Изобретение относится к технологии машиностроения, в частности к конструкциям инструментов для калибрования, деформирующего прошивания и упрочнения металлических внутренних поверхностей отверстий деталей из сталей и сплавов поверхностным пластическим деформированием со статико-импульсным нагружением деформирующего сборного инструмента.
Известно устройство для дорнования отверстий сборным инструментом, состоящим из рабочей конической части и цилиндрического калибрующего пояска [1].
Известное устройство отличается ограниченными возможностями, низким КПД, большой энергоемкостью, недостаточно большой глубиной упрочненного слоя и недостаточно высокой степенью упрочнения обрабатываемой внутренней поверхности.
Задачей изобретения является расширение технологических возможностей способа дорнования за счет использования инструмента - дорна оригинальной конструкции, воспринимающей статико-импульсную нагрузку при поверхностном пластическом деформировании, а также за счет управления глубиной упрочненного слоя и микрорельефом внутренних поверхностей отверстий путем использования подвижной части инструмента сборной конструкции.
Поставленная задача решается с помощью предлагаемого устройства для статико-импульсного дорнования сборным инструментом, при этом оно содержит волновод и боек, выполненные в виде стержней одинакового диаметра, гидравлический генератор импульсов для обеспечения приложения посредством бойка импульсной нагрузки к волноводу и сборный дорн в виде соосно установленных частей для обработки заготовки с натягом: неподвижной части, имеющей цилиндрическую поверхность и жестко закрепленной на волноводе, и подвижной части, имеющей коническую поверхность и установленной на упомянутой неподвижной части с помощью комплекта пластинчатых пружин из условия обеспечения ее возвратно-вращательного и возвратно-поступательного движения относительно продольной оси, при этом сборный дорн выполнен из условия распределения натяга при обработке поверхности заготовки между его неподвижной и подвижной частями поровну, а комплект пластинчатых пружин выполнен из условия обеспечения следующего неравенства:
(РСТ+РИМ)>РПР>РСТ,
где РПР - общая сила комплекта пластинчатых пружин, Н;
РСТ - статическая нагрузка, Н;
РИМ - импульсная нагрузка, Н.
Особенности предлагаемого устройства поясняются чертежами.
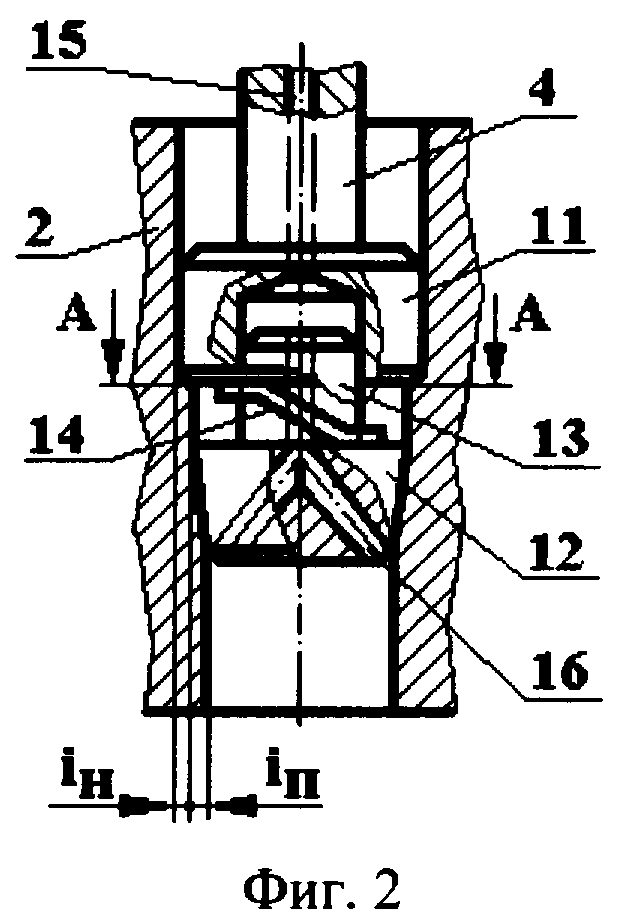
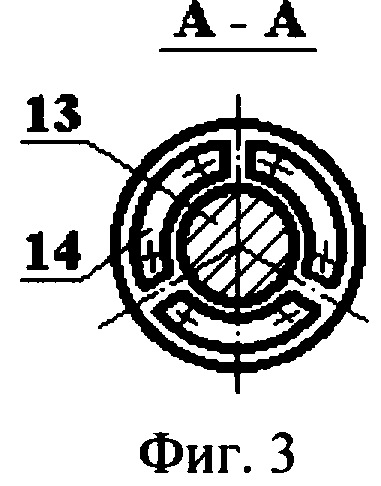
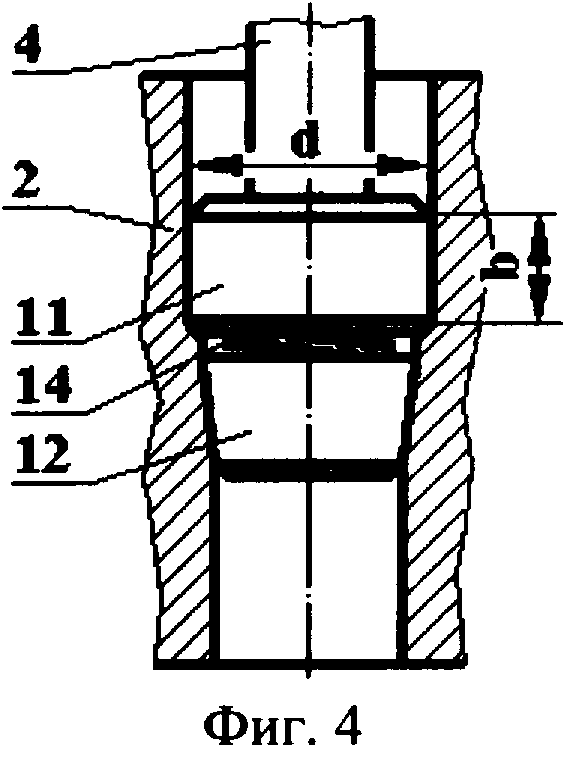
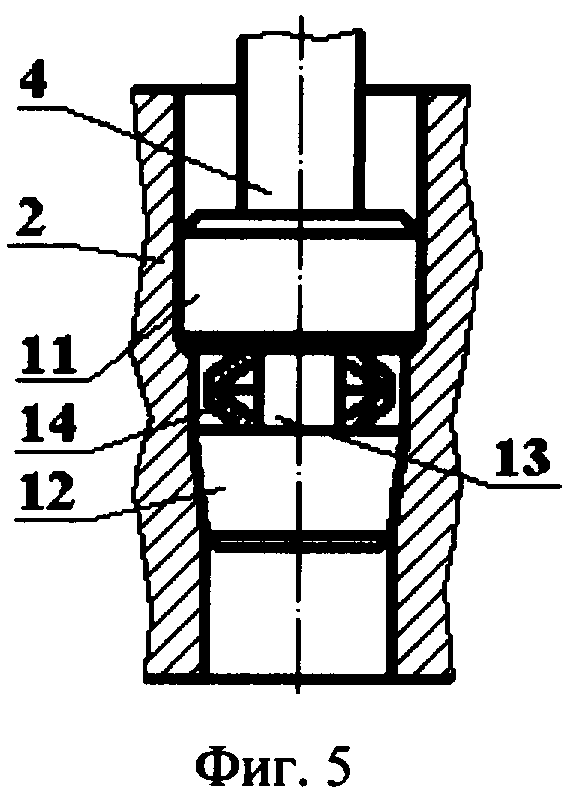
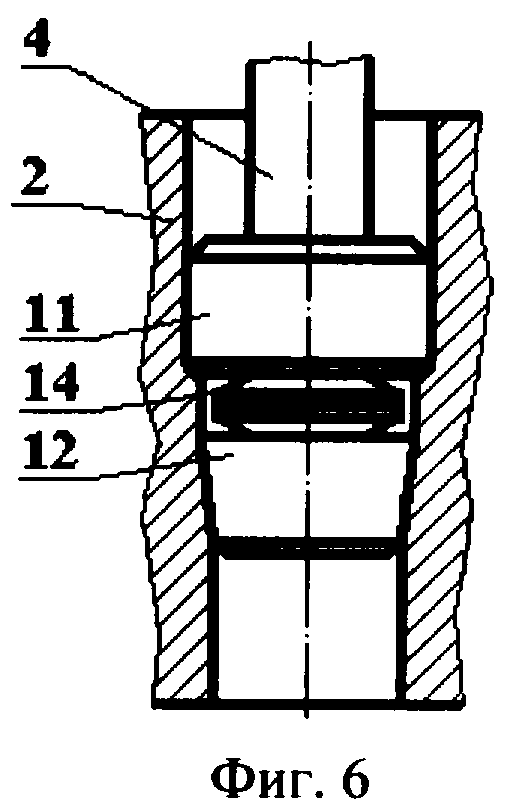
На фиг.1 представлена схема дорнования отверстия с помощью предлагаемого устройства, имеющего сборный деформирующий инструмент со статико-импульсным нагружением; на фиг.2 - сборный деформирующий инструмент - дорн под действием только статической нагрузки, пружины в расжатом состоянии; на фиг.3 - сечение А - А на фиг.2; на фиг.4 - сборный деформирующий инструмент - дорн под действием статической и импульсной нагрузки, пружины в сжатом состоянии; на фиг.5 - вариант конструкции дорна с пакетом тарельчатых пружин, действует только статическая нагрузка, пружины в расжатом состоянии; на фиг.6 - вариант конструкции дорна с пакетом тарельчатых пружин, действует статическая и импульсная нагрузка, пружины в сжатом состоянии.
Предлагаемое устройство служит для дорнования, т.е. калибрования, отверстий, которое является чистовой операцией для обработки отверстий деталей машин поверхностным пластическим деформированием [2]. Эту операцию выполняют перемещением с натягом деформирующего инструмента - дорна 1, сборной конструкции, к которому прикладывают постоянную статическую и периодическую импульсную нагрузки вдоль обрабатываемой поверхности отверстия.
Заготовку 2 устанавливают на плиту 3, закрепленную на столе станка, а дорн 1 вводят в обрабатываемое отверстие заготовки. Обработку начинают с включения продольной подачи SПР, которая осуществляется благодаря постоянному действию на дорн 1 волновода 4, на который, в свою очередь, действует основная статическая нагрузка РСТ и дополнительная периодическая импульная нагрузка РИМ. Последнюю осуществляют с помощью бойка 5, воздействующего на торец волновода 4, выполненные в виде стержней одинакового диаметра. В качестве механизма импульсного нагружения инструмента применяют гидравлический генератор импульсов (не показан) [3, 4].
Статическое нагружение РСТ и продольная подача SПР волновода 4 и дорна 1 осуществляются с помощью гидроцилиндра статического нагружения 6, поршень 7 которого жестко связан штоком 8 с корпусом 9 гидравлического генератора импульсов (ГТИ). Волновод 4 установлен в корпусе 9 с возможностью продольного осевого перемещения и содержит лыску с размещенным в ней и в выточке корпуса 9 штифтом 10, который препятствует провороту волновода относительно продольной оси.
Дорн 1 выполнен сборным и состоит из двух частей: жестко закрепленной на волноводе 4 части 11 неподвижной по отношению к волноводу и подвижной части 12, которая соосно установлена на неподвижной части. Соосность двух частей дорна осуществлена с помощью центрирующего пальца 13, принадлежащего подвижной части, который входит в центральное отверстие по скользящей посадке неподвижной части дорна.
Подвижная часть 12 дорна с помощью пластинчатых пружин 14 соединена с неподвижной частью 11. Пластинчатые пружины 14 имеют Z-образную форму, благодаря которой реализуется возможность сообщать подвижной части возвратно-вращательное и возвратно-поступательное в продольном направлении движения относительно продольной оси. Пластинчатые пружины 14 одним концом жестко соединены с подвижной частью, а другим концом - с неподвижной и изготовлены, например, из стальной холоднотянутой термообработанной ленты по ГОСТ 21996-76. Количество пластинчатых пружин 14 в комплекте (например, 3 шт., см. фиг.3) зависит от размеров дорна и обрабатываемого отверстия заготовки. Как вариант, пружины 14 могут быть исполнены тарельчатыми (например, по ГОСТ 3057-79), см. фиг.5, 6. Однако тарельчатые пружины не позволяют реализовать и придать возвратно-вращательное движение подвижной части 12 дорна.
В собранном виде радиальное биение деформирующих частей дорна не должно превышать 0,02...0,05 мм. Рабочая форма подвижной деформирующей части 12 представляет собой усеченный конус с углом 3°...5°, а неподвижной части 11 - цилиндрическую поверхность, играющую роль калибрующей ленточки. Ширина цилиндрической поверхности подсчитывается по формуле: b=0,35d0,6, где b - ширина цилиндрической поверхности неподвижной части 11 дорна, мм; d - диаметр обрабатываемого отверстия, мм.
Предлагаемое устройство, имеющее сборный дорн, позволяет общий натяг i распределить между частями дорна, например, поровну i=iП+iН или в любой другой пропорции, где iП - натяг, приходящийся на подвижную часть дорна; iН - натяг, приходящийся на неподвижную часть дорна.
Соотношение силы комплекта пружин РПР и сил РСТ и РИМ, действующих на дорн, должно удовлетворять неравенству:
(РСТ+РИМ)>РПР>РСТ
где РПР - общая сила комплекта пружин, Н;
РСТ - статическая сила нагружения сборного дорна, Н;
РИМ - импульсная сила нагружения сборного дорна, Н.
При обработке предлагаемым устройством обязательно применение смазочно-охлаждающего технологического средства (СОТС), предотвращающего схватывание деформирующих элементов с обрабатываемым металлом, что приводит к браку обработанных деталей и нередко к разрушению деформирующих элементов. Для деталей из углеродистых и низколегированных сталей, из цветных металлов (бронзы, латуни, алюминиевых сплавов) применяют сульфофрезол, МР-1, МР-2, эмульсии. Для деталей из высоколегированных, жаростойких и коррозионно-стойких сталей и сплавов применяют СОТС: АСМ-1, АСМ-4; АСМ-5, АСМ-6. При обработке деталей из закаленных сталей используют смазку АСФ-3.
При работе предлагаемого устройства помимо внешнего полива используют подачу СОТС изнутри, осуществляемую через центральный канал 15 волновода 4 и боковые отверстия 16 в подвижной части 12 дорна, кроме того, СОТС заполняет канавку между частями дорна.
Особенностью работы предлагаемого устройства со статико-импульсным нагружением сборного дорна является следующее:
- если на сборный дорн не действует импульсная нагрузка, а только статическая, то он работает как обычный, при этом пружина не сжата и части дорна максимально удалены друг от друга;
- при суммарном действии статической и импульсной нагрузки на сборный дорн преодолевается сопротивление пружин и подвижная часть приблизится к неподвижной части и провернется относительно продольной оси, причем в таком состоянии дорна процесс дорнования будет продолжаться пока действует импульсная нагрузка;
- по прекращению действия импульсной нагрузки начинает работать комплект пружин, причем неподвижная часть остается на месте, а подвижная часть будет перемещаться в продольном направлении, удаляясь от неподвижной части.
Последнее позволяет увеличить время пластического деформирования при каждом ударе бойка, что положительно влияет на шероховатость обрабатываемой поверхности, глубину упрочненного слоя и степень упрочнения.
Дистанционное расположение частей дорна позволяет избежать напрессовки отслоившихся загрязнений в виде окалины, ржавчины и т.п. (например, при обработке необработанных горячекатанных труб).
Пример. Дорновали предлагаемым устройством заготовки гильз гидроцилиндров с толщиной стенки 5...20 мм, изготовленные из стали 45, на модернизированном вертикально-протяжном станке мод. 7Б65 с использованием специального гидравлического генератора импульсов (ГГИ) и сборного дорна. Модернизация касалась установки на станке гидроцилиндра, осуществляющего статическое нагружение инструмента силой до РСТ=40 кН. Наибольшее значение энергии ударов, развиваемое ГГИ, А=280 Дж (сила удара 260 кН, скорость удара 7,2 м/с), при частоте ударов f=5...15 Гц. Натяг инструмента составлял 0,5...1,5 мм, ширина деформирующей ленточки - 10...40 мм.
Обработка показала, что параметр шероховатости обработанных поверхностей гильз уменьшился до значения Ra=0,5...0,065 мкм при исходном - Ra=5...6,5 мкм, производительность повысилась более чем в два раза, энергоемкость процесса составила 18 кВт, что в 2,2 раза меньше, чем при традиционном дорновании.
Также установлено, что с увеличением диаметра инструмента происходит уменьшение удельного давления на нагружаемую поверхность, а это приводит к улучшению условий прохождения инструмента через обрабатываемое отверстие. Увеличение удельного давления снижает шероховатость, при этом поверхность приобретает профиль с периодически повторяющимся шагом, что положительно сказывается на работоспособности упрочненных таким образом заготовок.
Предлагаемое устройство расширяет технологические возможности процесса дорнования за счет применения статико-импульсной обработки поверхностным пластическим деформированием, а также за счет управления глубиной упрочненного слоя и микрорельефом внутренних поверхностей отверстий путем использования сборного дорна и устройства нагружения специальной формы.
Источники информации, принятые во внимание
1. Патент РФ №2055719 С, В24В 39/02, 10.03.1996 - прототип.
2. Справочник технолога-машиностроителя. В 2-х т. Т.2 / Под ред. А.Г.Косиловой и Р.К.Мещерякова.- 4-е изд. перераб. и доп. - М.: Машиностроение, 1986. С.397, рис.16, б; с.402, рис.23.
3. Киричек А.В., Лазуткин А.Г., Соловьев Д.Л. Статико-импульсная обработка и оснастка для ее реализации. // СТИН, 1999, №6. - С.20-24.
4. Патент РФ №2090342, МПК6 В24В 39/04. Лазуткин А.Г., Киричек А.В., Соловьев Д.Л. Гидроударное устройство для обработки деталей ППД. 95122309/02. 21.12.95. 20.09.97. Бюл. №26.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ СТАТИКО-ИМПУЛЬСНОГО ДОРНОВАНИЯ СБОРНЫМ ДОРНОМ | 2007 |
|
RU2336986C1 |
| УСТРОЙСТВО ДЛЯ СТАТИКО-ИМПУЛЬСНОГО УПРУГОГО ДОРНОВАНИЯ | 2011 |
|
RU2464152C2 |
| СПОСОБ СТАТИКО-ИМПУЛЬСНОГО УПРУГОГО ДОРНОВАНИЯ | 2011 |
|
RU2457097C1 |
| УСТРОЙСТВО ДЛЯ ОБРАБОТКИ С КАЛИБРОВАНИЕМ И УПРОЧНЕНИЕМ МЕТАЛЛИЧЕСКИХ ВНУТРЕННИХ ЦИЛИНДРИЧЕСКИХ ПОВЕРХНОСТЕЙ ДЕТАЛЕЙ | 2011 |
|
RU2484928C2 |
| СПОСОБ СТАТИКО-ИМПУЛЬСНОГО ДОРНОВАНИЯ ПРУЖИНЯЩИМ ДОРНОМ | 2010 |
|
RU2462340C2 |
| УСТРОЙСТВО ДЛЯ СТАТИКО-ИМПУЛЬСНОГО ДОРНОВАНИЯ ПРУЖИНЯЩИМ ДОРНОМ | 2010 |
|
RU2462339C2 |
| УСТРОЙСТВО ДЛЯ СТАТИКО-ИМПУЛЬСНОГО УПРОЧНЕНИЯ ДЛИННОМЕРНЫХ ОТВЕРСТИЙ | 2011 |
|
RU2457099C1 |
| СПОСОБ СТАТИКО-ИМПУЛЬСНОГО УПРОЧНЕНИЯ ДЛИННОМЕРНЫХ ОТВЕРСТИЙ | 2011 |
|
RU2457098C1 |
| СПОСОБ СТАТИКО-ИМПУЛЬСНОГО ДОРНОВАНИЯ СЛОЖНОПРОФИЛЬНЫХ ОТВЕРСТИЙ | 2011 |
|
RU2479404C2 |
| СПОСОБ ПОВЕРХНОСТНОГО ПЛАСТИЧЕСКОГО ДЕФОРМИРОВАНИЯ ЗАГОТОВОК ДОРНОВАНИЕМ СО СТАТИКО-ИМПУЛЬСНЫМ НАГРУЖЕНИЕМ ДОРНА | 2011 |
|
RU2477681C2 |
Изобретение относится к технологии машиностроения, а именно к устройствам для статико-импульсного дорнования. Устройство содержит волновод и боек, гидравлический генератор импульсов и сборный дорн. Сборный дорн выполнен в виде соосно установленных частей для обработки заготовки с натягом: неподвижной части, имеющей цилиндрическую поверхность, и подвижной части, имеющей коническую поверхность. Неподвижная часть жестко закреплена на волноводе. Подвижная часть установлена на упомянутой неподвижной части с помощью комплекта пластинчатых пружин из условия обеспечения ее возвратно-вращательного и возвратно-поступательного движения относительно продольной оси. При этом сборный дорн выполнен из условия распределения натяга при обработке поверхности заготовки между его неподвижной и подвижной частями поровну. В результате расширяются технологические возможности, повышается качество и точность обработки. 6 ил.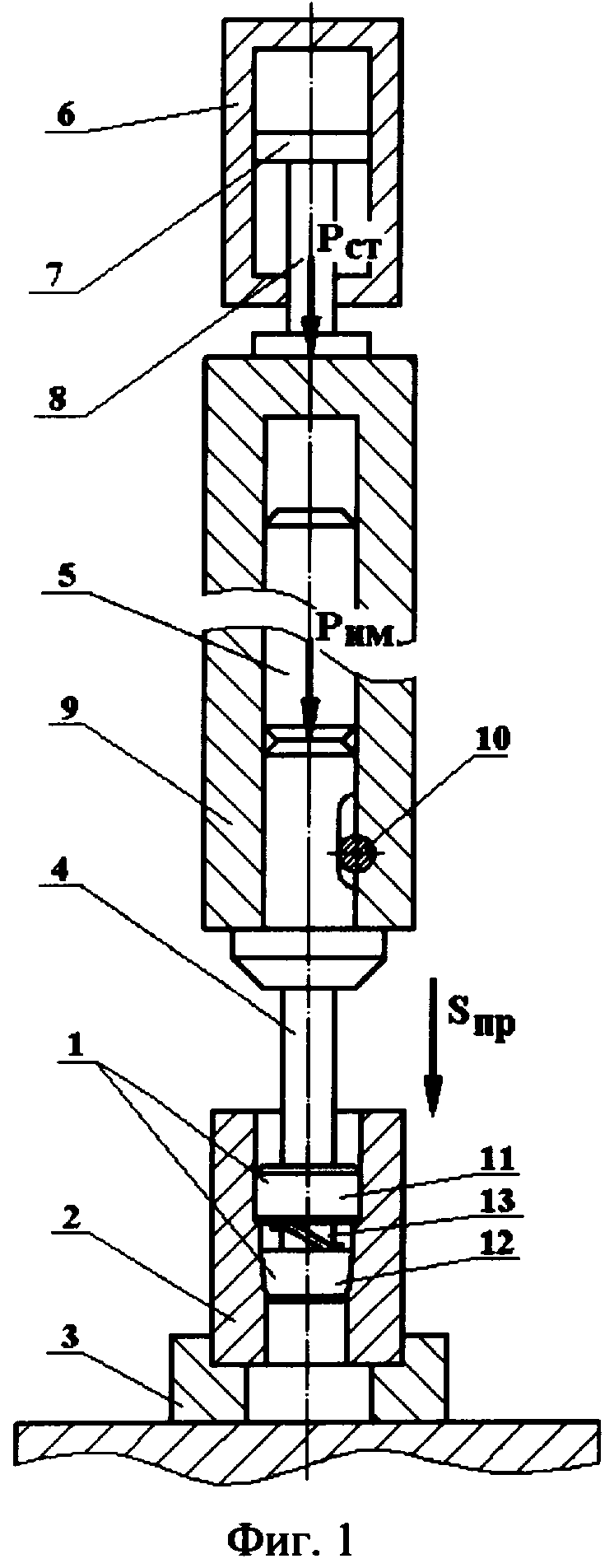
Устройство для статико-импульсного дорнования сборным инструментом, отличающееся тем, что оно содержит волновод и боек, выполненные в виде стержней одинакового диаметра, гидравлический генератор импульсов для обеспечения приложения посредством бойка импульсной нагрузки к волноводу и сборный дорн для обработки заготовки с натягом в виде соосно установленных неподвижной части, имеющей цилиндрическую поверхность и жестко закрепленную на волноводе, и подвижной части, имеющей коническую поверхность и установленную на упомянутой неподвижной части с помощью комплекта пластинчатых пружин из условия обеспечения ее возвратно-вращательного и возвратно-поступательного движения относительно продольной оси, при этом сборный дорн выполнен из условия распределения натяга при обработке поверхности заготовки между его неподвижной и подвижной частями поровну, а комплект пластинчатых пружин выполнен из условия обеспечения следующего неравенства:
(РСТ+РИМ)>РПР>РСТ,
где РПР - общая сила комплекта пластинчатых пружин, Н;
РСТ - статическая нагрузка, Н;
РИМ - импульсная нагрузка, Н.
| RU 2055719 C1, 10.03.1996 | |||
| Дорн | 1980 |
|
SU884892A1 |
| Способ обработки полых осесимметричных деталей переменной жесткости | 1989 |
|
SU1701498A1 |
| Устройство для вибрационного протягивания | 1959 |
|
SU126715A1 |
| СПОСОБ СТАТИКОИМПУЛЬСНОЙ ОБРАБОТКИ ПОВЕРХНОСТНЫМ ПЛАСТИЧЕСКИМ ДЕФОРМИРОВАНИЕМ | 1996 |
|
RU2098259C1 |
| DE 3919895 A, 20.12.1990. | |||

