Область техники, к которой относится изобретение
Настоящее изобретение касается способа изготовления металлической полосы с улучшенным качеством поверхности, в частности, но не ограничительно предназначенной для использования при производстве кузовных деталей для наземных моторных транспортных средств.
Уровень техники
Как правило, стальные листы, предназначенные для производства деталей для наземных моторных транспортных средств, покрывают антикоррозийным защитным металлическим слоем на основе цинка, наносимым либо погружением в горячем виде в жидкую ванну на основе цинка, либо электроосаждением в электролитической ванне, содержащей ионы цинка.
После этого оцинкованные листы, предназначенные для изготовления кузовных деталей, деформируют для придания им формы и соединяют для получения неокрашенного кузова, который затем покрывают, по меньшей мере, одним слоем краски, которая обеспечивает лучшую защиту от коррозии, а также хорошие качества поверхности.
Для этого производители автомобилей сначала наносят на неокрашенный кузов катафорезный слой, затем слой грунтовой краски, базовый слой краски и, в случае необходимости, слой лака. Для получения удовлетворительного качества поверхности, как правило, краску наносят слоем общей толщиной от 90 до 120 мкм, в том числе катафорезный слой толщиной от 20 до 30 мкм, слой грунтовки толщиной от 40 до 50 мкм и базовый слой краски, например, толщиной от 30 до 40 мкм.
Чтобы ограничить толщину покрасочной системы значением менее 90 мкм, некоторые производители автомобилей предложили либо отказаться от этапа катафореза, либо ограничить число слоев краски с целью повышения производительности. Однако до настоящего времени этого уменьшения толщины покрасочной системы, как правило, достигают в ущерб качеству конечной окрашенной поверхности детали и его не применяют в промышленном масштабе.
Действительно покрытия на основе цинка, которые служат базовой подложкой, имеют так называемую волнистость поверхности, которую до настоящего времени можно было компенсировать только путем нанесения толстых слоев краски, в противном случае получают внешний вид, называемый «апельсиновой коркой», недопустимый для кузовных деталей.
Волнистость W (waviness на английском языке) поверхности является плавной и псевдопериодической неровностью с достаточно большой длиной волны (от 0,8 до 10 мм), которую отличают от шероховатости R, соответствующей геометрическим неровностям с небольшой длиной волны (<0,8 мм).
В рамках настоящего изобретения для характеристики волнистости поверхности листа было выбрано среднее арифметическое Wa профиля волнистости, выраженное в мкм, и измерения волнистости были произведены с порогом разделения 0,8 мм и обозначены Wa0,8.
Раскрытие изобретения
Настоящее изобретение призвано предложить способ изготовления металлической полосы, содержащей антикоррозийное покрытие, волнистость которого Wa0,8 уменьшена по сравнению с известными полосами, что позволяет производить окрашенные металлические детали, общая толщина покраски которых уменьшена по сравнению с известными деталями.
В этой связи первым объектом настоящего изобретения является способ изготовления металлической полосы, содержащей антикоррозийное покрытие, содержащий следующие этапы:
- металлическую полосу пропускают через ванну расплавленного металла, содержащую от 2 мас.% до 8 мас.% алюминия, от 0 до 5 мас.% магния и до 0,3 мас.% легирующих элементов, при этом остальное составляет цинк и неизбежные примеси, при этом указанную ванну поддерживают при температуре в пределах от 350 до 750°С, затем
- полосу с нанесенным покрытием обдувают при помощи сопел, нагнетающих газ на обе стороны полосы, затем
- покрытие охлаждают контролируемым образом до его полного затвердевания, при этом указанное охлаждение производят со скоростью ниже 15°С/с, начиная от температуры на выходе обдувки и до начала затвердевания, затем со скоростью, превышающей или равной 15°С/с, между началом и концом его затвердевания.
В предпочтительных вариантах выполнения способ в соответствии с настоящим изобретением может также содержать следующие отличительные признаки, взятые отдельно или в комбинации:
- охлаждение осуществляют со скоростью ниже 10°С/с, начиная от температуры на выходе обдувки и до начала затвердевания, затем со скоростью, превышающей или равной 15°С/с, между началом и концом его затвердевания,
- охлаждение осуществляют со скоростью ниже 10°С/с, начиная от температуры на выходе обдувки и до начала затвердевания, затем со скоростью, превышающей или равной 20°С/с, между началом и концом его затвердевания,
- металлическую полосу с покрытием обдувают таким образом, чтобы часть полосы, находящаяся между линией обдувки и заканчивающаяся, по меньшей мере, в 10 см выше, входила в контакт с атмосферой, окислительная способность которой ниже окислительной способности атмосферы, состоящей на 4% по объему из кислорода и на 96% по объему из азота,
- металлическая полоса является стальной полосой.
Объектом настоящего изобретения является также холоднокатаная металлическая полоса, содержащая покрытие, полученное путем горячего цинкования, но без дрессировки, которую можно получить при помощи способа в соответствии с настоящим изобретением и металлическое покрытие которой содержит от 2 мас.% до 8 мас.% алюминия, от 0 до 5 мас.% магния и до 0,3 мас.% легирующих элементов, при этом остальное составляет цинк и неизбежные примеси, при этом указанное покрытие имеет волнистость Wa0,8, меньшую или равную 0,5 мкм, предпочтительно меньшую или равную 0,45 мкм.
В предпочтительных вариантах выполнения металлическая полоса в соответствии с настоящим изобретением может также содержать следующие отличительные признаки, взятые отдельно или в комбинации:
- металлическое покрытие не содержит магния,
- металлическое покрытие содержит от 1 до 4 мас.% магния,
- металлическая полоса выполнена из стали.
Объектом настоящего изобретения является также металлическая деталь, полученная путем деформирования металлической не дрессированной полосы, покрытие которой имеет волнистость Wa0,8, меньшую или равную 0,48 мкм, предпочтительно меньшую или равную 0,43 мкм.
Объектом настоящего изобретения является также металлическая деталь, полученная путем деформирования металлической полосы, подвергнутой операции дрессировки перед деформированием, покрытие которой имеет волнистость Wa0,8, меньшую или равную 0,35 мкм, предпочтительно меньшую или равную 0,32 мкм и даже 0,31 мкм.
Осуществление изобретения
Отличительные признаки и преимущества настоящего изобретения будут более очевидны из нижеследующего описания, представленного в качестве не ограничительного примера.
На первом этапе способа в соответствии с настоящим изобретением металлическую полосу, такую как стальная полоса, непрерывно пропускают через цинковальную ванну, содержащую расплавленный металл в тигле.
Как правило, скорость движения полосы на промышленных линиях составляет, например, от 40 м/мин до 200 м/мин и предпочтительно превышает 120 м/мин и даже превышает 150 м/мин.
Состав цинковальной ванны, используемой в способе в соответствии с настоящим изобретением, приготовлен на основе цинка и содержит от 2 до 8 мас.% алюминия, который, таким образом, является необходимым элементом для нанесения покрытия. Авторы изобретения установили, что покрытие, содержащее менее 2 мас.% алюминия, не позволяет улучшить волнистость при помощи способа в соответствии с настоящим изобретением. Точно так же, покрытие, содержащее более 8 мас.% алюминия, тоже не позволяет добиться этого эффекта, искомого в рамках настоящего изобретения. Этот элемент позволяет также повысить коррозионную стойкость.
Ванна может также содержать до 5 мас.% магния для повышения коррозийной стойкости цинкового покрытия и, в частности, его стойкости по отношению к красной ржавчине. Для достижения значительного эффекта в плане коррозийной стойкости предпочтительно его добавляют в количестве, по меньшей мере, 0,1 мас.% и даже 0,2 мас.%, предпочтительно, по меньшей мере, 1 мас.%. Его содержание в ванне ограничивают значением 5 мас.% и даже 4 мас.%, так как при более высоких значениях содержания в получаемом покрытии появляются проблемы хрупкости и сцепления во время дальнейшего формования. Кроме того, авторы изобретения отмечают, что добавление этого элемента не влияет на результаты, полученные на волнистости при добавлении алюминия.
В состав ванны может входить также до 0,3 мас.% факультативных легирующих элементов, таких как Si, Sb, Pb, Ti, Ca, Mn, Sn, La, Ce, Cr, Ni, Zr или Bi. Эти различные элементы могут, кроме всего прочего, обеспечить улучшение коррозийной стойкости покрытия или, например, улучшить его свойства хрупкости или сцепления. Специалист, хорошо знакомый с их влиянием на характеристики покрытия, может применять их в зависимости от дополнительных поставленных задач. Было также проверено, чтобы эти элементы не мешали контролю за волнистостью, достигаемому при помощи способа в соответствии с настоящим изобретением. Вместе с тем, в некоторых обстоятельствах предпочтительно ограничить содержание титана значением менее 0,01% и даже 0,005%, так как этот элемент может создавать проблемы загрязнения ванн для обезжиривания и фосфатированиия в автомобильной промышленности.
Наконец, ванна может содержать неизбежные примеси, появляющиеся при погружении слитков в тигель или при пропускании полосы через ванну. Среди них можно указать железо и другие элементы.
Ванну поддерживают при температуре, находящейся в пределах от температуры ликвидуса +10°С до 700°С, при этом температура ликвидуса колеблется в зависимости от состава ванны. Таким образом, для ассортимента покрытий, используемых в рамках настоящего изобретения, эта температура будет находиться в пределах от 350 до 700°С. Следует напомнить, что ликвидус является температурой, сверх которой сплав находится в полностью расплавленном состоянии, а солидус является температурой, ниже которой сплав находится в полностью затвердевшем состоянии. Для некоторых составов температура ликвидуса может быть равной температуре солидуса.
После прохождения через тигель металлическую полосу, содержащую с двух сторон покрытие, подвергают обдувке при помощи сопел, расположенных по обе стороны от полосы и нагнетающих на поверхность полосы газ, такой как воздух или инертный газ. Эта классическая операция, хорошо известная специалистам, позволяет точно регулировать толщину покрытия, пока оно еще не затвердело.
После обдувки основным этапом способа в соответствии с настоящим изобретением является контролируемое охлаждение покрытия до его полного затвердевания.
Действительно, авторы настоящего изобретения установили, что охлаждение покрытия необходимо производить дифференцированно до начала его затвердевания и с самого начала этого затвердевания.
Так, охлаждение следует осуществлять со скоростью ниже 15°С/с, предпочтительно ниже 10°С/с и еще предпочтительнее со скоростью, меньшей или равной 5°С/с, начиная от температуры на выходе обдувки и до начала затвердевания (то есть в момент, когда покрытие оказывается непосредственно ниже температуры ликвидуса), затем со скоростью, превышающей или равной 15°С/с, предпочтительно превышающей 20°С/с, между началом и концом его затвердевания (то есть когда покрытие достигает температуры солидуса).
Действительно, при соблюдении этих требований наблюдают неожиданное и существенное улучшение волнистости рассматриваемых покрытий, что подтвердили описанные ниже испытания.
Охлаждение до начала затвердевания можно получить за счет естественной конвекции, если требуется производить охлаждение со скоростью, не превышающей примерно 5°С/с. Сверх этого значения, как правило, приходится прибегать к принудительному охлаждению при помощи любого соответствующего технического средства, например, такого как обдувка холодным газом.
Точно так же, охлаждение с момента начала затвердевания обычно производят принудительно.
После полного охлаждения оцинкованного листа его можно подвергнуть операции дрессировки, которая позволяет придать ему текстуру, облегчающую его последующее деформирование. Действительно операция дрессировки позволяет придать поверхности листа достаточную шероховатость, чтобы обеспечить нормальные условия его деформирования и способствовать удержанию масла, наносимого на лист перед его деформированием.
Как правило, эту операцию дрессировки применяют для металлических листов, предназначенных для изготовления кузовных деталей моторных наземных транспортных средств. Если металлические листы в соответствии с настоящим изобретением предназначены для изготовления, например, электробытовых приборов, эту дополнительную операцию не производят.
После этого производят деформирование дрессированного или не дрессированного листа, например, путем штамповки, сгибания или профилирования, предпочтительно путем штамповки, чтобы получить деталь, которую после этого можно покрасить. В случае деталей для электробытовой техники при необходимости слой краски можно подвергнуть отжигу при помощи известных физических и/или химических средств. Для этого окрашенную деталь можно пропустить через печь с горячим воздухом или через индукционную печь, или под ультрафиолетовыми лампами, или под устройством, излучающим пучки электронов.
При производстве деталей для автомобиля ее обрабатывают погружением в катафорезную ванну, затем последовательно наносят на нее грунтовый слой краски, базовый слой краски и, в случае необходимости, отделочный слой лака.
Перед нанесением на деталь катафорезного слоя ее предварительно обезжиривают, затем фосфатируют, чтобы обеспечить сцепление при катафорезе. Катафорезный слой обеспечивает дополнительную защиту детали против коррозии. Слой грунтовки, как правило, наносимый при помощи пистолета, предназначен для подготовки конечного внешнего вида детали и защищает ее от ударов при езде по гравию и от ультрафиолетовых лучей. Базовый слой краски придает детали ее цвет и конечный внешний вид. Слой лака придает поверхности детали хорошую механическую прочность, стойкость к агрессивным химическим веществам и хорошие качества поверхности.
Слой краски (или система покраски), применяемый для защиты и обеспечения оптимального качества поверхности оцинкованных деталей, содержит, например, катафорезный слой толщиной от 10 до 20 мкм, грунтовый слой краски менее 30 мкм и базовый слой краски менее 40 мкм.
В случаях, когда система покраски дополнительно содержит слой лака, различные покрасочные слои имеют следующие значения толщины:
- катафорезный слой менее 10-20 мкм,
- грунтовый слой краски менее 20 мкм,
- базовый слой краски менее 20 мкм и предпочтительно менее 10 мкм и
- слой лака предпочтительно менее 30 мкм.
Покрасочная система может также не содержать катафорезного слоя и содержать только грунтовый слой краски и базовый слой краски и, в случае необходимости, слой лака.
Кроме того, дополнительные разработки позволили еще больше улучшить уровень волнистости листов и деталей в соответствии с настоящим изобретением за счет специальных мер в области обдувки покрытия.
Действительно, авторы изобретения установили, что если атмосферу в этой зоне сделать менее окислительной, чем атмосфера, состоящая на 4% по объему из кислорода и на 96% по объему из азота, можно еще больше уменьшить уровень волнистости листов, подвергнутых охлаждению в соответствии с настоящим изобретением.
Зона, которую необходимо поддерживать при слабом уровне окисления, является, как минимум, зоной, начинающейся сразу над линией обдувки и заканчивающейся, по меньшей мере, на 10 см выше и охватывающей движущуюся полосу с двух сторон. В данном случае под линией обдувки следует понимать самый короткий сегмент, соединяющий сопло и лист, соответствующий минимальному пути, проходимому газом обдувки.
Это регулирование уровня окисления можно осуществлять при помощи любого соответствующего средства, например, такого как изоляционная камера, закрывающая зону обдувки и питаемая нейтральным газом, таким как азот. Можно также использовать в качестве газа обдувки газ с низким содержанием кислорода и не подавать в камеру инертный газ, а питать ее только потоком газа обдувки.
Для определения окислительной способности атмосферы, окружающей полосу, следует произвести в ней оценку парциального давления кислорода, эквивалентного равновесию.
Если единственным окислительным газом является O2, смешанный с инертным газом (азот, аргон), это давление будет равно объемному содержанию О2, которое можно измерить в реальном времени при помощи соответствующего датчика.
Если в смеси с восстановительным газом, таким, например, как H2 или СО, присутствуют другие окислительные газы, такие как Н2О или СO2, эквивалентное парциальное давление вычисляют при помощи закона действия массы на температуру газов.
Например, для пары Н2/Н2O реакцию можно записать в следующем виде:
Н2+1/2O2↔Н2O
При термодинамическом равновесии парциальные давления газов подчиняются следующему отношению:
где R является постоянной идеальных газов, Т - температура газов по Кельвину и ΔG - изменение свободной энергии, связанной с реакцией, которое можно найти в таблицах термодинамики, в калориях на моль или в Джоулях на моль в зависимости от значения, принятого для постоянной R.
Из этого отношения вычитают значение рO2, то есть парциальное давление кислорода, эквивалентное равновесию для рассматриваемой газовой смеси.
В рамках настоящего изобретения необходимо, чтобы рO2 находилось в пределах от 0,0015 до 0,04.
Кроме того, может возникнуть необходимость в продлении изоляционной камеры до поверхности ванны или до промежуточного положения между ванной и линией обдувки, чтобы ограничить окисление перед обдувкой. Действительно, если поверхность листа контактирует со свободным воздухом, такой слой образуется систематически, но в большинстве случае его удаляют и направляют опять в цинковальную ванну действием обдувочной струи. Таким образом, это изолирование позволяет уменьшить количество оксидов в ванне, которые могут увлекаться полосой во время ее движения и приводить к появлению нежелательных дефектов.
Вместе с тем, его недостатком является способствование испарению цинка из ванны и последующее загрязнение этими парами изоляционной камеры.
Несмотря на то, что для применения способа в соответствии с настоящим изобретением можно применять обдувочные сопла любого вида, предпочтительно выбирать сопла с выходным отверстием в виде щели, ширина которой превышает ширину подвергаемой цинкованию полосы. Действительно, такой тип сопла позволяет получить хорошее изолирование нижней части зоны обдувки.
Провели испытания на холоднокатаном металлическом листе из стали типа IF-TI, который пропустили через тигель, содержащий металлическую ванну на основе цинка с разными пропорциями алюминия и магния. Ее поддерживают при температуре 70° выше ликвидуса состава.
На выходе ванны полученное покрытие подвергли обдувке азотом при помощи двух классических сопел, чтобы получить толщину покрытия порядка 7 мкм.
Над этими обдувочными соплами по обе стороны от полосы установили ряд камер охлаждения, позволяющих нагнетать воздух для затвердевания покрытия за счет принудительной конвекции. В зависимости от расхода, от температуры газа обдувки и от числа приведенных в действие камер можно регулировать скорость охлаждения от 5 до 50°С/с.
Регулируя эти параметры и положение задействованных камер, осуществили серию испытаний, чтобы получить контролируемое охлаждение на разных скоростях охлаждения до достижения температуры ликвидуса и между этой температурой и температурой солидуса. После отключения всех камер покрытие подвергается только естественной конвекции со скоростью охлаждения примерно 5°С/с.
Было проведено также испытание (обозначенное номером 17) путем обдувки азотом в изолированной камере с ограничением содержания кислорода до 4% по объему в зоне, начинающейся на уровне линии обдувки и заканчивающейся на 10 см выше.
Наконец, произвели штамповку полученных образцов по методу равно- и двухосной деформации (Марциняк). Часть образцов предварительно подвергли операции дрессировки со степенью удлинения 1,5%.
По мере осуществления испытаний измеряли значения волнистости Wa0,8. Это измерение состоит в механическом исследовании, при помощи щупа без ползуна, профиля листа длиной 50 мм, измеряемого под углом 45° к направлению прокатки. Из полученного сигнала вычитают аппроксимацию его общей формы при помощи многочлена как минимум 5-й степени. При этом волнистость Wa отделяют от шероховатости Ra при помощи гауссова фильтра на пороге разделения 0,8 мм.
Полученные результаты приведены в следующей таблице.
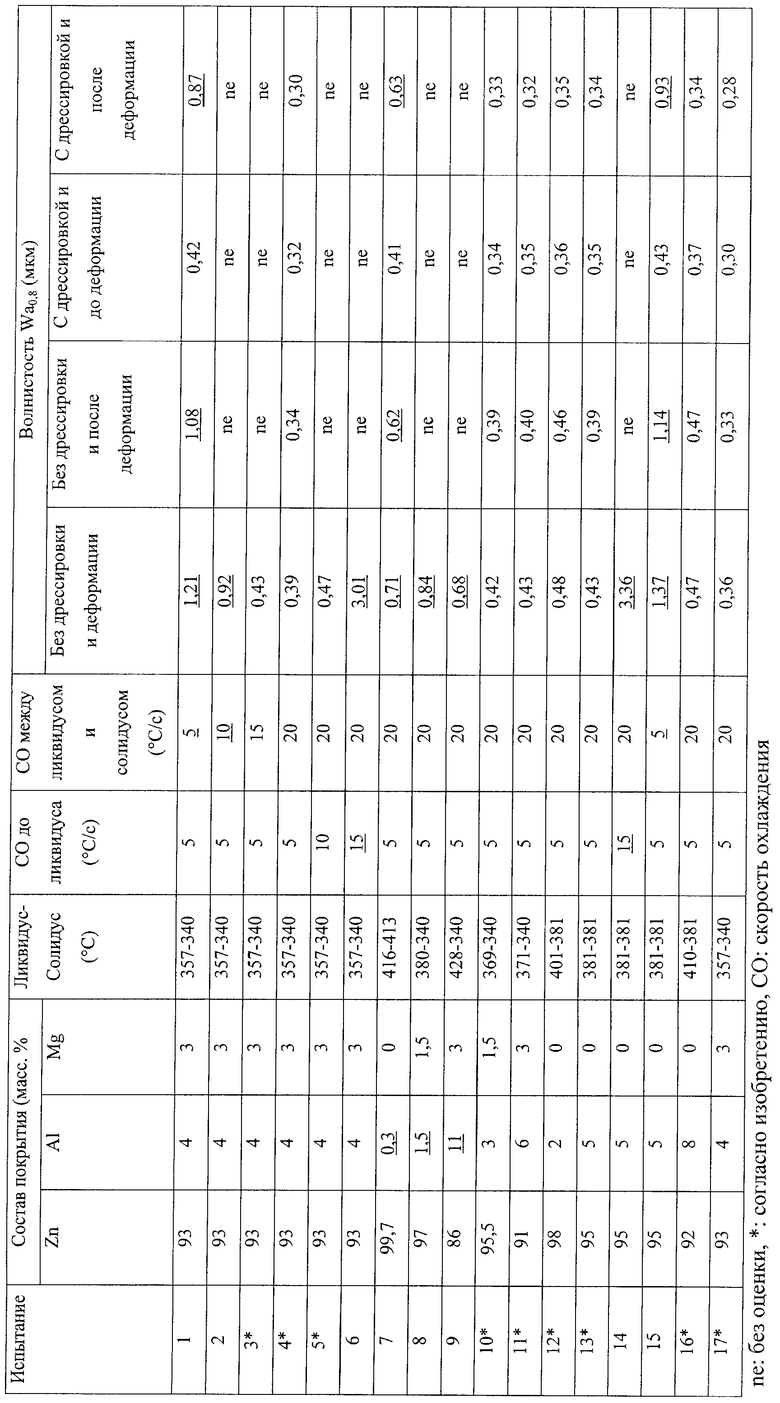
На основании испытаний 1-3 было установлено, что при скорости охлаждения во время затвердевания, превышающей или равной 15°С/с, получают исключительно низкую волнистость в не дрессированном состоянии.
Кроме того, авторы изобретения установили, что слишком быстрое охлаждение в первой фазе охлаждения до достижения ликвидуса тоже отрицательно сказывается на качестве покрытия, как показали испытания 4-6, где наблюдалось, что превышение порога 15°С/с привело к значительному ухудшению волнистости, которая перешла от 0,47 к 3,01 мкм, когда при охлаждении перешли от скорости 10°С/с к 15°С/с.
Таким образом, отмечается, что этот первый этап охлаждения тоже имеет большое значение для достижения искомого качества поверхности, что позволяет сделать вывод о необходимости контроля за всем процессом охлаждения.
При рассмотрении результатов испытаний 7-12 было также установлено, что эффект нивелирования волнистости достигается не для всякого цинкового покрытия, а только для покрытий, состав которых отвечает значениям содержания, определенным настоящим изобретением.
Что касается испытаний 4, 10-13 и 16, произведенных на дрессированных и штампованных листах, отмечается неожиданное улучшение уровня волнистости, в то время как сравнительные испытания 1, 7 и 15 показали ухудшение результатов, полученных после штамповки, не позволяющих опуститься ниже порога 0,35 мкм волнистости для детали, изготовленной из дрессированного листа.
Наконец, при сравнении результатов испытания 17 с результатами испытания 4, произведенного в идентичных условиях, но без соблюдения специальных мер на уровне обдувки, отмечают ухудшение уровня волнистости во всех рассматриваемых случаях.
Изобретение относится к изготовлению металлической полосы с антикоррозийным покрытием. В способе металлическую полосу пропускают через ванну расплавленного металла, содержащую от 2 до 8 мас.% алюминия, от 0 до 5 мас.% магния, до 0,3 мас.% легирующих элементов, и остальное составляет цинк и неизбежные примеси, при этом указанную ванну поддерживают при температуре в пределах от 350 до 750°С. Полосу с нанесенным покрытием обдувают при помощи сопел, нагнетающих газ на обе стороны полосы, затем покрытие охлаждают контролируемым образом до его полного затвердевания, причем указанное охлаждение производят со скоростью ниже 15°С/с, начиная от температуры на выходе обдувки и до начала затвердевания, затем со скоростью, превышающей или равной 15°С/с, между началом и концом его затвердевания. Изобретение позволяет изготовить металлическую полосу с антикоррозионным покрытием с уменьшенной волнистостью Wa0,8 и улучшенным качеством поверхности. 4 н. и 8 з.п. ф-лы, 1 табл.
1. Способ изготовления металлической полосы с антикоррозийным покрытием, включающий следующие этапы:
- металлическую полосу пропускают через ванну расплавленного металла, содержащую от 2 до 8 мас.% алюминия, от 0 до 5 мас.% магния и до 0,3 мас.% легирующих элементов, при этом остальное составляет цинк и неизбежные примеси, при этом указанную ванну поддерживают при температуре в пределах от 350 до 750°С, затем
- полосу с нанесенным покрытием обдувают при помощи сопел, нагнетающих газ на обе стороны полосы, затем
- покрытие охлаждают контролируемым образом до его полного затвердевания, при этом указанное охлаждение производят со скоростью ниже 15°С/с, начиная от температуры на выходе обдувки и до начала затвердевания, затем со скоростью, превышающей или равной 15°С/с, между началом и концом его затвердевания.
2. Способ по п.1, в котором охлаждение осуществляют со скоростью ниже 10°С/с, начиная от температуры на выходе обдувки и до начала затвердевания, затем со скоростью, превышающей или равной 15°С/с, между началом и концом его затвердевания.
3. Способ по п.2, в котором охлаждение осуществляют со скоростью ниже 10°С/с, начиная от температуры на выходе обдувки и до начала затвердевания, затем со скоростью, превышающей или равной 20°С/с, между началом и концом его затвердевания.
4. Способ по любому из пп.1-3, в котором металлическую полосу с покрытием обдувают таким образом, чтобы часть полосы, находящаяся между линией обдувки и заканчивающаяся, по меньшей мере, на 10 см выше, входила в контакт с атмосферой, окислительная способность которой ниже окислительной способности атмосферы, состоящей на 4 об.% из кислорода и на 96 об.% из азота.
5. Способ по любому из пп.1-3, в котором металлическая полоса является стальной полосой.
6. Способ по п.4, в котором металлическая полоса является стальной полосой.
7. Холоднокатаная металлическая полоса с антикоррозийным покрытием, полученным горячим цинкованием без дрессировки, при этом металлическое покрытие содержит от 2 до 8 мас.% алюминия, от 0 до 5 мас.% магния и до 0,3 мас.% легирующих элементов, при этом остальное составляет цинк и неизбежные примеси, причем указанное покрытие имеет волнистость Wa0,8, меньшую или равную 0,5 мкм.
8. Металлическая полоса по п.7, металлическое покрытие которой не содержит магния.
9. Металлическая полоса по п.7, металлическое покрытие которой содержит от 1 до 4 мас.% магния.
10. Металлическая полоса по любому из пп.7-9, в которой полосой является стальная полоса.
11. Металлическая деталь, полученная путем деформирования металлической полосы по любому из пп.7-10, покрытие которой имеет волнистость Wa0,8, меньшую или равную 0,48 мкм.
12. Металлическая деталь, полученная путем дрессировки и деформирования металлической полосы по любому из пп.7-10, покрытие которой имеет волнистость Wa0,8, меньшую или равную 0,35 мкм.
| Секция ленточного конвейера | 1987 |
|
SU1466994A1 |
| US 2003219621 A1, 27.11.2003 | |||
| BE 1003440 А6, 24.03.1992 | |||
| СПОСОБ КОРРЕКЦИИ АРИТМИЙ СЕРДЦА, НЕ СВЯЗАННЫХ С ОРГАНИЧЕСКИМИ НАРУШЕНИЯМИ, И УСТРОЙСТВО ДЛЯ РЕФЛЕКСОТЕРАПИИ | 1992 |
|
RU2110248C1 |
| СПЛАВ НА ОСНОВЕ ЦИНКА | 2005 |
|
RU2295584C1 |

