Уровень техники
Настоящее изобретение относится к резиновой ленте щетки стеклоочистителя, прежде всего стеклоочистителя автомобиля, согласно ограничительной части п.1 формулы изобретения. Изобретение относится также к способу изготовления такой резиновой ленты согласно ограничительной части п.4 формулы изобретения.
При работе стеклоочистителей их щетки с резиновыми лентами, предназначенными, например, для удаления водяных капель с ветрового стекла автомобиля, приводятся рычагами (поводками) стеклоочистителя в возвратно-качательное движение. Обычно резиновые ленты щеток стеклоочистителей изготавливают из гидрофобного экструдированного или отлитого под давлением исходного материала, например из невулканизованного синтетического каучука, и затем вулканизуют. К общим требованиям, предъявляемым к резиновой ленте, помимо высокого качества очистки относятся также стойкость к истиранию, низкое сопротивление трения и оптимальные характеристики скольжения по гидрофильным и гидрофобным поверхностям, что необходимо для обеспечения соответствующих антифрикционных свойств резиновой ленты при ее перемещении по различным поверхностям.
В целом высокое качество очистки достигается при использовании сравнительно мягких резиновых лент, которые, однако, часто из-за высокого коэффициента трения обладают неблагоприятными антифрикционными свойствами при перемещении прежде всего по гидрофобным поверхностям. Из уровня техники известно, что для улучшения антифрикционных свойств резиновой ленты ее поверхность можно подвергать дополнительной обработке. Так, например, поверхность резиновой ленты обрабатывают галогеном, т.е. подвергают ее хлорированию или бромированию. В результате такой обработки поверхность резиновой ленты приобретает большую твердость, а коэффициент трения относительно мягкого резинового материала резиновой ленты соответственно снижается. Однако даже если при сниженном коэффициенте трения сопротивление трения уменьшается, этого обычно оказывается недостаточным для существенного улучшения антифрикционных свойств резиновой ленты. Помимо этого подвергнутые подобной дополнительной обработке поверхности резиновых лент часто характеризуются малым краевым углом при смачивании водой, т.е. не обладают выраженными гидрофобными свойствами, из-за чего качество очистки прежде всего гидрофобных поверхностей оказывается не оптимальным.
Известно также, что улучшить антифрикционные свойства резиновой ленты можно нанесением покрытия на ее поверхность. Так, например, известно нанесение на поверхность резиновой ленты слоя, который обычно содержит мелкий, но в то же время обладающий смазывающим действием порошок, например порошковый дисульфид молибдена или графит. Для нанесения подобных покрытий можно использовать множество иных, известных из уровня техники, материалов. В DE 102005000851 А1 описана, например, щетка стеклоочистителя с изготовленной путем вулканизации резиновой лентой, на язычок которой для снижения коэффициента трения нанесена пленка или нанесен слой гранулята. Такое покрытие можно при этом наносить на эластомерную поверхность путем распыления, пульверизации или иным способом.
Другая возможность заключается в нанесении на поверхность резиновой ленты антифрикционного лака в качестве покрытия, предназначенного для снижения коэффициента сухого трения до минимально возможного. В DE 10116926 описаны компоненты такого антифрикционного лака, сам антифрикционный лак и соответствующие способы нанесения покрытий на эластомеры, при этом компонентами антифрикционного лака наряду с полиуретаном и силоксаном являются полиамидный порошок, полиэтиленовый порошок или раствор полиамида. Антифрикционный лак может содержать отвердитель на основе изоцианата.
Покрытия в виде антифрикционного лака, пленки или слоя гранулята обычно образуют сплошное покрытие на поверхности, на которую оно нанесено, т.е. нанесенное покрытие образует новую поверхность, полностью покрывающую расположенную под ней эластомерную поверхность. Поверхность же, образованная порошковым покрытием, в целом не является сплошной, и поэтому расположенная под ней эластомерная поверхность отчасти видна.
В целом о поверхностях резиновых лент касательно их свойств при смачивании водой, т.е. об их гидрофобности, известно мало. Мерой выраженности гидрофобных свойств веществ является их гидрофобность, которую можно выразить через краевой угол, который образуется между каплей жидкости, например воды, и поверхностью вещества с воздухом в качестве третьей фазы. Поверхность с краевым углом более 90° называют гидрофобной, при краевых углах более 120° поверхность можно назвать высокогидрофобной, а при краевых углах более 150° - сверхгидрофобной. Особо высокое качество очистки поверхностей резиновыми лентами достигается в том случае, когда их поверхность является высокогидрофобной, т.е. характеризуется краевым углом более 120°.
Из ЕР 1249280 известны самоочищающиеся поверхности и способы их получения путем нанесения на поверхность гидрофобных частиц, размеры которых варьируются от микрометровых до субмикрометровых и которые в свою очередь имеют трещиноватую структуру в нанометровом интервале величин. Такие поверхности характеризуются высокой степенью выраженности гидрофобпости при краевых углах более 150°.
Краткое изложение сущности изобретения
Предлагаемая в изобретении резиновая лента щетки стеклоочистителя, прежде всего стеклоочистителя автомобиля, выполненная из формованного, вулканизуемого эластомерного материала, отличается тем, что на ее поверхности имеется поверхностный слой, который является гидрофобным с краевым углом при смачивании водой более 90°, предпочтительно более 120°, и имеет рельефную структуру с микрометровыми возвышениями и углублениями, причем поверхностный слой образован нанесенной на поверхность резиновой ленты пленкой, которая имеет поверхностную структуру с углублениями, глубина которых в среднем составляет менее 100 мкм и интервал между которыми составляет от 1 до 100 мкм.
Преимущество настоящего изобретения заключается в повышении качества очистки поверхности резиновой лентой и в улучшении тем самым эффективности очистки гидрофильной поверхности, например смоченного водяной пленкой ветрового стекла, и антифрикционных свойств резиновой ленты при ее перемещении по гидрофобной поверхности.
Преимущество изобретения состоит далее в том, что предлагаемая в нем резиновая лента обладает существенно более высокой гидрофобностью по сравнению с известными из уровня техники резиновыми лентами, гидрофобность которым придают путем нанесения покрытия, соответственно путем обработки их поверхности. Еще одно преимущество изобретения заключается в значительном повышении качества очистки поверхности резиновой лентой благодаря наличию у нее повышенной гидрофобности. Следующее преимущество настоящего изобретения состоит в том, что благодаря структурированию поверхности резиновой ленты достигается эффект самоочистки ее поверхности, который обусловлен высокой гидрофобностью и рельефной структурой поверхности резиновой ленты.
Для изготовления предлагаемой в изобретении резиновой ленты на поверхность ее эластомерного материала наносят соответствующее покрытие, для чего используют пленку. В этом отношении "пленкой" называют сплошную плоскостную структуру из приемлемого материала, т.е. структуру, у которой два ее размера много больше ее третьего размера и которая по всей своей площади имеет практически постоянную толщину. Структурированной в контексте настоящего описания называют поверхность, имеющую определенную шероховатость, т.е. имеющую рельефные возвышения, соответственно углубления, которые делают поверхность неровной и размеры которых предпочтительно лежат в микрометровом диапазоне. При этом такие микрометровые возвышения, соответственно углубления, расположены с определенным интервалом друг от друга, который составляет менее 200 мкм, предпочтительно менее 100 мкм, особенно предпочтительно менее 50 мкм. Рельефная структура поверхности может быть образована, например, полостями, вершинами и/или зубчиками.
Согласно изобретению путем нанесения покрытия на поверхность резиновой ленты получают гидрофобную поверхность с краевым углом более 90°, предпочтительно высокогидрофобную поверхность с краевым углом более 120°. Такая поверхность имеет согласно изобретению рельефную структуру, образованную возвышениями, соответственно углублениями, высота, соответственно глубина которых в среднем составляет от 1 до 100 мкм, предпочтительно от 1 до 50 мкм, и интервал между которыми составляет от 1 до 200 мкм, предпочтительно от 1 до 100 мкм, особенно предпочтительно от 1 до 50 мкм.
Примером материалов, которые пригодны для нанесения в качестве предлагаемого в изобретении покрытия на поверхность резиновой ленты, являются термопластичные материалы, такие как полиэтилен, полиамид, полипропилен, политетрафторэтилен, а также минеральные материалы, силикаты, в том числе в модифицированном виде, сажа, оксиды металлов и металлические порошки либо смеси указанных материалов. Тем самым благодаря многообразию пригодных для применения в указанных целях материалов возможно получение резиновой ленты в качестве конечного продукта с требуемыми свойствами, т.е. с оптимальными антифрикционными свойствами и с высоким качеством очистки. Предлагаемое в изобретении покрытие поверхности резиновой ленты можно получать путем нанесения порошка или путем нанесения предварительно обработанной или структурируемой на стадии дополнительной обработки пленки. Под покрытием поверхности резиновой ленты в данном случае подразумевается создание поверхностного слоя, который наносят на поверхность резиновой ленты и соединяют с ее поверхностью. Толщина предлагаемого в изобретении поверхностного слоя составляет от 1 до 100 мкм, предпочтительно от 1 до 50 мкм.
Предлагаемый в изобретении способ изготовления резиновой ленты щетки стеклоочистителя, прежде всего стеклоочистителя автомобиля, путем вулканизации формованного эластомерного материала, отличается тем, что на поверхность резиновой ленты наносят пленку, представляющую собой перфорированную пленку, поверхность которой имеет рельефную структуру с микрометровыми углублениями, глубина которых составляет менее 100 мкм, и интервал между которыми составляет менее 200 мкм. Перфорировать пленку можно, например, методом лазерной резки, в результате которой образуются указанные углубления.
Предпочтительно, чтобы глубина углублений составляла менее 50 мкм, а интервал между углублениями - менее 100 мкм, особенно предпочтительно - менее 50 мкм.
Преимущество предлагаемого в изобретении способа изготовления резиновой ленты перед уровнем техники состоит в том, что при предлагаемой в изобретении обработке поверхности резиновой ленты не образуется свободный хлор или бром, поскольку при изготовлении резиновой ленты ее не требуется подвергать никакой обработке, предусматривающей галогенирование резиновой ленты. Еще одно преимущество предлагаемого в изобретении способа заключается в возможности снизить расходы на обработку поверхности резиновой ленты, поскольку можно отказаться от галогенирования поверхности изготавливаемой резиновой ленты. Кроме того, отдельные стадии предлагаемого в изобретении способа оптимально взаимосвязаны, что позволяет снизить издержки.
Согласно изобретению поверхность резиновой ленты предпочтительно гидрофобизировать и структурировать, используя порошки или пленки для нанесения покрытия на поверхность резиновой ленты.
За меру гидрофобности поверхности, т.е. меру выраженности ее гидрофобных свойств, можно принять краевой угол, обозначающий угол, который капля жидкости па поверхности твердого вещества образует с этой поверхностью. При краевых углах более 90° поверхность называют гидрофобной, при краевых углах более 120° поверхность называют высокогидрофобной, а при краевых углах более 150° - сверхгидрофобной. При краевых углах более 160° нанесенные на поверхность капли жидкости принимают практически шаровидную форму и поэтому могут стекать с поверхности. При этом частицы грязи, которые не пристали к поверхности, смываются с нее скатывающимися каплями жидкости. Примером подобной сверхгидрофобной поверхности с краевым углом более 160° являются листья и цветки лотоса. Названное поэтому "эффектом лотоса" явление обусловлено предельно низкой смачиваемостью и высоким самоочищающимся действием поверхностей листьев и цветков лотоса. Такой эффект обусловлен наличием у листьев и цветков лотоса особой микро- и наноструктурированной сверхгидрофобной поверхности с возвышениями, высота которых составляет от 5 до 20 мкм и интервал между которыми составляет от 5 до 50 мкм. Этот принцип из мира живой природы помимо прочего нашел применение в технике для получения самоочищающихся поверхностей, которые используются во множестве прикладных областей.
Следуя "эффекту лотоса", у предлагаемой в изобретении резиновой ленты предлагаемым в изобретении способом образуют гидрофобную поверхность с краевым углом при смачивании водой более 90°, предпочтительно более 120°.
Резиновая лента имеет основание в форме продолговатого бруска и скользящую часть с язычком в виде тонкой полосы. Существующие на сегодняшний день способы изготовления резиновых лент по экономическим причинам предполагают одновременное изготовление сдвоенных профилей, при этом соответствующий сдвоенный профиль непрерывно экструдируют из вулканизуемых полимерных композиций, вулканизуют и в завершение разделяют на два отдельных профиля. В качестве исходного материала для изготовления резиновой ленты щетки стеклоочистителя, прежде всего стеклоочистителя автомобиля, используют резиновый материал по причине его высокой гибкости, благодаря которой при перемещении резиновой ленты по ветровому стеклу обеспечивается возможность полного удаления воды с его поверхности. К числу исходных материалов, пригодных для изготовления резиновых лент, относятся сополимеры этилена с пропиленом и диеновым мономером (СКЭПТ), сополимеры этилена с пропиленом (СКЭП), хлоропреновый каучук (ХК), натуральный каучук (НК) и их смеси.
Краткое описание графических материалов
Ниже изобретение более подробно рассмотрено на примере некоторых вариантов его осуществления со ссылкой на прилагаемые к описанию графические материалы, на которых показано:
на фиг.1 - одинарный профиль резиновой ленты щетки стеклоочистителя,
на фиг.2 - полученный с помощью растрового электронного микроскопа снимок поверхности предлагаемой в изобретении резиновой ленты щетки стеклоочистителя и
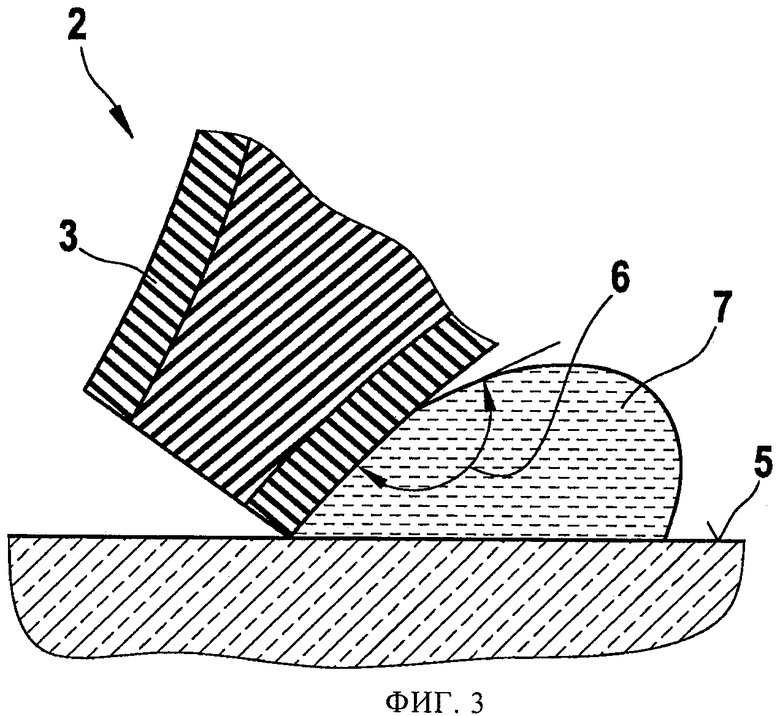
на фиг.3 - предлагаемая в изобретении резиновая лента с гидрофобным поверхностным слоем при контакте с гидрофобной поверхностью, с которой удаляется вода.
Описание вариантов осуществления изобретения
На фиг.1 показан одинарный профиль 1 резиновой ленты 2 с поверхностным слоем 3, нанесенным согласно одному из вариантов осуществления изобретения на резиновую ленту 2 с обеих ее сторон, после вулканизации и после возможной очистки.
Гидрофобный и структурированный поверхностный слой 3 предлагаемой в изобретении резиновой ленты 2 в увеличенном виде показан на фиг.2, где представлен снимок, полученный с помощью растрового электронного микроскопа (РЭМ-снимок). Позицией 4 при этом обозначены частицы, нанесенные на поверхность резиновой ленты 2 и соединенные с ее поверхностью.
Способ, которым предпочтительно получать поверхностный слой 3 с гидрофобными свойствами и соответствующей поверхностной структурой, заключается в нанесении частиц 4 или пленки, которую изготавливают из приемлемого материала отдельным, подробно не рассматриваемым способом. Нанесенные частицы 4, соответственно нанесенную пленку соединяют с поверхностью резиновой ленты 2 с образованием поверхностного слоя 3 с требуемыми гидрофобными свойствами и рельефной структурой, размер неровностей которой лежит в микрометровом диапазоне. Помимо этого в одном из вариантов полученный поверхностный слой 3 можно на последующих стадиях подвергать дальнейшей гидрофобизации и/или структурированию с образованием предпочтительно высокогидрофобной поверхности и предпочтительной рельефной структуры с микрометровыми возвышениями и/или углублениями.
В предпочтительном варианте частицы, используемые для образования требуемого поверхностного слоя 3 резиновой ленты 2, являются гидрофобными и обеспечивают тем самым получение гидрофобного поверхностного слоя 3 резиновой ленты 2. Частицы 4 при этом сами могут обладать соответствующей гидрофобностью либо их гидрофобизируют до или после нанесения на резиновую ленту. Гидрофобизировать частицы можно известным из уровня техники способом.
В одном из вариантов осуществления предлагаемого в изобретении способа изготовления резиновой ленты 2 смесь частиц на ее поверхность наносят методом нанесения порошковых лакокрасочных покрытий. В качестве порошка на поверхность резиновой ленты можно наносить ультравысокомолекулярный полиэтилен со средним размером частиц 10 мкм. При этом диспергированные в воздухе частицы 4 специальными распылителями наносят под действием сжатого воздуха на поверхность резиновой ленты 2, например, с обеих сторон сдвоенного профиля, после разделения которого на два одинарных профиля вершина каждой полученной в результате резиновой ленты, не контактирующая со стеклом, не имеет покрытия. Порошок 4 можно наносить распылением на вулканизованную либо, что более предпочтительно, на невулканизованную поверхность резиновой ленты 2. Благодаря хорошей клейкости резины наносимые на нее частицы 4 порошка нет необходимости статически электризовать в обязательном порядке. Вместе с тем преимущество, связанное со статической электризацией частиц 4 наносимой распылением порошковой смеси, состоит в том, что они приобретают одинаковый электрический заряд и поэтому отталкиваются друг от друга, благодаря чему обеспечивается возможность равномерного нанесения частиц 4 на поверхность резиновой ленты 2. Частицы 4 наносимой порошковой смеси или же поверхность резиновой ленты 2 в предпочтительном варианте можно статически электризовать путем электростатического контактирования, в результате чего повышается прочность сцепления частиц 4 с поверхностью резиновой ленты. После нанесения смеси частиц на поверхность резиновой ленты методом нанесения порошковых лакокрасочных покрытий предпочтительно проводить термообработку для обеспечения долговечного и прочного сцепления частиц с поверхностью резиновой ленты и получения равномерного плотного покрытия не ней.
Другим возможным методом нанесения частиц на поверхность резиновой ленты 2 является мокрый способ нанесения лакокрасочных покрытий. При этом частицы 4 суспендируют в жидкой дисперсионной среде и полученную стабильную суспензию наносят на поверхность резиновой ленты 2. Для нанесения такой суспензии можно использовать пригодные для этого методы нанесения покрытий. В качестве примера подобных методов можно назвать метод нанесения лакокрасочных покрытий окунанием или метод пульверизации.
Частицы 4 на поверхность резиновой ленты можно также наносить методом вихревого напыления (напыления в псевдоожиженном слое). При этом резиновую ленту 2 кратковременно погружают в псевдоожиженную сжатым воздухом смесь частиц 4, которые прилипают к погруженной в псевдоожиженный слой поверхности. Затем на следующей стадии частицы 4 можно путем нагрева наплавлять на покрываемую ими поверхность. В другом варианте резиновую ленту 2 можно нагревать перед погружением в псевдоожиженную смесь частиц. В этом случае частицы 4 под действием температуры на поверхности резиновой ленты 2 расплавляются и образуют на поверхности резиновой ленты сплошное покрытие. Для образования равномерного покрытия постоянной толщины необходимо следить за тем, чтобы частицы 4 из-за возможного присутствия посторонних веществ не образовывали сравнительно крупные агломераты.
Другим возможным методом нанесения частиц 4 на поверхность резиновой ленты 2 является их центробежное нанесение, например, с помощью дозирующего колеса или вращающихся щеток.
Частицы 4 предпочтительно наносить на поверхность резиновой ленты 2 таким образом, чтобы они образовывали поверхностный слой 3 постоянной плотности и постоянной толщины. Нанесенные на поверхность резиновой ленты частицы предпочтительно должны образовывать гидрофобную и структурированную поверхность. Количество частиц 4, прилипших к поверхности резиновой ленты 2, преимущественно взаимосвязано с клейкостью материала резиновой ленты в преобладающих условиях, таких, например, как температура и давление. Избыток частиц 4 можно вновь удалять с поверхности резиновой ленты путем их целенаправленного сдувания сжатым воздухом либо с помощью отсасывающего устройства.
Дополнительно к клейкости или альтернативно клейкости материала резиновой ленты прилипание частиц 4 к поверхности резиновой ленты 2 можно улучшить путем предварительной обработки поверхности резиновой ленты 2, например, нанесением грунтовочного покрытия. Грунтовочным покрытием в данном контексте называют нанесенный на поверхность резиновой ленты 2 слой материала, к которому первоначально прилипают частицы. На следующей стадии грунтовочное покрытие можно, если оно не выполняет функцию клея, вновь удалять, например, путем испарения. Подобное грунтовочное покрытие предпочтительно наносить из дисперсии частиц в растворителе, который после нанесения дисперсии пульверизацией испаряется и оставляет однородное покрытие постоянной толщины и постоянной плотности.
В одном из вариантов нанесенные частицы 4 на следующей стадии соединяют с поверхностью резиновой ленты 2. После нанесения частиц порошка их предпочтительно на следующей стадии соединять с поверхностью резиновой ленты 2, прежде всего привулканизацией путем нагрева, предпочтительно путем нагрева в печи, путем инфракрасного нагрева или иным аналогичным способом.
Равным образом для соединения нанесенных частиц с поверхностью резиновой ленты 2 можно использовать носитель. В предпочтительном варианте на покрытую частицами поверхность наносят клей, благодаря которому обеспечивается долговечное соединение частиц 4 с резиновой лентой. В другом варианте частицы 4 можно диспергировать в клее и полученную таким путем суспензию можно приемлемым способом наносить на поверхность резиновой ленты. Таким путем обеспечивается нанесение стойкого покрытия на поверхность резиновой ленты 2. В еще одном варианте поверхность резиновой ленты 2 можно "бомбардировать" частицами 4, которые в этом случае, ударяясь в поверхность резиновой ленты с определенной скоростью, будут проникать в эластомерный материал не вулканизованной резиновой ленты на некоторую глубину. В другом варианте покрываемую частицами поверхность резиновой ленты 2 можно нагревать для придания таким путем эластомерному материалу резиновой ленты 2 стабильной, продолжительно сохраняющейся клейкости. Другая возможность соединения нанесенных частиц 4 с поверхностью резиновой ленты 2 заключается в механическом припрессовывании частиц 4, например, прижимными валиками, предпочтительно нагреваемыми прижимными валиками, которые в нагретом состоянии прижимают к покрытой частицами поверхности резиновой ленты и таким путем соединяют частицы 4 с ее поверхностью.
В еще одном предпочтительном варианте частицы можно наносить на эластомерный материал экструдированной или отлитой под давлением резиновой ленты перед его вулканизацией, в процессе которой затем частицы 4, нанесенные на поверхность резиновой ленты, будут привулканизовываться к этой поверхности. Непосредственно после изготовления резиновой ленты путем экструзии, соответственно литья под давлением предпочтительно должно полностью исключаться, соответственно допустимо лишь незначительное загрязнение ее поверхности, что является необходимым условием повышения прочности сцепления с ней наносимых частиц. Таким путем можно обеспечить нанесение равномерного покрытия на поверхность резиновой ленты при одновременном сокращении количества отдельных стадий изготовления резиновой ленты 2. Возможно также нанесение частиц 4 на поверхность лишь частично вулканизованной резиновой ленты. В этом случае процесс вулканизации резиновой ленты 2 прерывают, на ее поверхность приемлемым способом наносят частицы 4 и после этого возобновляют процесс вулканизации резиновой ленты 2 с уже нанесенными на ее поверхность частицами.
В еще одном варианте осуществления изобретения на поверхность резиновой ленты 2 можно наносить пленку для получения резиновой ленты с гидрофобной и структурированной поверхностью. Такую пленку, которая выполнена из термопластичных материалов, например полиэтилена, полиамида, полипропилена или политетрафторэтилена, которые при необходимости используют также в сшитом или частично сшитом виде, можно прикреплять к поверхности резиновой ленты пригодным для этого клеем, например эпоксиаминовым клеем. Более предпочтительно выполнять пленку в виде самоклеящейся пленки с клеевым слоем с нижней стороны и с гидрофобной и структурированной согласно изобретению верхней стороной. В одном из предпочтительных вариантов пленку можно наносить на поверхность резиновой ленты перед собственно процессом вулканизации ее материала. Под воздействием тепла в ходе последующего процесса вулканизации пленка привулканизовывается, соответственно приплавляется к поверхности резиновой ленты 2. В другом варианте пленку можно наносить на поверхность уже частично вулканизованной резиновой ленты, т.е. резиновую ленту 2 по истечении определенного времени ее вулканизации, которая к этому моменту завершается лишь частично, удаляют из нагревательного устройства.
Для получения резиновой ленты 2 с предлагаемой в изобретении поверхностью, т.е. для придания ей гидрофобных свойств и рельефной структуры, размер неровностей которой лежит в микрометровом диапазоне, наносимая пленка может быть, например, структурирована. В предпочтительном варианте наносимую пленку для приближения структуры ее поверхности к так называемому "эффекту лотоса" можно на последующей стадии подвергать дальнейшему структурированию, в результате которого образуются соответствующие микрометровые возвышения или углубления. Такая последующая стадия может заключаться, например, в абляции импульсным лазерным излучением либо в обработке резиновой ленты, при каковой обработке ее материал деформируется упруго, а сам материал покрытия деформируется пластически.
В другом варианте наносимая пленка может быть перфорирована в соответствии с требуемой рельефной структурой поверхности. Перфорировать пленку можно, например, методом лазерной резки, в результате которой образуются углубления, глубина которых в среднем составляет менее 100 мкм, преимущественно менее 50 мкм. Интервал между углублениями составляет при этом от 1 до 200 мкм, предпочтительно от 1 до 100 мкм.
Предлагаемое в изобретении решение предоставляет возможность использовать резиновую ленту 2 и для очистки гидрофильных ветровых стекол (прозрачное стекло), и для очистки ветровых стекол, обработанных водоотталкивающим средством (гидрофобное стекло).
Приведенное на фиг.3 изображение позволяет пояснить, каким образом при использовании предлагаемой в изобретении резиновой ленты 2 для очистки гидрофобной поверхности 5, например ветрового стекла автомобиля, гидрофобность и рельефная структура поверхностного слоя 3 сказываются на качестве очистки. Краевой угол 6 между гидрофобным поверхностным слоем 3 и водой 7 в данном случае составляет более 120°, благодаря чему обеспечивается возможность эффективного удаления воды с поверхности стекла, поскольку сама резиновая лента 2 не смачивается водой.

Изобретения относятся к резиновой ленте щетки стеклоочистителя, прежде всего стеклоочистителя автомобиля, и способу ее изготовления. Лента выполнена из формованного, вулканизуемого эластомерного материала и на ее поверхности имеется поверхностный слой, который является гидрофобным с краевым углом при смачивании водой более 90°, предпочтительно более 120°. Поверхностный слой имеет рельефную структуру с микрометровыми возвышениями и/или углублениями. Поверхностный слой образован нанесенной на поверхность резиновой ленты пленкой, которая имеет поверхностную структуру с углублениями, глубина которых в среднем составляет менее 100 мкм и интервал между которыми составляет от 1 до 100 мкм. Способ изготовления подобной резиновой ленты путем вулканизации формованного эластомерного материала заключается в том, что на поверхность резиновой ленты наносят пленку, представляющую собой перфорированную пленку, поверхность которой имеет рельефную структуру с микрометровыми углублениями. Достигается улучшение качества очистки. 2 н. и 6 з.п. ф-лы, 3 ил.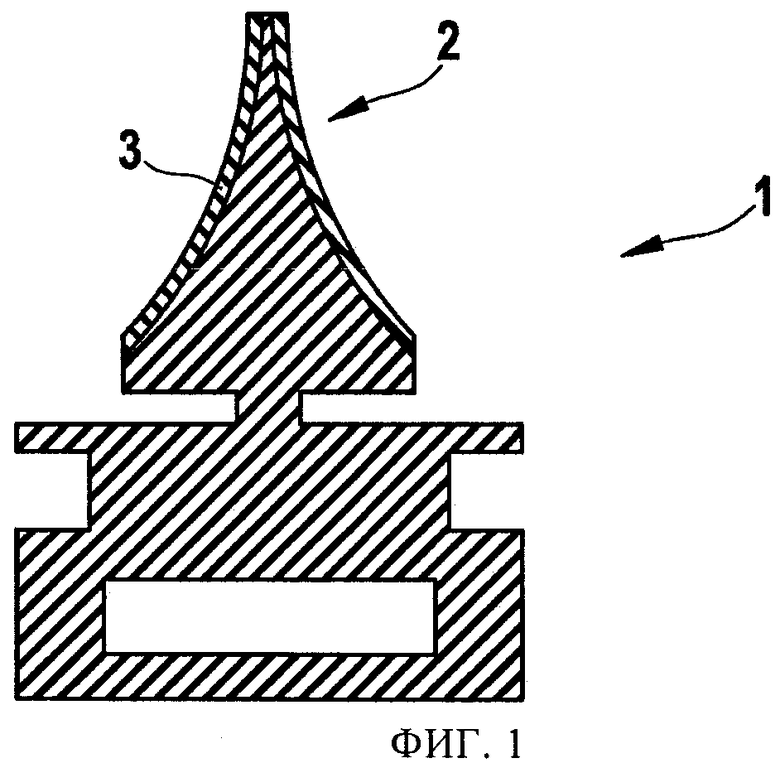
1. Резиновая лента щетки стеклоочистителя, прежде всего стеклоочистителя автомобиля, выполненная из формованного, вулканизуемого эластомерного материала, отличающаяся тем, что на ее поверхности имеется поверхностный слой (3), который является гидрофобным с краевым углом при смачивании водой более 90°, предпочтительно более 120°, и имеет рельефную структуру с микрометровыми возвышениями и/или углублениями, причем поверхностный слой (3) образован нанесенной на поверхность резиновой ленты (2) пленкой, которая имеет поверхностную структуру с углублениями, глубина которых в среднем составляет менее 100 мкм и интервал между которыми составляет от 1 до 100 мкм.
2. Резиновая лента по п.1, отличающаяся тем, что материал пленки выбран из группы, включающей сшитый или частично сшитый полиэтилен, полиамид, полипропилен и политетрафторэтилен.
3. Резиновая лента по п.1 или 2, отличающаяся тем, что пленка выполнена прикрепляемой к поверхности резиновой ленты (2) посредством носителя, к которому пленка приклеивается.
4. Способ изготовления резиновой ленты (2) щетки стеклоочистителя, прежде всего стеклоочистителя автомобиля, путем вулканизации формованного эластомерного материала, отличающийся тем, что на поверхность резиновой ленты (2) наносят пленку, представляющую собой перфорированную пленку, поверхность которой имеет рельефную структуру с микрометровыми углублениями, глубина которых составляет менее 100 мкм и интервал между которыми составляет менее 200 мкм.
5. Способ по п.4, отличающийся тем, что нанесенную на поверхность резиновой ленты (2) пленку подвергают на последующей стадии обработки структурированию путем абляции или пластического деформирования.
6. Способ по п.4 или 5, отличающийся тем, что глубина углублений составляет менее 50 мкм.
7. Способ по п.4 или 5, отличающийся тем, что интервал между углублениями составляет менее 100 мкм.
8. Способ по п.4 или 5, отличающийся тем, что интервал между углублениями составляет менее 50 мкм.
| DE 19814804 A1, 07.10.1999 | |||
| FR 2886251 A1, 01.12.2006 | |||
| FR 2882558 A1, 01.09.2006 | |||
| DE 10025629 A1, 29.11.2001. |

