Область техники, к которой относится изобретение
Настоящее изобретение относится к системам режущего инструмента для закрепления режущего элемента такого, как режущая пластина или кассета, на корпусе и штифте. Изобретение также направлено на выполнение режущей пластины, кассеты и инструмента в целом в соответствии со способом их образования. Изобретение в частности относится к элементам для фрезерования заготовок.
Уровень техники
Режущие инструменты, использующие кассеты, несущие режущие пластины, или картриджи известны. В качестве примеров патентов, относящихся к таким режущим инструментам, можно привести: US 5567092, ЕР 0624415, US 6254319 и US 4547100.
В патенте США 4592680 представлен вращающийся режущий инструмент, оснащенный сменными режущими пластинами. Инструмент имеет цилиндрическое отверстие, имеющее в основном радиально расположенную ось, составляющую острый угол с режущей поверхностью пластины и образующую клиновую часть на державке между опорной поверхностью пластины и осью отверстия. Цилиндрический крепежный элемент установлен в отверстии. Резьбы винта для закрепления пластины взаимодействуют с крепежным элементом. Клиновая часть державки вызывает увеличенное напряжение в крепежном винте в процессе вращения режущего инструмента с высокой скоростью, вследствие центробежных сил, приложенных к режущей пластине и цилиндрическому крепежному элементу.
В Европейской заявке ЕР 0449253, соответствующей патенту США 5160228, представлен режущий инструмент, включающий корпус, имеющий множество установочных гнезд, выполненных на его торце. Каждое из установочных гнезд имеет установочную поверхность, соответственно выполненную в его нижней части. На установочной поверхности выполнено первое резьбовое отверстие. Из множества пластин, размещенных по одной в гнездах, каждая соответственно размещена на установочной поверхности и закреплена путем прижима к ней посредством крепежного винта, ввинченного в первое резьбовое отверстие. Режущий инструмент отличается наличием множества участков с пониженной твердостью, соответственно выполненных под установочной поверхностью внутри корпуса, при этом каждый участок пониженной твердости включает первое резьбовое отверстие и имеет твердость ниже, чем твердость корпуса. В одном варианте участки пониженной твердости образованы путем внедрения прямых цилиндрических столбиков в прямые отверстия круглого поперечного сечения, выполненные под каждой установочной поверхностью.
Раскрытие изобретения
Настоящее изобретение относится к крепежной системе для режущего инструмента, содержащему режущий элемент, штифт, корпус, и способу выполнения этих элементов.
В частности, настоящее изобретение относится к системе для закрепления режущего элемента на корпусе, в основном на вращающемся или, в качестве альтернативы, на невращающемся корпусе. Штифт предпочтительно имеет продольную ось и по меньшей мере первый крепежный канал и второй крепежный канал. Как правило, оба канала проходят в основном радиально и по меньшей мере приблизительно параллельно друг к другу. Более того, использован крепежный болт, который имеет зажимную часть, предназначенную в основном для съемного закрепления режущего элемента на корпусе. Крепежный болт имеет первую крепежную часть, предназначенную для съемного закрепления в первом крепежном канале штифта. Использован регулировочный болт, имеющий регулировочную часть, образованную для регулировки положения режущего элемента по отношению к корпусу. Регулировочный болт имеет вторую крепежную часть, предназначенную для съемного закрепления во втором крепежном канале штифта.
Изобретение также в качестве альтернативы или дополнительно относится к системе для закрепления элемента, выполненного из первого материала с первой твердостью на корпусе, выполненном из второго материала с твердостью, меньшей, чем первая твердость. Система содержит штифт, имеющий продольную ось и по меньшей мере первый крепежный канал и выполненный из третьего материала с твердостью, большей, чем твердость второго материала корпуса. Крепежный болт имеет зажимную часть, выполненную для плотного прижатия болта к корпусу, и первую крепежную часть, выполненную для жесткого соединения с первым крепежным каналом штифта. Предпочтительно, элемент является режущим элементом, а корпус является корпусом режущего инструмента и может быть как вращающимся, так и, в качестве альтернативы, невращающимся.
Крепежные каналы штифта могут быть резьбовыми отверстиями, а на крепежных частях крепежного болта и регулировочного болта может быть выполнена резьба. В другом варианте крепежный болт и регулировочный болт могут быть съемно закреплены посредством байонетного соединения или в другом варианте посредством соединения с помощью крюка.
Штифт может иметь в основном цилиндрическую форму. Однако также возможны овальная, многоугольная и любая другая удобная формы.
Штифт предпочтительно разделяется по меньшей мере на две части, которые соединены между собой жестко или с возможностью разъединения, возможно упругое соединение частей, части могут быть также отделены одна от другой. В одном варианте, в котором части штифта отделены одна от другой, возможно использование соединительных средств для совместного поворота обоих частей. Эти средства могут быть выполнены с возможностью разъединения в осевом направлении, как в случае кулачкового соединения. Возможно также использование шпонок и канавок. Эти средства должны обеспечивать поворот внутренней части в случае поворота наружной части для обеспечения параллельности осей их каналов.
Штифт может иметь по меньшей мере выборку или по меньшей мере одну канавку между крепежными каналами. В качестве альтернативы штифт может иметь соединительный элемент между двумя частями, выполненный из другого материала, более упругого, чем материал, из которого выполнен штифт. Такой упругий промежуточный элемент может быть выполнен из любой удобной пластмассы или резины, которые могут быть соединены с частями штифта.
Штифт может иметь по меньшей мере одно гнездо на торце для его поворота с целью установки крепежных каналов относительно корпуса. На торцовой поверхности штифта возможно также выполнение указателя, обозначающего направление крепежного и регулировочного каналов штифта.
Зажимная часть крепежного болта, в случае его выполнения в виде крепежного винта, может иметь вид конической головки, выполненной соответствующей по форме зажимному отверстию в режущем элементе для его закрепления на корпусе.
Регулировочная часть регулировочного болта, в случае его выполнения в виде регулировочного винта, может быть выполнена в виде конической головки, соответствующей по форме наклонному участку регулировочной части режущего элемента для перемещения его посредством регулировки в определенное положение по отношению к корпусу.
Если необходимо, система может дополнительно включать опорный элемент, который может быть выполнен в виде опорного винта, при этом штифт дополнительно имеет третье или опорное отверстие. Как правило, третий канал по меньшей мере приблизительно параллельно второму крепежному каналу.
Изобретение относится также к режущему элементу, в частности такому, как описано выше. Режущий элемент имеет крепежный канал для прохода крепежного болта и взаимодействия с его головкой. Режущий элемент имеет по меньшей мере один наклонный участок для взаимодействия с регулировочным болтом с целью соответствующей регулировки режущего элемента по отношению к корпусу.
Более того, наклонный участок, описанный выше, предпочтительно выполнен в виде вогнутой выемки, расположенной на конце режущего элемента, противоположном его режущей части.
Предпочтительно также, режущий элемент выполнен в виде вставляемой режущей пластины, прикрепленной режущей пластины или кассеты для вставляемой режущей пластины или прикрепленной режущей пластины.
Предпочтительно кассета имеет гнездо для вставляемой режущей пластины или прикрепленной режущей пластины. Предпочтительно, изобретение относится к режущему инструменту, в частности для системы и/или режущего элемента, описанных выше. Корпус инструмента может быть выполнен из легкого сплава, такого как сплав алюминия, более предпочтительно - из высокопрочного сплава алюминия. Корпус выполнен с по меньшей мере одним каналом под штифт на передней торцевой поверхности для размещения описанного выше штифта. Каждый канал под штифт соответствует гнезду для закрепления режущего элемента. Более того, каждое гнездо выполнено с крепежным каналом, проходящим от него к каналу под штифт.
Как правило, корпус выполнен с регулировочным каналом, проходящим от гнезда к каналу под штифт.
Если необходимо, крепежное отверстие представляет собой крепежный канал.
Возможно выполнение корпуса с фрикционным каналом, проходящим от его в основном цилиндрической поверхности к каналу под штифт.
Изобретение относится также к способу образования крепежной системы, режущего элемента и/или корпуса в соответствии с любым из вышеописанных вариантов. Изобретение относится также к применению крепежной системы, режущего элемента и/или корпуса в соответствии с любой приведенной выше частью описания для высокоскоростного фрезерования.
Настоящее изобретение в особенности эффективно для операций высокоскоростного фрезерования, которые предпочтительно выполняются как финишные операции верхних поверхностей алюминиевых блоков цилиндров двигателей и нижних поверхностей алюминиевых головок блоков в качестве замены точных операций шлифования для получения высокого качества обработанной поверхности и сопряжения между головкой блока и блоком цилиндров.
Режущий инструмент предпочтительно включает в основном цилиндрический корпус, предпочтительно выполненный из алюминия, и множество регулируемых в осевом направлении режущих элементов, возможно в виде кассет, каждая из которых расположена в соответствующем гнезде, выполненном на корпусе и открытом в осевом направлении на его передний торец, а в радиальном направлении - на его периферийную поверхность. В сечении, взятом перпендикулярно кассете и гнезду, они предпочтительно имеют соответствующую трапецеидальную форму, сужающуюся наружу и проходящую в осевом направлении по существу параллельно продольной оси вращения режущего инструмента и образующую соединение типа ласточкин хвост.
Каждая кассета может быть выполнена из стали и предпочтительно включает режущую часть и выполненный заодно с ней и проходящий от нее назад корпус.
Кассета имеет сквозной крепежный канал для размещения крепежного болта, проходящего через него для взаимодействия с резьбовым крепежным каналом, выполненным в штифте.
Предпочтительное преимущество изобретения состоит в том, что в алюминиевом корпусе инструмента стальные кассеты съемно закреплены без использования крепежных средств, которые бы прямо с ним контактировали. Вместо ввинчивания в мягкий алюминиевый материал кассета закреплена крепежным болтом, ввинчиваемым в стальной штифт. Штифт распределяет нагрузку, приложенную со стороны крепежного болта, на значительно большую площадь, чем в резьбе, и, следовательно, уменьшает локальные крепежные напряжения до уровня, который может быть выдержан алюминиевым корпусом.
Дополнительная наиболее предпочтительная функция штифта состоит в том, что он может поворачиваться вокруг своей продольной оси, параллельной продольной оси корпуса так, что крепежный элемент, закрепляющий его на корпусе инструмента самоустанавливается в направлении приложенных к штифту сил, посредством чего гарантируется, что крепежный элемент будет прикладывать в основном сжимающие нагрузки вместо сдвигающих и сгибающих, которые возникали бы в случае, если бы такой поворот был бы предотвращен. Поскольку инструмент используется на очень высоких скоростях вращения, минимизация нагрузок на крепежные элементы значительно улучшает надежность, точность и безопасность режущего инструмента и посредством увеличения допустимой скорости вращения увеличивает производительность и качество обработки.
На режущей части кассеты может быть размещена припаянная режущая пластина или съемно закрепленная режущая пластина. Режущая часть может быть припаиваемой пластиной или сменной пластиной, выполненной из любого соответствующего материала. Пластина может быть прикреплена или закреплена на кассете любыми известными способами. Режущие кромки пластины могут быть выполнены и сформированы любым известным способом.
Корпус инструмента предпочтительно выполнен из легкого сплава или алюминия и предпочтительно предназначен для очень высоких скоростей вращения 50,000-60,000 об/мин. Изобретение предпочтительно обеспечивает жесткое крепление кассеты с пластиной или самой пластины к корпусу, противостоящее большим центробежным силам, приложенным к ней в процессе операции обработки с использованием режущего инструмента.
Предпочтительное преимущество изобретения состоит также в отсутствии резьбовых поверхностей в корпусе, которые ограничивали бы стойкость режущего инструмента, особенно в случае, когда корпус выполнен из легкого сплава.
Имеет место поверхностный контакт между штифтом и каналом под штифт и между кассетой и гнездом. Все резьбовые поверхности размещены на крепежных болтах и штифте, что приводит к более простой конструкции со значительно большей долговечностью режущего инструмента.
Штифт и кассета прикладывают к корпусу сжимающие усилия, в то время как крепежные болты создают сложные напряжения. Эта конструкция позволяет выполнить корпус из легкого сплава и разместить гнезда под режущие элементы ближе друг к другу по периферии корпуса с уменьшением шага между ними.
Краткое описание чертежей
Для лучшего понимания, но только в качестве примера изобретение будет описано со ссылками к приложенным чертежам, на которых:
на фиг.1 представлен вид в перспективе на режущий инструмент в соответствии с предпочтительным вариантом изобретения;
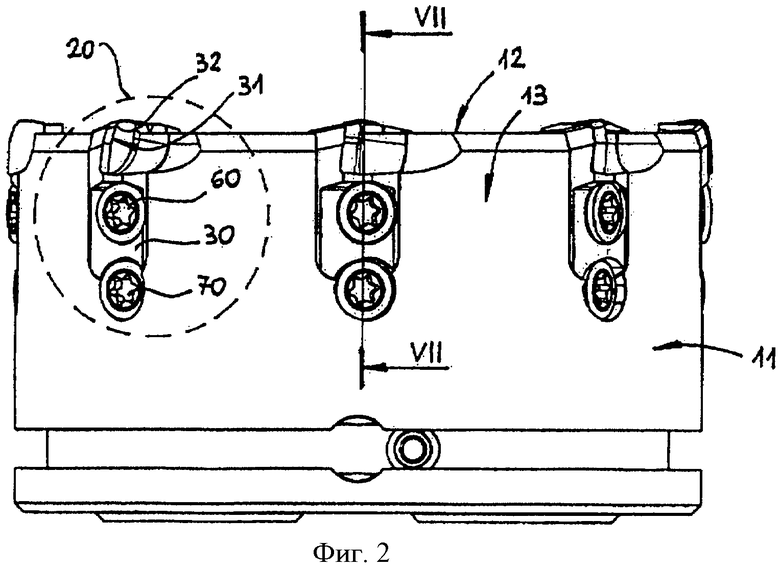
на фиг.2 представлен вид сбоку на режущий инструмент, показанный на фиг.1;
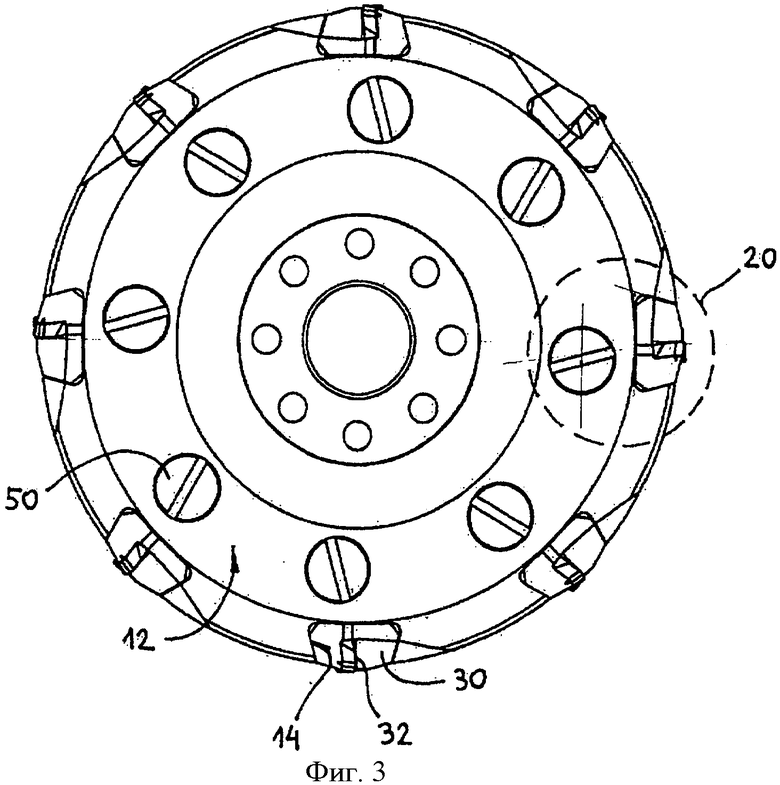
на фиг.3 представлен вид с торца на режущий инструмент, показанный на фиг.1;
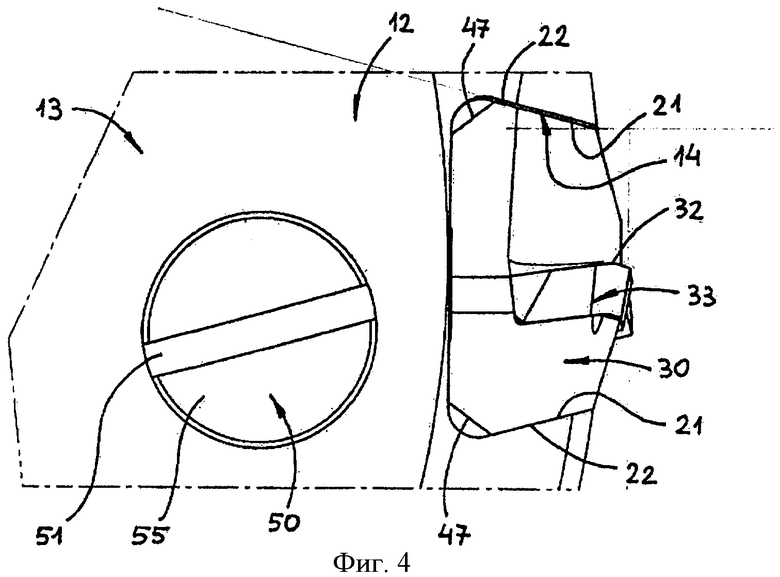
на фиг.4 представлен вид с торца на гнездо режущего инструмента, показанного на фиг.3;
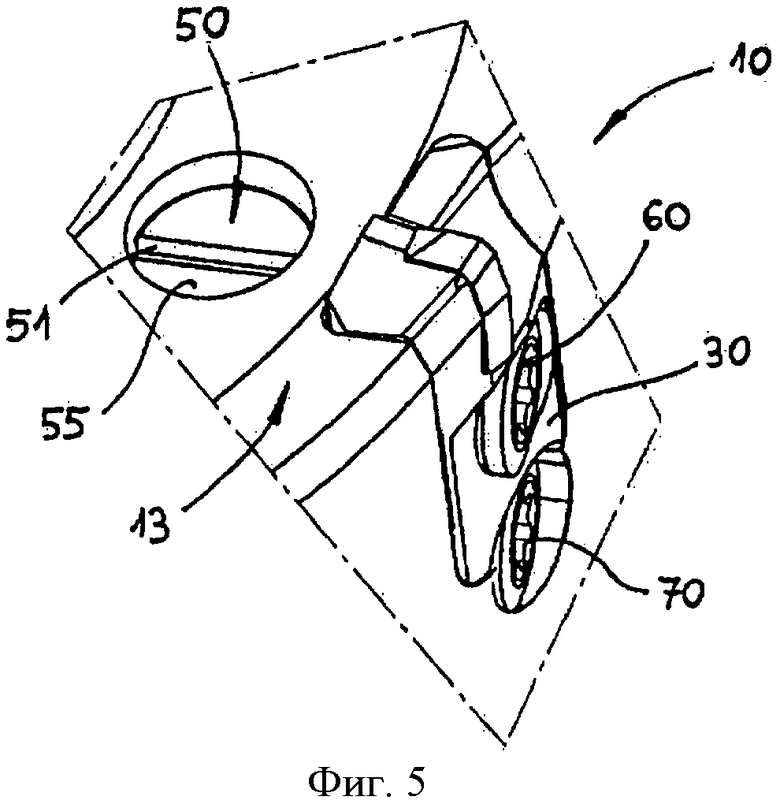
на фиг.5 представлен вид в перспективе на гнездо режущего инструмента, показанного на фиг.1, вместе со съемно закрепленными штифтом, режущим элементом, крепежным болтом и регулировочным болтом;
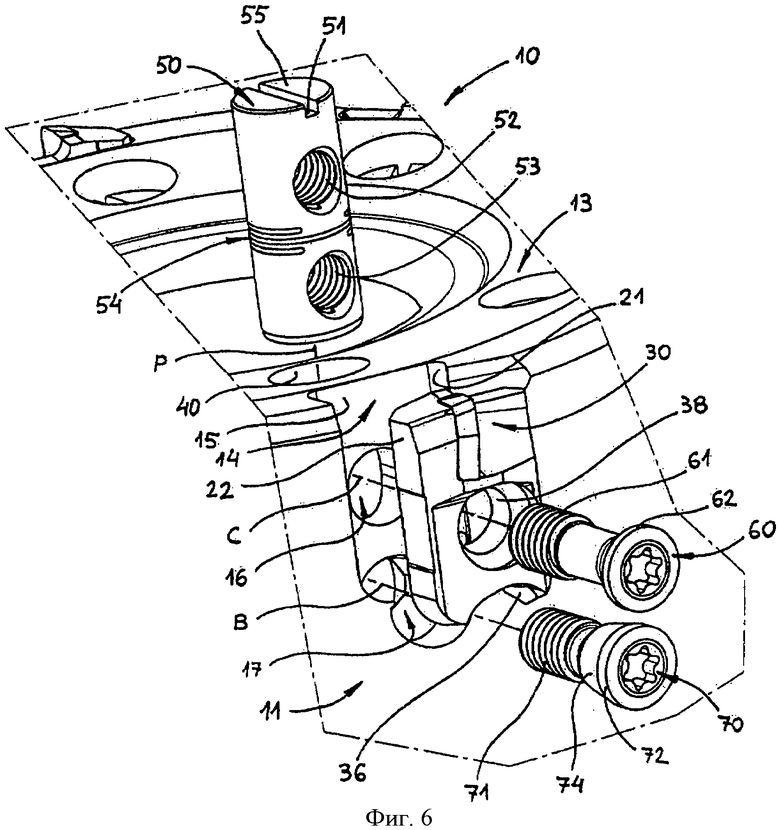
на фиг.6 представлен в разобранном состоянии вид в перспективе на гнездо, показанное на фиг.5;
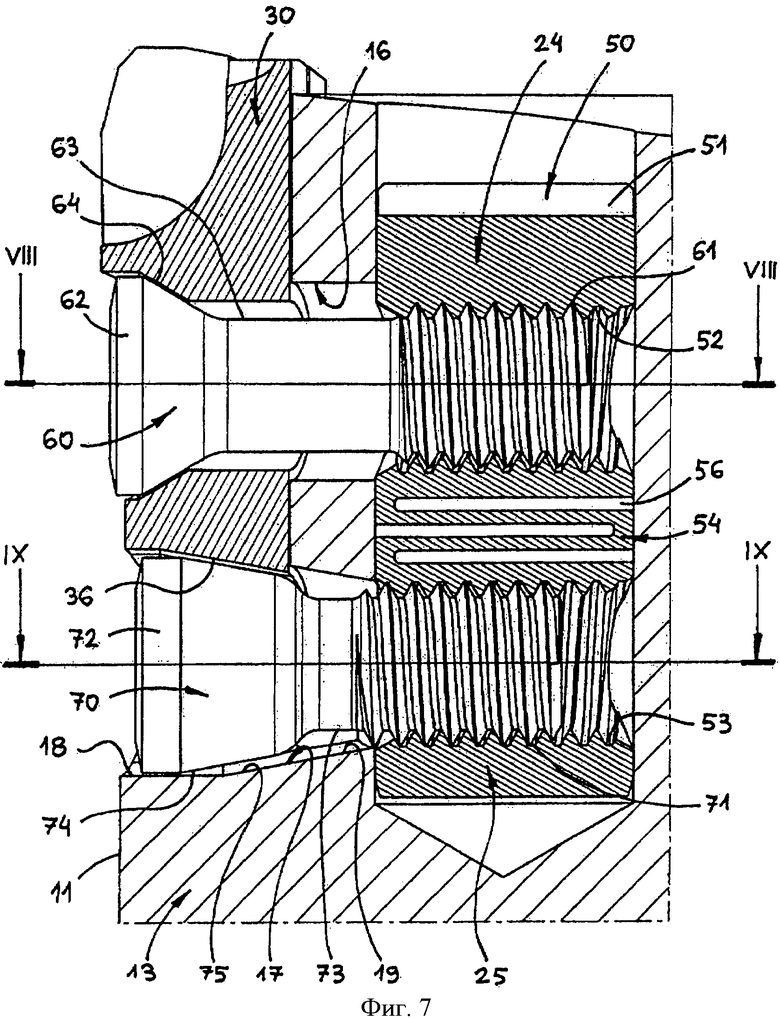
на фиг.7 представлено сечение гнезда, взятое по линии VII-VII на фиг.2;
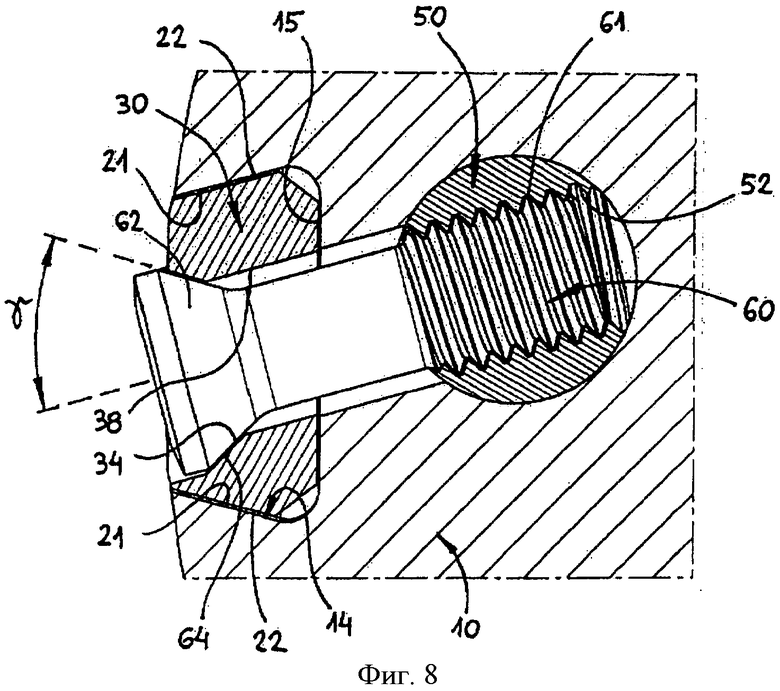
на фиг.8 представлено сечение, взятое по линии VIII-VIII на фиг.7;
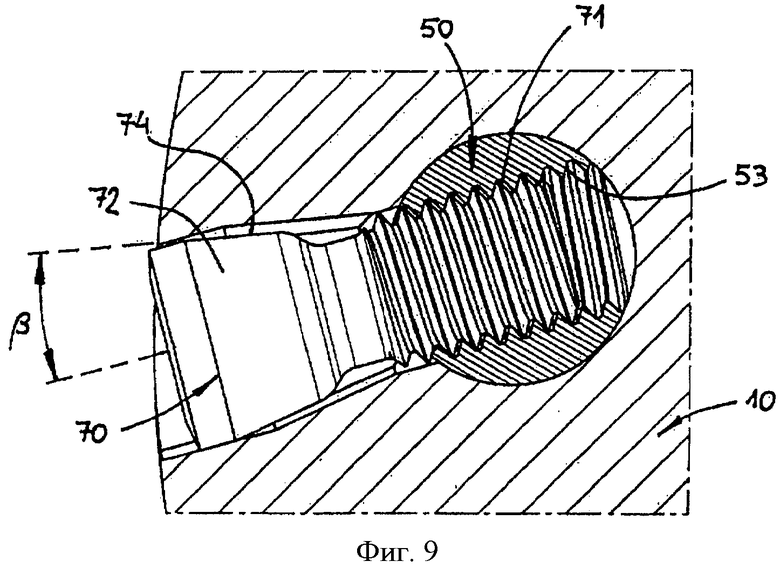
на фиг.9 представлено сечение, взятое по линии IX-IX на фиг.7;
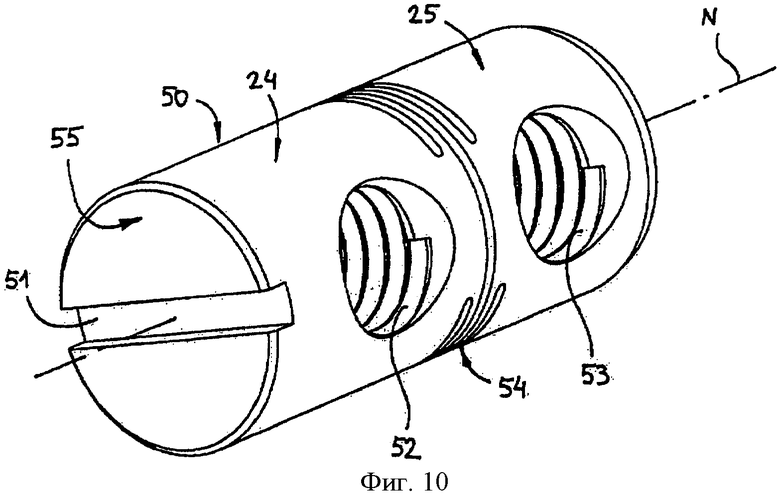
на фиг.10 представлен вид в перспективе на штифт, показанный на фиг.6;
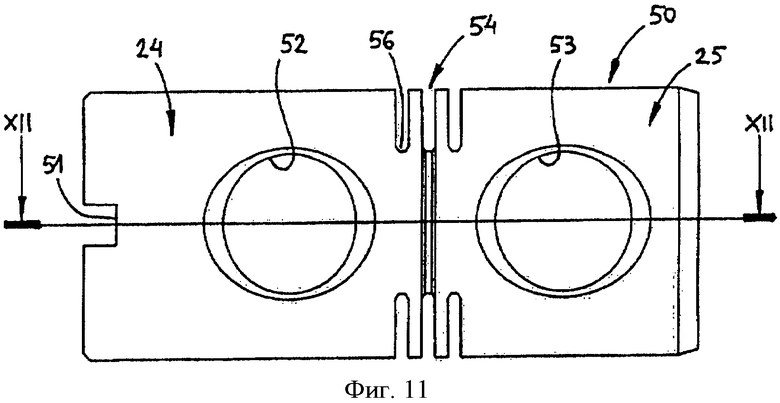
на фиг.11 представлен вид сбоку на штифт, показанный на фиг.10;
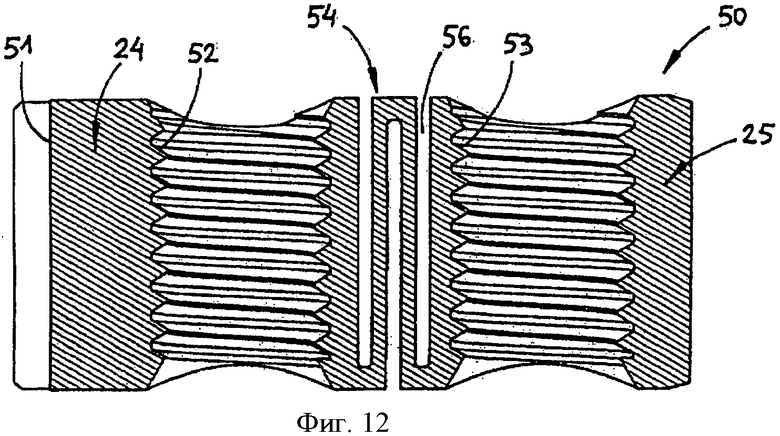
на фиг.12 представлено сечение штифта, показанного на фиг.10, взятое по линии XII-XII на фиг.11;
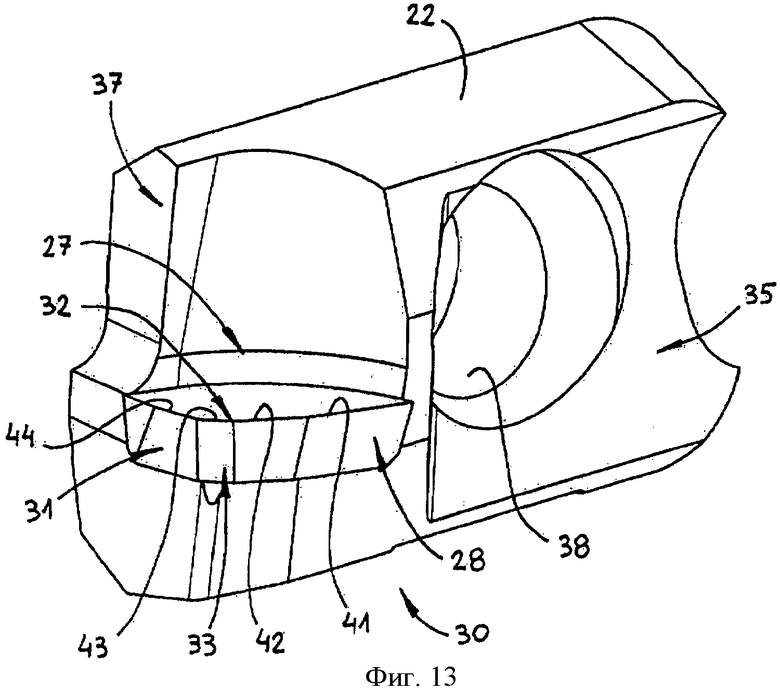
на фиг.13 представлен вид в перспективе на режущий элемент и пластину, показанные на фиг.6;
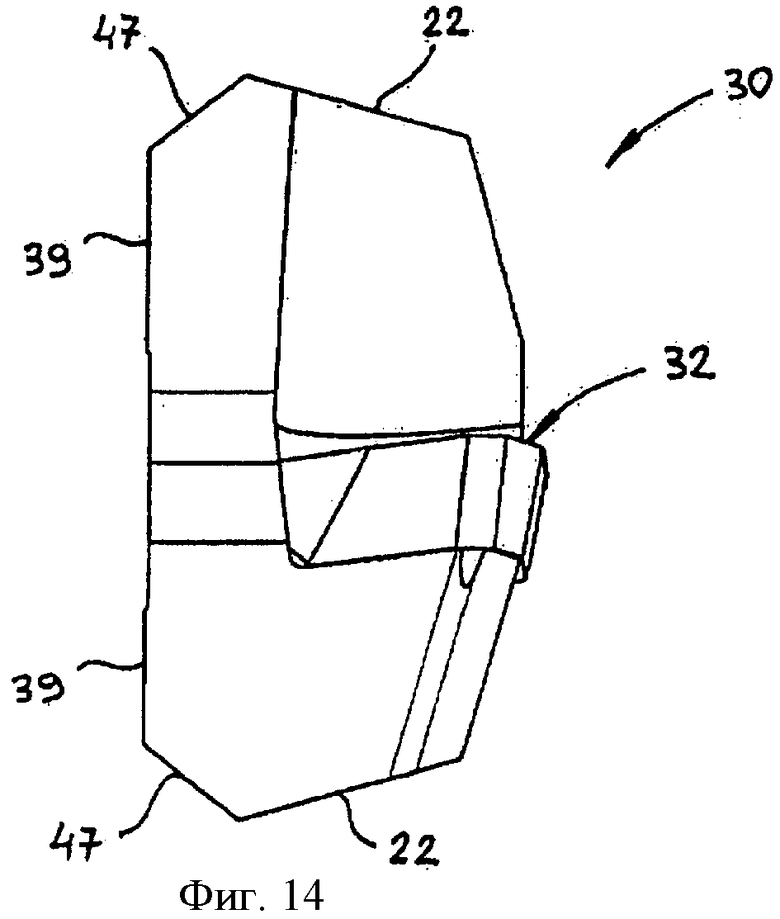
на фиг.14 представлен вид спереди на режущий элемент и пластину, показанные на фиг.13;
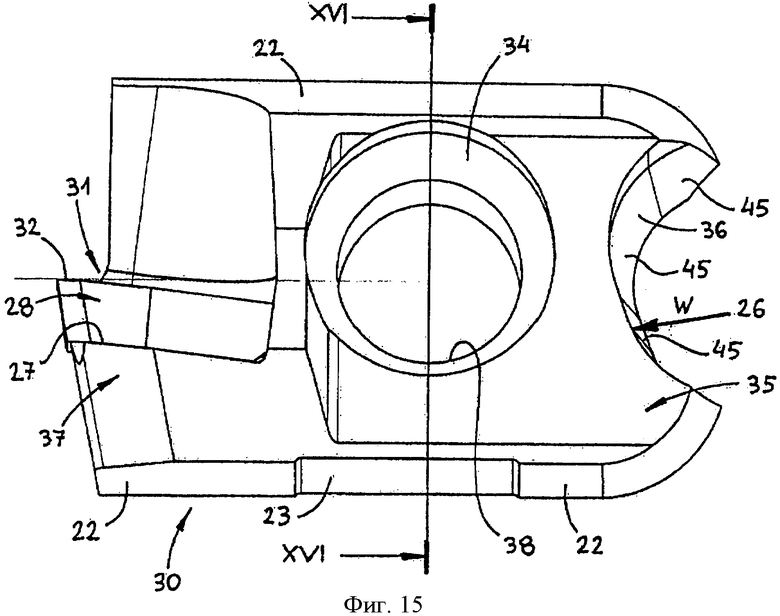
на фиг.15 представлен вид сбоку на режущий элемент и пластину, показанные на фиг.13
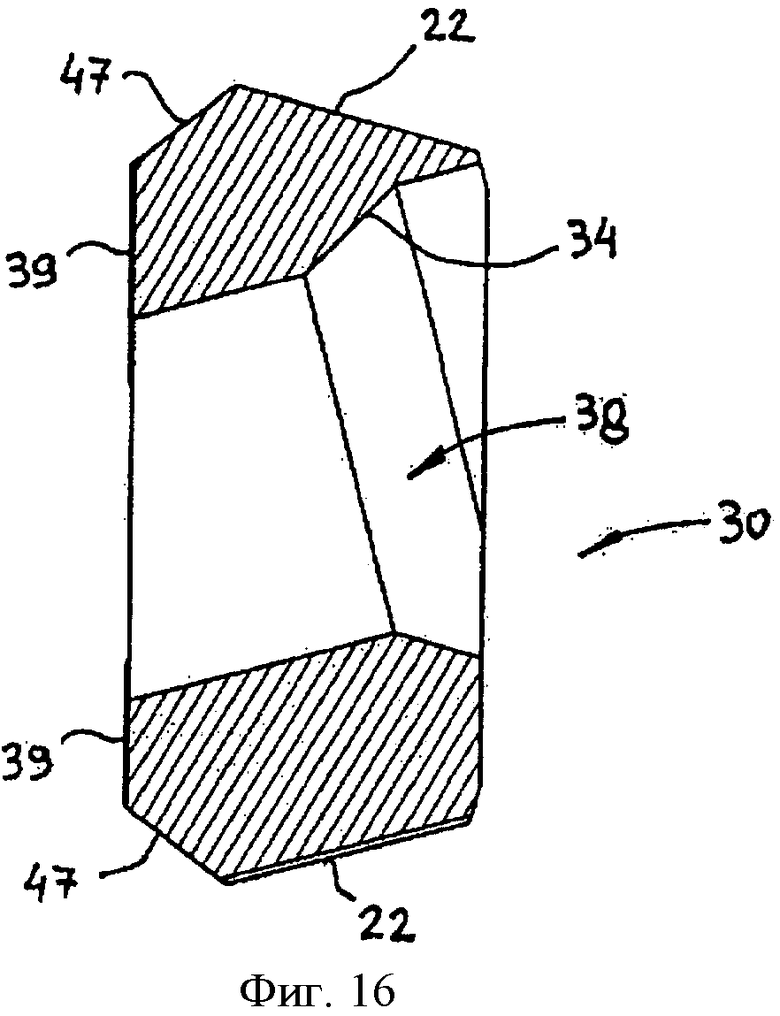
на фиг.16 представлено сечение режущего элемента, показанного на фиг.13, взятое по линии XVI-XVI на фиг.15;
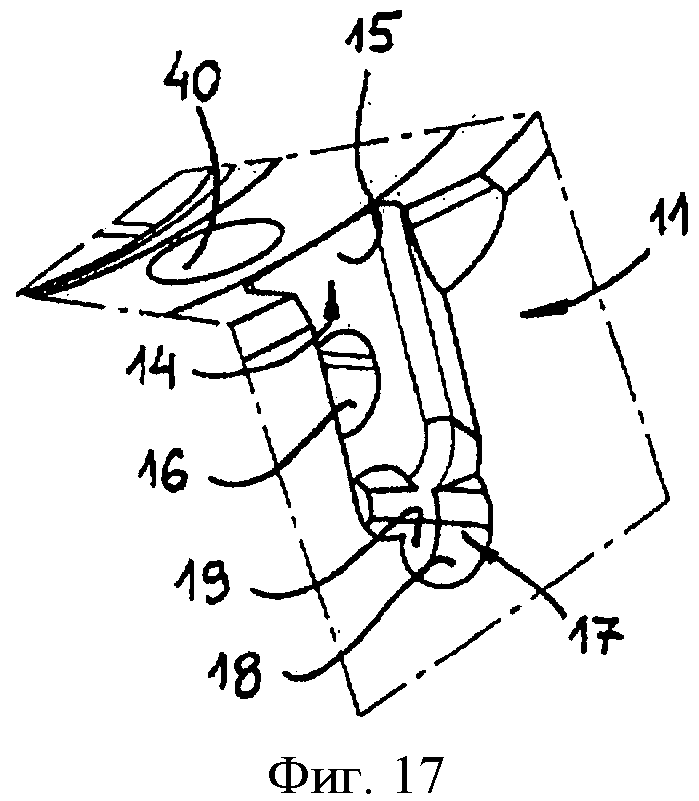
на фиг.17 представлен вид в перспективе на гнездо, показанное на фиг.6;
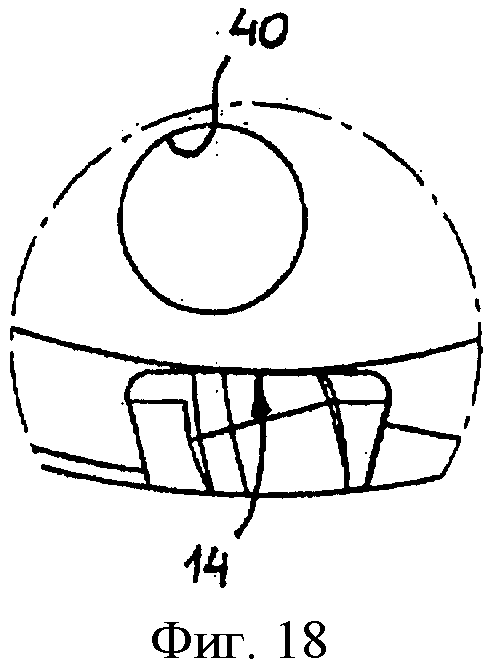
на фиг.18 представлен вид с торца на гнездо, показанное на фиг.17;
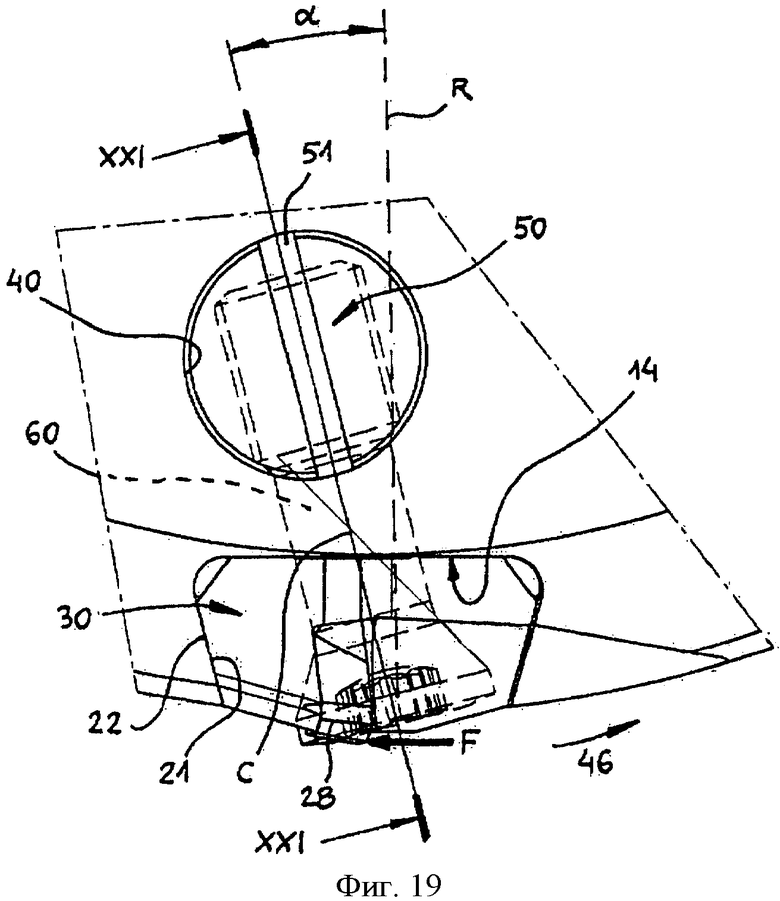
на фиг.19 представлен вид с торца на гнездо, показанное на фиг.18, вместе с обозначенным пунктирными линиями крепежным болтом;
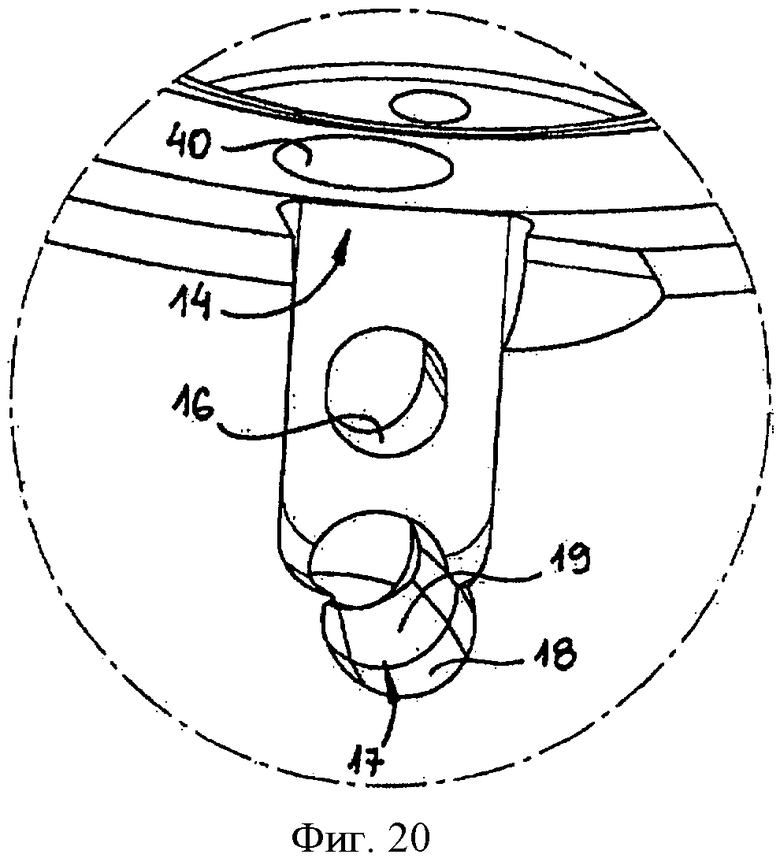
на фиг.20 представлен вид сбоку на гнездо, показанное на фиг.17;
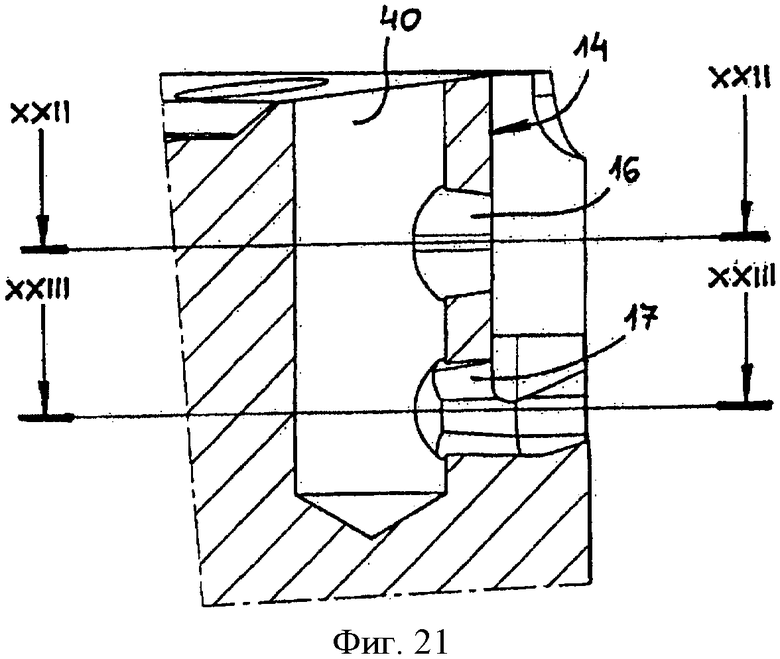
на фиг.21 представлено радиальное сечение гнезда, показанного на фиг.17, взятое по линии XXI-XXI на фиг.19;
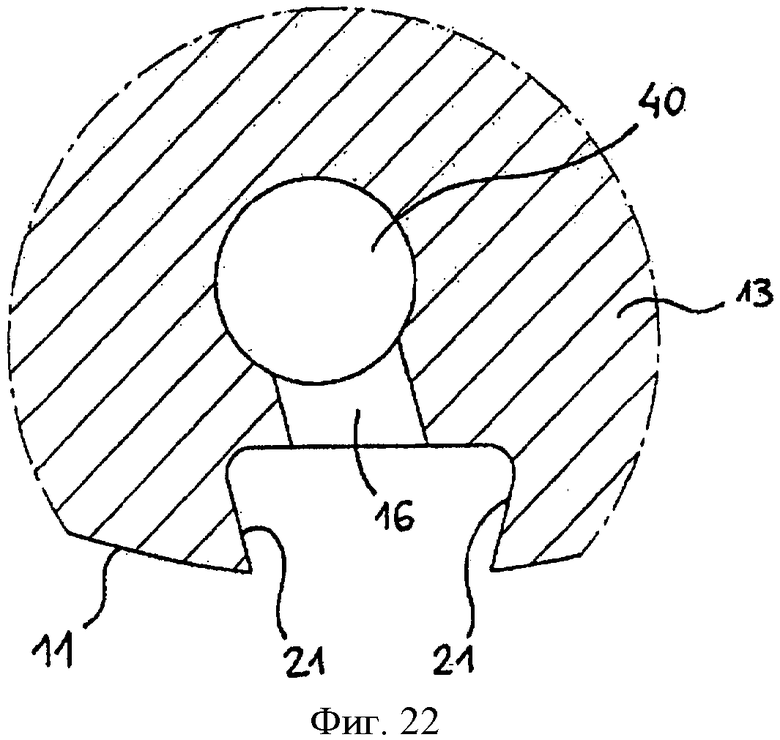
на фиг.22 представлено поперечное сечение гнезда, проходящее через канал для крепежного болта по линии XXII-XXII на фиг.21;
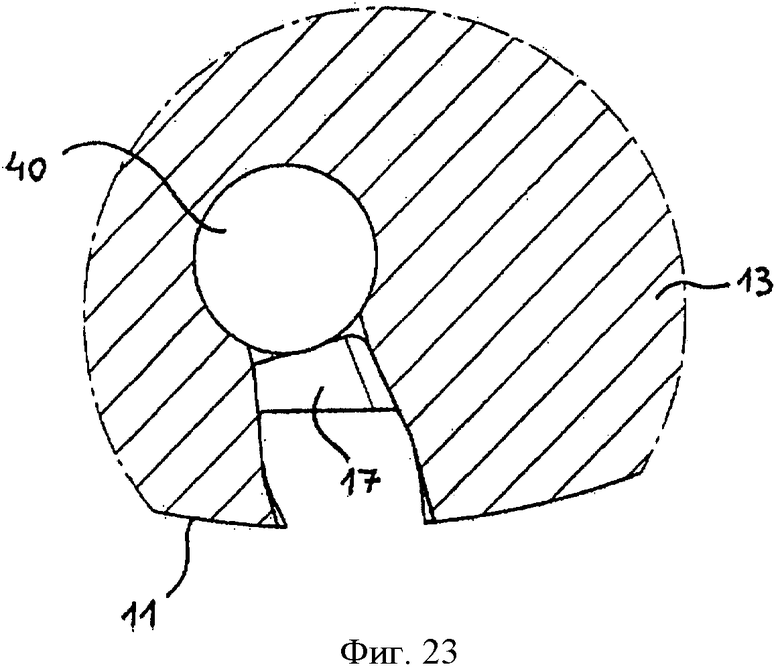
на фиг.23 представлено поперечное сечение гнезда, проходящее через канал для регулировочного болта по линии XXIII-XXIII на фиг.21;
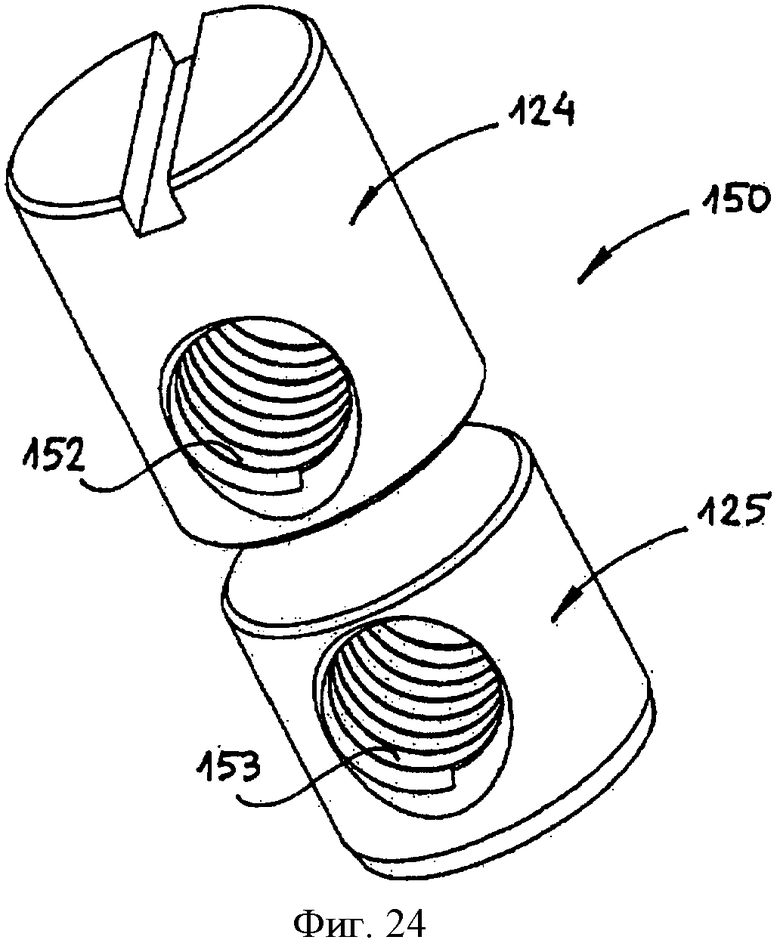
на фиг.24 представлен вид в перспективе на разделенный штифт в соответствии с другим вариантом изобретения;
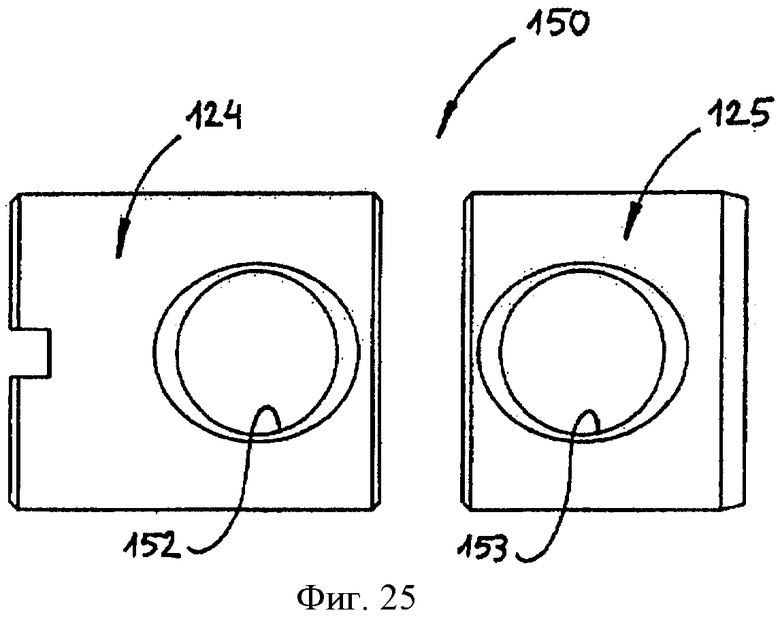
на фиг.25 представлен вид сбоку на разделенный штифт, показанный на фиг.24;
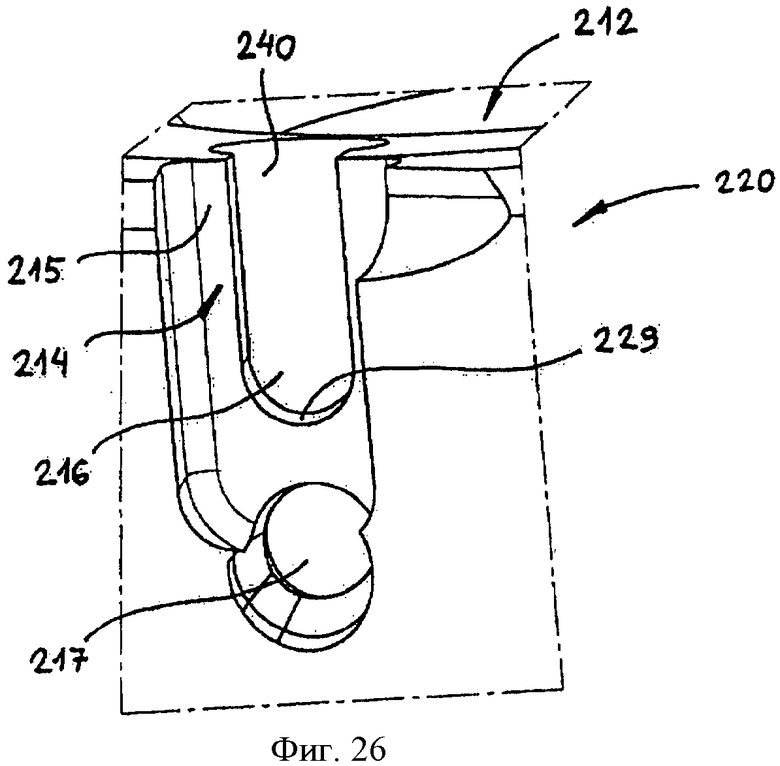
на фиг.26 представлен вид в перспективе на гнездо режущего инструмента в соответствии с другим вариантом изобретения;
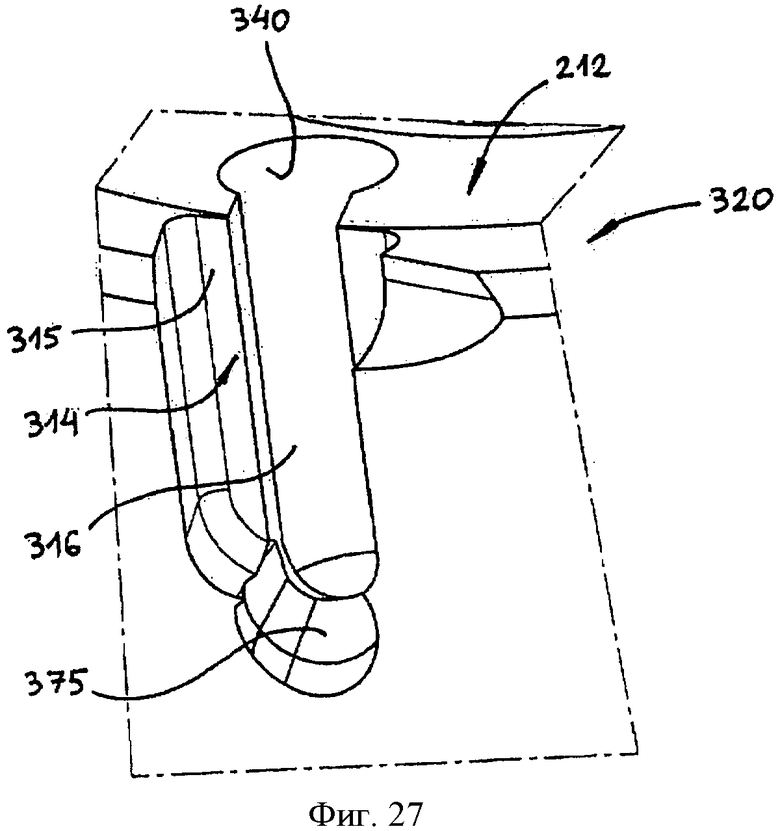
на фиг.27 представлен вид в перспективе на гнездо режущего инструмента в соответствии с другим вариантом изобретения;
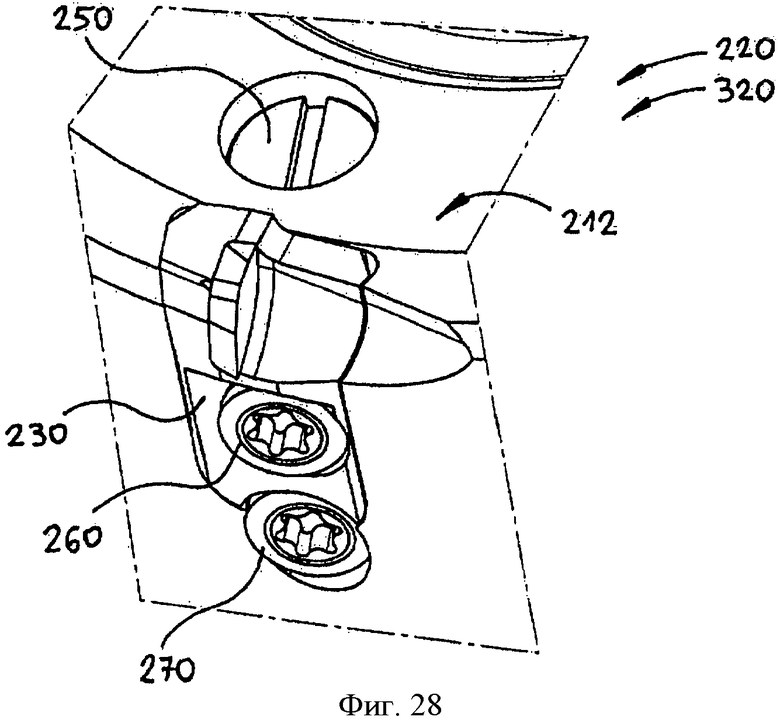
на фиг.28 представлен вид в перспективе на гнездо, показанное на фиг.26 или на фиг.27, со съемно закрепленными штифтом, режущим элементом, крепежным болтом и регулировочным болтом;
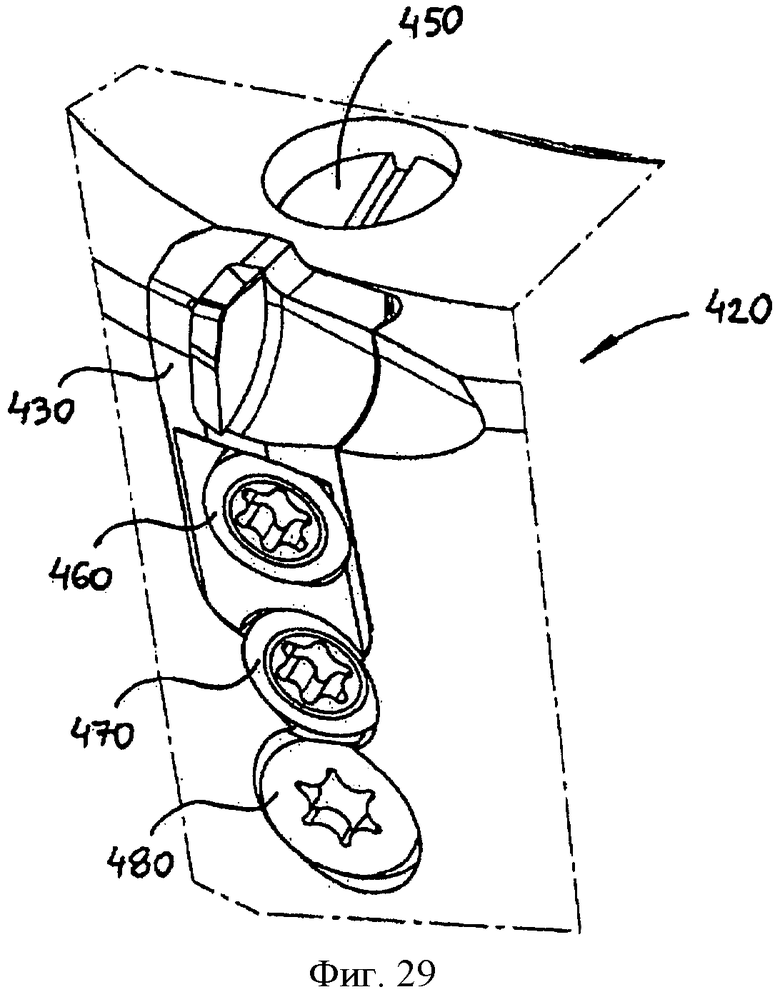
на фиг.29 представлен вид в перспективе на гнездо режущего инструмента в соответствии с другим вариантом изобретения со съемно закрепленными штифтом, режущим элементом, крепежным болтом, регулировочным болтом и фрикционным болтом;
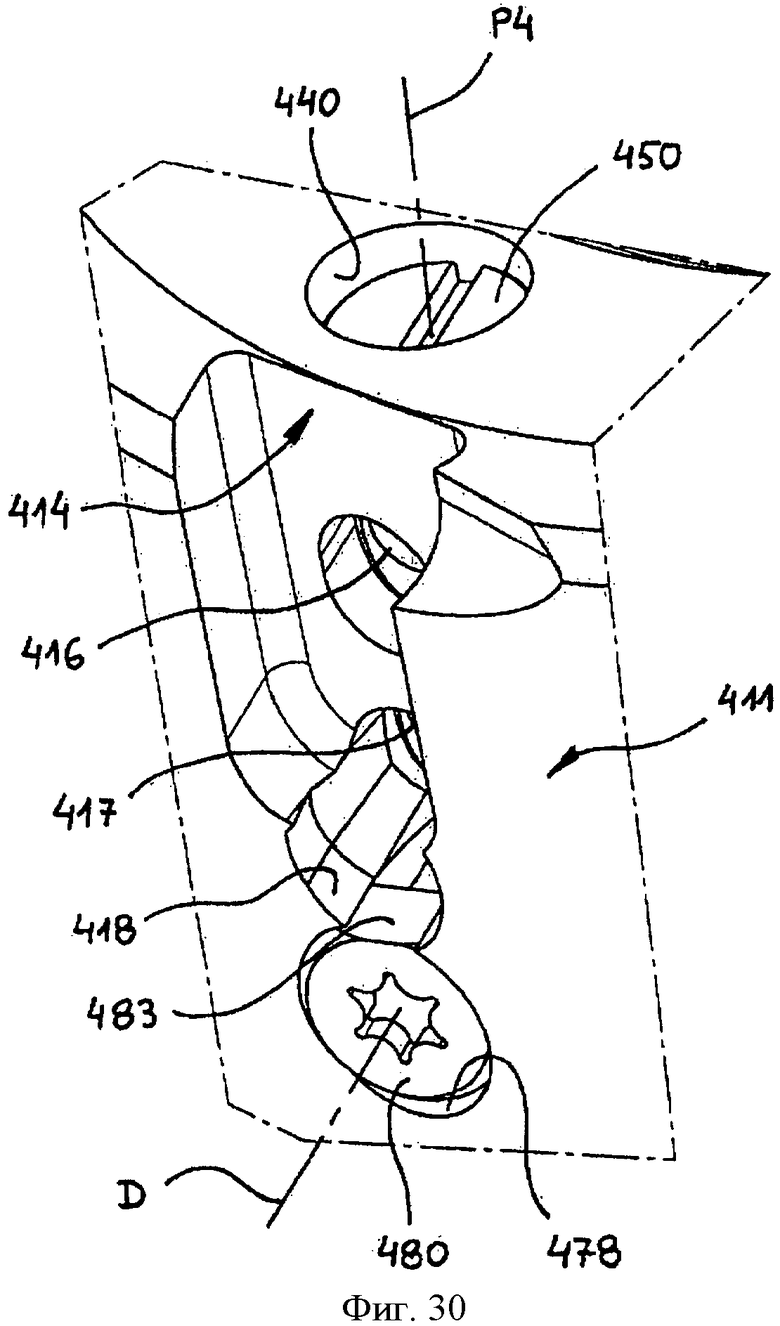
на фиг.30 представлено гнездо, показанное на фиг.29, вместе со штифтом и фрикционным болтом;
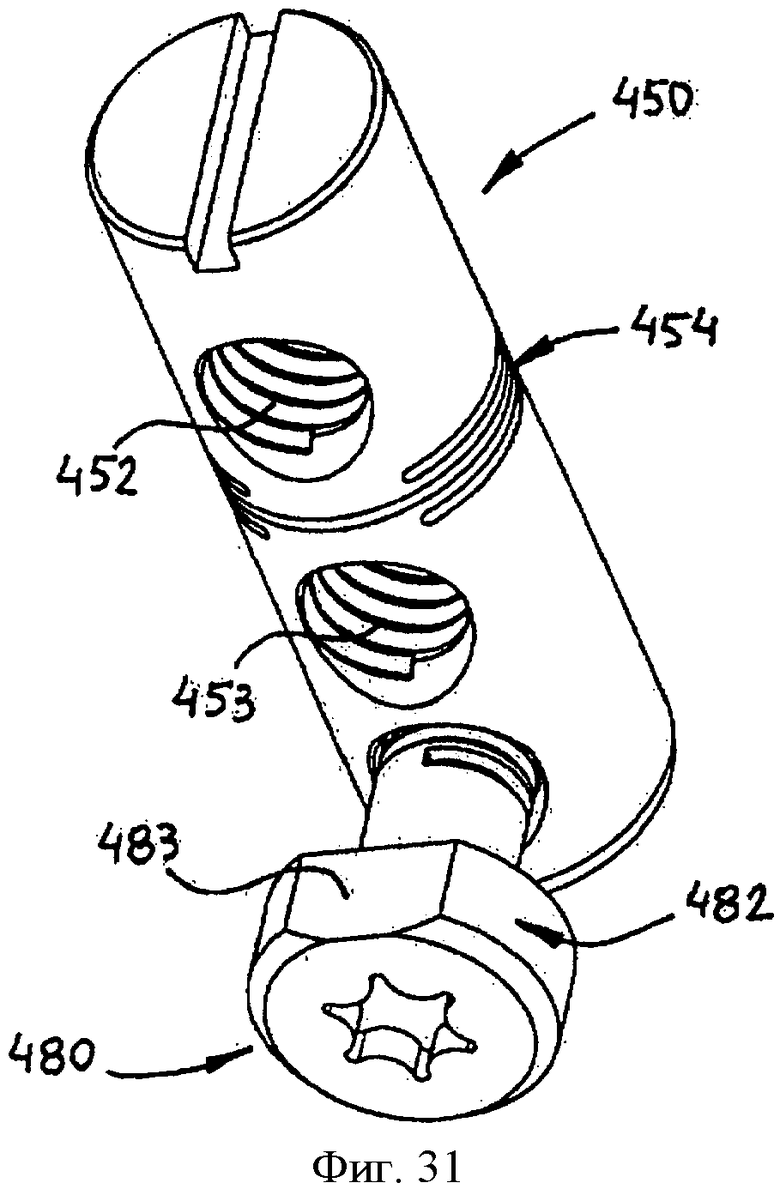
на фиг.31 представлен вид в перспективе на штифт и фрикционный болт, показанные на фиг.30;
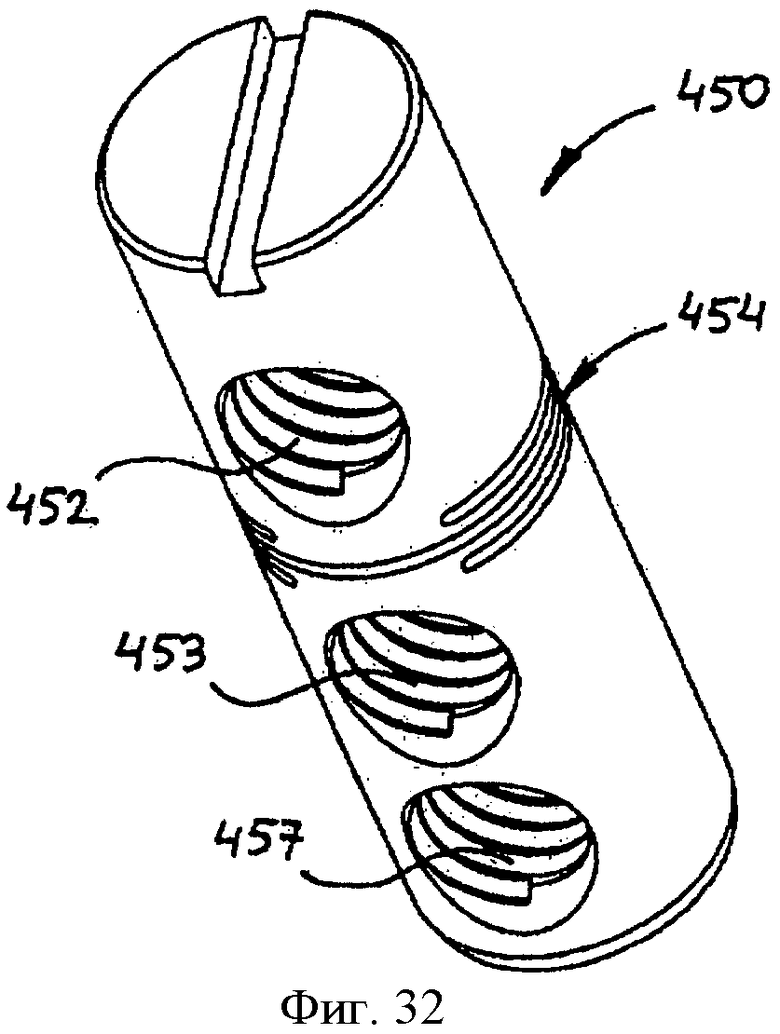
на фиг.32 представлен вид в перспективе на штифт, показанный на фиг.31; и
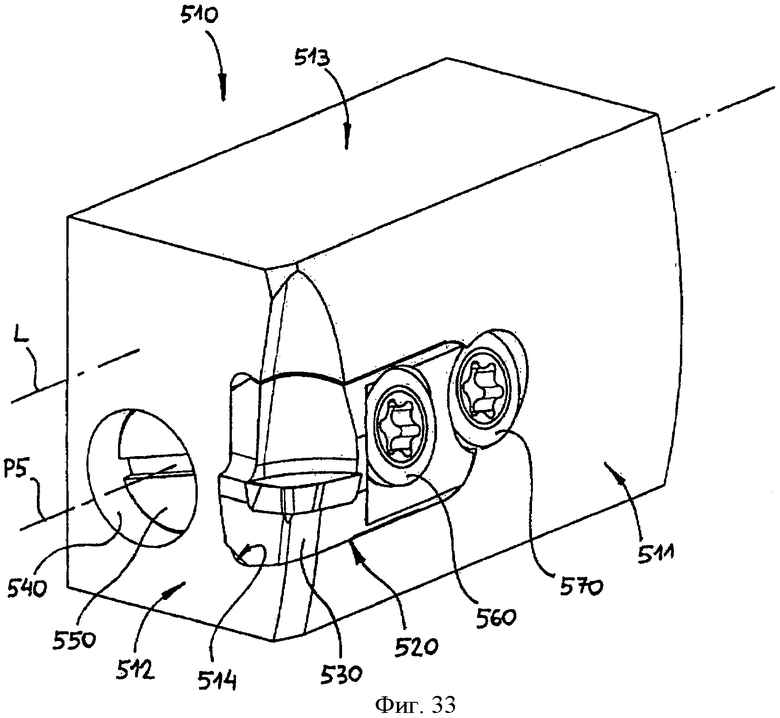
на фиг.33 представлен режущий инструмент в соответствии с другим вариантом изобретения.
Подробное описание изобретения
На фиг.1, 2 и 3 представлена конструкция режущего инструмента 10 для высокоскоростного фрезерования или более предпочтительно для весьма высокоскоростного фрезерования в соответствии с предпочтительным вариантом изобретения. Более конкретно, режущий инструмент 10 имеет корпус 13, выполненный из материала с третьей твердостью. Как правило, для фрезерования с весьма высокими скоростями используют корпус 13, выполненный из алюминия. Корпус 13 имеет в основном цилиндрическую периферийную поверхность 11, проходящую назад от его переднего торца 12 соосно с продольной осью вращения А. Предпочтительно множество гнезд 14 выполнено на периферии переднего торца 12, при этом гнезда 14 могут быть открыты в радиальном направлении наружу и в осевом направлении вперед. В каждом гнезде предпочтительно размещен режущий элемент 30, выполненный из материала, имеющего первую твердость. Режущий элемент 30 может быть выполнен из стали. Режущий элемент 30 имеет одну режущую часть с образованной на ней по меньшей мере одной режущей кромкой 32. Гнездо 14 выполнено с парой проходящих в осевом направлении и сходящихся в радиальном направлении наружу тангенциальных опорных поверхностей 21. Режущий элемент 30 выполнен с парой проходящих в осевом направлении и сходящихся в радиальном направлении наружу тангенциальных опорных поверхностей 22, соответствующих по размеру и форме тангенциальным опорным поверхностям 21 гнезда. Таким образом, гнезда 14 и каждый соответствующий режущий элемент 30 предпочтительно выполнены в форме ласточкина хвоста или клиновой формы, как лучше всего видно на фиг.4 и 8, в результате чего они могут контактировать в радиальном направлении наружу по отношению к корпусу 13. Такое устройство может обеспечить опору для режущего элемента 30 против направленных радиально наружу центробежных сил, воздействующих на него в процессе операции фрезерования с весьма высокими скоростями. Таким образом, режущий элемент 30 имеет дополнительную опору в радиальном направлении на корпус 13, посредством чего уменьшаются напряжения в крепежном элементе 60, возникающие вследствие воздействия центробежных сил на режущий элемент 30. Это обеспечивает более стабильную обработку и более надежный режущий инструмент 10 и дает возможность его безопасного использования при фрезеровании с весьма высокими скоростями. В некоторых вариантах на тангенциальных опорных поверхностях режущего элемента может быть выполнена выборка с заниженной поверхностью 23 (см. фиг.15). Конкретная форма, тип и конструкция режущей части 31, выполнение ее заодно с режущим элементом 30 или съемное закрепление на нем могут быть отражены в различных вариантах. Режущий элемент 30 может быть также режущей пластиной или кассетой с напаянной или прикрепленной другим способом пластиной или со сменной режущей пластиной. В любом случае кассета имеет гнездо 27 для закрепления режущей пластины 28. Крепежная система для закрепления режущего элемента 30 на корпусе 13 фрезы обозначена позицией 20 на фиг.1-3 и показана более подробно на фиг.4-9, а ее отдельные элементы показаны на фиг.10-16.
Каждому гнезду 14 соответствует отверстие 40 под штифт, проходящее от переднего торца 12 корпуса и имеющее ось Р, проходящую в основном параллельно продольной оси вращения А. Однако ось Р отверстия под штифт может быть также наклонена к продольной оси вращения А. В каждом канале 40 размещен штифт 50, имеющий ось N и в основном цилиндрическую форму (см. фиг.10) и соответствующий по форме и размерам отверстию 40. Штифт 50 выполнен из материала, имеющего вторую твердость. Как правило, штифт 50 выполнен из стали. Очевидно, что штифт 50 меньше канала 40 для облегчения вставления в него.
На фиг.1 и 2 также представлены крепежный болт 60 для закрепления режущего элемента 30 на корпусе 13 и регулировочный болт 70 для регулирования положения режущего элемента 30 по отношению к корпусу 13.
На фиг.4-7 представлена крепежная система 20. На фиг.4 представлен вид с торца на крепежную систему, включающую передний торец 55 штифта 50, на котором может быть выполнено средство 51 передачи крутящего момента. Средство 51 передачи крутящего момента может быть выполнено в виде паза или может иметь другие известные формы, например крестообразную, звездообразную, шестиугольную или квадратную. На фиг.4 также более подробно показано гнездо 14, выполненное в корпусе 13, вместе с режущим элементом 30, имеющим режущую пластину 33 и соответствующую режущую кромку 32. На фиг.5 представлен вид в перспективе на эти элементы. Преимущество режущего инструмента 10 в соответствии с изобретением состоит в том, что в корпусе 13 отсутствуют какие-либо резьбы, поскольку он выполнен из алюминия, который является относительно мягким материалом и более подверженным деформации и износу. Как следствие, режущий инструмент 10 противостоит более высоким нагрузкам при повышенных скоростях без проявления негативных эффектов. Как первая твердость режущего элемента 30, так и вторая твердость штифта 50 больше, чем третья твердость корпуса 13.
На фиг.6 представлен в разобранном состоянии вид в перспективе на гнездо 14, штифт 50, канал 40 под штифт и режущий элемент 30 фрезы вместе с крепежным элементом 60 и регулировочным болтом 70. Гнездо 14 включает основание 15 и крепежный канал 16, соединенный с каналом 40 под штифт. Крепежный канал 16 имеет ось С, проходящую в основном радиально наружу от оси Р канала под штифт. Гнездо 14 включает также регулировочное отверстие 17, соединенное с каналом 40 под штифт. Регулировочный канал 17 имеет ось В, проходящую в основном радиально наружу от оси Р канала под штифт. Таким образом, как крепежный канал 16, так и регулировочный канал 17 проходят от основания гнезда и выходят в канал 40 под штифт. Они ориентированы так, что, когда штифт 50 расположен в канале 40, крепежный канал 16 расположен соосно с первым крепежным каналом штифта 50, названным выше крепежным каналом 52, а регулировочный канал 17 расположен соосно со вторым крепежным каналом, названным выше регулировочным каналом 53 в штифте 50.
Средство 51 передачи крутящего момента может служить также индикатором, указывающим направление крепежного канала 52 штифта и регулировочного канала 53 штифта по отношению к каналу 40 под штифт. В качестве альтернативы, отдельный индикатор (не показан) в виде идентификационного индекса может быть выполнен на торцевой поверхности 55 штифта 50.
Крепежный болт 60 имеет первую крепежную часть 61, как правило, в виде резьбового участка, головку 62 и промежуточную часть 63 между ними. Головка 62 крепежного болта 60 имеет наклонную коническую часть 64 (см. фиг.7), являющуюся зажимной частью, наклоненной к промежуточной части 63. В соответствии с альтернативными вариантами наклоненная коническая часть 64 крепежного элемента 60 может не быть конической и может быть наклонена другим образом. Аналогично, регулировочный болт 70 имеет вторую крепежную часть 71, как правило, в виде резьбового участка, головку 72 и промежуточную часть 73 между ними. Головка 72 регулировочного элемента имеет наклонную коническую часть 74, являющуюся регулировочной частью, наклоненной к промежуточной части 73. В соответствии с альтернативными вариантами наклонная коническая часть 74 регулировочного болта 70 может не быть конической и может быть наклонена другим образом.
На фиг.7 представлен в сечении вид сбоку на часть корпуса 13 фрезы, режущий элемент 30, штифт 50, крепежный болт 60 и регулировочный болт 70. Крепежный болт 60 и регулировочный болт 70 предпочтительно имеют резьбовые участки и показаны во взаимодействии с соответствующим крепежным каналом 52 штифта и регулировочным каналом 53, выполненным в штифте 50. Предпочтительно также, штифт 50 выполнен с упругой частью 54 дающей возможность небольшого осевого перемещения вдоль оси канала 40 крепежного канала 52 штифта по отношению к регулировочному каналу 53 штифта. Упругая часть 54, которая может быть выполнена в виде канавок или выборок, обозначенных в основном позицией 56, предпочтительно выполнена для ослабления поперечного сечения между крепежным отверстием 52 штифта, находящимся в крепежной части 24 штифта 50, и регулировочным каналом 53 штифта, находящимся в регулировочной части 25 штифта 50, для увеличения осевой упругости между ними. Упругая часть 54 не обязательно выполнена посредством канавок 56. В качестве альтернативы, соединение между двумя частями штифта 50 может быть выполнено другими подходящими средствами, которые могут быть выполнены заодно со штифтом 50 или отдельно от него.
На фиг.8 представлено взаимодействие крепежного болта 60 с крепежным каналом 52 штифта. Как показано, крепежный болт 60 проходит через крепежное отверстие 38 режущего элемента и за счет этого удерживает его в гнезде 14. На фиг.9 представлено взаимодействие регулировочного болта 70 с регулировочным каналом 53 штифта. Взаимодействие головки 62 крепежного элемента и головки 72 регулировочного болта с соответствующими им по форме наклонными участками может быть видно на этих фигурах. Половина угла конуса β наклонной конической части 74 головки 72 регулировочного болта 70 может быть меньше чем половина угла конуса γ наклонной конической части 64 головки 62 крепежного болта 60. В то время как край головки 72 регулировочного болта 70 контактирует с задней стенкой 75 регулировочного канала 17 гнезда корпуса 13, предпочтительно существует зазор между головкой 72 регулировочного болта 70 и корпусом 13 от края головки 72 регулировочного болта 70 к его промежуточной части 73. Это позволяет регулировочному болту 70 ввинчиваться в штифт 50 для регулировки положения режущего элемента 30. Другими словами, перемещение во внутрь регулировочного болта 70 обеспечивает тонкую осевую регулировку положения режущего элемента 30 по отношению к корпусу 13 при воздействии головки 72 регулировочного болта 70 на вогнутую наклонную часть 36 режущего элемента 30.
На фиг.10-12 более подробно представлена конструкция штифта 50 согласно предпочтительному варианту. Вышеупомянутые уже элементы, а именно паз 51, крепежный канал 52 и регулировочный канал 53, так же как упругая часть 54, обозначенная выборками и/или канавками 56, показаны более подробно на этих фигурах. Во множестве выполненных в качестве альтернативы расположенных единичных канавок каждая канавка 56 предпочтительно перекрывает 80-98% диаметра штифта 50. Более предпочтительно, каждая единичная канавка 56 перекрывает 90-95% диаметра штифта 50. Как правило, выполняется от двух до пяти канавок 56. Более предпочтительным является выполнение трех канавок 56.
На фиг.13-16 представлен один вариант режущего элемента 30 в форме кассеты. Как видно на фиг.13-16, режущий элемент 30 имеет два противолежащих конца. Вблизи первого конца расположена режущая часть 31, которая может быть выполнена с режущей пластиной 33, которая может быть жестко соединена с кассетой или может быть съемно закреплена на кассете и в этом случае предпочтительно выполнена индексируемой.
Режущая часть 31 имеет по меньшей мере одну режущую кромку 32. В соответствии со специальным выполнением режущая кромка 32 имеет четыре участка. Первый участок 41 является периферийной режущей кромкой и проходит в основном параллельно продольной оси вращения А, когда режущий элемент 30 установлен в гнезде 14 корпуса 13. Второй участок 42 режущей кромки проходит внутрь от первого участка 41 и наклонен по отношению к нему. Третий участок 43 режущей кромки проходит внутрь от второго участка 42 и наклонен по отношению к нему и по отношению к продольной оси вращения А. Четвертый участок 44 режущей кромки проходит внутрь от третьего участка 43 и расположен в основном перпендикулярно продольной оси вращения А. Режущая часть 37 расположена около режущей части 31 или на ней. Вблизи второго торца режущего элемента 30, противолежащего режущей части 37, выполнена регулировочная часть 35, лучше всего видимая на фиг.15. Регулировочная часть 35 имеет вогнутую наклонную часть 36 для размещения и взаимодействия определенным образом с регулировочным болтом 70 (на фиг.13-16 не показан) и регулировки его положения при дальнейшем входе регулировочного болта 70 в штифт 50. Тангенциальные опорные поверхности 22 режущего элемента 30, образующие между собой форму ласточкина хвоста, могут быть расположены между режущей частью 37 режущего элемента 30 и его вогнутой регулировочной частью 35.
Предпочтительно, вогнутая наклонная часть 36 образована множеством наклонных сегментов 45. Расположение наклонных сегментов 45 дает возможность определить положение контактного участка между регулировочным болтом 70 и вогнутой наклонной частью 36. Посредством этого контактный участок расположен так, что наклонная коническая часть 74 головки регулировочного болта 70 прикладывает толкающее усилие W к вогнутой наклонной части 36 регулировочной части 35 в основном в направлении, показанном стрелкой 26 на фиг.15, для перемещения режущего элемента 30 в осевом направлении по отношению к корпусу 13. В то же время направление усилия гарантирует, что разнесенные посредством заниженной поверхности 23 тангенциальные опорные поверхности 22 режущего элемента 30 поддерживаются в плотном контакте с соответствующей тангенциальной опорной поверхностью 21, создающей тангенциальную опору режущему элементу 30 под действием тангенциально направленных сил резания, приложенных к нему в процессе обработки. Следовательно, желательно, чтобы сила W, приложенная от наклонной конической головки 74 регулировочного болта 70 к вогнутой наклонной части 36, не была бы параллельна тангенциальным опорным поверхностям 22 с обоих сторон режущего элемента 30, а располагалась поперечно к ним, как показано стрелкой 26.
Как видно на фиг.15, вогнутая наклонная часть 36 отнесена от крепежного отверстия 38, которое имеет наклонную поверхность 34. На фиг.15 и 16 наклонная поверхность 34 крепежного отверстия 38 предназначена для взаимодействия с соответствующей головкой 62 крепежного болта 60 (не показан на фиг.15 и 16). На фиг.16 также показана радиальная опорная поверхность 39 на основании режущего элемента 30. При установке режущего элемента 30 в гнезде 14 корпуса 13 его радиальные опорные поверхности 39 контактируют с основанием 15 гнезда 14.
Как показано на фиг.4, 14 и 16, режущий элемент 30 может быть выполнен с двумя скошенными поверхностями 47, расположенными между его тангенциальными опорными поверхностями 22 и радиальными опорными поверхностями 39. Скошенные поверхности 47 обеспечивают соответствующий зазор для режущего элемента 30 при его установке в гнезде 14 корпуса 13.
Режущий элемент 30 предпочтительно съемно закреплен в гнезде 14 корпуса 13 посредством крепежного болта 60, проходящего через крепежное отверстие 38 режущего элемента, через крепежное отверстие 16 гнезда и ввинченного в крепежный канал 52 штифта. Регулировочный болт 70 проходит через регулировочное отверстие 17 гнезда и ввинчен в регулировочный канал 53 штифта. Головка 72 регулировочного элемента 70 контактирует с вогнутой наклонной частью 36 режущего элемента 30.
На фиг.17-23 представлены конструкция и взаимное расположение канала 40 под штифт и соответствующего гнезда 14, выполненных в корпусе 13. Предпочтительно, корпус 13 имеет больше одного канала 40 под штифт и гнезда 14. Он может иметь относительно большое число каналов 40 под штифт и соответствующих гнезд 14, как показано, например, на фиг.1. Возвращаясь к фиг.17-23, следует отметить, что на них показаны крепежный канал 16 гнезда и регулировочный канал 17 гнезда. В особенности на фиг.21 показано, что эти отверстия 16, 17 гнезда расположены в основном параллельно, чтобы позволить регулировочному болту 70 (на фиг. не показан) определенным образом регулировать положение режущего элемента 30 (на фиг. не показано), установленного в гнезде 14 в определенном положении посредством взаимодействия регулировочного болта 70 со штифтом 50. Регулировочный канал 17 гнезда имеет части, соответствующие частям регулировочного болта 70: цилиндрическую часть 18 вблизи периферийной поверхности 11 и коническую часть 19, сходящуюся к каналу 40 под штифт. Вид с торца на взаимодействие описанных выше элементов, в особенности крепежного болта 60, представлен на фиг.19. Предпочтительная ориентация крепежного и регулировочного отверстий 16, 17 гнезда показана также на фиг.22 и 23.
Как показано на фиг.19, ось С крепежного отверстия гнезда наклонена по отношению к радиальному направлению R режущего инструмента 10 на угол α. Ось С крепежного отверстия гнезда наклонена назад по отношению к направлению вращения 46 режущего инструмента 10. Угол α гарантирует, что режущий элемент 30 будет поджат в тангенциальном направлении к гнезду 14 корпуса 13, и, следовательно, тангенциальная опорная поверхность 22 на одной стороне режущего элемента 30 будет плотно контактировать с соответствующей тангенциальной опорной поверхностью 21. Более того, тангенциальная сила резания F, приложенная к режущей пластине 28, в процессе обработки стремится поджать ту же тангенциальную опорную поверхность 22 режущего элемента к тангенциальной опорной поверхности 21 гнезда, содействуя таким образом жесткому закреплению режущего элемента 30 в гнезде 14.
Ниже будет описана сборка режущего инструмента 10 в соответствии с фиг.1-23. Сборка включает следующие действия:
1 - Размещение штифта 50 в канале 40.
2 - Соосную установку крепежного и регулировочного каналов 52, 53 штифта с крепежным и регулировочным каналами 16, 17 гнезда.
Это действие выполняется только в случае необходимости. Например, если после размещения штифта 50 в отверстии 40 его крепежный и регулировочный каналы 52, 53 уже сосны с крепежным и регулировочным каналами 16, 17 гнезда, это действие не выполняется. Более того, если штифт 50 и канал 40 под него не являются цилиндрическими и относительный поворот между ними невозможен, тогда это действие также не выполняется.
3 - Вставление режущего элемента 30 в осевом направлении назад от переднего торца 12 в гнездо 14 корпуса 13 так, что радиальные опорные поверхности 39 режущего элемента 30 и его тангенциальные опорные поверхности 22 скользят соответственно по основанию 15 гнезда и его тангенциальным опорным поверхностям 21.
4 - Вставление крепежного болта 60 через крепежное отверстие 38 режущего элемента, через крепежный канал 16 гнезда и ввинчивание крепежного болта 60 в крепежный канал 52 штифта без окончательного затягивания.
5 - Вставление регулировочного болта 70 в вогнутую наклонную часть 36 режущего элемента 30 через регулировочный канал 17 гнезда и частичное ввинчивание в регулировочный канал 53 штифта.
6 - Продолжение затягивания регулировочного болта 70 так, что его головка 72 опирается на цилиндрический участок 18 регулировочного отверстия 17 гнезда. Одновременно наклонная коническая часть 74 головки регулировочного болта надавливает в осевом направлении вперед на вогнутую наклонную часть 36 режущего элемента 30.
7 - Продолжение затягивания регулировочного болта 70 так, что режущий элемент 30 перемещается в осевом направлении вперед по отношению к корпусу 13 до достижения им требуемого осевого положения по отношению к другим режущим элементам в корпусе 13 так, что режущие кромки 32 всех режущих элементов 30 расположены на одном уровне.
8 - Окончательное затягивание крепежного болта 60 для прочного удерживания режущего элемента 30 в гнезде 14.
9 - Окончательное затягивание регулировочного болта 70.
В случае, если необходимо переместить режущий элемент 30 в осевом направлении назад, действие 7 может быть выполнено после открепления регулировочного болта 70, что позволяет режущему элементу 30 быть смещенным в осевом направлении назад. Если упругая часть 54, соединяющая две части штифта 50 растянута, она сожмется и, соответственно, режущий элемент 30 переместится в осевом направлении назад.
На фиг.24 и 25 представлен альтернативный вариант второго штифта 150, который может быть использован в крепежной системе 20. Второй штифт 150 состоит из двух раздельных частей. Первой частью является крепежная часть 124, а второй частью - регулировочная часть 125. Крепежная часть 124 разделенного штифта 150 имеет крепежный канал 152, а его регулировочная часть 125 имеет регулировочный канал 153. Разделенный штифт 150 дает возможность небольшого осевого перемещения его регулировочной части 125 по отношению к крепежной части 124, когда регулировочный болт 70 (не показан на фиг.24 и 25) ввинчен в регулировочный канал 153 штифта. Крепежная часть 124 может быть соединена с регулировочной частью 125 с помощью любого подходящего средства (не показано), которое будет ограничивать относительный поворот между ними и давать возможность соосного расположения регулировочного отверстия 153 штифта с регулировочным каналом 17 гнезда. Крепежная часть 124 может быть соединена с регулировочной частью 125 посредством, например, выступа и паза, Т-образного паза, пружины, резины, устройства в виде ласточкиного хвоста, штифта и им подобных.
На фиг.28 представлена собранная крепежная система, соответствующая любому из двух вариантов изобретения: крепежной системе 220 или крепежной системе 320, которые будут описаны подробно ниже. Крепежная система 220 и крепежная система 320 имеют штифт 250, режущий элемент 230, крепежный болт 260 и регулировочный болт 270, которые аналогичны соответствующим элементам крепежной системы 20, описанной выше. Крепежный болт 260 и регулировочный болт 270 съемно закрепляют режущий элемент 230 в гнезде и взаимодействуют со штифтом 250 аналогичным образом, как описано для крепежной системы 20.
Крепежная система 220, представленная на фиг.26, имеет гнездо 214 и соответствующий канал 240 под штифт в основном аналогичные гнезду 14 и каналу 40 под штифт в крепежной системе 20. Гнездо 214 может иметь форму ласточкиного хвоста аналогичную гнезду 14, описанному выше, и соответствующую режущему элементу 230. Гнездо 214 включает регулировочный канал 217, соединенный с каналом 240 под штифт и в основном аналогичный регулировочному каналу 17, описанному выше. Однако крепежное отверстие гнезда вместо канала, который имеет крепежный канал 16 гнезда, описанный выше, выполнен в форме крепежного паза 216 гнезда. Крепежный паз 216 гнезда соединяется с каналом 240 под штифт и проходит от основания 215 гнезда до выхода в канал 240. Крепежный паз 216 гнезда проходит также в осевом направлении вперед от своего основания 229 к переднему торцу 212 корпуса. В крепежном пазу 216 гнезда и регулировочном канале 217 гнезда размещены крепежный болт и регулировочный болт соответственно в основном аналогично размещению в крепежном канале 16 гнезда и регулировочном канале 17 гнезда крепежного болта 60 и регулировочного болта 70 соответственно, описанному выше. Таким образом, в крепежной системе 220 крепежный болт 260 размещен в крепежном пазу 216 гнезда, а регулировочный элемент 270 размещен в регулировочном канале 217 гнезда.
Крепежная система 320, представленная на фиг.27, имеет гнездо 314 и соответствующий канал 340 под штифт в основном аналогичные гнезду 14 и отверстию 40 под штифт в крепежной системе 20. Гнездо 314 может иметь форму ласточкина хвоста, аналогичную гнезду 14, описанному выше, и соответствующую режущему элементу 230. В гнезде 314 отсутствует отдельный регулировочный канал такой, как регулировочный канал 17 гнезда. Крепежное отверстие гнезда выполнено в форме продолговатого паза 316, соединенного с каналом 340 под штифт и проходящего от основания 315 гнезда к выходу в канал 340 под штифт. Крепежный паз 316 проходит также в осевом направлении вперед от его основания 375 к переднему торцу 212 корпуса. Основание 375 крепежного паза выполнено в основном аналогично задней стенке 75 регулировочного канала 17 гнезда, описанного выше. В крепежной системе 320 крепежный элемент 260 размещен в продолговатом крепежном пазу 316 гнезда так же, как в крепежной системе 220.
Крепежная система 420 в соответствии с другим вариантом изобретения представлена на фиг.29 и 30. Крепежная система 420 включает режущий элемент 430, крепежный болт 460, регулировочный болт 470 и гнездо 414, которое может иметь форму ласточкина хвоста и в котором размещен режущий элемент 430, гнездо 414 имеет также крепежный канал 416 и регулировочный канал 417, при этом все перечисленные элементы в основном аналогичны соответствующим элементам крепежной системы 20, описанной выше. Канал 440 под штифт, имеющее ось Р4, соответствует гнезду 414 крепежной системы 420, как описано выше для крепежной системы 20. Крепежная система 420 включает также фрикционный болт 480 и фрикционный канал 478, расположенный в гнезде вблизи и по существу параллельно регулировочному каналу 417. Фрикционный канал 478 имеет ось D, проходящую в основном радиально наружу от оси Р4 отверстия под штифт. Фрикционный канал 478 проходит от периферийной поверхности 411 корпуса к выходу в канал 440 под штифт.
В каждом канале 440 размещен штифт 450, подробно показанный на фиг.31. Штифт 450 имеет крепежный канал 452 и регулировочный канал 453 так же, как эластичную часть 454, в основном аналогичные соответствующим элементам, описанным выше в отношении штифта 50. Штифт 450 имеет также фрикционный канал 457, расположенный вблизи регулировочного канала 453. Все три канала штифта ориентированы так, что, когда штифт 450 расположен в канале 440, все каналы гнезда, а именно: крепежный канал 416, регулировочный канал 417 и фрикционный канал 478, расположены соосно соответствующим крепежному 452, регулировочному 453 и фрикционному 457 каналам штифта 450.
Крепежный болт 460 и регулировочный болт 470 съемно закрепляют режущий элемент 430 в гнезде 414 и взаимодействуют со штифтом 450 аналогично тому, как описано для крепежной системы 20. Фрикционный болт 480 может иметь три основные части: головку 482, промежуточную часть и резьбовую часть, взаимодействующую с фрикционным каналом 457 штифта. Более подробно форма фрикционного болта 480 в части его головки 482 представлена на фиг.31. Конструкция фрикционного болта 480 и, в частности, его головки 482 могут быть рассмотрены на фиг.29-31. Головка 482 опорного элемента имеет периферийный участок 483, примыкающий к цилиндрическому участку 418 регулировочного канала 417 гнезда, когда фрикционный болт 480 размещен во фрикционном канале 478 и фрикционном канале штифта 457. Таким образом, когда регулировочный болт 470 взаимодействует со штифтом 450 для регулировки положения режущего элемента 430, головка 472 регулировочного болта контактирует с периферийным участком 483 головки фрикционного болта. Следовательно, в случае если головка регулировочного болта изготовлена из более твердого материала, чем материал корпуса, включая внутреннюю поверхность регулировочного канала, эта внутренняя поверхность не будет иметь фрикционного контакта с головкой регулировочного болта.
В других вариантах изобретения (не показаны) режущий инструмент может иметь по меньшей мере одно гнездо, включающее фрикционный канал и фрикционный болт, как описано для гнезда 414, и крепежный паз гнезда, аналогичный крепежным пазам 216, 316 гнезда, описанным по отношению к фиг.26 и 27.
На фиг.33 схематично представлен невращающийся режущий инструмент 510, который может быть использован при точении, отрезке и обработке канавок в соответствии с другим вариантом изобретения. Режущий инструмент 510 содержит корпус 513 с продольной осью L, определяющей направление спереди назад, и парой противолежащих периферийных поверхностей 511, проходящих назад от переднего торца 512. По меньшей мере одна крепежная система 520 расположена, в передней части корпуса 513. Гнездо 514 крепежной системы 520 открыто в сторону переднего торца 512 и в сторону одной из периферийных поверхностей 511. Соответствующий гнезду 514 канал 540 под штифт проходит назад от переднего торца 512. Канал 540 имеет ось Р5, которая может проходить параллельно продольной оси L. Однако ось Р5 канала под штифт может быть наклонена к продольной оси L корпуса 513. Крепежная система 520 в основном аналогична описанной выше крепежной системе 20 и включает режущий элемент 530, крепежный болт 560 и регулировочный болт 570. Штифт 550 может быть аналогичен как штифту 50, описанному по отношению к крепежной системе 20, так и разделенному штифту 150, описанному по отношению к фиг.24 и 25. Однако в других вариантах изобретения любые крепежные элементы 220, 320 420, описанные выше, могут быть использованы.
Хотя настоящее изобретение было описано с некоторой степенью конкретности, следует понимать, что могут быть выполнены любые изменения и дополнения, не выходящие за рамки объема изобретения, определенного в приведенной ниже формуле изобретения. Например, применение системы, описанной выше для крепления элемента к корпусу и регулирования его положения относительно корпуса, не ограничено только режущими инструментами и может включать другие виды инструментов таких, как выглаживающие инструменты.
Изобретение относится к машиностроению и может быть использовано, например, при фрезеровании заготовок. Режущий инструмент содержит вращающийся или невращающийся корпус с продольной осью и имеет передний торец и периферийную поверхность, продолжающуюся назад от переднего торца, по меньшей мере один канал под штифт на переднем торце корпуса и по меньшей мере одно гнездо на периферийной поверхности корпуса. Гнездо выполнено с крепежным отверстием, сообщающимся с по меньшей мере одним каналом под штифт и содержащим крепежный и регулировочный каналы. В по меньшей мере одном гнезде размещен режущий элемент, выполненный с крепежным отверстием. В по меньшей мере одном канале под штифт размещен штифт, содержащий первый и второй крепежные резьбовые каналы. Режущий элемент съемно прикреплен к корпусу посредством крепежного болта, имеющего первую крепежную часть, взаимодействующую с первым крепежным каналом штифта. Регулировочный болт, имеющий вторую крепежную часть, взаимодействует со вторым крепежным каналом штифта и примыкает к режущему элементу. Приведена конструкция системы для закрепления режущего элемента в корпусе режущего инструмента и последовательность сборки режущего инструмента. Повышается стойкость и долговечность режущего инструмента. 3 н. и 12 з.п. ф-лы, 33 ил.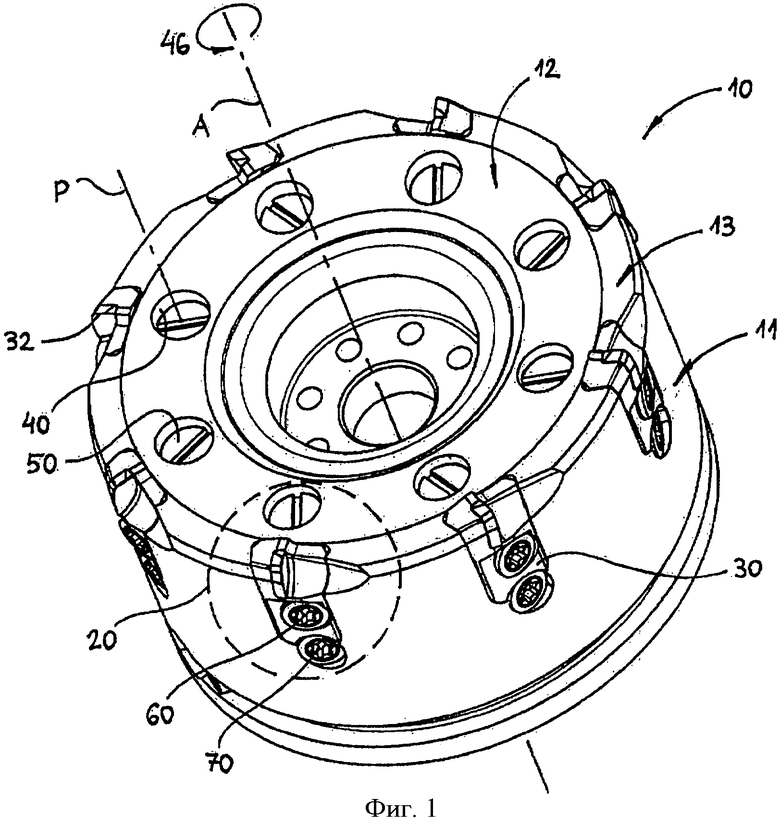
1. Режущий инструмент (10,510), содержащий
вращающийся (13) или невращающийся (513) корпус (13, 513), имеющий продольную ось (A, L) и содержащий
передний торец (12, 212, 512) и периферийную поверхность (11, 411, 511), продолжающуюся назад от переднего торца,
по меньшей мере один канал (40, 240, 340, 440, 540) под штифт, выполненный на переднем торце корпуса, и
по меньшей мере одно гнездо (14, 214, 314, 414, 514), выполненное на периферийной поверхности корпуса и имеющее крепежное отверстие, сообщающееся с по меньшей мере одним каналом под штифт, при этом крепежное отверстие содержит крепежный канал (16, 216, 316, 416) и регулировочный канал (17, 217, 417),
режущий элемент (30, 230, 330, 430, 530), размещенный в по меньшей мере одном гнезде и содержащий крепежное отверстие (38),
штифт (50, 150, 250, 450, 550), размещенный в по меньшей мере одном канале под штифт и содержащий первый крепежный канал (52, 152, 452) и второй крепежный канал (53, 153, 453), при этом первый и второй крепежные каналы выполнены резьбовыми,
крепежный болт (60, 260, 460, 560), имеющий первую крепежную часть (61), взаимодействующую с первым крепежным каналом штифта и съемно прикрепляющий режущий элемент к корпусу, и
регулировочный болт (70, 270, 470, 570), имеющий вторую крепежную часть (71), взаимодействующую со вторым крепежным каналом штифта и примыкающий к режущему элементу.
2. Инструмент (10, 510) по п.1, в котором штифт (50, 150, 250, 450, 550) разделен по меньшей мере на две части (24, 25; 124, 125).
3. Инструмент (10, 510) по п.1, в котором штифт (50, 150, 250, 450, 550) имеет упругую часть (54, 454) между первым крепежным каналом (52, 152, 452) и вторым крепежным каналом (53, 153, 453).
4. Инструмент (10, 510) по п.3, в котором упругая часть (54, 454) содержит по меньшей мере одну выборку или канавку (56), расположенную между первым крепежным каналом (52, 152, 452) и вторым крепежным каналом (53, 153, 453).
5. Инструмент (10, 510) по п.1, в котором на торцевой поверхности (55) штифта выполнено по меньшей мере одно средство (51) передачи крутящего момента, предназначенное для поворота штифта (50, 150, 250, 450, 550) и выравнивания первого и второго крепежных каналов (52, 152, 452; 53, 153, 453) штифта с крепежным отверстием гнезда корпуса, при этом средство передачи крутящего момента представляет собой индикатор, указывающий направление крепежных каналов.
6. Инструмент (10, 510) по п.1, в котором
режущий элемент (30, 230, 430, 530) имеет по меньшей мере одну наклонную часть (36), отнесенную от крепежного отверстия (38), при этом по меньшей мере одна наклонная часть выполнена в вогнутой регулировочной части (35) режущего элемента, противолежащей его режущей части (37);
регулировочный болт (70, 270, 470, 570) имеет наклонную часть (74) головки, взаимодействующую с по меньшей мере одной наклонной частью (36) режущего элемента для регулировки режущего элемента до требуемого положения по отношению к корпусу (13, 513).
7. Инструмент (10, 510) по п.1, в котором
штифт (450) дополнительно содержит третий канал (457), корпус содержит фрикционный канал (478), продолжающийся от периферийной поверхности корпуса к каналу под штифт, и
фрикционный болт (480), взаимодействующий с фрикционным
каналом и третьим каналом, а регулировочный болт (70, 270, 470, 570) имеет головку (72), которая примыкает к периферийной части (483) головки (482) фрикционного болта.
8. Инструмент (10, 510) по п.1, в котором режущий элемент (30, 230, 430, 530) содержит вставляемую режущую пластину (28), прикрепленную режущую пластину (33) или кассету (30) для вставляемой режущей пластины или прикрепленной режущей пластины, при этом кассета содержит гнездо (27) для установки вставляемой режущей пластины или прикрепленной режущей пластины.
9. Инструмент (10, 510) по п.1, в котором режущий элемент (30, 230, 430, 530) имеет форму ласточкина хвоста.
10. Инструмент (10, 510) по п.9, в котором по меньшей мере одно гнездо (14, 214, 314, 414, 514) выполнено с тангенциальными опорными поверхностями (21), имеющими форму ласточкина хвоста, соответствующую форме ласточкина хвоста тангенциальных опорных поверхностей (22) режущего элемента, при этом в собранном положении режущего инструмента по меньшей мере одна тангенциальная опорная поверхность (22) режущего элемента примыкает к соответствующей тангенциальной опорной поверхностью (21) гнезда.
11. Инструмент (10, 510) по п.1, в котором
режущий элемент (30, 230, 430, 530) выполнен из материала, имеющего первую твердость,
штифт (50, 150, 250, 450, 550) выполнен из материала, имеющего вторую твердость, а
корпус (13, 513) выполнен из материала, имеющего третью твердость,
при этом как первая твердость, так и вторая твердость больше, чем третья твердость.
12. Инструмент (10, 510) по п.1, в котором регулировочный болт (70, 270, 470, 570) примыкает к наклонному участку (36) режущего элемента так, что сила (W), приложенная регулировочным болтом к режущему элементу, направлена поперечно (26) к тангенциальным опорным поверхностям (22) режущего элемента.
13. Инструмент (10, 510) по п.1, в котором ось крепежного канала (С) гнезда наклонена от радиального направления (R) режущего инструмента под углом (α) и назад по отношению к направлению вращения (46) режущего инструмента.
14. Система для закрепления режущего элемента (30, 230, 430, 530), выполненного из материала с первой твердостью, на корпусе (13, 513 режущего инструмента, выполненном из материала со второй твердостью, меньшей твердости первого материала, содержащая
штифт (50, 150, 250, 450, 550), имеющий продольную ось (N) и по меньшей мере первый крепежный канал (52, 152, 452) и второй крепежный канал (53, 153, 453) и выполненный из материала с третьей твердостью, большей твердости второго материала,
крепежный болт (60, 260, 460, 560), имеющий зажимную часть (64), выполненную для съемного закрепления режущего элемента на корпусе режущего инструмента, и первую крепежную часть (61), выполненную для съемного закрепления в первом крепежном канале штифта, и
регулировочный болт (70, 270, 470, 570), имеющий регулировочную часть (74), выполненную для регулирования положения режущего элемента по отношению к корпусу режущего инструмента, и вторую крепежную часть (71), выполненную для съемного закрепления во втором крепежном канале штифта.
15. Способ сборки режущего инструмента (10, 510), включающий введение штифта (50, 150, 250, 450, 550), имеющего крепежный канал (52, 152, 452) и регулировочный канал (53, 153, 453), в канал (40, 240, 340, 440, 540) под штифт, продолжающийся в осевом направлении назад от переднего торца (12, 212, 512) корпуса (13, 513) режущего инструмента,
введение режущего элемента (30, 230, 430, 530) в осевом направлении назад от переднего торца в гнездо (14, 214, 314, 414, 514) корпуса режущего инструмента, расположенное на периферийной поверхности (11, 411, 511) корпуса режущего инструмента так, что радиальные опорные поверхности (39) режущего элемента и тангенциальные опорные поверхности (22) режущего элемента скользят соответственно по основанию (15) гнезда и его тангенциальным опорным поверхностям (21),
введение крепежного болта (60, 260, 460, 560) через крепежное отверстие (38) режущего элемента, через крепежное отверстие (16, 216, 316, 416), выполненное в гнезде корпуса режущего инструмента, и ввинчивание крепежного болта в крепежный канал штифта без окончательного затягивания,
введение регулировочного болта (70, 270, 470, 570) под вогнутую наклонную часть (36) режущего элемента, через крепежное отверстие гнезда и частичное ввинчивание в регулировочный канал штифта,
продолжение затягивания регулировочного болта так, что его головка (72, 472) опирается на цилиндрическую часть (18, 418) крепежного отверстия гнезда и, одновременно, наклонная часть (74) головки регулировочного болта нажимает, по существу, в осевом направлении вперед на вогнутую наклонную часть (36) режущего элемента,
продолжение затягивания регулировочного болта с перемещением режущего элемента в осевом направлении вперед по отношению к корпусу режущего инструмента до достижения им требуемого осевого положения по отношению к другим режущим элементам в корпусе режущего инструмента так, что все режущие кромки (32) всех режущих элементов располагаются на одном и том же уровне,
окончательное затягивание крепежного болта до прочного закрепления режущего элемента в гнезде,
окончательное затягивание регулировочного болта,
после введения штифта выравнивание его каналов с крепежным отверстием гнезда,
отвинчивание регулировочного болта и перемещение режущего элемента в осевом направлении назад.
| US 5160228 А, 03.11.1992 | |||
| Режущий инструмент | 1981 |
|
SU1007841A1 |
| Торцово-цилиндрическая фреза | 1991 |
|
SU1757791A1 |
| РЕЖУЩИЙ ИНСТРУМЕНТ | 2000 |
|
RU2186659C2 |
| FR 2851738 A, 09.03.2004 | |||
| Способ приготовления мыла | 1923 |
|
SU2004A1 |

