Изобретение относится к прокатному производству и может быть использовано при производстве широких горячекатаных листов из марок стали трубного сортамента, в основном, класса прочности К52-К60.
Известны способы производства горячекатаных листов, включающие производство слябовой заготовки, ее предварительную горячую прокатку, промежуточное подстуживание проката, чистовую прокатку с последующим охлаждением проката (см., например, патенты РФ №2397255, №2397268).
Недостатком известных способов является сложность обеспечения в горячекатаном листе комплекса механических свойств (особенно прочностных и вязких), обеспечивающих технологичность монтажа труб и их эксплуатационные характеристики.
Наиболее близким аналогом к заявляемому объекту является способ производства листов из низколегированной стали, включающий нагрев слябовой заготовки до температуры выше Ac3, черновую прокатку в раскат промежуточной толщины, подстуживание, чистовую прокатку с регламентированными температурами конца прокатки, а также охлаждение листа (см. патент РФ №2311465).
Недостатком известного способа являются сложность обеспечения равенства повышенных механических свойств по сечению и длине листа, прокатанного из стали марок трубного сортамента. Это приводит к появлению многочисленных дефектов при последующем изготовлении магистральных труб, а также при их эксплуатации в трубопроводах.
Технической задачей, решаемой заявляемым изобретением, является получение горячекатаного листового проката толщиной 14-21 мм, обладающего равномерно распределенными по сечению листа повышенными механическими свойствами.
Поставленная задача решается тем, что в известном способе производства листов из низколегированной трубной стали толщиной 14-21 мм, включающем нагрев слябовой заготовки до температуры выше Ac3, черновую прокатку в раскат промежуточной толщины, подстуживание, чистовую прокатку с регламентированными температурами конца прокатки, а также охлаждение листа, согласно изобретению толщину подката для чистовой стадии прокатки принимают равной для конечной толщины листа от 14 до 17 мм включительно 60÷80 мм, для конечной толщины листа от 17,1 до 19 мм включительно 81÷95 мм, для конечной толщины листа от 19,1 до 21 мм включительно 96÷110 мм, при этом температуру начала чистовой стадии прокатки принимают равной для листа конечной толщиной от 14 до 17 мм включительно 870±20°C, для листа конечной толщиной от 17,1 до 19 мм включительно 860±20°C, для листа конечной толщиной от 19,1 до 21 мм включительно 850±20°C, после чего осуществляют охлаждение листа до температуры 520÷550°C.
Сущность изобретения заключается в следующем.
Прокат из низколегированных марок стали трубного сортамента (классов прочности К52-К60) в соответствии с мировыми тенденциями и требованиями стандартов должен обеспечивать сочетание повышенных прочностных, пластических свойств, хладостойкость и хорошую свариваемость трубной заготовки, а также достаточно высокое сопротивление хрупкому разрушению при температурах монтажа труб и их эксплуатации. При сварке труб не должны образовываться холодные и горячие трещины, и, кроме того, свойства сварного соединения (а также участков, прилегающих к нему) должны быть близкими к свойствам основного металла. Для обеспечения указанных свойств на стадии горячей прокатки листовой продукции в металле должна быть сформирована мелкозернистая ферритно-бейнитная микроструктура, равномерно распределенная по длине и сечению листа. В связи с этим вся технология получения горячекатаных листов из трубной стали должна обеспечивать следующие механические свойства (на примере стали класса прочности К52): прочностные - σт=385-690 МПа, σв - не менее 510 МПа; пластические - δ5 не менее 23% и вязкие - KCV-20 не менее 90 Дж/см2, KCU-60 не менее 80 Дж/см2, DWTT-20 не менее 70%.
В процессе горячей прокатки аустенизированного сляба в лист из стали трубного сортамента происходят фазовые превращения. При этом размер зерна после фазовых превращений будет зависеть от степени измельчения зерен аустенита при черновой стадии контролируемой прокатки, уровня проработки микроструктуры аустенита в области отсутствия рекристаллизации при чистовой стадии прокатки, а также условий охлаждения листа после чистовой прокатки. В связи с этим наиболее значимыми технологическими параметрами, влияющими на формирование требуемого уровня механических свойств, а также оказывающими существенное воздействие на степень проработки микроструктуры, являются обжатия раската в чистовых проходах и, кроме того, температурные условия проведения чистовой стадии прокатки с последующим ускоренным охлаждением.
Выбор толщины подката для чистовой горячей прокатки определяется необходимостью обеспечения заданного уровня вязких характеристик, особенно хладостойкости при ИПГ. Проведенный комплекс исследований на толстолистовом стане 5000 ОАО «ММК» позволил определить, что для формирования в горячекатаном листе требуемого уровня механических свойств и, в частности, для повышения доли вязкой составляющей при ИПГ до 80-95%, наиболее оптимальным для чистовой стадии прокатки листа конечной толщиной 14-21 мм является 5-6-кратное его отношение к толщине подката (60-110 мм). При этом должно соблюдаться условие проведение начала чистовой стадии прокатки в аустенитной области, которая для выбранного диапазона марок стали (класса прочности К52-К60) составляет 850÷870±20°C. Это объясняется тем, что происходит значительное увеличение мест зарождения зерен феррита, сохраняющихся к моменту начала фазового превращения.
Температура охлаждения листа 520÷550°C связана с необходимостью протекания бейнитного превращения.
На основании вышеприведенного анализа известных источников информации можно сделать вывод, что для специалиста заявляемый способ производства листов из низколегированной трубной стали не следует явным образом из известного уровня техники, а следовательно, соответствует условию патентоспособности «изобретательский уровень».
Пример осуществления способа.
Слябовую заготовку из стали марки класса прочности К52 толщиной 250-300 мм нагревают в методической печи до требуемой температуры 1200±20°C, после чего на толстолистовом стане 5000 производят черновую стадию прокатки в раскат (подкат) промежуточной толщины, которую в зависимости от конечной толщины листа выбирают в соответствии с таблицей 1.
После черновой стадии прокатки осуществляют подстуживание подката на воздухе до соответствующей температуры начала чистовой стадии прокатки, которую в зависимости от конечной толщины готового листа принимают равной для листа конечной толщиной от 14 до 17 мм включительно 870±20°C, для листа конечной толщиной от 17,1 до 19 мм включительно - 860±20°C, для листа конечной толщиной от 19,1 до 21 мм включительно 850±20°C. После проведения многопроходной чистовой стадии прокатки лист, имеющий температуру поверхности 820±20°C, подвергают охлаждению водой в установке ускоренного охлаждения до температуры 520÷550°C, далее горячекатаный лист направляют на участок листоотделки.
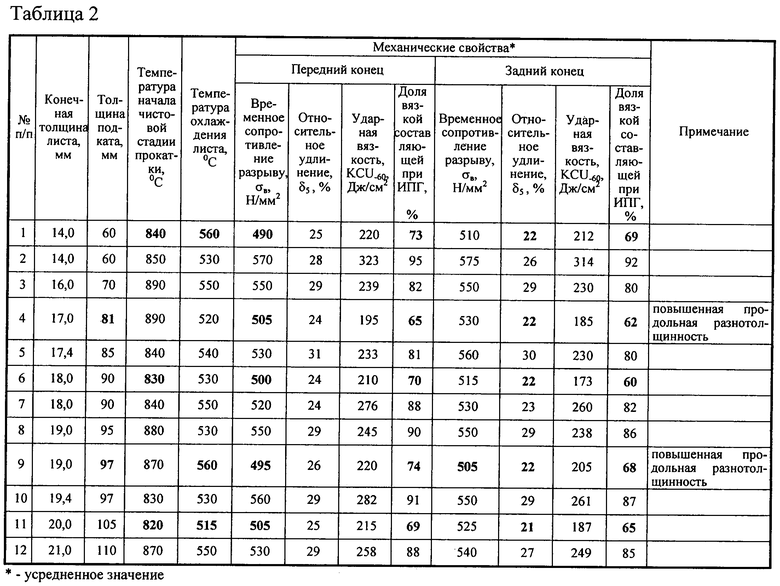
Варианты технологических параметров, по которым по заявляемому способу осуществлялось изготовление горячекатаных листов классов прочности К52-К60 трубного сортамента на стане 5000 ОАО «ММК», а также результаты исследований представлены в таблице 2.
Заявляемая технология производства металлопроката на примере изготовления горячекатаных листов класса прочности К52-К60 обеспечивает получение следующих механических свойств: временное сопротивление разрыву σв>520 Н/мм2, относительное удлинение δ5 в пределах 23-31%, ударная вязкость KCU-60=230-320 Дж/см2, KCV-20=205-345 Дж/см2, доля вязкой составляющей в изломе при ИПГ>80%.
На основании вышеизложенного можно сделать вывод, что заявляемый способ работоспособен и устраняет недостатки, имеющие место в прототипе.
Заявляемый способ может найти широкое применение при производстве горячекатаных листов, используемых в качестве горячекатаной заготовки для производства труб (в том числе применяемых в магистральных газо-, нефтепроводах), обладающих повышенными прочностными, пластическими и вязкими свойствами, равномерно распределенными как по сечению, так и по длине листа.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПРОИЗВОДСТВА ЛИСТОВ ИЗ НИЗКОЛЕГИРОВАННОЙ ТРУБНОЙ СТАЛИ | 2011 |
|
RU2458753C1 |
| СПОСОБ ПРОИЗВОДСТВА ЛИСТОВ ИЗ НИЗКОЛЕГИРОВАННОЙ ТРУБНОЙ СТАЛИ КЛАССОВ ПРОЧНОСТИ К52-К60 | 2011 |
|
RU2458751C1 |
| СПОСОБ ПРОИЗВОДСТВА ЛИСТОВ ИЗ НИЗКОЛЕГИРОВАННОЙ ТРУБНОЙ СТАЛИ КЛАССА ПРОЧНОСТИ К60 | 2012 |
|
RU2479639C1 |
| СПОСОБ ПРОИЗВОДСТВА ЛИСТОВ ИЗ НИЗКОЛЕГИРОВАННОЙ ТРУБНОЙ СТАЛИ КЛАССА ПРОЧНОСТИ К60 | 2011 |
|
RU2465344C1 |
| СПОСОБ ПРОИЗВОДСТВА ЛИСТОВ ИЗ НИЗКОЛЕГИРОВАННОЙ ТРУБНОЙ СТАЛИ КЛАССА ПРОЧНОСТИ К60 | 2012 |
|
RU2479638C1 |
| СПОСОБ ПРОИЗВОДСТВА ЛИСТОВ ИЗ НИЗКОЛЕГИРОВАННОЙ ТРУБНОЙ СТАЛИ КЛАССА ПРОЧНОСТИ К60 | 2011 |
|
RU2465345C1 |
| СПОСОБ ПРОИЗВОДСТВА ЛИСТОВ ИЗ НИЗКОЛЕГИРОВАННОЙ ТРУБНОЙ СТАЛИ КЛАССА ПРОЧНОСТИ К60 | 2011 |
|
RU2475315C1 |
| СПОСОБ ПРОИЗВОДСТВА ЛИСТОВ ИЗ НИЗКОЛЕГИРОВАННОЙ ТРУБНОЙ СТАЛИ КЛАССА ПРОЧНОСТИ К56 | 2011 |
|
RU2465343C1 |
| СПОСОБ ПРОИЗВОДСТВА ЛИСТОВ ИЗ НИЗКОЛЕГИРОВАННОЙ ТРУБНОЙ СТАЛИ КЛАССА ПРОЧНОСТИ Х60 | 2011 |
|
RU2458156C1 |
| СПОСОБ ПРОИЗВОДСТВА ЛИСТОВ ИЗ НИЗКОЛЕГИРОВАННОЙ ТРУБНОЙ СТАЛИ КЛАССА ПРОЧНОСТИ Х70 | 2011 |
|
RU2458754C1 |
Изобретение предназначено для улучшения механических характеристик широких горячекатаных листов из марок стали трубного сортамента, например, класса прочности К52-К60. Равномерное распределение по сечению горячекатаного листового проката толщиной 14-21 мм повышенных механических свойств обеспечивается за счет регламентации толщины подката перед началом чистовой стадии прокатки в диапазоне 60-110 мм и температуры начала чистовой стадии прокатки в интервале (850÷870)±20°C в зависимости от конечной толщины листа, а также регламентации конечной температуры охлаждения поверхности готового листа в диапазоне 520÷550°C. 2 табл., 1 пр.
Способ производства листов из низколегированной трубной стали толщиной 14-21 мм, включающий нагрев слябовой заготовки до температуры выше Ac3, черновую прокатку в раскат промежуточной толщины, подстуживание, чистовую прокатку с регламентированными температурами конца прокатки, а также охлаждение листа, отличающийся тем, что толщину раската для чистовой стадии прокатки принимают равной для листа конечной толщины от 14 до 17 мм включительно - 60÷80 мм, для листа конечной толщины от 17,1 до 19 мм включительно - 81÷95 мм, для листа конечной толщины от 19,1 до 21 мм включительно - 96÷110 мм, при этом температуру начала чистовой стадии прокатки принимают равной для листа конечной толщиной от 14 до 17 мм включительно - 870±20°C, для листа конечной толщиной от 17,1 до 19 мм включительно - 860±20°C, для листа конечной толщиной от 19,1 до 21 мм включительно - 850±20°C, после чего осуществляют охлаждение листа до температуры 520÷550°C.
| СПОСОБ ИЗГОТОВЛЕНИЯ СТАЛЬНЫХ ЛИСТОВ ИЗ НИЗКОЛЕГИРОВАННЫХ И УГЛЕРОДИСТЫХ МАРОК СТАЛИ, ПРЕДНАЗНАЧЕННЫХ ДЛЯ ПРОИЗВОДСТВА СОСУДОВ | 2005 |
|
RU2311465C2 |
| Способ производства стальных полос | 1987 |
|
SU1511285A1 |
| СПОСОБ ГОРЯЧЕЙ ПРОКАТКИ НИЗКОЛЕГИРОВАННОЙ СТАЛИ НА НЕПРЕРЫВНОМ ШИРОКОПОЛОСНОМ СТАНЕ С ДВУМЯ ГРУППАМИ МОТАЛОК | 2005 |
|
RU2312720C2 |
| СПОСОБ ПРОИЗВОДСТВА ГОРЯЧЕКАТАНОЙ ПОЛОСОВОЙ СТАЛИ | 2004 |
|
RU2270065C1 |
| ПРЕДОХРАНИТЕЛЬНОЕ ПРОТИВ ПЕРЕГРУЗКИ УСТРОЙСТВО | 0 |
|
SU306076A1 |
| WO 9929446 A1, 17.06.1999. | |||

