винтовую коническую пружину, изготовленную из проволоки, с наружной рабочей поверхностью в виде усеченного конуса с углом φ=3…5°, с деформирующими витками в количестве не менее трех, из которых первый виток жестко соединен с заборным диском, а последний - жестко соединен с калибрующим диском.
| СПОСОБ СТАТИКО-ИМПУЛЬСНОГО ДОРНОВАНИЯ ОТВЕРСТИЙ МЕТОДОМ ПРОТЯГИВАНИЯ | 2006 |
|
RU2312754C1 |
| Устройство для упрочняюще-чистовой обработки отверстий | 1988 |
|
SU1641597A1 |
| RU 2055719 C1, 10.03.1996 | |||
| СПОСОБ ОБРАБОТКИ ОТВЕРСТИЙ ДОРНОВАНИЕМ /ВАРИАНТЫ/ | 1991 |
|
RU2065807C1 |
| DE 3919895 A1, 20.12.1990. | |||

