Предлагаемое изобретение относится к технологии производства конструкций с применением полимерных композиционных материалов для использования в качестве рабочего слоя трущихся поверхностей деталей машин, в частности подшипников скольжения.
В настоящее время основным элементом таких деталей машин, как подшипники скольжения, являются конструктивные части с антифрикционным покрытием, в том числе вкладыши из антифрикционного материала, располагаемые между валом и корпусом самого подшипника.
Современные материалы, используемые для поверхностей скольжения в узлах трения деталей машин должны обеспечивать низкий коэффициент трения, высокую несущую способность, высокую прочность, износостойкость, кавитационную стойкость, устойчивость к ударной нагрузке, температурной и механической усталости. Высокие показатели указанных свойств и ряда других параметров имеют широко применяемые в настоящее время специализированные антифрикционные композиционные материалы на основе высокомолекулярных полимерных матриц, однако их широкое применение сдерживается недостаточно высокими характеристиками теплопроводности, влияющей на мощность отвода тепла из зоны трения подшипника, теплового расширения, влияющего на размеры изделия при изменении теплового режима, прочности конструктивных элементов и простоты технологического применения.
На текущий момент времени не существует универсальных антифрикционных материалов, которые объективно обладали бы высокими показателями всех указанных выше свойств. В этой связи наиболее перспективным направлением развития технологий производства узлов трения механизмов является использование композиционных антифрикционных материалов и совершенствование конструкций из разнородных материалов, сочетающих в себе комплексы свойств применяемых материалов.
В качестве известного опубликованного технического решения целесообразно отметить технологию сплавления полимерных и металлических поверхностей с получением комбинированного конструкционного материала (см. RU2758702, кл. C23C26/00, публ. 01.11.2021г. [1]).
Известное техническое решение [1] относится к области изготовления комбинированных конструкционных материалов, состоящих из металлов и полимеров.
Рассматриваемое техническое решение заключается в способе получения комбинированного металлополимерного конструкционного материала.
Суть известной технологии заключается в образовании на поверхности заготовки интегрированного комбинированного слоя, при этом располагаемый на поверхности указанной заготовки компонент выбирают из условия его способности создавать тепловое излучение, после чего поверхности компонента и заготовки совмещают с соединяемым материалом, создавая на границе соединяемых поверхностей участок взаимного проникновения материалов, полученный механическим путем.
В технологическом аспекте особенностями известного из уровня техники решения следует считать применение полимерной заготовки, размещение на ней металлического компонента на заданной глубине, выбор компонента, обусловленный созданием им теплового излучения под воздействием переменного электромагнитного поля, а также сцепление поверхностей полимерной заготовки и металлической заготовки путем сдавливания и помещения их в переменное электромагнитное поле с созданием на границе соединяемых поверхностей зоны нагрева до температуры, достаточной для плавления полимерной части комбинированного слоя и его адгезии к поверхности металлической заготовки.
Известным техническим решением реализуется возможность соединения полимерной и металлической заготовок в единое изделие, при этом исключаются термические деформации и напряжения, а также сохраняется геометрическая устойчивость получаемого объекта, что служит основой для создания технологии по получению комбинированных конструкционных материалов, обладающих широким потенциалом промышленного использования и высокими технико-эксплуатационными показателями.
Получаемые, согласно известной технологии [1], композитные образцы успешны в качестве промышленного использования, поскольку их инновационное производство обеспечивает условия снижения эксплуатационных затрат и вместе с тем повышение уровня технологичности и конкурентоспособности получаемой продукции, однако, следует учитывать, что указанные образцы продукции в условиях постоянного роста потребительских ожиданий будут нуждаться в периодической модернизации, которая возможна в процессе перенастройки оборудования и внесения существенных коррективов в технологическую составляющую процесса.
Также следует учитывать, что технологическое улучшение физико-механических параметров антифрикционных поверхностей скольжения подшипниковых механизмов, ввиду специфичности и узкой направленности области техники, потребует привлечения значительных объемов материальных и интеллектуальных ресурсов, неизбежное привлечение которых, вероятно, будет восприниматься в качестве существенного сдерживающего фактора при возникновении производственной необходимости усовершенствования известной технологии [1] сплавления полимерной и металлической структур.
Наиболее близким с точки зрения технической сущности к заявляемому изобретению следует считать способ получения многофункционального композитного покрытия (см. RU2759274, кл. C23C28/00, публ. 11.11.2021г. [2]).
Известный способ получения покрытия [2] относится к области машиностроения, а точнее, к области получения антифрикционных покрытий, используемых в подшипниках скольжения, втулках и в других металлических изделиях и сопряжениях, для снижения трения и износа рабочих поверхностей компонентов машин.
В соответствии с известным техническим решением [2], способ получения защитного композитного покрытия характеризуется тем, что проводят предварительную подготовку поверхности металлического изделия механической обработкой, формируют термодиффузионный слой с открытой пористостью, а также наносят внешний слой из антифрикционного неметаллического композита.
Важно, что согласно замыслу технического решения [2], механическая обработка подразумевает использование режущего инструмента и формирование регулярного волнистого рельефа и шероховатости в пределах допуска, пористость термодиффузионного цинкового слоя выбирается до 10%, а антифрикционный неметаллический композит получают путем смешения связующего на основе дисперсии полимера, разбавителя и мелкодисперсных частиц политетрафторэтилена размером до 5 мкм.
В результате реализации известного технического решения увеличивается прочность слоев покрытия, увеличивается срок службы, снижаются затраты на обслуживание узлов трения, что решает задачу по созданию способа получения долговечных композитных покрытий на основе металлических и полимерных материалов, обладающих высокими технико-эксплуатационными параметрами.
Исходя из особенностей известного решения [2] применяемые металлические заготовки проходят процедуру предварительной подготовки, заключающейся в формировании волнистого рельефа определенной формы и необходимых параметров, что обеспечивается точением или фрезерованием механическим режущим инструментом с выверенными настройками для возможности получения ожидаемого результата, при этом, описанная подготовительная процедура для точности реализации должна проходить “в ручном” режиме, т.е. под контролем и непосредственным управлением специалиста-технолога, который обрабатывает в отдельности каждую заготовку и отправляет ее впоследствии на следующие технологические стадии, таким образом, важно отметить “ручное” высокое качество подготовки рельефа поверхности, однако, производиться способны, вследствие этого, лишь небольшие объемы продукции с исключением и практической невозможностью организации крупного серийного производства, способного конкурировать на внутреннем рынке и обеспечивать потребности больших отраслевых предприятий.
Также значимым системным недостатком технологии известной из источника [2] следует отметить необходимость привлечения значительных трудовых и энергетических затрат на производство, подразумевающего использование множества технологических циклов, в том числе “ручных”, которые в совокупности не способны покрывать затраты на изготовление отдельных единиц продукции, что в свою очередь является экономически не рациональным и способно быть оправданным и результативно работать лишь в случаях локального или разового применения в условиях производственной необходимости.
Ограниченность технологии источника [2] связана с невозможностью его применения для других полимерных композитов, для которых невозможно смешение связующего на основе дисперсии полимера, разбавителя и мелкодисперсных частиц политетрафторэтилена ввиду высоких температур обработки и эксплуатации.
Технической проблемой предлагаемого изобретения является создание технологии соединения полимерного и металлосодержащего материала с широкой конструкционной областью применения и высокими технико-эксплуатационными показателями.
Техническим результатом предлагаемого изобретения является реализация нестандартного и вместе с тем технологичного метода соединения разнородных материалов, для которого характерен упрощенный производственный цикл, подразумевающий единую комплексную стадию сцепления разнородных слоев, при котором наблюдается повышение точности и прочности соединения, а также его устойчивость к механическому, химическому и температурному воздействию, в результате чего формируется целостная и устойчивая к разрушению композиция с одной из поверхностей, состоящей из полимерного (в частности антифрикционного) композиционного материала.
Указанный технический результат и обозначенная техническая проблема достигаются в результате того, что способ соединения полимерного материла и металлосодержащего основания с получением композитной структуры для элементов конструкций механизмов, характеризуется предварительной локальной подготовкой металлосодержащего основания, заключающейся в образовании на поверхности контакта совокупности рельефных неровностей в виде хаотично и/или упорядоченно распределенных с поверхностной плотностью от 50 до 1000 шт/мм2 и имеющих в профиле фигурные очертания возвышений и углублений с поперечным размером от 20 до 100 мкм и с ориентацией стенок большинства из упомянутых возвышений и углублений под углом 45-90° к указанной поверхности контакта, с последующим проведением контрольно-диагностических измерений геометрических параметров указанной совокупности рельефных неровностей, на которые в частично расплавленном состоянии с толщиной не менее 10 мкм наносится полимерный материал, соединяемый участок которого проникает внутрь рельефных неровностей, внешне покрывая их и за счет текучести занимает и обволакивает свободные объемы подготовленных возвышений и углублений, что обеспечивает теплоотвод в месте соединения частей структуры и снижает величину теплового расширения структуры, а в случае внешнего силового механического воздействия обеспечивает возникновение сил противодействия, препятствующих отрыву или смещению сплавленных частей структуры.
Является наилучшим вариантом осуществления изобретения, если подготовка металлосодержащего основания выполняется механическим путем, а именно может включать сверление или резание или электрохимическую или электроэрозионную обработку или электродуговую или плазменную или газо-плазменную или электронно-лучевую сварку.
Согласно предпочтительному варианту осуществления изобретения имеющиеся возвышения выполняются в виде подобия хаотично расположенных, возвышающихся над поверхностью контакта кратеров с проходами, проделанными в их центральных частях.
Является рациональным при реализации изобретения если углубления выполнены в виде сообщающихся между собой пор и/или отверстий, у основания которых сосредоточены возвышения, образованные за счет застывшего материала.
Как правило при реализации изобретения имеющиеся углубления и/или возвышения совокупности рельефных неровностей формируют на поверхности контакта упорядоченно в виде последовательных рядов, расстояние между которыми превышает ширину основания крупнейшего углубления или возвышения металлосодержащего основания не более чем в 1,5 раза.
По одному из возможных вариантов осуществления изобретения перед соединением с полимерным материалом для минимизации объема воздушных полостей в углубления рельефных неровностей основания наносятся препреги либо инертные наполнители.
В соответствии с предложенным изобретательским замыслом предлагается к патентованию новый технологичный способ соединения полимерного материала и металлосодержащего основания с получением композитной структуры для элементов конструкций механизмов, используемых, в частности, в качестве компонентов подшипников скольжения, в результате чего получается целостная металло-полимерная конструкция, которая обладает высокой теплопроводностью, низким тепловым расширением, конструкционной прочностью от разрыва или смещения соединенных частей относительно друг друга.
Основополагающей особенностью предлагаемого технического решения является технологическая простота решения, предполагающая использование единой комплексной операции соединения разнородных слоев между собой, причем указанное соединение происходит без использования сложных операций для обеспечения адгезии, например, часто применяемого нанесения промежуточных слоев и их дополнительной обработки с многократным цикличным повторением действий, что создает предпосылки для существенного упрощения технологического процесса и ведет к сокращению времени производства, поскольку нет необходимости в использовании специализированного оборудования и персонала, готовить технологические требования и обучать персонал, кроме того, отсутствие промежуточного слоя в месте сцепления исключает длительный цикл подготовки поверхности для сопряжения материалов и позволяет применять полученные композитные изделия в химически-активных средах без риска разрушения материала и снижения прочности соединения как такового.
Представленная технологическая особенность в виде использования единой комплексной операции обеспечивает возможность соединения полимерного материала и подготовленного металлосодержащего основания, которое проходит предварительную подготовку механическими средствами, без нанесения промежуточных слоев, и характеризуется в результате указанной обработки образованием на поверхности будущего контакта совокупности рельефных неровностей в виде хаотично и/или упорядоченно распределенных возвышений и углублений с поверхностной плотностью от 50 до 1000 шт/мм2, с поперечным размером от 20 до 100 мкм, с ориентацией их стенок под углом 45-90° к поверхности контакта, что позволяет наносить полимерный состав, который проникает внутрь рельефных неровностей, покрывая их и за счет расплавленного состояния занимая и обволакивает свободные объемы возвышений и углублений, в результате чего в случае внешнего силового механического воздействия на готовую композитную структуру обеспечивается возникновение сил противодействия, препятствующих отрыву или смещению сплавленных частей композиции.
В соответствии с авторским замыслом, наносимый полимерный материал должен покрывать по высоте весь объем рельефных неровностей металлосодержащего предварительного обработанного металлосодержащего основания и обладать толщиной не менее 10 мкм. При заданной общей толщине полимерного материала в 10-500 мкм при обычных тепловых режимах работы получаемой сборочной единицы - например, в качестве конструктивного элемента подшипника скольжения - достигается интенсивный теплоотвод из зоны трения через область соединения разнородных материалов, что обеспечивает низкий градиент температуры между поверхностью трения и металлосодержащей основой, которая хорошо проводит тепло, вплоть до нескольких градусов по Цельсию.
Следует также отметить что, при использовании общей толщины полимерного слоя в 10-500 мкм при обычных тепловых режимах работы механизмов от - 50°С до + 50°С обеспечивается тепловое расширение всей композитной конструкции менее 5 мкм, что в частности, в элементах конструкции подшипников скольжения обеспечивает тепловое расширение, меньшее чем точность посадки валов в большинстве подшипниках скольжения.
Предлагаемое в соответствии с изобретением соединение разнородных материалов обеспечивает высокую прочность соединения и создает условия для получения конструкционного продукта с высоким уровнем сопротивления нагрузке в нормальном и тангенциальном направлении по отношению к области соединения, который обладает устойчивыми физико-химическими показателями при воздействии температуры и/или химически-активных сред, при этом на прочность конструкционного продукта непосредственно влияет удельная прочность используемого материала, а не адгезионная прочность самого соединения.
Применение технологически простых методов механической подготовки поверхности основания и термических методов соединения материалов с различными температурами плавления приводит к значительному снижению себестоимости изготовления готовой продукции ввиду уменьшения или отказа от использования расходных материалов, а также ввиду сокращения количества производственных циклов, что, в свою очередь, значительно повышает промышленный потенциал технологии и создает предпочтительные экономические условия для полномасштабного серийного производства образцов продукции.
Следует дополнительно указать, что использование общей толщины полимерного слоя в диапазоне 10-500 мкм способно компенсировать более низкую теплопроводность и более высокий коэффициент теплового расширения полимерной массы и обеспечить достаточный теплоотвод от поверхности трения и минимизировать тепловое расширение всей композитной конструкции при использовании в конструктивных элементах подшипников скольжения. Подготовленная таким образом поверхность металлосодержащего основания не требует дополнительной обработки для увеличения адгезии другими методами, например, химическим или нанесением промежуточных слоев.
Таким образом, описанный выше предлагаемый процесс получения композитной структуры конструкционного типа с рабочей полимерной (в частности антифрикционной) поверхностью образует совокупность необходимость признаков, достаточных для достижения технического результата, заключающегося в реализации назначения по воплощению нестандартного и вместе с тем технологичного метода соединения разнородных материалов, для которого характерен упрощенный производственный цикл, подразумевающий единую комплексную стадию сцепления разнородных слоев, при котором наблюдается повышение точности и прочности соединения, а также его устойчивость к механическому, химическому и температурному воздействию, в результате чего формируется целостная и устойчивая к разрушению композиция с полимерной ( в частности антифрикционной) контактной поверхностью, и для решения существующей технической проблемы по непосредственному созданию новой нестандартной технологии соединения полимера и металла, обладающей широкой конструкционной областью применения и высокими производственным и технико-экономическим потенциалом.
На фиг. 1а, 1б, 1в представлено изображение подготовленной поверхности контакта металлосодержащего основания;
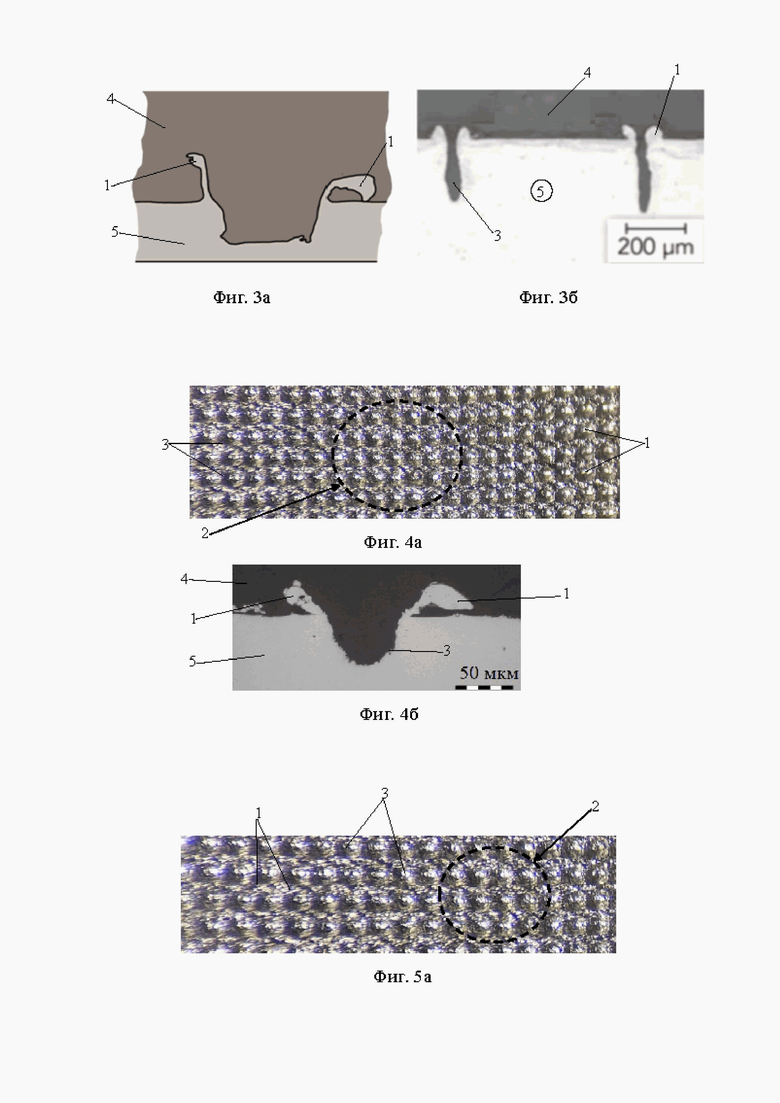
На фиг. 2, 3а и 3б представлены варианты расположения отдельных возвышений и углублений относительно поверхности контакта;
На фиг. 4а и 4б представлены частные варианты подготовленной поверхности контакта с примером покрытия и обволакивания рельефных неровностей, расположенных примерно под углом 90° к указанной поверхности;
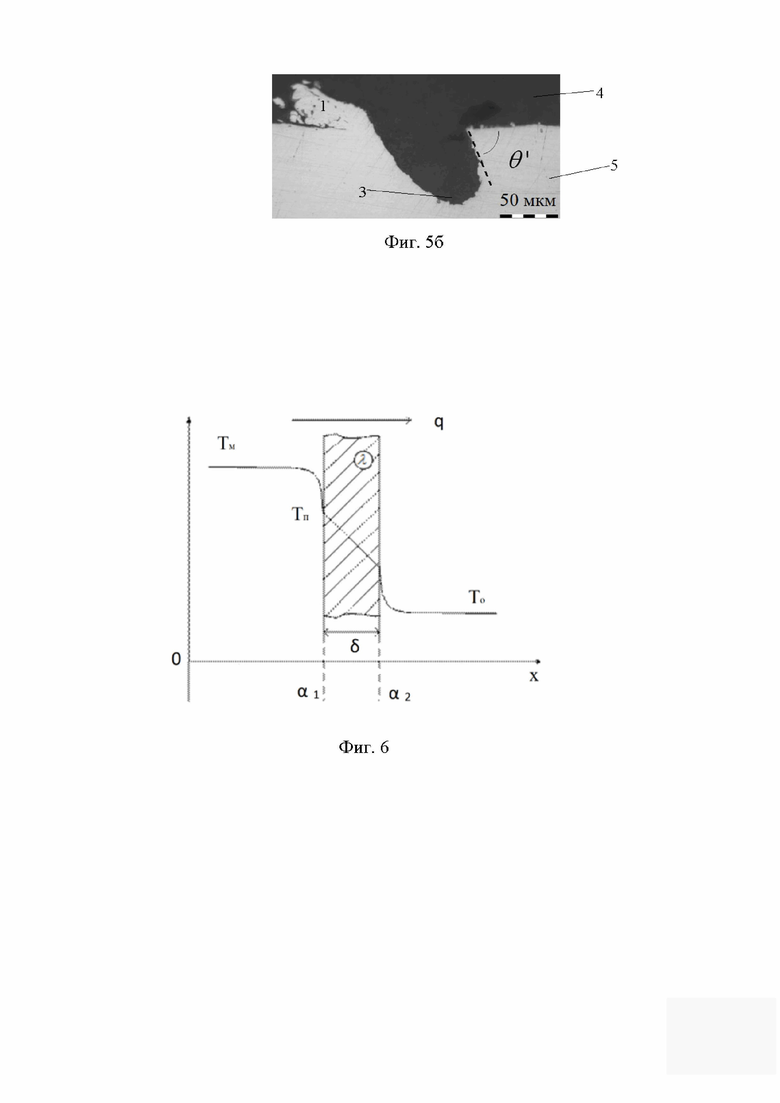
На фиг. 5а и 5б представлены частные варианты подготовленной поверхности контакта с примером покрытия и обволакивания рельефных неровностей, расположенных примерно под углом 50°-80° к указанной поверхности;
На фиг. 6 представлена схема обозначений для теплофизического расчета слоя полимерного материала;
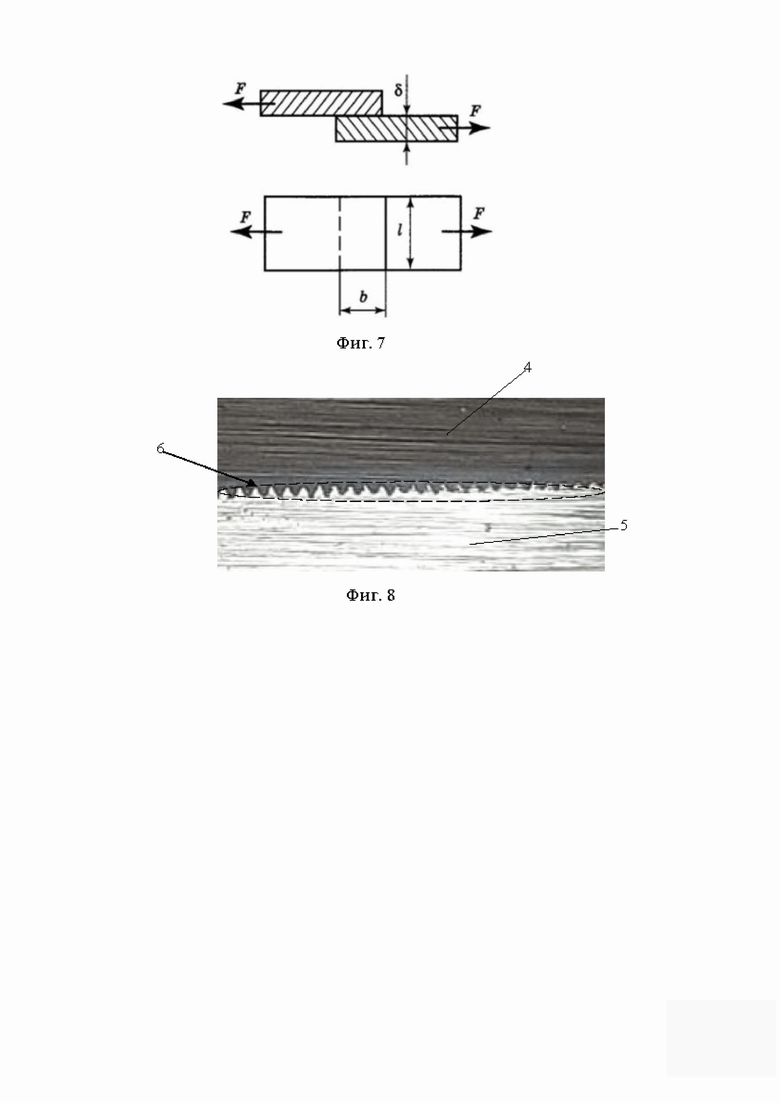
На фиг. 7 представлена схема при измерении величины усилий на разрыв участка соединения;
На фиг. 8 представлен вариант сцепления материалов с предварительно механически обработанной поверхностью основания.
Предлагаемый способ соединения слоя полимерного материала и металлосодержащего основания поясняется конкретным примером реализации, который, однако, не является единственно возможными, но наглядным образом демонстрирует достижение указанной совокупностью существенных признаков заданного технического результата, а также решение существующей технической проблемы.
Следует отметить, что цель последующего описания предлагаемого изобретения заключается не в его ограничении конкретным вариантом реализации, а наоборот, в охвате всевозможных дополнений, не выходящих за рамки представленной формулы изобретения.
Предлагаемый способ соединения слоя полимерного материала и металлосодержащего основания с получением композитной структуры для элементов конструкций может быть реализован следующим образом.
На представленных фиг. 1-5а, 5б, и фиг. 8 указаны элементы и части, которые используются при реализации предлагаемой технологии соединения слоя полимерного материала и металлосодержащего основания, а именно:
1 - возвышения;
2 - участок рельефных неровностей;
3 - углубления;
4 - полимерный материал;
5 - металлосодержащий материал (основание);
6 - область соединения;
θ - угол расположения стенок углублений относительно рельефных неровностей.
На представленной фиг. 6 указаны следующие обозначения теплофизического расчета для композиционной конструкции, а именно:
T0 - температура металлосодержащего материала;
Tm - температура внешней среды (в случае подшипника скольжения - температура смазки (масло, перекачиваемая среда);
Tп - температура внешней поверхности полимерного материала (в случае подшипника скольжения - слоя подшипникового материала);
α 1 - коэффициент теплоотдачи на границе “внешняя среда/полимерный материал”;
α 2 - коэффициент теплоотдачи на границе “полимерный материала/металлосодержащий материал”;
λ - коэффициент теплопроводности полимерного материала;
δ - толщина полимерного материала;
q - плотность теплового потока.
На представленной фиг. 7 указаны следующие обозначения параметров измерений усилий на разрыв, а именно:
F - величина силы разрыва;
b - длина области сопряжения материалов;
l - ширина области сопряжения материалов;
δ - толщина полимерного материала.
Получение рабочей композитной конструкции, согласно предлагаемому изобретению, начинается с подготовки менее текучего материала, а именно, металлосодержащего основания (металлосодержащий материал 5), на которое наносится более текучий слой, т.е. полимерный материал 4.
Подготовка металлосодержащего материала 5 производится путем механической обработки методами сверления, резания, электрохимической, электроэрозионной обработки, электродуговой или плазменной или газо-плазменной или электронно-лучевой сварки до образования на обрабатываемой поверхности рельефных неровностей в виде хаотично или упорядоченно распределенных и имеющих фигурные очертания возвышений 1 и углублений 3. Указанная подготовка, преимущественно проводится локально и, как правило, характеризуется расположением указанных возвышений 1 и углублений 3 под углом 45-90° к поверхности контакта металлосодержащего материала 5, что в дальнейшем позволит обеспечить прочное надежное сцепление с вплавляемым полимерным материалом 4, массы которого проникают внутрь совокупности рельефных неровностей (см. участок рельефных неровностей 2), внешне покрывают неровности и за счет высокой текучести занимают и обволакивают свободные объемы подготовленных возвышений 1 и углублений 3.
После обработки указанной поверхности контакта металлосодержащего материала 5 полученная и подготовленная поверхность с рельефными неровностями (см. участок рельефных неровностей 2) подвергается контрольно-диагностическому измерению геометрических параметров полученной совокупности рельефных неровностей (см. участок рельефных неровностей 2) сравнительным, оптическим (бесконтактным) или щуповым методами. В зависимости от технических требований может проводиться операция по минимизации объема воздушных полостей путем нанесения препрегов либо других инертных наполнителей в углубления рельефных неровностей.
После подготовки рельефных неровностей металлосодержащего материала 5 производится сцепление полимерного материала 4 с полученной совокупностью рельефных неровностей (см. участок рельефных неровностей 2), в результате чего в частично расплавленном состоянии методом жидкого нанесения, термического прессования или напыления наносится масса полимерного материала 4, соединяемый участок которой проникает внутрь совокупности рельефных неровностей (см. участок рельефных неровностей 2), полностью внешне покрывает неровности и за счет пластичности занимает и обволакивает все свободные объемы возвышений 1 с проходами и углублениями 3, обеспечивая надежную и прочную область соединения.
Нанесение полимерного материала 4 на совокупность рельефных неровностей (см. участок рельефных неровностей 2) металлосодержащего материала 5 производится с толщиной не менее 10 мкм, что необходимо для полного покрытия площадей совокупности рельефных неровностей в виде хаотично и/или упорядоченно распределенных возвышений 1 и углублений 3, причем указанные возвышения 1 и углубления 3 могут быть различной формы и конфигурации, имеют, как правило, сложное строение и фигурные очертания с множеством проходов, пор и микротрещин и разноуровневых перепадов высот.
В ситуации уменьшения толщины (в пределах 10-500 мкм) полимерного материала 4, который обеспечивает полное накрытие рельефных неровностей (см. участок рельефных неровностей 2) и имеет низкую теплопроводность, градиент температуры между внешней поверхностью полимерного материала 4 и проводящим тепло металлосодержащим материалом 5 можно сократить до значений нескольких градусов. В приведенной ниже таблице [1] представлено сравнение теоретически рассчитанных градиентов температуры для полимерного материала 4 разной толщины при следующих параметрах, обозначенных на фиг. 6.
°C
°oC
мкм
k, Вт/м2 °К
°C
Приведенную таблицу [1] и фиг. 6 можно использовать в качестве модели теплового распределения в слое подшипникового материала подшипника скольжения, который изготовлен согласно изобретению.
Температура металлосодержащего материала 5 (основа вкладыша подшипника) T0 составляет 50 0C, температура смазки (масла) Tм составляет 150 °C, толщина слоя подшипникового материала из полимера (полимерный материал 4) δ находится в пределах от 10 мкм до 2 мм.
Коэффициент теплоотдачи на границе “внешняя среда/полимерный материал” α1 - 1000 Вт/(м2 °K).
Большая площадь соединения материалов на границе “полимерный материал 4/металлосодержащий материал 5” - обеспечивает значительно более высокий коэффициент теплоотдачи α2, чем α1 на границе “внешняя среда/полимерный материал”, т.е. α2 >> α1 = 1000 Вт/(м2 °К), влиянием которого в расчетах можно пренебречь.
Коэффициент теплопроводности полимерного материала - λ - 2 Вт/(м ·°K).
В таблице 1 приведены рассчитанные коэффициенты теплопередачи рабочего слоя, k, Вт/м2 °К, плотность теплового потока, q, кВт/м2 и температура слоя подшипникового материала Тп.
В результате теоретического сравнения установлено, что рассчитанная температура слоя подшипникового материала Tп - при применении толщины полимерного материала от 10 до 500 мкм будет на 30-49°С ниже, чем температура при толщине от 2 мм, которые в основном применяются в настоящее время, при этом величина теплового потока (q), отводимого от зоны трения, увеличится на 60-100%.
Высокие коэффициенты теплового расширения полимерных материалов по сравнению с металлами приводят к возникновению конструктивных недостатков получаемых комбинированных слоев. Предлагаемый метод устраняет данный недостаток.
Используя ту же модель теплового распределения в рабочем слое подшипника скольжения, описанную выше, при средней величине коэффициентов линейного расширения полимерных композиционных материалов, лежащих в диапазоне α=10 100.10-6/°С, увеличение геометрических размеров слоя подшипникового материала при перепаде температур в 100 0С указано ниже в таблице [2], при этом параметр T0 - температура металлосодержащего материала 5, параметр Tм - температура смазки (масла), параметр δ - толщина слоя подшипникового материала, а α1, α2 - минимальный и максимальный коэффициент линейного расширения применяемых распространенных полимерных материалов.
100.10-6/°С, увеличение геометрических размеров слоя подшипникового материала при перепаде температур в 100 0С указано ниже в таблице [2], при этом параметр T0 - температура металлосодержащего материала 5, параметр Tм - температура смазки (масла), параметр δ - толщина слоя подшипникового материала, а α1, α2 - минимальный и максимальный коэффициент линейного расширения применяемых распространенных полимерных материалов.
°C
°C
мкм
мкм
мкм
Согласно теоретически рассчитанным данным, указанным в таблице [2], установлено, что при использовании посадок валов в подшипниках скольжения с точностью допусков более 0,01 мм, применение массы полимерного материала 4 с толщиной 10-500 мкм практически исключает влияние расширения материалов от температуры на точность посадки валов в большинстве подшипниках скольжения.
За счет преимущественной ориентации возвышений 1 и углублений 3 под углом 45-90° относительно поверхности контакта металлосодержащего материал 5, в случае приложения механического воздействия по отношению к композитной структуре в направлении, перпендикулярном поверхности (отрыв) на полимерный материал 4 в области соединения 6 действует вертикальная проекция силы реакции основы, препятствующая отрыву, а при приложении сил в тангенциальном направлении (сдвиг) возникает проекция силы реакции основы уже в тангенциальном направлении, что препятствует смещению соединенных частей полученной композитной структуры. При этом экспериментальным путем установлено, что предпочтительные результаты достигаются с при плотности возвышений 1 и углублений 3 от 50 до 1000 шт/мм2 (таблица [3]) с поперечным размером от 20 до 100 мкм.
Тангенциальное значение прочности соединения частей композитной структуры определяется как отношение величины силы разрыва F, отнесенной к площади соприкосновения S=b*l участка металлосодержащего материала 5 и полимерного материала 4 толщины δ (см. фиг. 7).
При прочих равных условиях, величина силы разрыва (F) соединенных материалов определяется количеством и площадью мест контакта материалов в тангенциальной проекции и эмпирическим коэффициентом k, характеризующим качество адгезии в каждой точке:
F = k τср s,
где s - общая площадь мест контакта материалов в тангенциальной проекции;
τср - предел прочности материала рабочего слоя (полимерный материал 4) на изгиб.
В таблице [3] приведены данные о прочности области соединения 6 при отличающихся вариантах обработки поверхностей сцепления (совокупности рельефных неровностей) металлосодержащего материала 5, измеренные по ГОСТ Р 57834-2017.
МПа по ГОСТ Р 57834-2017 0,03 6 1 20 2 20 1 6
0,03 6 1 20 2 20 1 6 100 мкм (фиг. 1б) неупорядоченно расположенные с плотностью 60 шт/мм2 3 670 мкм (фиг. 1а) упорядоченно расположенные с плотностью 72 шт/мм2 1,5 630 мкм (фиг. 1в) упорядоченно расположенные с плотностью 156 шт/мм2 0,3 1530 мкм (фиг. 1в) упорядоченно расположенные с плотностью 156 шт/мм2 3 530 мкм (фиг. 1в) упорядоченно расположенные с плотностью 493 шт/мм2 6 5
100 мкм (фиг. 1б) неупорядоченно расположенные с плотностью 60 шт/мм2 3 670 мкм (фиг. 1а) упорядоченно расположенные с плотностью 72 шт/мм2 1,5 630 мкм (фиг. 1в) упорядоченно расположенные с плотностью 156 шт/мм2 0,3 1530 мкм (фиг. 1в) упорядоченно расположенные с плотностью 156 шт/мм2 3 530 мкм (фиг. 1в) упорядоченно расположенные с плотностью 493 шт/мм2 6 5
Полученные данные на разных образцах (см. таб. [3]) с применением различных методов подготовки материалов, показывают существенное превышение указанного коэффициента k для представленного метода по сравнению с другими способами известными из уровня техники. (напр. Кардашов Д.А., Полимерные клеи. Создание и применение. - М.: Химия, 1983, глава 5).
Предлагаемая технология отличается возможностью проведения этапа соединения разнородных частей фактически за один единый производственный цикл, что значительно упрощает задачу и минимизирует трудовые и энергетические затраты, способствуя к эффективному использованию метода в промышленных масштабах в сфере машиностроения, обеспечивая успешное и эффективное серийное производство антифрикционных материалов, обладающих высокими технико-эксплуатационными показателями.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ СПЛАВЛЕНИЯ ПОЛИМЕРНЫХ И МЕТАЛЛИЧЕСКИХ ПОВЕРХНОСТЕЙ С ПОЛУЧЕНИЕМ КОМБИНИРОВАННОГО КОНСТРУКЦИОННОГО МАТЕРИАЛА МНОГОПРОФИЛЬНОГО ПРИМЕНЕНИЯ | 2021 |
|
RU2758702C1 |
| Способ управления характеристиками подшипника скольжения при помощи температуры и подшипник скольжения для его реализации | 2020 |
|
RU2750182C1 |
| РЕЗИНОВАЯ ЛЕНТА ЩЕТКИ СТЕКЛООЧИСТИТЕЛЯ И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 2008 |
|
RU2457124C2 |
| СПОСОБ УПРАВЛЕНИЯ РЕЖИМОМ РАБОТЫ ИЗМЕЛЬЧИТЕЛЬНЫХ СИСТЕМ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2021 |
|
RU2779916C1 |
| АНТИФРИКЦИОННЫЙ ПОЛИМАТРИЧНЫЙ КОМПОЗИТ | 2023 |
|
RU2812870C1 |
| Металлополимерный подшипник скольжения | 1990 |
|
SU1732036A1 |
| СПОСОБ ОБРАБОТКИ УЗЛОВ ТРЕНИЯ | 2008 |
|
RU2413036C2 |
| СПОСОБ ПОЛУЧЕНИЯ АНТИФРИКЦИОННОГО СЛОЯ ПОДШИПНИКА СКОЛЬЖЕНИЯ | 2005 |
|
RU2295423C2 |
| МНОГОСЛОЙНАЯ ИЗОЛИРУЮЩАЯ ПАНЕЛЬ ДЛЯ УСТАНОВКИ ЭЛЕКТРИЧЕСКОЙ НАГРЕВАТЕЛЬНОЙ СИСТЕМЫ В НАСТИЛ ПОЛА ИЛИ СТЕНЫ | 2016 |
|
RU2722789C2 |
| Антифрикционный композиционный материал и способ его изготовления | 2024 |
|
RU2840085C1 |

Изобретение относится к технологии производства конструкций с применением полимерных композиционных материалов для использования в качестве рабочего слоя трущихся поверхностей деталей машин, в частности подшипников скольжения. Способ соединения полимерного материла и металлосодержащего основания с получением композитной структуры для элементов конструкций механизмов характеризуется предварительной локальной подготовкой металлосодержащего основания, заключающейся в образовании на поверхности контакта совокупности рельефных неровностей в виде хаотично и/или упорядоченно распределенных с поверхностной плотностью от 50 до 1000 шт/мм2 и имеющих в профиле фигурные очертания возвышений и углублений с максимальным поперечным размером от 20 до 100 мкм с ориентацией стенок большинства из упомянутых возвышений и углублений под углом 45-90°C к указанной поверхности контакта. Проводятся контрольно-диагностические измерения геометрических параметров указанной совокупности рельефных неровностей, на которые, в частично расплавленном состоянии, с толщиной не менее 10 мкм наносится полимерная масса, соединяемый участок, которой проникает внутрь рельефных неровностей, внешне покрывая их и за счет текучести занимает и обволакивает свободные объемы, подготовленных возвышений и углублений, что обеспечивает теплоотвод в месте соединения частей структуры и снижает величину теплового расширения структуры, а в случае внешнего силового механического воздействия обеспечивается возникновение сил противодействия, препятствующих отрыву или смещению сплавленных частей структуры. Изобретение обеспечивает способ соединения разнородных материалов, при котором обеспечивается прочность соединения, а также его устойчивость к механическому, химическому и температурному воздействию, в результате чего формируется целостная и устойчивая к разрушению композиция с одной из поверхностей, состоящей из полимерного, в частности антифрикционного композитного материала. 6 з.п. ф-лы, 8 ил., 3 табл.
1. Способ соединения полимерного материла и металлосодержащего основания с получением композитной структуры для элементов конструкций механизмов, характеризующийся предварительной локальной подготовкой металлосодержащего основания, заключающейся в образовании на поверхности контакта совокупности рельефных неровностей в виде хаотично и/или упорядоченно распределенных с поверхностной плотностью от 50 до 1000 шт/мм2 и имеющих в профиле фигурные очертания возвышений и углублений с поперечным размером от 20 до 100 мкм и с ориентацией стенок большинства из упомянутых возвышений и углублений под углом 45-90° к указанной поверхности контакта, с последующим проведением контрольно-диагностических измерений геометрических параметров указанной совокупности рельефных неровностей, на которые в частично расплавленном состоянии с толщиной не менее 10 мкм наносится полимерный материал, соединяемый участок которого проникает внутрь рельефных неровностей, внешне покрывая их, и за счет текучести занимает и обволакивает свободные объемы подготовленных возвышений и углублений, что обеспечивает теплоотвод в месте соединения частей структуры и снижает величину теплового расширения структуры, а в случае внешнего силового механического воздействия обеспечивает возникновение сил противодействия, препятствующих отрыву или смещению сплавленных частей структуры.
2. Способ соединения полимерного материала и металлосодержащего основания по п.1, отличающийся тем, что подготовка металлосодержащего основания выполняется механическим путем.
3. Способ соединения полимерного материала и металлосодержащего основания по п.2, отличающийся тем, что механический путь подразумевает сверление или резание или электрохимическую или электроэрозионную обработку или электродуговую или плазменную или газо-плазменную или электронно-лучевую сварку.
4. Способ соединения полимерного материала и металлосодержащего основания по п.1, отличающийся тем, что возвышения выполняются в виде подобия хаотично расположенных, возвышающихся над поверхностью контакта кратеров с проходами, проделанными в их центральных частях.
5. Способ соединения полимерного материала и металлосодержащего основания по п.1, отличающийся тем, что углубления выполнены в виде сообщающихся между собой пор и/или отверстий, у основания которых сосредоточены возвышения, образованные за счет застывшего материала.
6. Способ соединения полимерного материала и металлосодержащего основания по п.1, отличающийся тем, что углубления и/или возвышения совокупности рельефных неровностей формируют на поверхности контакта упорядоченно в виде последовательных рядов, расстояние между которыми превышает ширину основания крупнейшего углубления или возвышения металлосодержащего основания не более чем в 1,5 раза.
7. Способ соединения полимерного материала и металлосодержащего основания по п.1, отличающийся тем, что перед соединением с полимерным материалом для минимизации объема воздушных полостей в углубления рельефных неровностей основания наносятся препреги либо инертные наполнители.
| СПОСОБ ПОЛУЧЕНИЯ МНОГОФУНКЦИОНАЛЬНОГО КОМПОЗИТНОГО ПОКРЫТИЯ | 2020 |
|
RU2759274C1 |
| РЕЗЬБОВОЕ СОЕДИНЕНИЕ ДЛЯ СТАЛЬНЫХ ТРУБ (ВАРИАНТЫ) | 2002 |
|
RU2258859C2 |
| СПОСОБ СПЛАВЛЕНИЯ ПОЛИМЕРНЫХ И МЕТАЛЛИЧЕСКИХ ПОВЕРХНОСТЕЙ С ПОЛУЧЕНИЕМ КОМБИНИРОВАННОГО КОНСТРУКЦИОННОГО МАТЕРИАЛА МНОГОПРОФИЛЬНОГО ПРИМЕНЕНИЯ | 2021 |
|
RU2758702C1 |
| Вихревой компрессор | 1981 |
|
SU962674A1 |
| СПОСОБ МАССОВОГО РАЗВЕДЕНИЯ ПАРАЗИТИЧЕСКОГО НАСЕКОМОГО DIBRACHYS CAVUS W "P-4" | 1996 |
|
RU2112375C1 |

