ПРЕДПОСЫЛКИ СОЗДАНИЯ ИЗОБРЕТЕНИЯ
Изобретение касается фрезерной головки, а также режущей фрезерной пластины, используемых для выполнения операций стружкообразования и удаления материала. Более конкретно данное изобретение имеет отношение к фрезерной головке, а также к режущей фрезерной пластине, используемым для выполнения операций стружкообразования и удаления материала, где для снижения избыточного тепла в зоне контакта между режущей пластиной и образовавшимися стружками реализована улучшенная подача охлаждающей жидкости в место, расположенное рядом с зоной контакта между режущей фрезерной пластиной и рабочей заготовкой (например, зона контакта между режущей пластиной и образовавшимися стружками).
При выполнении операции стружкообразования и удаления материала (например, операции фрезерования) в зоне контакта между режущей фрезерной пластиной и местом снятия стружки с рабочей заготовки генерируется тепло (например, зона контакта между режущей пластиной и образовавшимися стружками). Хорошо известно, что излишнее тепло может оказать отрицательное воздействие на срок службы режущей фрезерной пластины (то есть снизить или укоротить его). Можно определить, что более короткий срок службы фрезы приводит к увеличению операционных затрат и снижению общей производительности металлообработки. Отсюда возникают легко воспринимаемые как очевидные преимущества, связанные с уменьшением уровня тепла в зоне контакта между режущей пластиной и образовавшимися стружками.
В этом отношении в патенте США № 6053669, выданном Лагербергу, обсуждается важность снижения уровня тепла в зоне контакта между режущей пластиной и образовавшимися стружками. Если говорить более конкретно, то Лагерберг упоминает о том, что при достижении режущей фрезерной пластиной, изготовленной из твердых сплавов, определенной температуры ее сопротивление пластической деформации уменьшается. Уменьшение пластической деформации повышает риск поломки режущей фрезерной пластины. В патенте США № 5775854, выданном Уэртхейму, указывается, что повышение рабочей температуры приводит к снижению твердости режущей пластины с последующим возрастанием ее износа. В каждом из патентов, выданных Лагербергу и Уэртхейму, обсуждается важность подачи охлаждающей жидкости в зону контакта между режущей пластиной и образовавшимися стружками.
В других патентных документах раскрываются различные методы или системы для подачи охлаждающей жидкости в зону контакта между режущей пластиной и стружками. В этом отношении патент США № 6045300, выданный Энтону (Antoun), раскрывает применение поступления больших объемов охлаждающей жидкости под высоким давлением для решения проблемы теплообразования в зоне контакта между режущей фрезерной пластиной и образовавшимися стружками. В опубликованной заявке на патент США № 2003/00820118, поданной Кремером, показано применение канавок, расположенных между режущей фрезерной пластиной и верхней пластиной. Через эти канавки протекает охлаждающая жидкость, предназначенная для устранения тепла, которое генерируется в зоне контакта между режущей головкой и стружками. В патенте США № 5901623, выданном Хонгу, показана система подачи охлаждающей жидкости, в качестве которой используется жидкий азот, в зону контакта между режущей фрезерной пластиной и образовавшимися стружками.
Легко становится очевидным тот факт, что при выполнении операции стружкообразования и удаления материала более высокие рабочие температуры в зоне контакта между режущей пластиной и образовавшимися стружками могут оказать пагубное влияние на срок службы фрезы, которое приведет к ее преждевременной поломке и/или чрезмерному износу. Отсюда, крайне желательно обеспечить создание такой шпиндельной бабки фрезерного станка (например, фрезерной бабки), а также режущей пластины (например, режущей фрезерной пластины), используемой для выполнения операций стружкообразования и удаления материала, которые отличаются тем, что в зону контакта между режущей фрезерной пластиной и рабочей заготовкой осуществляется улучшенная подача охлаждающей жидкости (то есть в зону контакта между режущей пластиной и образовавшимися стружками, представляющую собою место на рабочей заготовке, где происходит стружкообразование).
При выполнении операции фрезерования стружки, отсоединяемые от рабочей заготовки, могут иногда прилипать (например, в результате сваривания) к поверхности режущей пластины (например, режущей фрезерной пластины). Возникающее таким образом нагромождение налипших стружек на режущей пластине является нежелательным фактом, который может отрицательно повлиять на рабочие характеристики режущей пластины и, следовательно, на всю операцию по удалению налипшего материала.
Таким образом, будет крайне желательным создание узла режущего инструмента (например, узла фрезерной головки), а также режущей пластины (например, режущей фрезерной пластины), используемых для выполнения операций стружкообразования и удаления материала, в процессе которых в зону контакта между режущей пластиной и образовавшимися стружками осуществляется увеличенная подача охлаждающей жидкости, что улучшает смазывание зоны контакта между режущей пластиной и образовавшимися стружками. Результатом улучшения смазывания зоны контакта между режущей пластиной и стружками является снижение тенденции их прилипания к режущей пластине.
При выполнении таких операций металлообработки резанием, как, например, фрезерование, могут возникать ситуации, когда стружки, прилипая к режущей пластине, не выходят за пределы зоны контакта между режущей пластиной и образовавшимися стружками. Когда стружки не выходят за пределы зоны контакта между режущей пластиной и образовавшимися стружками, существует вероятность их повторного разрезания. Нежелательно, чтобы режущая пластина фрезы повторно разрезала стружки после их снятия с рабочей заготовки. Поток охлаждающей жидкости, подаваемый в зону контакта между режущей пластиной и образовавшимися стружками, облегчит их удаление из этой зоны, в результате чего минимизируется вероятность повторного разрезания стружек.
Таким образом, будет крайне желательным создание группы узлов системы режущего инструмента (например, узла фрезерной головки), а также режущей пластины (например, режущей фрезерной пластины), используемых для выполнения операций стружкообразования и удаления материала, при которых в зону контакта между режущей пластиной и образовавшимися стружками осуществляется увеличенная подача охлаждающей жидкости, которая приводит к снижению вероятности повторного разрезания стружек. Результатом увеличенного потока охлаждающей жидкости в зону контакта между режущей пластиной и образовавшимися стружками является улучшенное удаление стружек вблизи зоны контакта с последующим снижением вероятности повторного разрезания стружек.
СУЩНОСТЬ ИЗОБРЕТЕНИЯ
В одном из вариантов выполнения изобретение представляет собой режущую пластину, используемую при стружкообразовании и для удаления материала и на которую подается охлаждающая жидкость. Режущая пластина включает корпус режущей пластины, имеющий, по меньшей мере, одну зону резания. Корпус режущей пластины содержит проточный канал для входа охлаждающей жидкости, через который она может протекать. Корпус режущей пластины имеет переднюю поверхность, содержащую, по меньшей мере, одну отдельную выемку, сообщающуюся с проточным каналом для входа охлаждающей жидкости. Отдельная выемка соответствует зоне резания и проходит в направлении зоны резания.
В другом варианте выполнения изобретение представляет собой узел режущей пластины, используемый при стружкообразовании и для удаления материала, при этом узел режущей пластины устанавливается в гнездо корпуса режущего инструмента, при этом охлаждающая жидкость может вытекать из отверстия в гнезде. Узел режущей пластины содержит корпус режущей пластины, имеющий, по меньшей мере, две отдельные зоны резания. Корпус режущей пластины содержит проточный канал для входа охлаждающей жидкости, выровненный с отверстием в гнезде для протекания охлаждающей жидкости по этому проточному каналу для входа охлаждающей жидкости. Корпус режущей пластины включает переднюю поверхность, содержащую, по меньшей мере, две отдельные выемки, при этом каждая из них соответствует одной из зон резания. Каждая из отдельных выемок проходит в направлении соответствующей ей зоны резания. Узел режущей пластины содержит отклоняющее устройство, примыкающее к корпусу режущей пластины, при этом отклоняющее устройство имеет впускное отверстие, выровненное с проточным каналом для входа охлаждающей жидкости для приема охлаждающей жидкости в проточный канал для входа охлаждающей жидкости. Отклоняющее устройство содержит желобок для охлаждающей жидкости, сообщающийся с впускным отверстием и выровненный в направлении одной выбранной зоны резания, в результате чего желобок для охлаждающей жидкости и отдельная выемка, соответствующая выбранной зоне резания, образуют канал для прохождения охлаждающей жидкости в направлении выбранной зоны резания.
В еще одном варианте выполнения изобретение представляет собой отклоняющее устройство, используемое в комбинации с режущей пластиной. Отклоняющее устройство содержит центральную часть, содержащую впускное отверстие для приема потока охлаждающей жидкости из режущей пластины. Центральная часть дополнительно содержит желобок для охлаждающей жидкости, сообщающийся со впускным отверстием. Желобок для охлаждающей жидкости проходит в радиальном направлении наружу от впускного отверстия. Желобок для охлаждающей жидкости содержит удаленный конусообразный фланец.
В еще одном варианте выполнения изобретение представляет собой узел фрезерной головки, используемый при стружкообразовании и для удаления материала, при этом охлаждающая жидкость подается к фрезерной головке из источника охлаждающей жидкости. Фрезерная головка содержит корпус фрезерной головки, содержащий емкость для охлаждающей жидкости, сообщающуюся с источником охлаждающей жидкости. Корпус фрезерной головки дополнительно содержит гнездо с отверстием, сообщающимся с емкостью для охлаждающей жидкости. Именно корпус режущей пластины имеет, по меньшей мере, две отдельные зоны резания. Корпус режущей пластины содержит проточный канал для входа охлаждающей жидкости, выровненный с отверстием в гнезде для прохождения охлаждающей жидкости через проточный канал для входа охлаждающей жидкости. Корпус режущей пластины имеет переднюю поверхность, по меньшей мере, с двумя отдельными выемками, при этом каждая из них соответствует одной зоне резания и проходит в направлении соответствующей ей зоны резания. Имеется отклоняющее устройство, примыкающее к корпусу режущей пластины, причем отклоняющее устройство имеет впускное отверстие, выровненное с проточным каналом для входа охлаждающей жидкости для приема ее в этот проточный канал для входа охлаждающей жидкости. Отклоняющее устройство включает желобок для охлаждающей жидкости, сообщающийся со впускным отверстием и выровненный с выбранной зоной резания, в результате чего желобок для охлаждающей жидкости и отдельная выемка, соответствующая одной из выбранных зон резания, образуют канал для прохождения потока охлаждающей жидкости в направлении выбранной зоны резания.
КРАТКОЕ ОПИСАНИЕ ФИГУР
Ниже представлено краткое описание чертежей, которые составляют часть данной патентной заявки:
На ФИГ. 1 представлена аксонометрическая проекция конкретного осуществления узла фрезерной головки, при этом корпус фрезерной головки содержит гнезда, расположенные через интервалы по окружности, и некоторые из этих гнезд показаны пустыми (то есть без узла режущей фрезерной пластины в этом месте), а два гнезда показаны как те, что содержат узел режущей фрезерной пластины, где стрелками показано движение потока охлаждающей жидкости;
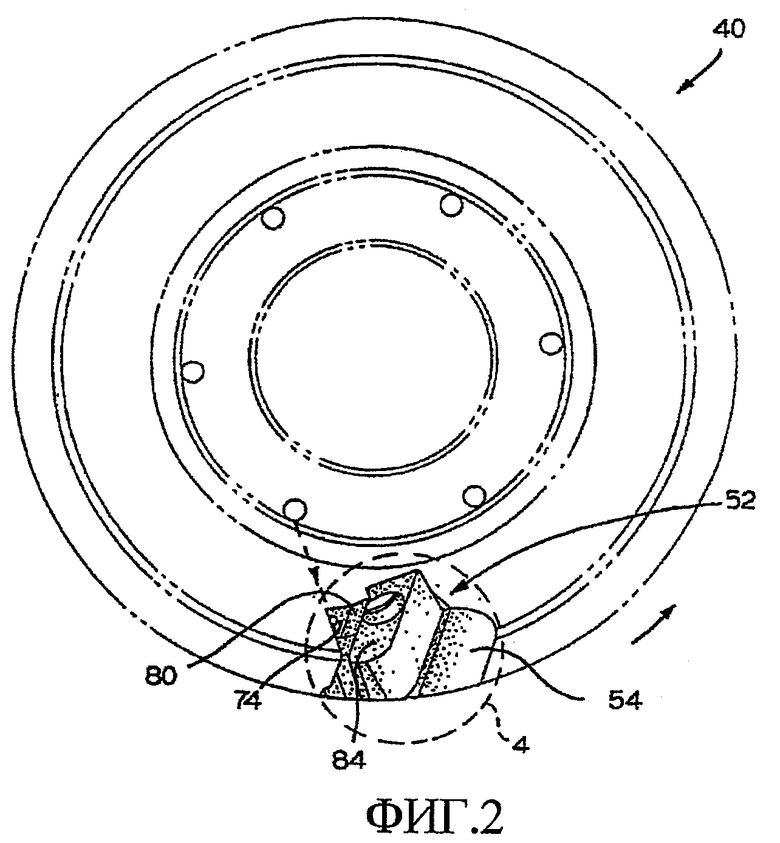
На ФИГ. 2 представлена аксонометрическая горизонтальная проекция одного гнезда, которое находится на режущем краю корпуса фрезерной головки, где показана направляющая вогнутая поверхность и участок опорной поверхности и где гнездо демонстрируется в окружении корпуса фрезерной головки, показанном на фигуре с внутриобъемными деталями;
На ФИГ. 3 представлена аксонометрическая боковая проекция одного гнезда, которое находится на режущем краю корпуса фрезерной головки, где показаны направляющая вогнутая поверхность и участок опорной поверхности, и отличается тем, что демонстрируется в окружении корпуса фрезерной головки, показанном на рисунке с внутриобъемными деталями;
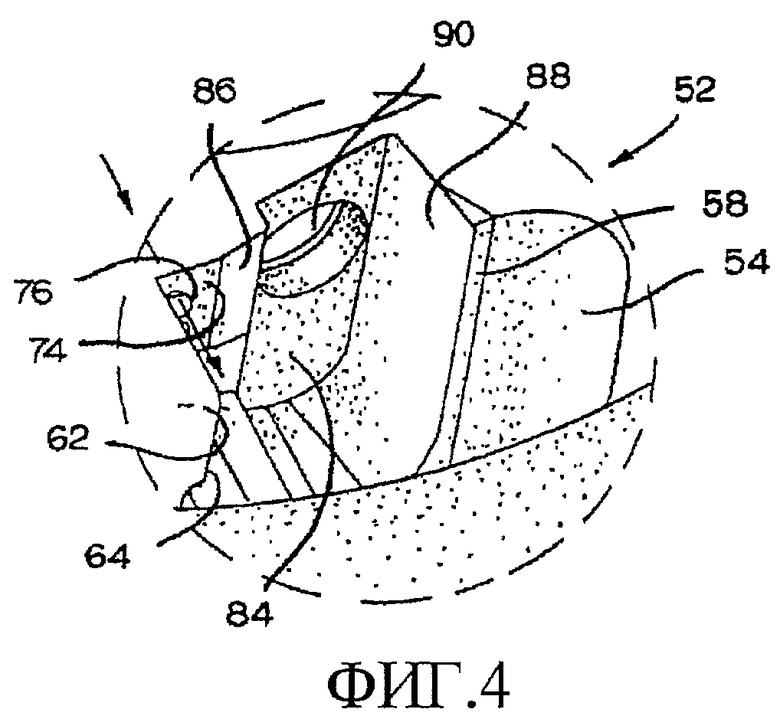
На ФИГ. 4 представлена увеличенная аксонометрическая проекция гнезда, обведенного кружком 4 на ФИГ. 2;
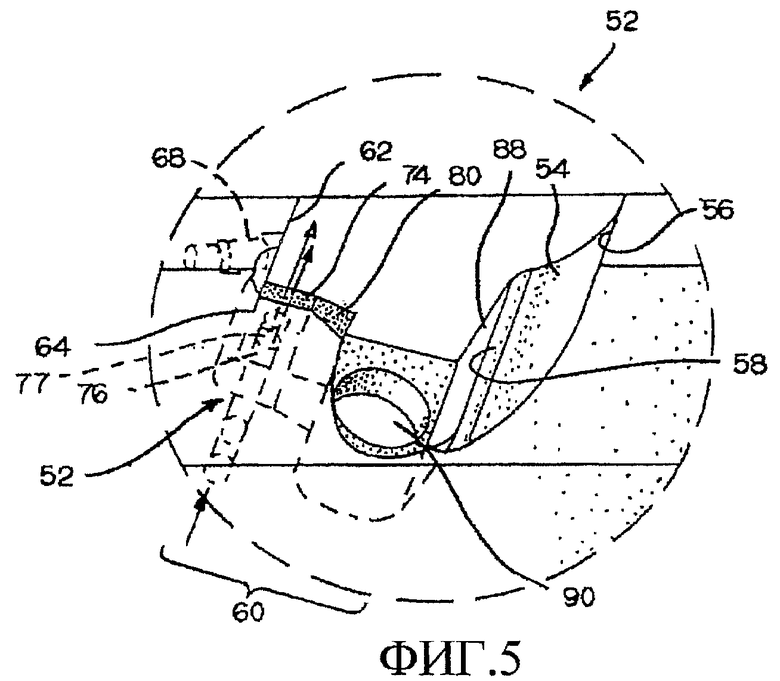
На ФИГ. 5 представлена увеличенная аксонометрическая проекция гнезда, обведенного кружком 5 на ФИГ. 3;
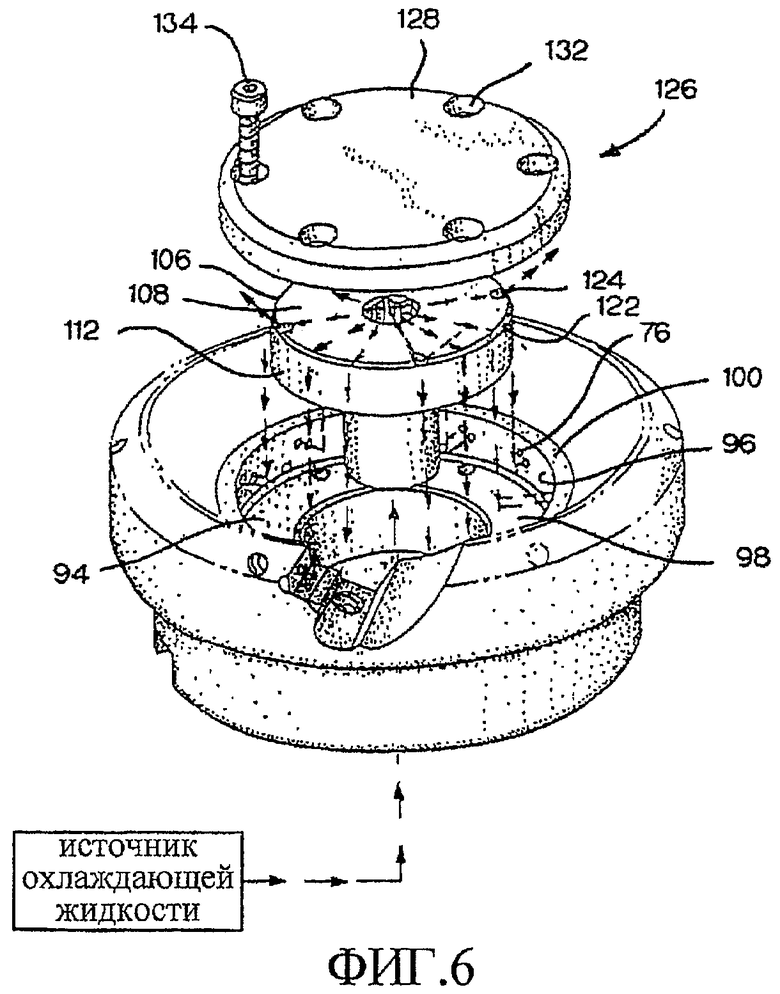
На ФИГ. 6 представлена аксонометрическая проекция узла фрезерной головки на ФИГ. 1, где показан корпус фрезерной головки вместе с крышкой емкости и стопорным винтом, которые отделены от корпуса фрезерной головки с целью представления центральной емкости для охлаждающей жидкости, где прохождение потока охлаждающей жидкости указано стрелками;
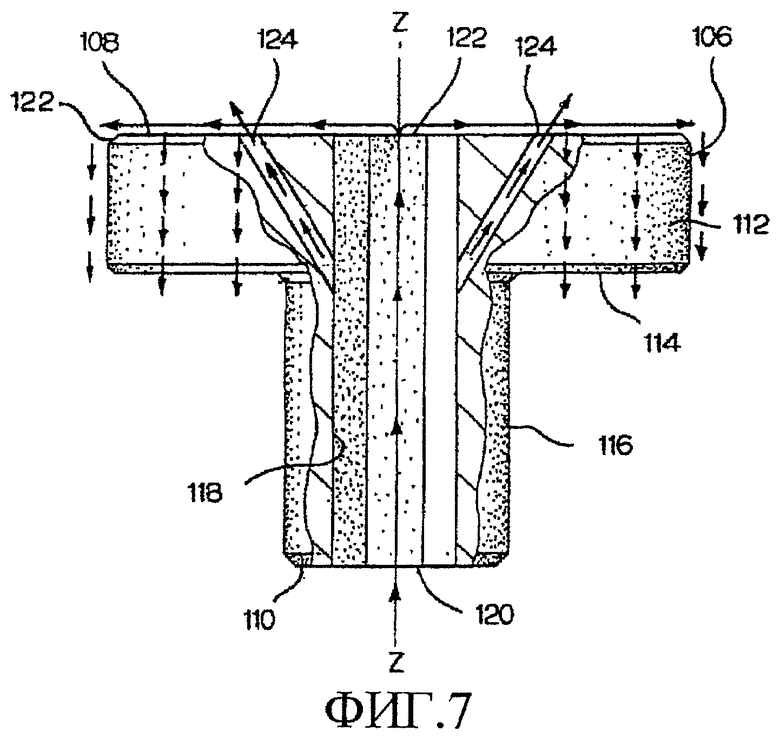
На ФИГ. 7 представлена боковая проекция стопорного винта на ФИГ. 6, часть которого отделена для показа центрального расточенного отверстия, и вспомогательных наклонных расточенных отверстий его, отличающаяся тем, что прохождение потока охлаждающей жидкости указано стрелками;
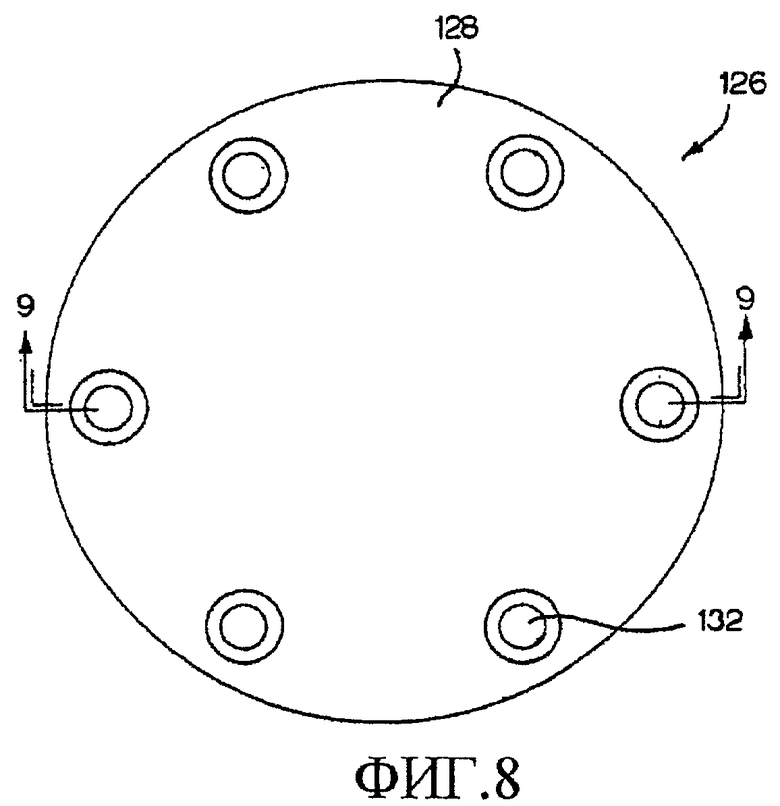
На ФИГ. 8 представлен вид сверху крышки емкости на ФИГ. 6;
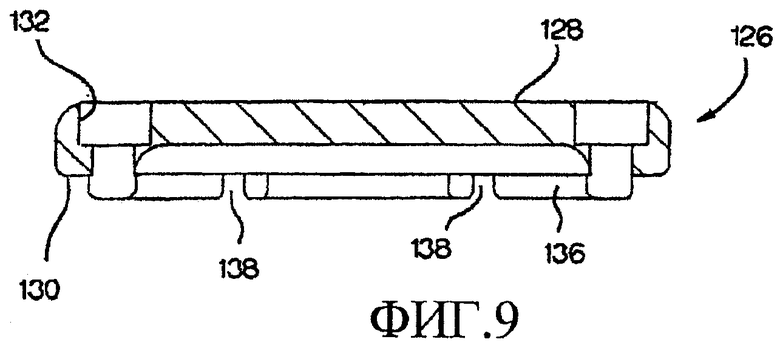
На ФИГ. 9 представлен поперечный вид крышки емкости, взятый вдоль линии сечения 9-9 на ФИГ. 8;
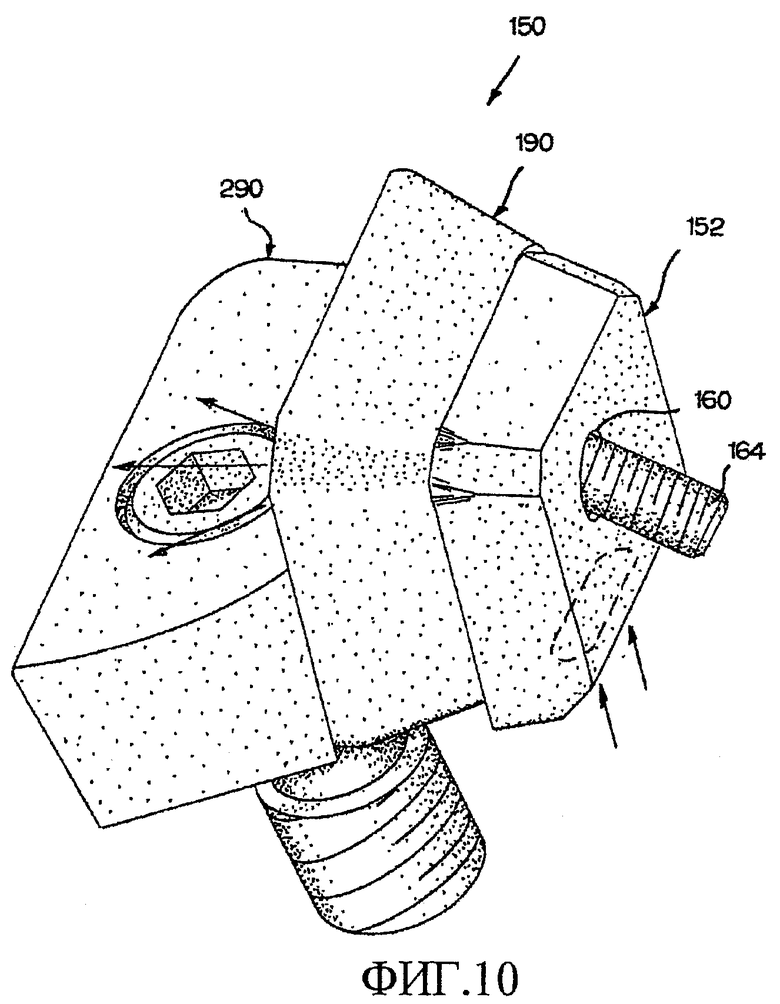
На ФИГ. 10 представлена аксонометрическая проекция узла режущей фрезерной пластины, представленного на ФИГ. 1, в которой ее компоненты собраны вместе, а прохождение потока охлаждающей жидкости указано стрелками с входом в сторону регулировочной прокладки через удлиненную щель и выходом из режущей фрезерной пластины, расположенной рядом с режущей кромкой, которая касается рабочей заготовки (то есть с режущей кромкой, обрабатывающей рабочую заготовку);
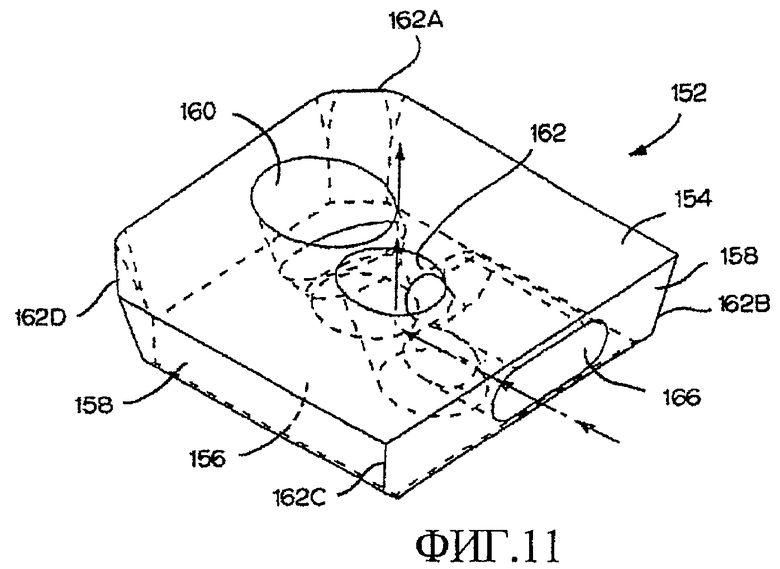
На ФИГ. 11 представлена аксонометрическая проекция одного конкретного осуществления регулировочной прокладки так, как использовано в узле фрезерной головки, показанном на ФИГ. 6, где проточные каналы в регулировочной прокладке показаны пунктирными линиями, а поток охлаждающей жидкости - стрелками;
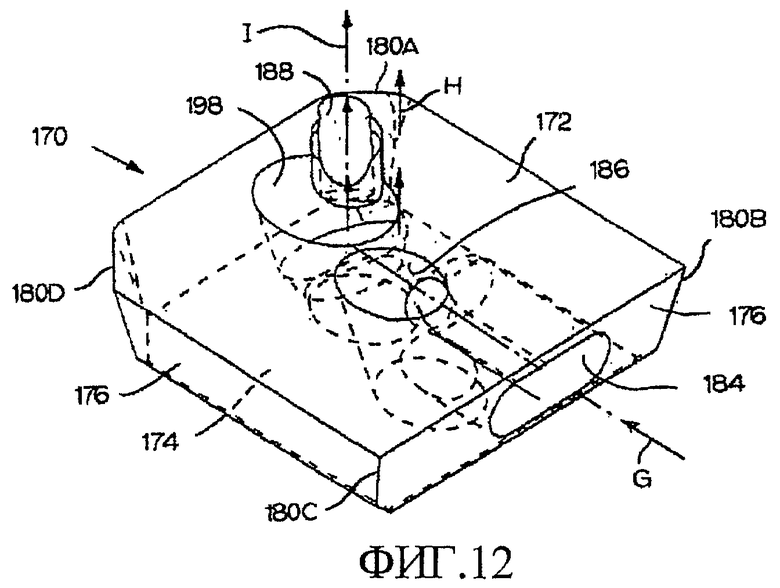
На ФИГ. 12 представлена аксонометрическая проекция второго конкретного осуществления регулировочной прокладки, пригодной для использования в узле фрезерной головки, показанном на ФИГ. 6, где проточные каналы в регулировочной прокладке показаны пунктирными линиями, а поток охлаждающей жидкости - стрелками;
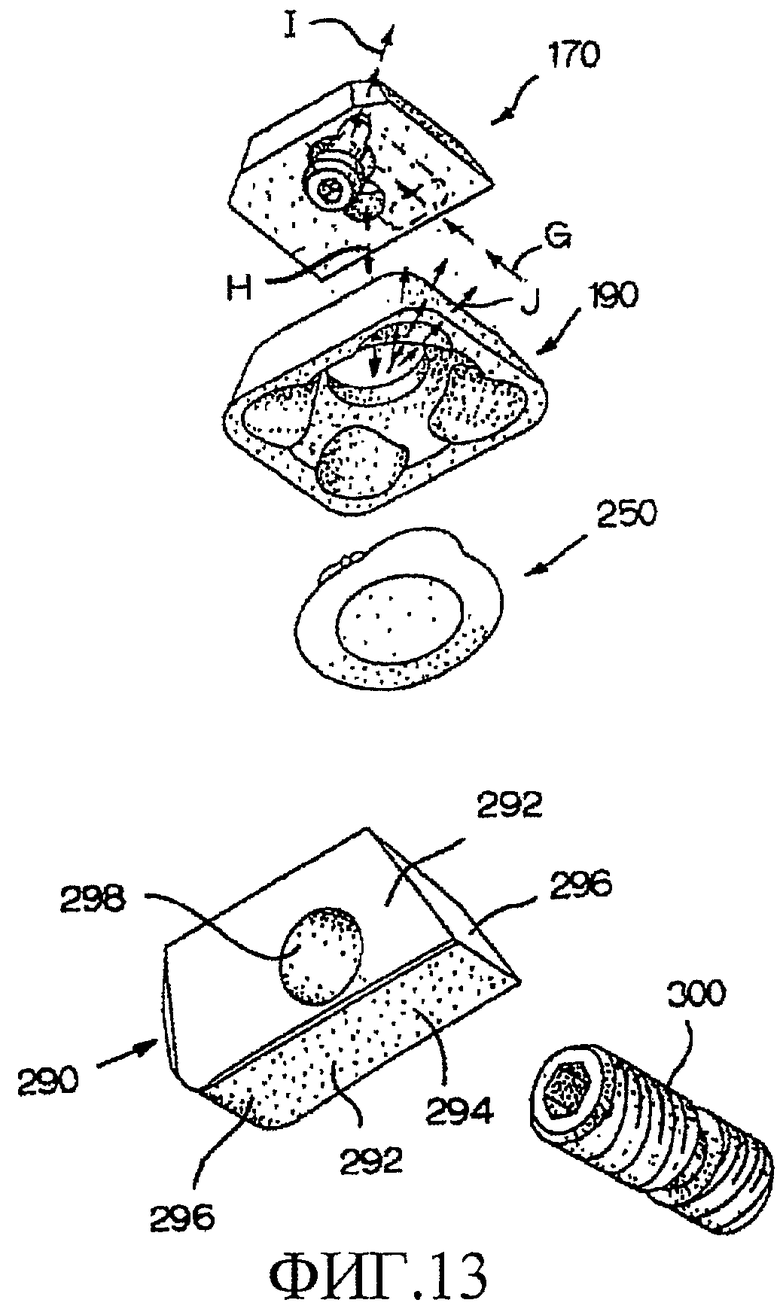
На ФИГ. 13 представлена аксонометрическая проекция узла режущей фрезерной пластины вместе с компонентами, отделенными вдоль центральной оси, где конкретное осуществление регулировочной прокладки показано на ФИГ. 12, а поток охлаждающей жидкости представлен стрелками;
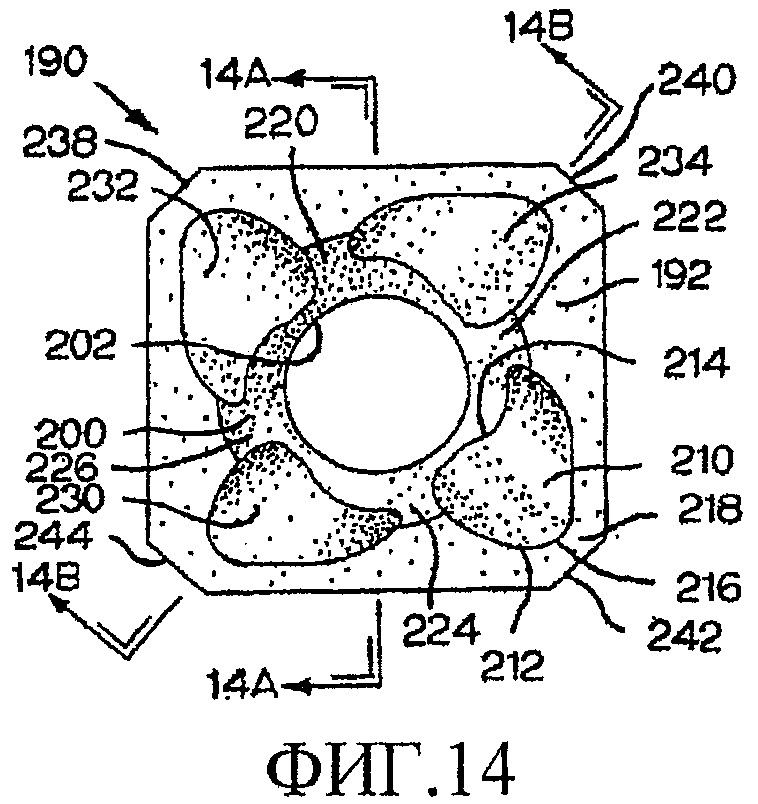
На ФИГ. 14 представлен вид сверху передней поверхности режущей фрезерной пластины, показанной на ФИГ. 6;
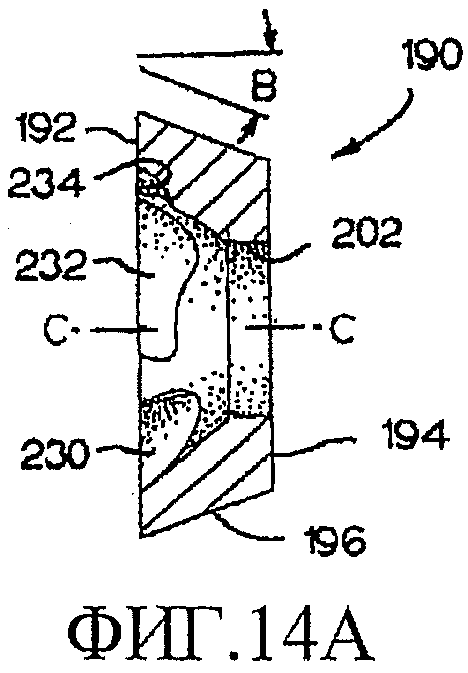
На ФИГ. 14A представлено поперечное сечение режущей фрезерной пластины, показанной на ФИГ. 14, взятое вдоль линии сечения 14A-14A на ФИГ. 14;
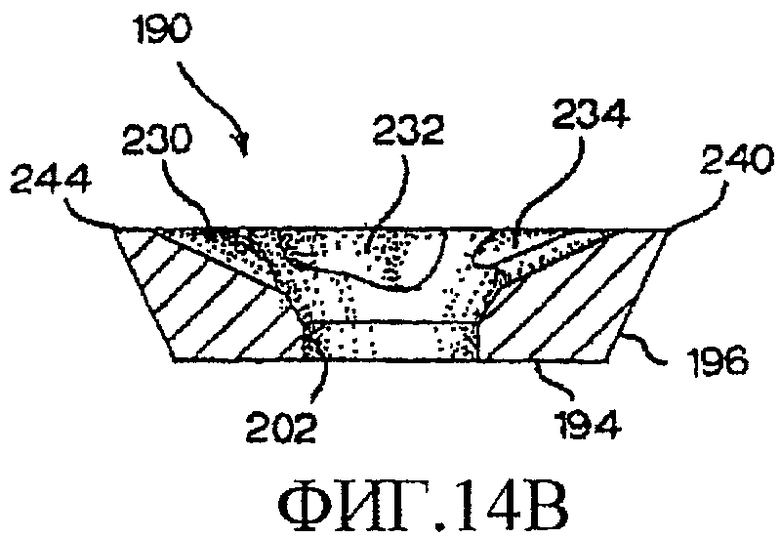
На ФИГ. 14В представлено поперечное сечение режущей фрезерной пластины, показанной на ФИГ. 14, взятое вдоль линии сечения 14В-14В на ФИГ. 14;
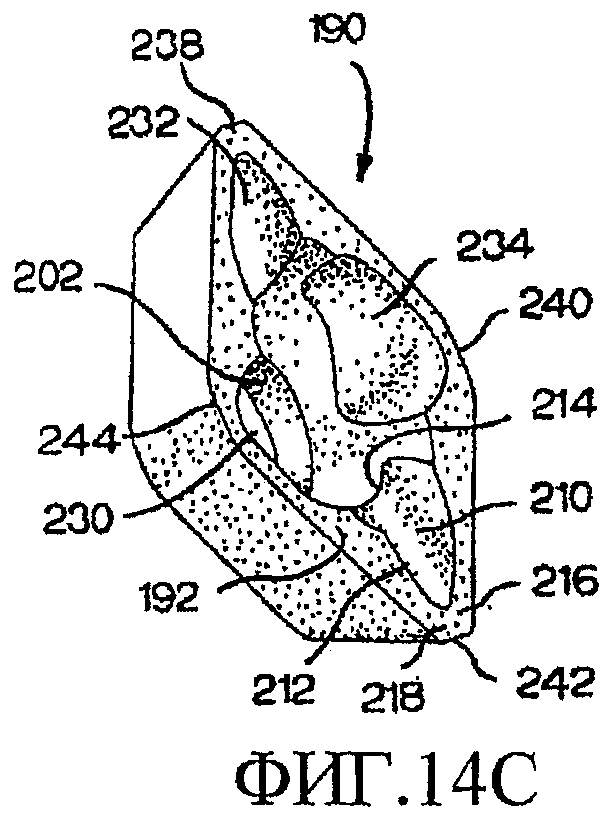
На ФИГ. 14С представлена аксонометрическая проекция режущей фрезерной пластины, показанной на ФИГ. 14;
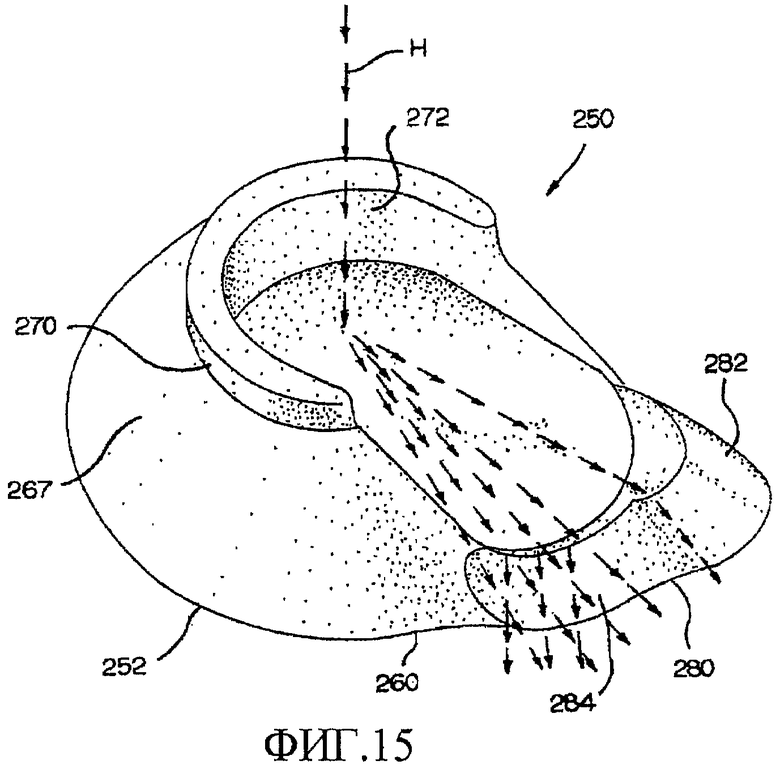
На ФИГ. 15 представлена аксонометрическая проекция первого конкретного осуществления элемента отклоняющего устройства;
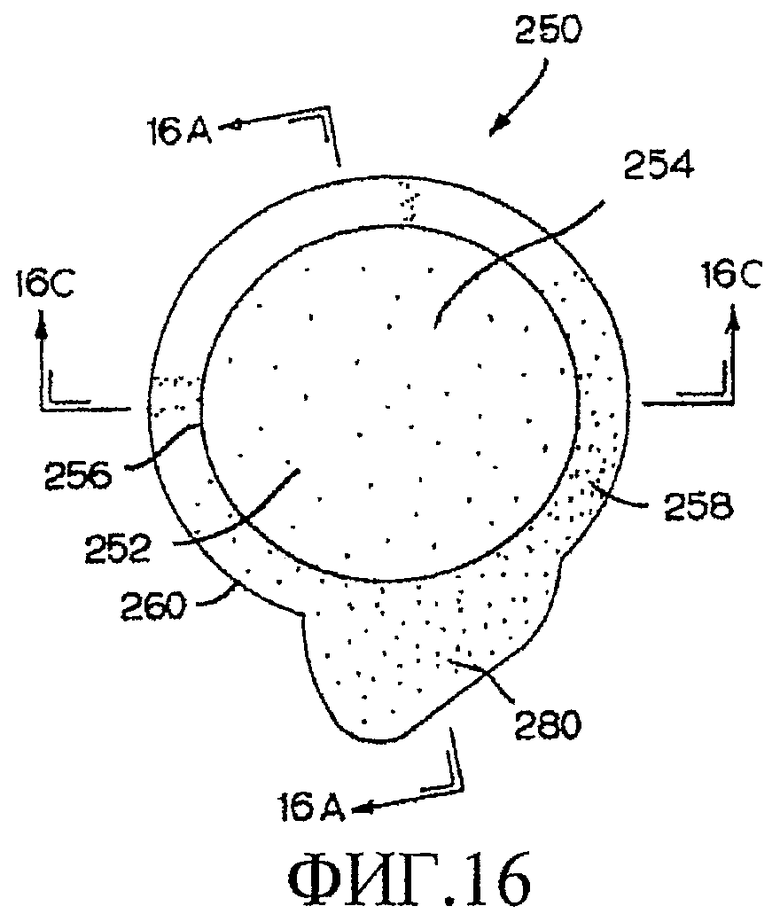
На ФИГ. 16 представлен вид снизу элемента отклоняющего устройства, показанного на ФИГ. 15;
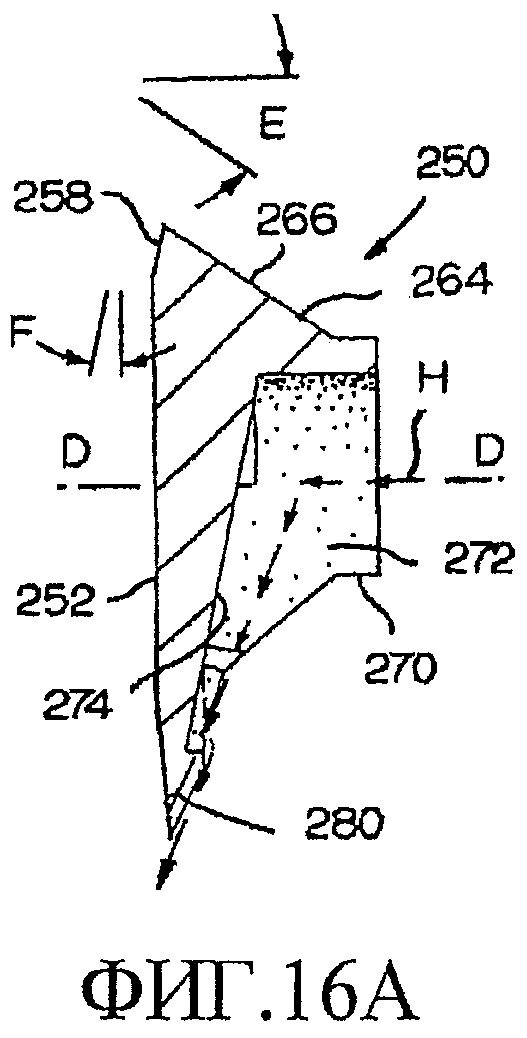
На ФИГ. 16А представлено поперечное сечение элемента отклоняющего устройства, показанного на ФИГ. 16, взятое вдоль линии сечения 16А-16А на ФИГ. 16;
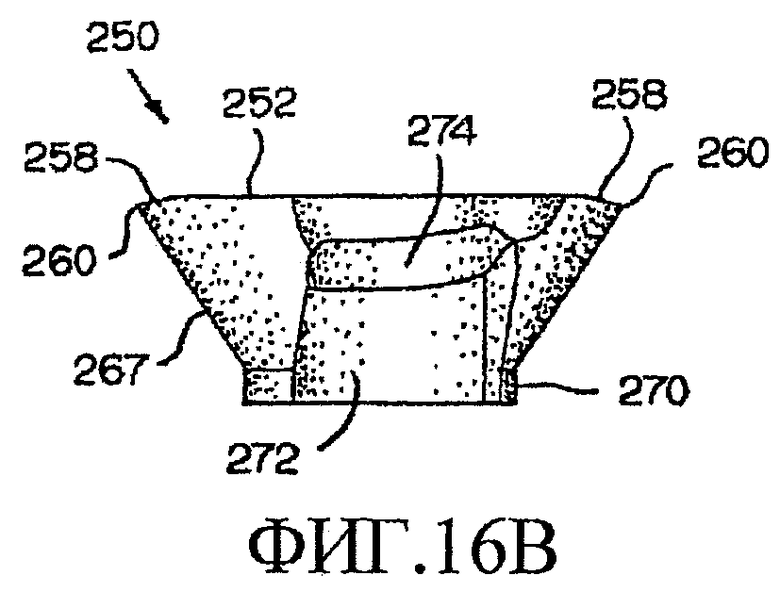
На ФИГ. 16В представлен вид сбоку элемента отклоняющего устройства, показанного на ФИГ. 16;
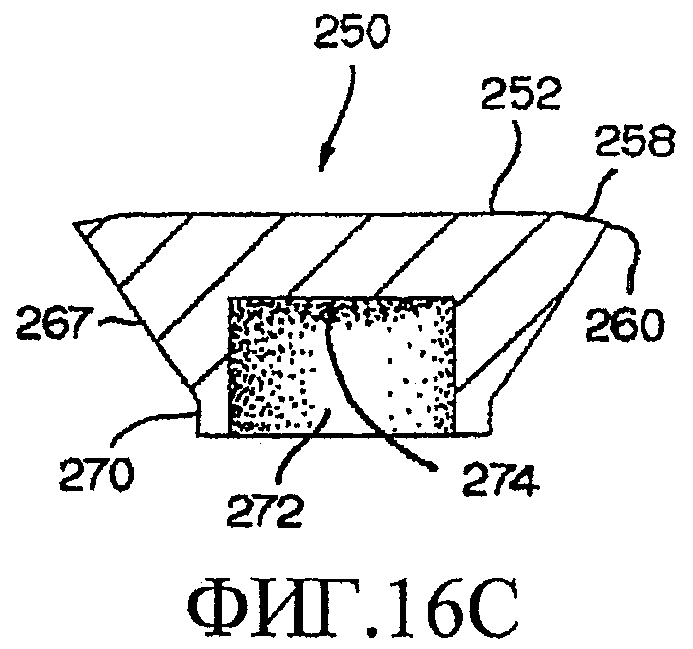
На ФИГ. 16С представлено поперечное сечение элемента отклоняющего устройства, показанного на ФИГ. 16, взятое вдоль линии сечения 16С-16С на ФИГ. 16;
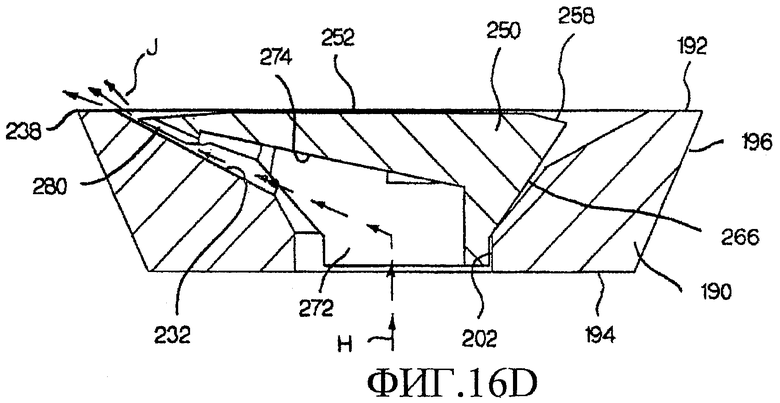
На ФИГ. 16D представлено поперечное сечение скомпонованной режущей фрезерной пластины и элемента отклоняющего устройства, взятое вдоль линии сечения, как правило, в том же направлении, что и направление, указанное на ФИГ. 14B, где показан поток охлаждающей жидкости, поступающий в узел режущей фрезерной пластины и элемента отклоняющего устройства, а также выход охлаждающей жидкости и ниже плоскости резания;
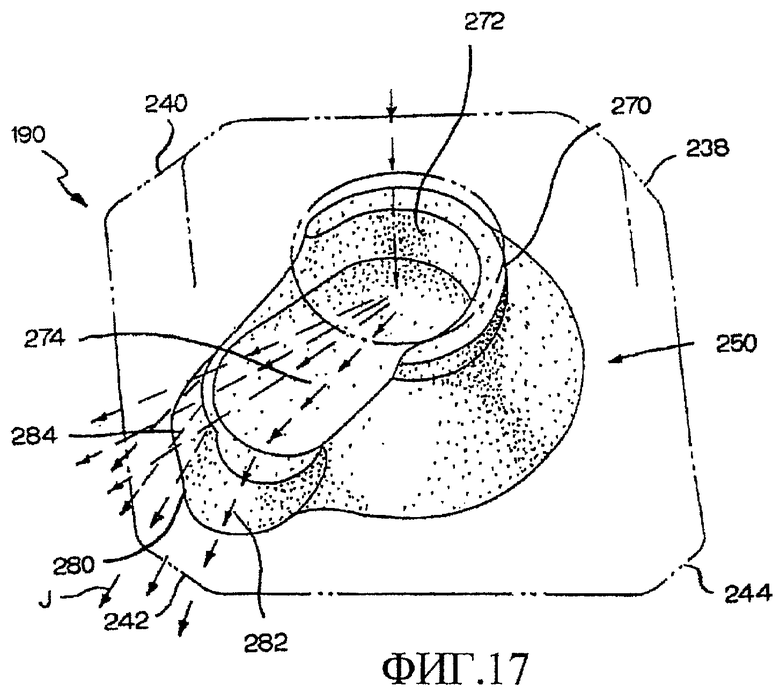
На ФИГ. 17 представлена аксонометрическая проекция левостороннего варианта элемента отклоняющего устройства, представленного на ФИГ. 15, показанная в сочетании с режущей фрезерной пластиной (с представлением внутриобъемных деталей), где этот элемент отклоняющего устройства выборочно располагается так, чтобы направить поток охлаждающей жидкости (показанный стрелками) в направлении выбранной режущей кромки, находящейся в положении касания рабочей заготовки;
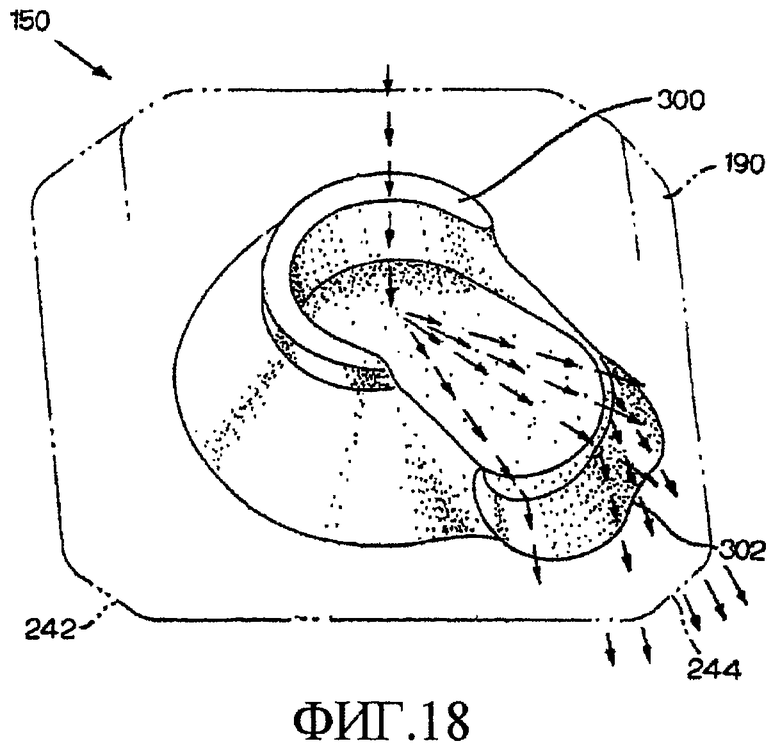
На ФИГ. 18 представлена аксонометрическая проекция правостороннего варианта элемента отклоняющего устройства, показанного в сочетании с режущей фрезерной пластиной (с представлением внутриобъемных деталей), где этот элемент отклоняющего устройства выборочно располагается так, чтобы направить поток охлаждающей жидкости (показанный стрелками) в направлении выбранной режущей кромки, находящейся в положении касания рабочей заготовки;
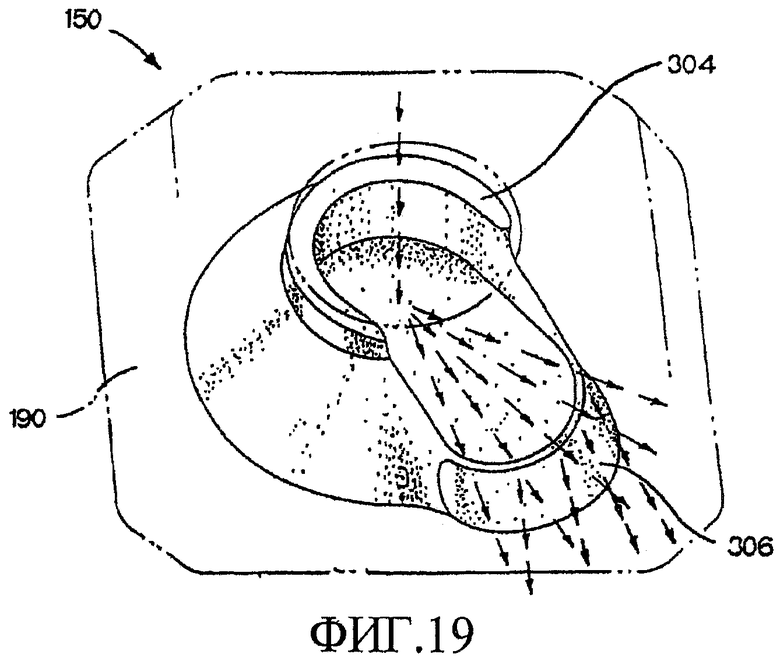
На ФИГ. 19 представлена аксонометрическая проекция двунаправленного элемента отклоняющего устройства, показанного в сочетании с режущей фрезерной пластиной (с представлением внутриобъемных деталей), где этот элемент отклоняющего устройства выборочно располагается так, чтобы направить поток охлаждающей жидкости (показанный стрелками) в направлении выбранной режущей кромки, находящейся в положении касания рабочей заготовки;
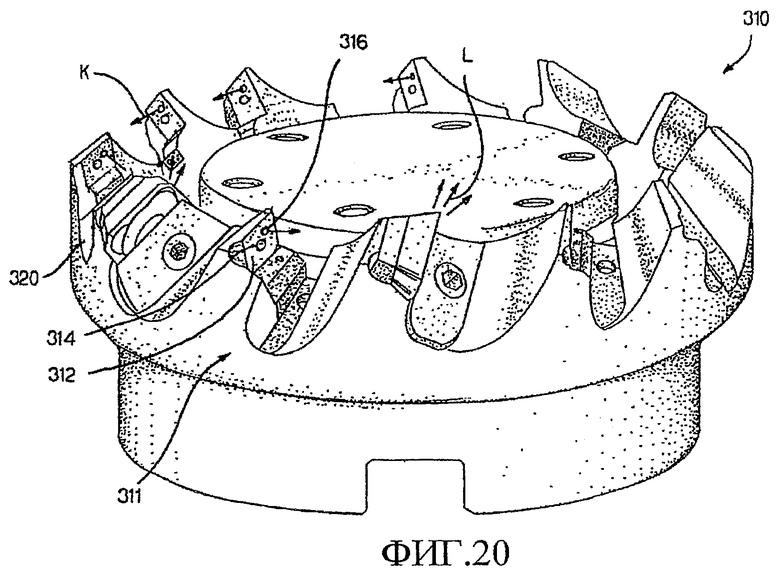
На ФИГ. 20 представлена аксонометрическая проекция другого конкретного варианта выполнения узла для фрезерной головки - предмета изобретения, отличающейся тем, что корпус фрезерной головки содержит гнезда, расположенные через интервалы по окружности, где некоторые из этих гнезд показаны пустыми (то есть, без узла режущей фрезерной пластины в этом месте), а два гнезда показаны как те, что содержат узел режущей фрезерной пластины, где стрелками показано движение потока охлаждающей жидкости;
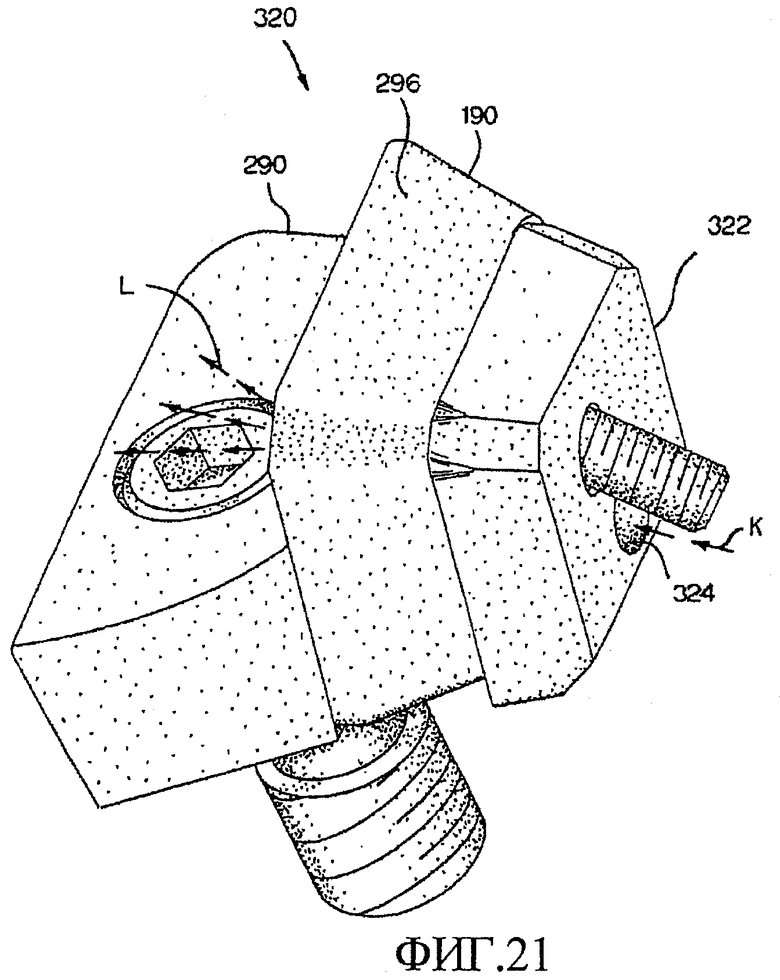
На ФИГ. 21 представлена аксонометрическая проекция узла режущей фрезерной пластины, где ее компоненты собраны вместе, а прохождение потока охлаждающей жидкости указано стрелками с входом через проточный канал в нижней поверхности другого конкретного осуществления регулировочной прокладки и выходом через режущую фрезерную пластину, расположенную рядом с режущей кромкой, которая касается рабочей заготовки;
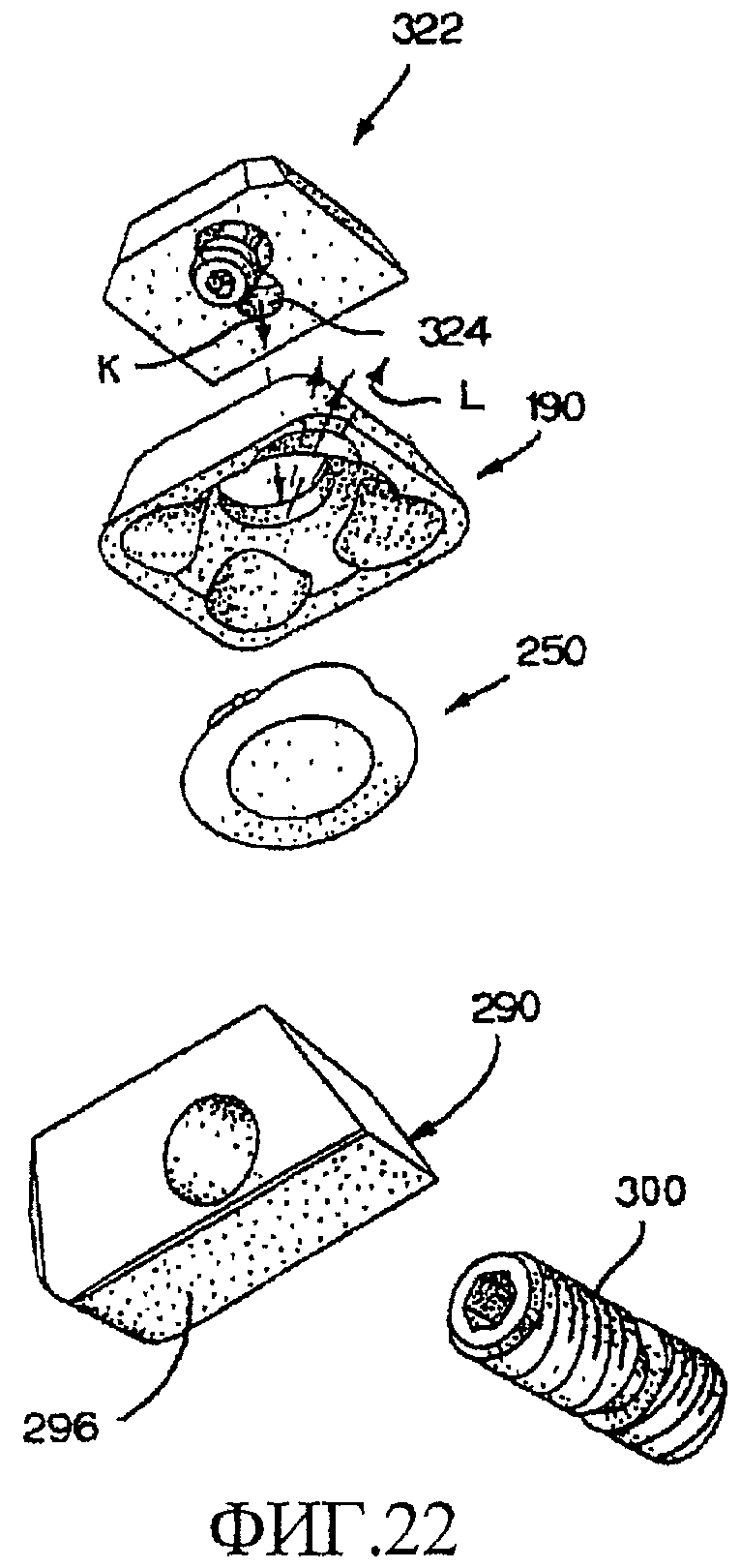
На ФИГ. 22 представлена аксонометрическая проекция узла режущей фрезерной пластины, показанного на ФИГ. 21, компоненты которого отделены вдоль центральной оси;
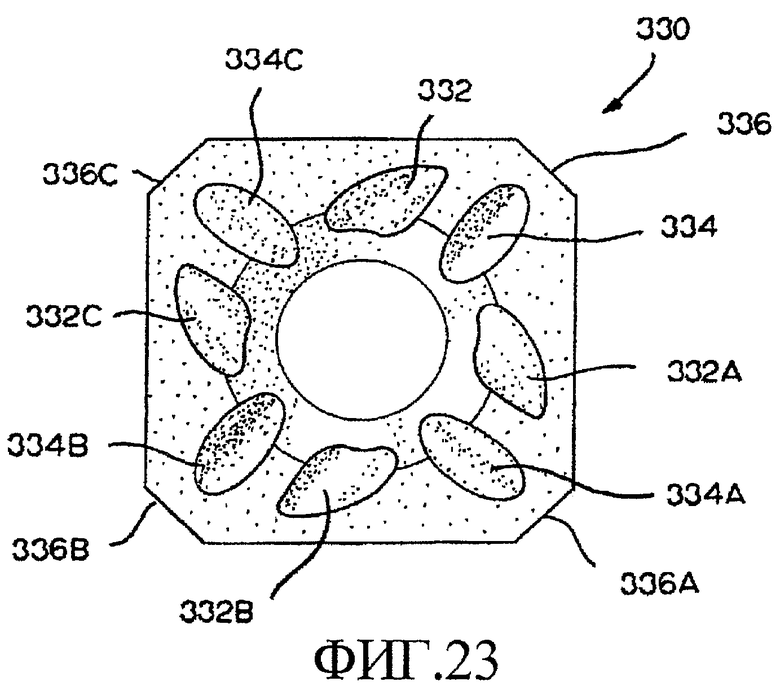
На ФИГ. 23 представлен вид сверху другого конкретного осуществления режущей фрезерной пластины, где две конкретные выемки соответствуют каждой из режущих кромок.
ПОДРОБНОЕ ОПИСАНИЕ ИЗОБРЕТЕНИЯ
Если обратиться к чертежам, то ФИГ. 1 иллюстрирует конкретное осуществление изобретения в виде узла фрезерной головки, в общем случае обозначенного как 40, где узел фрезерной головки 40 предназначен для использования при выполнении операций стружкообразования и удаления материала (или узел фрезерной головки предназначен для использования при удалении материала в результате образования стружек). При выполнении такой операции материал удаляется от рабочей заготовки. При выполнении операции узел фрезерной головки 40 вращается в направлении, указанном стрелкой “R”.
Узел фрезерной головки 40 содержит корпус фрезерной головки, который в общем случае имеет цилиндрическую форму и обозначена как 42, а ее режущий край с окружной поверхностью 46 - как 44. Узел фрезерной головки 40, кроме того, содержит цельный зависимый кольцевой выступ 48, который при движении вниз зависит (как видно на ФИГ. 1) от режущего края 44. В этом конкретном осуществлении узел фрезерной головки 40, кроме того, содержит множество отделенных друг от друга гнезд, обычно обозначаемых как 52 и расположенных на окружной поверхности 46 режущего края 44. Как будет более подробно описано далее, каждое гнездо 52 принимает и надежно удерживает узел режущей фрезерной пластины в этом месте.
Следует принять во внимание тот факт, что корпус 42 фрезерной головки может содержать множество гнезд, отличных от того, которое показано в данном конкретном осуществлении. Кроме того, также следует принять во внимание тот факт, что интервал между гнездами может отличаться от того, который показан в этой работе. В этом отношении количество и местоположение гнезд может меняться в зависимости от конкретного применения узла фрезерной головки. Заявители не имеют намерения ограничивать область применения изобретения такими конкретными геометрическими характеристиками корпуса фрезерной головки и такой ориентацией гнезд в этом месте, как те, что показаны на чертежах данной работы.
Каждое гнездо 52 имеет ведущую вогнутую поверхность 54 и участок опорной поверхности (смотри консоль 60 на ФИГ. 1 и 5), который прилегает к ведущей вогнутой поверхности 54 и замыкает ее. Переходной участок 58 обеспечивает переход между вогнутой поверхностью 54 и участком опорной поверхности 60. В контексте данного изобретения термины «ведущий» и «замыкающий» (а также подобные и связанные с этим термины) указывают на относительное положение структурных аспектов гнезда и узла режущей фрезерной пластины касательно работы узла режущей головки. Например, при указании на один и тот же компонент часть того, что обозначается как «ведущий», при вращении находится впереди того, что обозначается как «замыкающий», во время работы, выполняемой узлом фрезерной головки. В использовании этих относительных терминов отсутствует намерение ограничить с их помощью область применения изобретения, а присутствует лишь желание определить различные особенности одной структуры по отношению к другой.
Участок опорной поверхности 60 охватывает опорную поверхность 62 на замыкающем конце участка опорной поверхности 60. Опорная поверхность 62 имеет радиально-осевое расположение. Опорная поверхность 62 имеет верхнюю кромку 64 и нижнюю кромку 66. Корпус 42 фрезерной головки содержит закрытое нарезное расточенное отверстие 68, проход которого заканчивается на опорной поверхности 62. В нарезное расточенное отверстие 68 ввинчивается резьбовая крепежная деталь так, как описано ниже. Использование терминов «верхний» и «нижний», а также подобных им, связано с относительной ориентацией структурных компонентов так, как показано при их расположении, проиллюстрированном на ФИГ 1. В использовании этих относительных терминов отсутствует намерение ограничить с их помощью область применения изобретения, а присутствует лишь желание определить различные особенности одной структуры по отношению к другой.
Кроме того, участок опорной поверхности 60 содержит замыкающую наклонную опорную поверхность 74, которая подсоединена к опорной поверхности 62. Корпус 42 фрезерной головки имеет два проточных канала для охлаждающей жидкости 76, которые открываются на замыкающей наклонной опорной поверхности 74 так, как показано на примере впускных отверстий 77. Отверстия 77, расположенные на замыкающей наклонной опорной поверхности 74, можно рассматривать как отверстия в гнездах. Эти проточные каналы для охлаждающей жидкости 76 обеспечивают канал для прохождения потока охлаждающей жидкости на режущую фрезерную пластину, которая располагается в гнезде так, как будет описано далее. На ФИГ. 1 стрелками показано протекание потока охлаждающей жидкости из проточных каналов для охлаждающей жидкости 76.
Кроме того, участок опорной поверхности 60 содержит ведущую наклонную опорную поверхность 80, которая примыкает к замыкающей наклонной опорной поверхности 74. Когда положение узла режущей фрезерной пластины фиксируется в пределах гнезда, режущая фрезерная пластина покоится на (и поддерживается) ведущей наклонной опорной поверхности 80, а регулировочная прокладка располагается на поддерживающей ее замыкающей наклонной опорной поверхности 74. Следует принять во внимание тот факт, что ведущая наклонная опорная поверхность 80 и замыкающая наклонная опорная поверхность 74 имеют радиально-осевое расположение.
Кроме того, участок опорной поверхности 60 содержит опорную поверхность фиксатора 84, которая примыкает к ведущей опорной наклонной поверхности 80. Плечевое соединение 86 связывает ведущую наклонную опорную поверхность 80 с опорной поверхностью фиксатора 84. Другое плечевое соединение 88 обеспечивает переход между опорной поверхностью фиксатора 84 и ведущей вогнутой поверхностью 54. Опорная поверхность фиксатора 84, а также плечевые соединения 86 и 88 имеют радиально-осевое расположение. Корпус 42 фрезерной головки содержит резьбовое отверстие (или прорезь) 90, которое открывается на опорной поверхности фиксатора 84. Резьбовое отверстие 90 сконструировано для установки стопорного штифта, который проходит через фиксатор, при этом содействуя надежному удержанию регулировочной прокладки и режущей фрезерной пластины в гнезде.
Как показано на ФИГ. 6, узел фрезерной головки 42 дополнительно включает центральную емкость для хранения охлаждающей жидкости (или жидкости) 94, сообщающуюся с источником охлаждающей жидкости, обозначенном на ФИГ. 6 как источник охлаждающей жидкости. Центральная емкость для хранения охлаждающей жидкости 94 определяется (по меньшей мере, частично) выступающей и направленной вверх центральной перегородкой 96, которая ориентирована в верхнем направлении (или в общем случае имеет вертикальную ориентацию так, как видно на ФИГ. 6). Выступающая вверх перегородка 96 проходит вертикально от нижней поверхности 98 корпуса 42 фрезерной головки, при этом нижняя поверхность 98 также определяет (частично) местоположение центральной емкости для хранения охлаждающей жидкости 94. Как видно на ФИГ. 6, центральная выступающая вверх перегородка 96 имеет верхний край 100.
Центральная выступающая вверх перегородка 96 содержит множество пар проточных каналов для охлаждающей жидкости 76, которые обеспечивают прохождение жидкости между емкостью для хранения охлаждающей жидкости 94 и гнездом 52. Каждая пара проточных каналов для охлаждающей жидкости 76 соответствует гнезду 52 в том, что охлаждающая жидкость подается в соответствующее гнездо 52 через соответствующую пару проточных каналов для охлаждающей жидкости 76. Хотя заявители не имеют намерения ограничить свое изобретение проточными каналами 76 для охлаждающей жидкости любого конкретного размера или внутренних геометрических характеристик, они предполагают размер и геометрические характеристики проточного канала 76 для охлаждающей жидкости такими, которые обеспечивают поступление достаточного потока охлаждающей жидкости в соответствующее гнездо и, следовательно, на соответствующую режущую фрезерную пластину, удерживаемую в этом гнезде.
Как показано на ФИГ. 6 и 7, узел фрезерной головки 40 дополнительно содержит стопорный винт, обычно обозначаемый как 106. Как видно на ФИГ. 7, стопорный винт 106 состоит из верхнего конца 108 и нижнего конца 110. Стопорный винт 106 имеет увеличенное сечение по диаметру 112, которое определяет плечевое соединение 114, примыкающее к его верхнему концу 108 стопорного винта. Удлиненный цельный сердечник цилиндрической формы 116 выступает из увеличенного сечения диаметра 112. Стопорный винт 106 содержит расположенное по центру продольное шестигранное расточенное отверстие 118, которое двигается по всей длине узла.
Кроме того, стопорный винт 106 содержит множество расточенных отверстий 124, наклоненных в радиальном направлении и расположенных под углом к продольной оси Z-Z стопорного винта 106. Каждое из наклонных расточенных отверстий 124 обеспечивает проход жидкости между центральным расточенным отверстием 118 и верхним уголковым изгибом округлой формы 122 стопорного винта 106. Эти наклонные расточенные отверстия 124 обеспечивают дополнительные проточные каналы, через которые охлаждающая жидкость может поступать из источника охлаждающей жидкости в емкость для хранения охлаждающей жидкости. Как показано стрелками на ФИГ. 6 и 7, охлаждающая жидкость поступает в шестигранное расточенное отверстие 118, расположенное в нижнем конце стопорного винта 120, и вытекает через расточенное отверстие 118 таким образом, что охлаждающая жидкость выходит из шестигранного расточенного отверстия 118, расположенного на верхнем конце 122 стопорного винта, и перетекает через верхний конец 122 во всех направлениях. Охлаждающая жидкость, как показано стрелками, также выходит из центрального расточенного отверстия 118 через наклонные расточенные отверстия 124. Охлаждающая жидкость, которая выходит из стопорного винта 106 (либо через центральное расточенное отверстие 118 или через наклонные расточенные отверстия 124), затем поступает в центральную емкость для хранения охлаждающей жидкости 94 так, как показано стрелками.
Как показано на ФИГ. 8 и 9, узел фрезерной головки 40 также содержит крышку емкости, которая обычно обозначается как 126 и определяет частично местоположение центральной емкости для хранения охлаждающей жидкости 94. У крышки емкости 126 имеются верхняя поверхность 128 и нижняя поверхность 130. Крышка емкости 126 содержит множество отверстий под болт 132, которые располагаются на равноудаленном расстоянии по окружности крышки емкости 126. Каждое из отверстий под болт 132 приспособлено для установки болта 134 (обратитесь к ФИГ. 6) с целью прикрепления крышки емкости 126 к корпусу 42 фрезерной головки. Кроме того, крышка емкости 126 содержит в целом цельный фланец 136 круговой формы, который содержит множество насечек 138, которые располагаются на равноудаленном расстоянии по окружности фланца 136.
При рассмотрении ФИГ. 10-21 узел фрезерной головки 40 дополнительно содержит множество узлов режущих фрезерных пластин (или режущих пластин) и отличается тем, что каждая из отдельных режущих фрезерных пластин в общем случае обозначается как 150. Следует принять во внимание тот факт, что заявители определили охват термином «режущая поверхность», включающим (без ограничения) все режущие пластины для фрезерной и токарной обработки, а также прочие типы и разновидности режущих пластин, используемых в для обработки рабочей заголовки и удаления материала в такой операции по съему стружек как, например, операция стружкообразования и удаления стружек.
Как очевидно из ФИГ. 1, каждое из гнезд 52 и, в частности, каждый из участков опорной поверхности 60 вмещают и удерживают узел режущей фрезерной пластины 150. Узел режущей фрезерной пластины 150 содержит множество компонентов; а именно: режущую фрезерную пластину (которую в более широком смысле можно рассматривать как режущую пластину), регулировочную прокладку, фиксатор и резьбовые элементы, которые будут более подробно описаны далее по тексту. Как показано на ФИГ. 1 и ФИГ. 10, охлаждающая жидкость уходит из режущей фрезерной пластины на том участке, который примыкает к выбранной зоне резания (или к режущей кромке). Как станет очевидно, существуют три разных варианта выполнения регулировочной прокладки.
Как упоминалось ранее, узел режущей фрезерной пластины 150 имеет в своем составе регулировочную прокладку, обычно обозначаемую как 152. На ФИГ. 10 и 11 показано одно конкретное осуществление регулировочной прокладки 152. Регулировочная прокладка 152 состоит из верхней поверхности 154, нижней поверхности 156 и периферийной задней поверхности (или кромки) 158. Регулировочная прокладка 152 в этом месте содержит три расточенных отверстия. Одно из этих расточенных отверстий является отверстием для крепежной детали 160, которая вмещает резьбовой элемент 164, прикрепляющий регулировочную прокладку 152 и режущую фрезерную головку к узлу режущей головки 42 способом, известным специалистам в предметной области. Регулировочная прокладка 152 также имеет четыре уголковых изгиба (162A, 162B, 162C, 162D), которые отличаются тем, что уголковые изгибы 162B и 162C являются острыми, а уголковые изгибы 162 A и 162D - плоскими, определяемыми плоской поверхностью.
Каждое из других двух расточенных отверстий, которые сообщаются друг с другом для прохождения жидкости и находятся на регулировочной прокладке 152, обеспечивает проточный канал для охлаждающей жидкости для прохождения ее из проточного канала 76 для охлаждающей жидкости, который открывается в замыкающей наклонной опорной поверхности 74, на верхнюю поверхность 154 регулировочной прокладки 152. Эти два расточенных отверстия совместно можно рассматривать как внутренний проточный канал для охлаждающей жидкости. Одно из этих расточенных отверстий представляет собой удлиненную щель 166, которая открывается в направлении одной из периферийных боковых режущих кромок 158, а его проход простирается в радиальном направлении вовнутрь до пересечения с проходом другого расточенного отверстия, которым является центральное расточенное отверстие 168. Центральное расточенное отверстие 168 открывается на верхней поверхности 154 регулировочной прокладки 152. Как показано стрелками, охлаждающая жидкость проходит через щель 166 и поступает в центральное расточенное отверстие 160. Как будет описано далее, охлаждающая жидкость (в направлении, указанном вертикальными стрелками на ФИГ. 11) из центрального расточенного отверстия 168 поступает на режущую фрезерную пластину.
На ФИГ. 12 показано альтернативное осуществление регулировочной прокладки. В этом отношении регулировочная прокладка, обычно обозначаемая как 170, содержит верхнюю поверхность 172, нижнюю поверхность 174 и периферийную заднюю поверхность или кромку 176. В корпусе регулировочной прокладки 170 имеются четыре расточенных отверстия. Одно расточенное отверстие 178 является тем отверстием, которое предназначено для установки крепежной детали и ввода резьбового элемента 182, который прикрепляет регулировочную прокладку 170 и режущую фрезерную пластину к узлу фрезерной головки 42 способом, известным специалистам стандартной квалификации из соответствующей предметной области. Регулировочная прокладка 170 имеет четыре уголковых изгиба (180A, 180B, 180C, 180D), которые отличаются тем, что уголковые изгибы 180B и 180C являются острыми, а уголковые изгибы 180 A и 180D - плоскими, определяемыми плоской поверхностью.
Два других расточенных отверстия обеспечивают проточный канал для охлаждающей жидкости для протекания ее из проточного канала 76 для охлаждающей жидкости, который открывается на замыкающей наклонной опорной поверхности 74, к верхней поверхности 172 регулировочной прокладки 170. Эти два расточенных отверстия совместно можно рассматривать как внутренний проточный канал для охлаждающей жидкости. Одно из этих расточенных отверстий представляет собой удлиненную щель 184, которая открывается на одну из периферийных задних поверхностей 176, а ее проход простирается в радиальном направлении вовнутрь до пересечения с проходом центрального расточенного отверстия 186. Центральное расточенное отверстие 186 открывается на верхнюю поверхность 172 регулировочной прокладки 170.
И, наконец, четвертое расточенное отверстие, которое является радиальным отверстием 188, обеспечивает проточный канал для текучей среды для прямого поступления охлаждающей жидкости в направлении периферийной поверхности регулировочной прокладки 170, которая примыкает к режущей кромке фрезерной пластины, занятой обработкой рабочей заготовки. В этом отношении радиальное расточенное отверстие 188 для прохождения жидкости сообщено с удлиненной щелью 184 в такой способ, что, по меньшей мере, часть охлаждающей жидкости, поступающая в щель 184, протекает в радиальное расточенное отверстие 188. Радиальное расточенное отверстие 188 можно рассматривать как радиальный проточный канал для охлаждающей жидкости, который связан с внутренним проточным каналом для охлаждающей жидкости.
Радиальное расточенное отверстие 188 располагается так, чтобы открываться на ведущую поверхность 172 возле одного углового изгиба (180A) регулировочной прокладки 170. Как будет описано далее, при компоновке регулировочной прокладки 170 вместе с режущей фрезерной пластиной она ориентирована таким образом, что угловой изгиб 180A располагается рядом с режущей кромкой режущей фрезерной пластины, которая обрабатывает рабочую заготовку. Это означает, что во время выполнения работы поток охлаждающей жидкости поступает на регулировочную прокладку 170 и входит в удлиненную щель 170, центральное расточенное отверстие 186 и в радиальное расточенное отверстие 188 так, как показано стрелками (обозначенными как “G”). Охлаждающая жидкость поступает (как представлено стрелками “H”) из центрального расточенного отверстия 186 на режущую фрезерную пластину так, как описано позднее в этой работе. Помимо этого охлаждающая жидкость (как представлено стрелками “I”) вытекает из радиального расточенного отверстия 188 и перетекает через периферийную заднюю поверхность режущей фрезерной пластины, которая примыкает к рабочей режущей кромке, занятой обработкой рабочей заготовки, для обеспечения дополнительного потока охлаждающей жидкости к выбранной зоне резания (например, к зоне, где режущая фрезерная пластина соприкасается с рабочей фрезерной пластиной) и к месту рядом с зоной контакта между режущей пластиной и образовавшимися стружками. Хотя поток охлаждающей жидкости, вытекающий из режущей фрезерной пластины, будет описан более подробно, на ФИГ. 13 показан поток охлаждающей жидкости (стрелки “I”), выходящий из режущей фрезерной пластины.
Если рассматривать ФИГ. 14-14C, то узел фрезерной головки 150 дополнительно содержит режущую фрезерную пластину 190. В этом отношении типичным представляется тот факт, что режущая фрезерная пластина 190 изготавливается методом порошковой металлургии. В этом случае компоненты исходного порошка, предназначенного для изготовления режущей фрезерной пластины, вначале смешиваются или перетираются в смесь исходного порошка. Смазочный материал или летучий связывающий материал обычно включаются в состав смеси в качестве исходного компонента. Исходная порошковая смесь затем сжимается в форму режущей фрезерной пластины (например, в результате неспеченной прессовки), которая имеет парциальную плотность.
Затем для уплотнения структуры неспеченный прессованный материал подвергается обработке, которая обычно проходит при повышенной температуре и под давлением по желанию изготовителя. Обработка для получения уплотнения может состоять из процессов спекания под давлением, спекания в вакууме, горячей изостатической прессовки и прочих известных процессов уплотнения. Полученное в результате изделие является в значительной степени полностью плотной режущей фрезерной пластиной, изготовленной из прошедшего процесс уплотнения материала. Режущая фрезерная пластина, изготовленная из прошедшего процесс уплотнения материала, для приобретения формы режущей фрезерной пластины без износостойкого покрытия может подвергаться таким различным отделочным операциям, как шлифовка или пескоструйная обработка, подобная шлифовке.
Режущая фрезерная пластина без износостойкого покрытия может быть полезной в отношении вышеупомянутых операций даже без такого покрытия. В качестве альтернативы ее использование может оказаться полезным в случае применения схемы нанесения покрытия на режущую фрезерную пластину без износостойкого покрытия с целью получения режущей фрезерной пластины с износостойким покрытием. Схема покрытия может быть любой, взятой из широкого набора подходящих схем нанесения износостойкого покрытия, которые охватывают процедуры нанесения одного или нескольких отдельных слоев покрытия и применяется при обращении к любому или нескольким методам нанесения покрытия из широкого набора таких методов, включая насаждение покрытия осаждением паров (ПОП) и химическое осаждение паров (ХОП).
Режущая фрезерная пластина может быть изготовлена из одного или нескольких материалов, которые подходят для применения в качестве сплава для изготовления режущей фрезерной пластины. Следующие типичные материалы являются полезными для изготовления режущей фрезерной пластины, а именно: инструментальные стали, спеченные твердые сплавы, металлокерамические или керамические материалы. В случае ссылки на инструментальные стали в следующих патентных документах идет указание на тех из них, которые пригодны к использованию в качестве материала для изготовления режущей пластины, а именно: на патент США № 4276085 по получению стали для изготовления инструментов, используемых при высокоскоростной обработке металлов, на патент США № 4880461 по получению сверхтвердой стали для изготовления инструментов, используемых при высокоскоростной обработке металлов, и на патент США № 5252119 по получению стали для изготовления инструментов, используемых при высокоскоростной обработке металлов, из спеченного порошка и способу их производства. В случае ссылки на твердые спеченные сплавы в следующих патентных документах идет указание на те из них, которые пригодны к использованию в качестве материала для изготовления режущей пластины а именно: на опубликованную заявку на патент США № US2006/0171837 A1 по изготовлению корпуса из твердого спеченного сплава, содержащего цирконий и ниобий, методом их производства, на переизданный патент США № 34180 по изготовлению корпусных деталей из твердого спеченного сплава, обогащенного предпочтительно связывающим веществом, и по методам производства, и на патент США № 5955186 по изготовлению режущей пластины с износостойким покрытием на подслое с пористостью AC, обогащенном связывающим веществом с неслоистой поверхностью. В случае ссылки на металлокерамические вещества в следующих патентных документах идет указание на тех из них, которые пригодны к использованию в качестве материала для изготовления режущей пластины а именно: на патент США № 6124040 по композиционным материалам и процессу их производства, на патент США № 6010283 по изготовлению режущей пластины из металлокерамического материала, содержащей кобальт-никель-железо. В случае ссылки на керамические вещества в следующих патентных документах идет указание на тех из них, которые пригодны к использованию в качестве материала для изготовления режущей пластины, а именно: на патент США № 5024976 по изготовлению керамических режущих инструментов на основе сплавов из алюминия, циркония, карбида кремния и окиси магния, на патент США № 4880755 по получению состава на основе кремния и алюминия для изготовления режущего инструмента, на патент США № 5525134 по получению керамического материала из нитрида кремния и по производству режущего инструмента на его основе, на патент США № 6905992 по изготовлению керамических изделий, усиленных нитевидными кристаллами необработанного карбида кремния и по методу производства таких изделий и на патент США № 7094717 по созданию материала на основе кремния, алюминия и окиси азота с содержанием иттербия и по методу производства с его применением.
Режущая фрезерная пластина 190 состоит из передней поверхности 192, расположенной напротив нижней опорной поверхности 194 и периферийной задней поверхности 196. Передняя поверхность 192 и нижняя опорная поверхность 194 размещаются, как обычно, параллельно друг другу. Как показано на ФИГ. 14A, периферийная задняя поверхность 196 располагается под прилежащим углом B относительно центральной оси C-C.
В конкретном варианте выполнения, показанном на чертежах, режущая фрезерная пластина 190 имеет четыре отдельные и четко выраженные режущие кромки, обозначенные как 238, 240, 242 и 244. Каждая из этих режущих кромок (238, 240, 242, 244) пересекается с передней поверхностью 192 и частью периферийной задней поверхности 196. Каждую из этих режущих кромок можно рассматривать как зону резания, которая означает место на режущей фрезерной пластине 190, которая соприкасается с рабочей заготовкой так, чтобы снять с нее стружку во время выполнения операции по удалению материала.
Передняя поверхность 192 режущей фрезерной пластины 190 имеет углубление (или центральное углубление) 200. Центральное углубление 200 окружает центральное отверстие (или проточный канал для входа охлаждающей жидкости) 202, расположенное на передней поверхности 192. Передняя поверхность 192 режущей фрезерной пластины 190, кроме того, имеет на своей поверхности множество отдельных выемок, каждая из которых пересекает центральное углубление 200. Как будет описано более подробно далее, каждая отдельная выемка также соответствует конкретной режущей кромке (или зоне резания) режущей фрезерной пластины 190.
Что касается описания отдельных выемок, то поскольку каждая отдельная выемка по существу имеет одинаковые геометрические характеристики, то более подробного описания одной из отдельных выемок будет достаточно для более подробного описания других отдельных выемок. Что касается более подробного описания отдельных выемок, то первая отдельная выемка 210 имеет периферийную режущую кромку 212. Периферийная режущая кромка 212 имеет радиальную внутреннюю часть 214 и радиальную внешнюю часть 216. Радиальная внешняя часть 216 отдельной выемки 210 завершает все еще предварительно определенное продвижение режущей кромки 242, принадлежащей режущей фрезерной пластине 190, в радиальном направлении внутрь. Имеется периферийная часть 218 передней поверхности 192, которая отделяет радиальную внешнюю часть 216 отдельной выемки 210 от режущей кромки 242. Таким образом, можно сказать, что отдельная выемка 210 соответствует режущей кромке 242, и это означает, что когда охлаждающая жидкость выходит через отдельную выемку 210, она выходит рядом и фактически под режущей кромкой 242 (поступательно в радиальном направлении). Следует обратить внимание на тот факт, что режущая фрезерная пластина 190 может быть индексирована для представления любой одной из режущих кромок, предназначенных для обработки рабочей заготовки. Как станет очевидным, охлаждающая жидкость протекает через отдельную выемку, которая соответствует выбранной режущей кромке, предназначенной для обработки рабочей заготовки.
Аркообразная форма согнутой поверхности обеспечивает плавное перенаправление потока охлаждающей жидкости в радиальном направлении наружу без чрезмерного уровня турбулентности. Можно принять во внимание тот факт, что контур поверхности, определяющий форму отдельной выемки, включая уменьшение глубины отдельной выемки (то есть расстояния между особой поверхностью отдельной выемки и передней поверхностью 192) в радиальном направлении наружу, способствует эффективной подаче потока охлаждающей жидкости в направлении режущей кромки.
Как можно увидеть на фигурах и, в частности, на ФИГ. 14, отдельная выемка по ширине находится в одной плоскости с передней поверхностью. По меньшей мере, начиная с места пересечения отдельной выемки и центрального углубления, ее ширина уменьшается в радиальном направлении наружу так, что облегчается эффективная подача потока охлаждающей жидкости в направлении режущей кромки. В этом отношении охлаждающая жидкость, текущая в отдельную выемку в радиальном направлении наружу, сходится к радиальной внешней части отдельной выемки.
Также можно принять во внимание тот факт, что отдельная выемка имеет объем. Объем каждой отдельной выемки уменьшается в радиальном направлении наружу так, чтобы способствовать эффективной подаче потока охлаждающей жидкости в направлении режущей кромки. В этом отношении поток охлаждающей жидкости в отдельной выемке, двигаясь в радиальном направлении наружу, сходится к радиальной внешней части отдельной выемки.
На ФИГ. 14 показано, что другими отдельными выемками являются отдельная выемка 230, отдельная выемка 232 и отдельная выемка 234. Геометрические характеристики каждой из этих иных отдельных выемок (230, 232, и 234) такие же самые, что и у отдельной выемки 210, и ради краткости мы не будем их здесь повторять.
Все еще обращаясь к ФИГ. 14, видна аркообразная уплотняющая поверхность 220, расположенная между отдельными выемками 238 и 240. Имеется аркообразная уплотняющая поверхность 222, расположенная между отдельными выемками 240 и 210. Также существует аркообразная уплотняющая поверхность 224, расположенная между отдельными выемками 210 и 230. Имеется аркообразная уплотняющая поверхность 226, расположенная между отдельными выемками 230 и 232. Функция этих уплотняющих поверхностей заключается в формировании гидравлического затвора между отклоняющим устройством 250 и режущей фрезерной пластиной.
Как видно на ФИГ. 15-16C, узел фрезерной головки 150 дополнительно содержит отклоняющее устройство, обычно обозначаемое как 250. Отклоняющее устройство 250 предназначено для использования в сочетании с режущей фрезерной пластиной, о чем более подробно будет сказано далее. Отклоняющее устройство 250 может быть изготовлено из разных материалов. Что касается выбора материалов, то предпочтительно, чтобы отклоняющее устройство 250 противостояло абразивному износу, который появляется в результате потока стружек от резания или фрезерования (например, операция по удалению материала), а также быть износоустойчивой для противодействия эрозии, которая возникает в результате воздействия потока охлаждающей жидкости. Материалами, пригодными для изготовления отклоняющего устройства 250, являются инструментальные стали, нержавеющие стали, спеченные твердые сплавы, металлокерамические и керамические материалы. Заявители также полагают, что отклоняющее устройство можно было бы облицевать одним или несколькими слоями покрытия.
Отклоняющее устройство 250 состоит из расположенных напротив друг друга поверхностей; а именно: из нижней поверхности 252 и расположенной напротив нее верхней поверхности 264. Когда работает узел фрезерной головки, нижняя поверхность 252, которая может подвергаться воздействию стружек, образовавшихся в результате операции по удалению материала, является ведущей поверхностью относительно верхней поверхности 264 (то есть той поверхностью, что оказывается впереди в результате вращения). Как будет описано ниже, если отклоняющее устройство 250 компонуется с режущей фрезерной головкой 190, то верхняя поверхность 264 располагается в пределах впадины (включающей отдельные выемки), расположенной на верхней поверхности 192 режущей фрезерной пластины 190.
Нижняя поверхность 252 представляет, как правило, планарную часть центральной поверхности 254, которая обычно располагается перпендикулярно к центральной продольной оси (D-D) отклоняющего устройства 250. Часть центральной поверхности 254 имеет периферийную режущую кромку 256. Нижняя поверхность 252, кроме того, включает часть периферийной поверхности в форме усеченного конуса 258, которая проходит в радиальном направлении наружу от периферийной режущей кромки 256. Часть поверхности в форме усеченного конуса 258 заканчивается на периферийной режущей кромке 260, которая обычно округлена, за исключением, как описано ниже, ее части, расположенной на участке фланца. Часть поверхности в форме усеченного конуса 258 располагается под углом “F” к центральной части поверхности 254.
Верхняя поверхность 264 отклоняющего устройства 250 включает центральную часть отклоняющего устройства 266, которое охватывает кольцевой выступ 270, определяющий место впускного отверстия 272. Впускное отверстие 272 для прохождения потока охлаждающей жидкости из проточного канала для входа охлаждающей жидкости в составе режущей фрезерной пластины. Центральная часть отклоняющего устройства 266, кроме того, содержит желобок для охлаждающей жидкости 274, который проходит в радиальном направлении наружу, начиная со впускного отверстия 272. Желобок для охлаждающей жидкости 274 сообщается с впускным отверстием 272, так что охлаждающая жидкость может течь от впускного отверстия 272 по направлению к желобку для охлаждающей жидкости 274 и вдоль него. Желобок для охлаждающей жидкости 274 заканчивается на удаленном от центра фланце конусообразной формы 280, одна часть которого 282 проходит в радиальном направлении наружу на большее расстояние, чем другая его часть 284.
В дополнение к этому верхняя поверхность 264 отклоняющего устройства 250 имеет часть в форме усеченного конуса 267, которая проходит от периферийной режущей кромки 260, образованной пересечением верхней поверхности 252 и нижней поверхности 264. Часть поверхности усеченного конуса 267 простирается на наибольшую часть расстояния вокруг отклоняющего устройства 250. В конкретном варианте выполнения часть поверхности в форме усеченного конуса 267 располагается относительно центральной оси D-D под углом E, равном приблизительно 45 градусов. Следует обратить внимание на тот факт, что угол E может изменяться в диапазоне от приблизительно 5 градусов до примерно 85 градусов. Величина угла E согласуется с контуром соответствующей площади передней поверхности, которая образует уплотнение между отклоняющим устройством и режущей фрезерной пластиной на этих поверхностях.
Как показано на ФИГ. 15, охлаждающая жидкость (стрелка “H”) поступает в узел режущей фрезерной пластины 150 так, что втекает во впускное отверстие 272. Охлаждающая жидкость ударяется о поверхность желобка для охлаждающей жидкости 274 и перемещается в радиальном направлении наружу на длину желобка для охлаждающей жидкости 274, переливаясь через поверхность конусообразного фланца 280. Объем охлаждающей жидкости переливается через другую часть 184 конусообразного фланца 280, который имеет меньший размер в радиальном направлении наружу. Однако можно надеяться, что некоторая часть охлаждающей жидкости может перелиться через часть 282 конусообразного фланца 280, который имеет больший размер в радиальном направлении наружу.
Узел режущей фрезерной пластины 150 включает фиксатор, в общем случае обозначаемый как 290. Фиксатор 290 имеет верхнюю поверхность 292, нижнюю поверхность 294 и периферийную режущую кромку 296. Фиксатор 290 содержит расточенное отверстие 298, которое приспособлено для ввода резьбового элемента или штифта 300. Назначение фиксатора 298 заключается в заклинивании режущей фрезерной пластины 190 и отклоняющего устройства 250 относительно регулировочной прокладки 152 для безопасной фиксации положения режущей фрезерной пластины 190 и отклоняющего устройства 250 в гнезде 52 корпуса 42 режущей головки. Использование фиксатора в качестве держателя для механической фиксации положения фрезерной головки или комбинации регулировочной прокладки и режущей фрезерной пластины в гнезде корпуса фрезерной головки хорошо известно тем специалистам, которые обладают стандартной квалификацией в области применения режущих фрезерных пластин.
Что касается узла режущей фрезерной пластины 150, расположенного в гнезде 52 корпуса 42 фрезерной головки, где узел режущей фрезерной пластины 150 использует регулировочную прокладку 170 так, как показано на ФИГ. 12, то нижняя поверхность 174 регулировочной прокладки 170 крепко прижимается к опорной поверхности 62. Ориентация удлиненной щели 184 в регулировочной прокладке 170 такова, что щель 184 выровнена (или выставлена) относительно концевой части проточного канала 76 для охлаждающей жидкости на замыкающей наклонной опорной поверхности 74. Нижняя поверхность 194 режущей фрезерной пластины 190 крепко прижата к верхней поверхности 172 регулировочной прокладки 170.
Для узла режущей фрезерной пластины 150 верхняя поверхность 264 отклоняющего устройства 250 крепко прижимается к передней поверхности 192 режущей фрезерной пластины 190. Находясь в этой позиции, центральная часть отклоняющего устройства пребывает в пределах углубления передней поверхности 192 режущей фрезерной пластины 190.
Когда отклоняющее устройство 250 крепко прижато к режущей фрезерной пластине 190, то имеются точки соприкосновения между поверхностями соответствующих участков той части поверхности, которая имеет форму усеченного конуса 258, и участками центрального углубления 200, которые располагаются между отдельными выемками. Как описано выше, этими частями являются аркообразные уплотняющие поверхности 220, 222, 224 и 226. В этих точках соприкосновения формируются уплотнения, которые, по сути, являются гидравлическими затворами между отклоняющим устройством 250 и режущей фрезерной пластиной 190.
Когда отклоняющее устройство 250 крепко прижато к режущей фрезерной пластине 190, кольцевой выступ 270 отклоняющего устройства 250 (которое определяет местоположение впускного отверстия 272) выравнивается относительно проточного канала 202 для входа охлаждающей жидкости в режущей фрезерной пластине 190. Будучи выровненным, впускное отверстие 272 может принимать охлаждающую жидкость, которая течет на режущую фрезерную пластину 190 через проточный канал 202 для входа охлаждающей жидкости.
Когда отклоняющее устройство 250 компонуется с режущей фрезерной пластиной 190, отдельная выемка (210, 230, 232, 234), которая соприкасается (т.е. соответствует) с фланцем 280 отклоняющего устройства 250 и желобком для охлаждающей жидкости 274, определяет положение канала, который направляет поток охлаждающей жидкости к соответствующей режущей кромке (238, 240, 242, 244) режущей фрезерной пластине 190. По существу, канал гидравлически изолирован по отношению к противовесу впадины режущей фрезерной пластины так, чтобы, существенным образом, вся охлаждающая жидкость, которая попала на режущую фрезерную головку 190, вытекала через канал и направлялась к выбранной режущей кромке.
Положение фланца 280 отклоняющего устройства 250 можно выбрать так, чтобы оно соответствовало любой из отдельных выемок и их соответственно выбранной режущей кромке. Обычно вследствие того, что важно подать охлаждающую жидкость вблизи зоны резания, выбранной режущей кромкой является та режущая кромка, которая соприкасается с рабочей заготовкой во время операции удаления материала (например, операции фрезерования).
Обращаясь к ФИГ. 16D, можно увидеть поперечное сечение скомпонованных режущей фрезерной пластины 190 и отклоняющего устройства 250. Можно увидеть, как охлаждающая жидкость втекает (обратитесь к стрелке H) в узел, проходя через проточной канал 202 для входа охлаждающей жидкости и во впускное отверстие 272 отклоняющего устройства 250. Охлаждающая жидкость продолжает течь через канал, сформированный между желобком для охлаждающей жидкости 274 и отдельной выемкой, которые соответствуют выбранной режущей кромке. В этом случае режущей кромкой является режущая кромка 238, которая соответствует отдельной выемке 232.
Как показано стрелками J, охлаждающая жидкость, которая выходит из узла режущей фрезерной пластины и отклоняющей поверхности, протекает ниже плоскости, проходящей параллельно передней поверхности 192 режущей фрезерной пластины 190 так, что выходит ниже режущей плоскости. Затем охлаждающая жидкость разбрызгивается вверх в направлении зоны резания, что можно увидеть по направлению, указываемому стрелками J. В результате направления разбрызгивания охлаждающей жидкости вверх к зоне резания, она может попасть в зону контакта между режущей пластиной и образовавшимися стружками или рядом с ней. Это обеспечивает получение преимуществ, связанных с разбрызгиванием охлаждающей жидкости в верхнем направлении к зоне резания, которые отличаются тем, что охватывают снижение отрицательного воздействия аккумулированного тепла в зоне контакта между режущей фрезерной пластиной и рабочей заготовкой, улучшение смазки в зоне контакта между режущей фрезерной пластиной и образовавшимися стружками для избегания или снижения накопленного количества материала на режущей фрезерной пластине и для содействия устранению стружек из мест, расположенных рядом с зоной контакта между режущей фрезерной пластиной и образовавшимися стружками, во избежание повторного разрезывания стружек.
Что касается работы всего узла фрезерной головки 40, то узел фрезерной головки 40 вращается под воздействием патрона вращающегося инструмента станка или же может вращаться в направлении против часовой стрелки (смотри стрелку R) так, как показано на ФИГ. 1. Центральная емкость охлаждающей жидкости 94 связана с источником охлаждающей жидкости, который обычно находится под давлением во время вращения узла фрезерной головки 40. Можно обратить внимание на тот факт, что охлаждающая жидкость протекает через центральное продольное шестиугольное расточенное отверстие 118 стопорного винта 106 и из него, а также перетекает через поверхность на верхнем конце 108 и попадает в центральную емкость охлаждающей жидкости 94.
Охлаждающая жидкость вытекает из центральной емкости охлаждающей жидкости 94 через проточные каналы 76 для охлаждающей жидкости и проходит по ним на выход у замыкающей наклонной опорной поверхности 74, которая входит в состав опорного участка 60. Как описано далее, именно в этом месте охлаждающая жидкость попадает в узел на режущую фрезерную пластину 150.
Охлаждающая жидкость втекает в регулировочную прокладку 170 через удлиненную щель 184 и затем попадает в центральное расточенное отверстие для прохождения охлаждающей жидкости 186. Поток охлаждающей жидкости выходит из центрального расточенного отверстия для прохождения охлаждающей жидкости 186 во впускное отверстие 272, местоположение которого определяется кольцевым выступом 270 отклоняющего устройства 250, расположенного в центральном углублении режущей фрезерной пластины 190. Затем поток охлаждающей жидкости проходит через канал, образующийся между радиально направленным желобком 274 отклоняющего устройства 250 и поверхностью, определяющей место расположенной рядом отдельной выемки. Поток охлаждающей жидкости выходит из канала на фланце 280 таким образом, что охлаждающая жидкость перетекает через обе части (282, 284) фланца 280. Затем охлаждающая жидкость перетекает через режущую кромку для поступления на участок вблизи зоны контакта между режущей пластиной и образовавшимися стружками в зоне резания.
Обращаясь к ФИГ. 17, видно, что узел режущей фрезерной пластины 150 обладает возможностью избирательного направления охлаждающей жидкости на выбранную режущую кромку (например, на режущую кромку 242, показанную на ФИГ. 17), которая обрабатывает рабочую заготовку. Избирательное направление охлаждающей жидкости осуществляется вращением отклоняющего устройства 250 в выбранное положение так, чтобы оно соответствовало обрабатывающей рабочую заготовку режущей кромке 242. Как показано на ФИГ. 17, отклоняющее устройство 250 располагается таким образом, что фланец 280 выравнивается относительно режущей кромки 242 в составе режущей фрезерной пластины 190. При нахождении рабочих компонентов в этом положении охлаждающая жидкость будет течь к режущей кромке 242 и вытекать под ней так, как описано ниже. Здесь следует отметить, что поток охлаждающей жидкости проходит через участки меньшей и большей площади таким образом, что получает направление к занятой обработкой режущей кромке 242.
Можно обратить внимание на тот факт, что в процессе выполнения операции фрезерования должен возникнуть момент, когда для ввода в действие новой режущей кромки с целью ее использования в обработке рабочей заготовки потребуется индексирование или смена положения режущей фрезерной пластины 190. В случае индексируемой режущей фрезерной пластины это означает, что для ввода в действие новой режущей кромки (например, режущей кромки 240) режущая фрезерная пластина 190 будет вращаться в гнезде 52. Если рассматривать этот случай в качестве примера и, как и раньше, ссылаться на ФИГ. 17, то режущую фрезерную пластину 190 следует проиндексировать для ввода в действие режущей кромки 240 в качестве режущей кромки для обработки рабочей заготовки, раз режущая кромка 242 износилась или достигла такого состояния, которое неизбежно влечет за собой ее замену. Как видно на ФИГ. 17, для обеспечения поступления охлаждающей жидкости на новую режущую кромку 240 отклоняющее устройство 250 будет повернуто приблизительно на девяносто градусов в направлении часовой стрелки. Для направления охлаждающей жидкости на занятую обработкой режущую кромку желобок для охлаждающей жидкости 274 будет действовать совместно с отдельной выемкой, которая соответствует режущей кромке 240.
Как показано на ФИГ. 17, охлаждающая жидкость (что отмечено стрелками “J”) выходит в точке под режущей кромкой в зоне контакта режущей кромки и рабочей заготовки. В результате охлаждающая жидкость обеспечивает снижение отрицательного воздействия аккумулированного тепла в зоне контакта между режущей фрезерной пластиной и образовавшимися стружками. В качестве дополнительного достижения, присутствие охлаждающей жидкости обеспечивает улучшение смазывания в зоне контакта между режущей фрезерной пластиной и образовавшимися стружками для избегания или уменьшения накопления материала рабочей заготовки на режущей фрезерной пластине. В дополнение к этому, поток охлаждающей жидкости способствует устранению стружек вблизи зоны контакта между режущей фрезерной пластиной и образовавшимися стружками во избежание их повторного разрезания.
Обращаясь к ФИГ. 18, можно увидеть, что на ней представлен другой вариант выполнения отклоняющего устройства 300 применительно к режущей фрезерной пластине 190. Это осуществление отклоняющего устройства 300 подобно предыдущему осуществлению отклоняющего устройства 250, за исключением иной настройки отклоняющего устройства 304 под рабочую руку. В этом отношении отклоняющее устройство 300 подстроено под праворукого оператора, а отклоняющее устройство 250 - под леворукого оператора.
Подобно варианту выполнения, показанному на ФИГ. 17, узел режущей фрезерной пластины 150 обладает возможностью избирательного направления охлаждающей жидкости на выбранную режущую кромку, которая обрабатывает рабочую заготовку путем вращения отклоняющего устройства в выбранное положение относительно режущей кромки, обрабатывающей рабочую заготовку. Как показано на ФИГ. 18, отклоняющее устройство 300 располагается таким образом, что фланец 302 выравнивается относительно режущей кромки 244 в составе режущей фрезерной пластины 190. При нахождении вышеупомянутых рабочих компонентов в этом положении охлаждающая жидкость будет течь в направлении режущей кромки 244 и вытекать под ней так, как описано выше. До индексирования режущей фрезерной пластины 190 отклоняющее устройство 300 будет вращаться так, что фланец 302 выровняется по отношению к новой режущей кромке так, как описано выше по отношению к отклоняющему устройству 250. Соответственно можно принять во внимание тот факт, что возможность избирательного позиционирования отклоняющего устройства 300 увеличивает способность узла режущей фрезерной пластины подавать охлаждающую жидкость в направлении заново выбранной режущей кромки во время выполнения операции фрезерования. При соблюдении этого условия охлаждающая жидкость будет подаваться под новую режущую кромку.
На ФИГ. 19 показано еще одно конкретное осуществление отклоняющего устройства 304. Конструкция согласно этому варианту выполнения основана на конструкции отклоняющего устройства 250, за исключением отсутствия у фланца 306 удлиненной части. В результате в случае прикрепления отклоняющего устройства 304 к режущей фрезерной пластине поток охлаждающей жидкости перетекает через всю поверхность фланца ненаправленно, как это происходит при использовании отклоняющих устройств 250 и 300.
На ФИГ. 20-22 показан узел режущей фрезерной пластины 320, в состав которого входит режущая фрезерная пластина 190, отклоняющее устройство 250 и фиксатор 290, подобные тем, что описаны выше. Однако регулировочная прокладка 322 отличается тем, что содержит отверстие для протекания охлаждающей жидкости 324, расположенное по центру нижней поверхности, и не имеет удлиненной щели на периферийной режущей кромке. Как показано на ФИГ. 20, гнездо содержит проточный канал 316 для охлаждающей жидкости, расположенный, как правило, на выступающей вверх опорной поверхности. Охлаждающая жидкость выходит из проточного канала 316 для охлаждающей жидкости так, как показано стрелкой “K” на ФИГ. 20.
Когда узел режущей фрезерной пластины закрепляется в гнезде, то расположенное по центру отверстие для протекания охлаждающей жидкости 324 выравнивается относительно проточного канала 316 для охлаждающей жидкости. На ФИГ. 21 и 22 показан поток охлаждающей жидкости, поступающий прямо в расположенное по центру отверстие для протекания охлаждающей жидкости 324 и затем в узел режущей фрезерной пластины и отклоняющего устройства так, как описано выше. Охлаждающая жидкость затем протекает через режущую фрезерную пластину 190 так, как это уже было описано ранее. На ФИГ. 20 показан поток охлаждающей жидкости, выходящей из режущей фрезерной пластины так, как представлено стрелками “L”.
На ФИГ. 23 показан другой вариант выполнения режущей фрезерной пластины 330, в котором две отдельные выемки 332, 334 соответствуют только одной режущей кромке (или зоне резания) 336. В этом отношении данные отдельные выемки имеют геометрические характеристики, которые отчасти отличаются от аналогичных характеристик отдельных выемок режущей фрезерной пластины 190. Даже несмотря на то, что геометрические характеристики отличаются от аналогичных характеристик режущей фрезерной пластины 190, отдельные выемки (332, 334) на режущей фрезерной пластине 330, как и раньше, работают на содействие эффективной подаче потока охлаждающей жидкости в направлении режущей кромки 336, в результате чего поток охлаждающей жидкости в отдельной выемке, подаваемый наружу в радиальном направлении, попадает на радиальную внешнюю часть отдельной выемки. Если рассматривать другие режущие кромки режущей пластины 330, то можно увидеть, что две отдельные выемки 332A, 334A соответствуют режущей кромке (или зоне резания) 336A, две отдельные выемки 332B, 334B - режущей кромке (или зоне резания) 336B, а две отдельные выемки 332C, 334CA - режущей кромке (или зоне резания) 336C.
Следует принять во внимание тот факт, что отдельные выемки (332, 334) достаточно узки для того, чтобы позволить желобку для охлаждающей жидкости соответствующего отклоняющего устройства обслуживать обе отдельные выемки. В результате обе отдельные выемки (332, 334) и желобок для прохождения охлаждающей жидкости образуют канал, гидравлически изолированный вследствие формирования гидравлического затвора между совместно скомпонованными отклоняющим устройством и режущей фрезерной пластиной так, как это имеет место в узле режущей фрезерной пластины (190) и отклоняющего устройства (250).
Для демонстрации рабочих характеристик, принадлежащих конкретному осуществлению узла фрезерной головки, были проведены тесты. В этом отношении для фрезерования рабочей заготовки из отпущенного титан-алюминий-ванадиевого сплава Ti-6AL-4V шириной 7,62 см и длиной 25,4 см была использована фрезерная головка диаметром 100 мм, изготовленная согласно параметрам конкретного осуществления этой головки, представленной на ФИГ. 1. Тестовое фрезерование было проведено как операция одновременной обработки рабочей заготовки двумя фрезами, сопровождавшаяся выравниванием центра узла фрезерной головки относительно центра рабочей заготовки. Условия операции резания металла были изложены ниже в Таблице 1.
Условия резания металлов для тестового фрезерования рабочей заготовки, изготовленной из титан-алюминий-ванадиевого сплава Ti-6Al-4V размером (7,62 см × 25,4 см), используя фрезерную головку диаметром 100 мм
Марка K322 Kennametal - это марка режущей пластины, изготовленной из сплава карбида и вольфрама на кобальтовой основе, который состоит приблизительно на 9,75 процента из кобальта, а также из вольфрама и карбида в равной пропорции вместе с допустимыми примесями, при этом размер зерна данного сплава изменяется в диапазоне 1-6 микрон. Режущая пластина марки K322 характеризуется номинальной твердостью, равной приблизительно 90,8 по шкале А Рокуэлла, и величиной магнитного насыщения, равной примерно 180-220 эрстед.
В целях сравнения были проведены тесты с использованием следующих условий поступления охлаждающей жидкости: охлаждающая жидкость, отличающаяся тем, что она полностью охватила режущую фрезерную пластину и рабочую заготовку, подавалась через шпиндель и согласно вышеуказанному изобретению - через режущую фрезерную пластину. При обращении к нижеуказанной Таблице 2, в которой представлены результаты тестирования, следует сказать, что давление было определено по показаниям манометра насоса, а скорость потока была измерена в результате заполнения ведра на пять галлонов (22,7 литра при измерении английских галлонах и 18,7 литров при измерении в американских галлонах) с последующим взвешиванием его содержимого.
Результаты тестирования для трех способов поступления охлаждающей жидкости
(минуты)
зону резания поливом
Что касается критериев срока службы инструмента, то для определения его срока службы были сделаны снимки после каждого прохождения инструмента по рабочей заготовке с применением 30-кратного увеличения изображений. Конец срока службы был определен на основании достижения износа любой из режущих кромок, задней или передней поверхностей, величина которого превысила 0,38 мм. Как можно увидеть по Таблице 2, срок службы был представлен в количестве проходов, выполнявшихся до тех пор, пока не была достигнута предельная величина износа, в объеме материала (кубические сантиметры), снятого с рабочей заготовки до достижения предельной величины износа, и в истекшем времени, которое потребовалось для достижения предельной величины износа. Результаты из Таблицы 2 указывают на то, что в случае фрезеровки титан-алюминий-ванадиевого сплава Ti-6Al-4V режущая фрезерная пластина - предмет изобретения - показала срок службы, который оказался примерно в четыре раза выше по сравнению с аналогичным параметром при использовании традиционного способа поступления охлаждающей жидкости поливом и приблизительно в 2,2 раза выше по сравнению с аналогичным параметром при использовании традиционного способа поступления охлаждающей жидкости через шпиндель.
Узел фрезерной головки 30 имеет множество преимуществ благодаря обеспечению подачи охлаждающей жидкости под режущую кромку в зоне контакта режущей кромки и рабочей заготовки. В результате охлаждающая жидкость обеспечивает снижение отрицательного воздействия аккумулированного тепла в зоне контакта между режущей фрезерной пластиной и рабочей заготовкой. В качестве дополнительного достижения, присутствие охлаждающей жидкости обеспечивает улучшение смазывания в зоне контакта между режущей фрезерной пластиной и образовавшимися стружками для избегания или уменьшения накопления материала рабочей заготовки на режущей фрезерной пластине. В дополнение к этому, поток охлаждающей жидкости способствует устранению стружек вблизи зоны контакта между режущей фрезерной пластиной и местом образования стружек во избежание их повторного разрезания.
Становится очевидным, что настоящее изобретение обеспечивает создание фрезерной головки, а также режущей фрезерной пластины, которые используются в операциях стружкообразования и удаления материала и отличаются организацией улучшенного поступления охлаждающей жидкости в зону контакта между режущей фрезерной пластиной и рабочей заготовкой. В результате улучшения поступления охлаждающей жидкости появляется множество преимуществ.
В этом отношении настоящее изобретение обеспечивает создание фрезерной головки, а также режущей фрезерной пластины, которые используются в операциях стружкообразования и удаления материала и отличаются организацией улучшенного поступления охлаждающей жидкости в зону контакта между режущей фрезерной пластиной и рабочей заготовкой (то есть в место на обрабатываемой детали, где происходит стружкообразование). В результате охлаждающая жидкость обеспечивает снижение отрицательного воздействия аккумулированного тепла в зоне контакта между режущей фрезерной пластиной и рабочей заготовкой. Как дополнительный результат, присутствие охлаждающей жидкости обеспечивает улучшение смазывания в зоне контакта между режущей фрезерной пластиной и образовавшимися стружками для избегания или уменьшения накопления материала рабочей заготовки на режущей фрезерной пластине. В дополнение к этому, поток охлаждающей жидкости способствует устранению стружек вблизи зоны контакта между режущей фрезерной пластиной и образовавшимися стружками во избежание их повторного разрезания.
Патенты и прочие документы, идентифицированные в этой работе, настоящим приняты во внимание за счет ссылки на них. Другие осуществления изобретения станут очевидными для специалистов в предметной области в результате рассмотрения спецификации или практического применения изобретения, представленных в этой работе. Мы намеревались представить спецификацию и примеры только для иллюстративности, без намерения ограничить область применения изобретения. Объем и сущность запатентованного изобретения указана в нижеследующих пунктах.
| название | год | авторы | номер документа |
|---|---|---|---|
| ФРЕЗЕРНАЯ ГОЛОВКА И РЕЖУЩАЯ ФРЕЗЕРНАЯ ПЛАСТИНА С СЕРДЕЧНИКОМ И ПОДАЧЕЙ ОХЛАЖДАЮЩЕЙ ЖИДКОСТИ | 2007 |
|
RU2445194C2 |
| РЕЖУЩАЯ ПЛАСТИНА И ФРЕЗА С ОХЛАЖДЕНИЕМ | 2021 |
|
RU2759550C1 |
| ФРЕЗЕРНАЯ ГОЛОВКА | 2006 |
|
RU2398662C2 |
| ФРЕЗЕРНАЯ ГОЛОВКА | 2006 |
|
RU2414333C2 |
| ФРЕЗЕРНАЯ ГОЛОВКА | 1994 |
|
RU2111093C1 |
| РЕЖУЩАЯ ПЛАСТИНА И ФРЕЗЕРНЫЙ ИНСТРУМЕНТ | 2007 |
|
RU2422253C2 |
| МЕТАЛЛОРЕЖУЩАЯ СИСТЕМА ДЛЯ ЭФФЕКТИВНОЙ ПОДАЧИ ОХЛАЖДАЮЩЕЙ ТЕКУЧЕЙ СРЕДЫ | 2007 |
|
RU2445189C2 |
| ТОРЦЕВАЯ ФРЕЗА | 1994 |
|
RU2111092C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ГЛУБОКИХ ПАЗОВ В МЕТАЛЛИЧЕСКИХ ИЗДЕЛИЯХ И ФРЕЗЕРНЫЙ ИНСТРУМЕНТ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1995 |
|
RU2133657C1 |
| ФРЕЗЕРНЫЙ ИНСТРУМЕНТ | 2013 |
|
RU2638475C2 |

Изобретение относится к машиностроению и может быть использовано на операциях фрезерования. Режущая пластина содержит корпус режущей пластины с по меньшей мере одной зоной резания и проточный канал для входа охлаждающей жидкости, через который она может протекать. Корпус выполнен с передней поверхностью, содержащей по меньшей мере одну отдельную выемку, сообщающуюся с проточным каналом для входа охлаждающей жидкости, соответствующую зоне резания и проходящую в направлении соответствующей зоны резания в радиальном направлении наружу. Отдельная выемка имеет глубину относительно передней поверхности, уменьшающуюся в радиальном направлении наружу. Узел режущей пластины содержит корпус режущей пластины и отклоняющее устройство, примыкающее к корпусу режущей пластины. Оно выполнено с впускным отверстием, выровненным с проточным каналом, и с желобком, сообщающимся с впускным отверстием и выровненным в направлении одной выбранной зоны резания, для образования канала для прохождения охлаждающей жидкости в направлении выбранной зоны резания. Узел фрезерной головки содержит корпус фрезерной головки, корпус режущей пластины и отклоняющее устройство. Улучшается поступление охлаждающей жидкости в зону контакта между режущей пластиной и заготовкой, улучшаются условия резания. 4 н. и 35 з.п. ф-лы, 30 ил.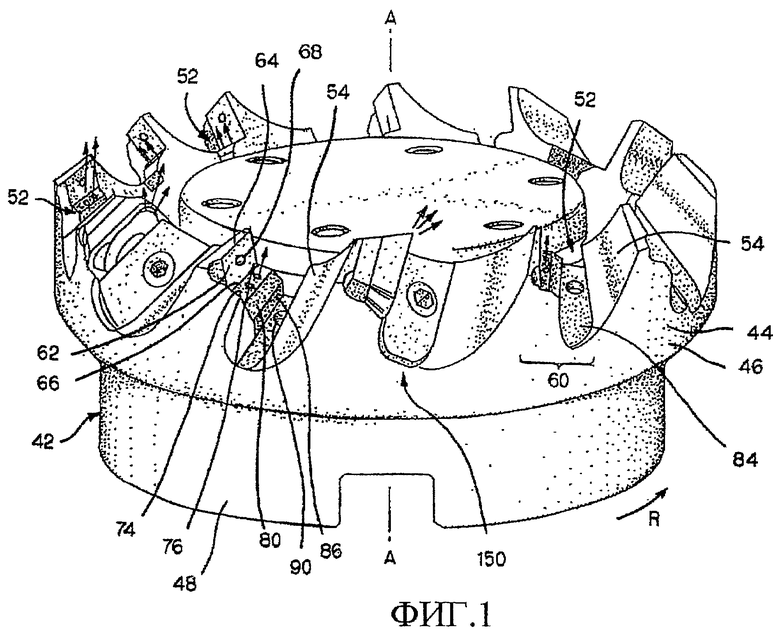
1. Режущая пластина, используемая при стружкообразовании и для удаления материала и на которую подается охлаждающая жидкость, содержащая корпус режущей пластины, имеющий, по меньшей мере, одну зону резания, при этом корпус режущей пластины содержит проточный канал для входа охлаждающей жидкости, через который она может протекать, и корпус режущей пластины имеет переднюю поверхность, содержащую, по меньшей мере, одну отдельную выемку, сообщающуюся с проточным каналом для входа охлаждающей жидкости, причем отдельная выемка соответствует зоне резания и проходит в направлении соответствующей зоны резания в радиальном направлении наружу, при этом отдельная выемка имеет глубину относительно передней поверхности, уменьшающуюся в радиальном направлении наружу.
2. Режущая пластина по п.1, отличающаяся тем, что корпус режущей пластины имеет, по меньшей мере, две зоны резания, а передняя поверхность содержит, по меньшей мере, две отдельные выемки, каждая из которых соответствует одной из зон резания и проходит в направлении соответствующей ей зоны резания.
3. Режущая пластина по п.1, отличающаяся тем, что корпус режущей пластины имеет, по меньшей мере, две зоны резания, а отдельная выемка соответствует и проходит в направлении одной из зон резания.
4. Режущая пластина по п.1, отличающаяся тем, что корпус режущей пластины имеет множество зон резания, а передняя поверхность содержит множество отдельных выемок, каждая из которых соответствует одной из зон резания и проходит в направлении соответствующей ей зоны резания.
5. Режущая пластина по п.1, отличающаяся тем, что отдельная выемка имеет концевую часть, направленную радиально наружу и примыкающую к зоне резания, в результате чего охлаждающая жидкость выходит из отдельной выемки под зоной резания и разбрызгивается по направлению вверх к зоне резания.
6. Режущая пластина по п.1, отличающаяся тем, что корпус режущей пластины дополнительно содержит нижнюю поверхность и периферийную заднюю поверхность, причем корпус режущей пластины содержит углубление в передней поверхности, окружающее проточный канал для входа охлаждающей жидкости, а каждая отдельная выемка пересекает углубление для сообщения с проточным каналом для входа охлаждающей жидкости.
7. Режущая пластина по п.6, отличающаяся тем, что каждая из отдельных выемок имеет радиальную внутреннюю часть и радиальную внешнюю часть, причем радиальная внутренняя часть пересекается с углублением, а радиальная внешняя часть примыкает к соответствующей зоне резания.
8. Режущая пластина по п.7, отличающаяся тем, что радиальная внешняя часть каждой из отдельных выемок заканчивается в зоне, направленной радиально вовнутрь соответствующей зоны резания, при этом для каждой из отдельных выемок периферийная часть передней поверхности отделяет радиальную внешнюю часть отдельной выемки от соответствующей зоны резания.
9. Режущая пластина по п.6, отличающаяся тем, что каждая из отдельных выемок имеет ширину и расположена в той же плоскости, что и передняя поверхность, причем эта ширина уменьшается в радиальном направлении наружу, сходится в радиальной внешней части отдельной выемки.
10. Режущая пластина по п.1, отличающаяся тем, что каждая из зон резания содержит отдельную режущую кромку, образованную в месте пересечения передней поверхности и периферийной задней поверхности.
11. Режущая пластина по п.1, отличающаяся тем, что каждая из отдельных выемок имеет объем, уменьшающийся в радиальном направлении наружу.
12. Режущая пластина по п.1, отличающаяся тем, что корпус режущей пластины изготовлен методом порошковой металлургии и содержит один из материалов, выбранных из группы, включающей инструментальные стали, твердые сплавы, металлокерамические и керамические материалы.
13. Режущая пластина по п.1, отличающаяся тем, что на корпус режущей пластины наносится один или более слоев покрытия.
14. Режущая пластина по п.1, отличающаяся тем, что, по меньшей мере, две отдельные выемки соответствуют одной и той же зоне резания.
15. Узел режущей пластины, используемый при стружкообразовании и для удаления материала, который устанавливается в гнездо корпуса режущего инструмента, при этом охлаждающая жидкость может вытекать из отверстия в гнезде, причем узел режущей пластины содержит корпус режущей пластины, имеющий, по меньшей мере, две отдельные зоны резания, причем корпус режущей пластины содержит проточный канал для входа охлаждающей жидкости, выровненный с отверстием в гнезде для протекания охлаждающей жидкости по этому проточному каналу для входа охлаждающей жидкости, и переднюю поверхность, содержащую, по меньшей мере, две отдельные выемки, каждая из которых соответствует одной из зон резания и проходит в направлении соответствующей ей зоны резания, и отклоняющее устройство, примыкающее к корпусу режущей пластины, при этом отклоняющее устройство имеет впускное отверстие, выровненное с проточным каналом для входа охлаждающей жидкости для приема охлаждающей жидкости в проточный канал для входа охлаждающей жидкости, и желобок для охлаждающей жидкости, сообщающийся с впускным отверстием и выровненный в направлении одной выбранной зоны резания, в результате чего желобок для охлаждающей жидкости и отдельная выемка, соответствующая выбранной зоне резания, образуют канал для прохождения охлаждающей жидкости в направлении выбранной зоны резания.
16. Узел режущей пластины по п.15, отличающийся тем, что каждая из отдельных выемок имеет концевую часть, направленную радиально наружу и примыкающую к соответствующей зоне резания, в результате чего охлаждающая жидкость выходит из канала под выбранной зоной резания и разбрызгивается по направлению вверх к выбранной зоне резания.
17. Узел режущей пластины по п.15, отличающийся тем, что корпус режущей пластины содержит переднюю поверхность, нижнюю поверхность и периферийную заднюю поверхность, причем корпус режущей пластины содержит углубление в передней поверхности, окружающее проточный канал для входа охлаждающей жидкости, а каждая отдельная выемка пересекает углубление для сообщения с проточным каналом для входа охлаждающей жидкости.
18. Узел режущей пластины по п.17, отличающийся тем, что каждая из отдельных выемок имеет радиальную внутреннюю часть и радиальную внешнюю часть, причем радиальная внутренняя часть пересекается с углублением, а радиальная внешняя часть примыкает к соответствующей зоне резания.
19. Узел режущей пластины по п.18, отличающийся тем, что радиальная внешняя часть каждой из отдельных выемок заканчивается в зоне, направленной радиально вовнутрь соответствующей зоны резания, при этом для каждой отдельной выемки периферийная часть передней поверхности отделяет радиальную внешнюю часть отдельной выемки от соответствующей зоны резания.
20. Узел режущей пластины по п.19, отличающийся тем, что охлаждающая жидкость, которая выходит из канала, может проходить через периферийную часть передней поверхности, примыкающую к выбранной зоне резания.
21. Узел режущей пластины по п.17, отличающийся тем, что каждая зона резания содержит отдельную режущую кромку, образованную в месте пересечения передней поверхности и периферийной задней поверхности.
22. Узел режущей пластины по п.15, отличающийся тем, что канал, главным образом, является гидравлически изолированным.
23. Узел режущей пластины по п.22, отличающийся тем, что отклоняющее устройство имеет центральный участок, содержащий впускное отверстие и желобок для охлаждающей жидкости, причем, по меньшей мере, часть центрального участка отклоняющего устройства касается части поверхности, образующей отдельную выемку, соответствующую выбранной зоне резания, для образования герметичного уплотнения в таком месте.
24. Узел режущей пластины по п.15, отличающийся тем, что каждая из отдельных выемок имеет объем, уменьшающийся в радиальном направлении наружу.
25. Узел режущей пластины по п.15, отличающийся тем, что канал имеет объем, уменьшающийся в радиальном направлении наружу.
26. Узел режущей пластины по п.15, отличающийся тем, что дополнительно содержит регулировочную прокладку, содержащую внутренний проточный канал для охлаждающей жидкости, обеспечивающий сообщение проточного канала для входа охлаждающей жидкости в корпусе режущей пластины с потоком охлаждающей жидкости, выходящей из отверстия в гнезде корпуса режущего инструмента.
27. Узел режущей пластины по п.26, отличающийся тем, что регулировочная прокладка имеет уголковый изгиб, соответствующий выбранной зоне резания, и дополнительно содержит радиальный проточный канал для охлаждающей жидкости, сообщающийся с внутренним проточным каналом для охлаждающей жидкости через радиальный проточный канал в направлении выбранной зоны резания.
28. Узел режущей пластины по п.26, отличающийся тем, что внутренний проточный канал для охлаждающей жидкости открывается в периферийной задней поверхности регулировочной прокладки, в результате чего внутренний проточный канал для охлаждающей жидкости выровнен со впускным отверстием в гнезде корпуса режущего инструмента.
29. Узел режущей пластины по п.26, отличающийся тем, что внутренний проточный канал для охлаждающей жидкости открывается в верхней поверхности регулировочной прокладки, при этом внутренний проточный канал для охлаждающей жидкости выровнен со впускным отверстием в гнезде корпуса режущего инструмента.
30. Узел режущей пластины по п.15, отличающийся тем, что отклоняющее устройство имеет удаленный конусообразный фланец, а каждая отдельная выемка - радиальную внутреннюю часть и радиальную внешнюю часть, причем конусообразный фланец примыкает к радиальной внешней части отдельной выемки, соответствующей выбранной зоне резания.
31. Узел режущей пластины по п.15, отличающийся тем, что корпус режущей пластины изготовлен методом порошковой металлургии и содержит один из материалов, выбранных из группы, включающей инструментальные стали, твердые сплавы, металлокерамические и керамические материалы.
32. Узел режущей пластины по п.15, отличающийся тем, что, по меньшей мере, одна из отдельных выемок соответствует одной и той же зоне резания.
33. Отклоняющее устройство, используемое в комбинации с режущей пластиной, содержащее центральную часть, содержащую впускное отверстие для приема потока охлаждающей жидкости из режущей пластины, при этом центральная часть дополнительно содержит желобок для охлаждающей жидкости, сообщающийся с впускным отверстием, проходящий в радиальном направлении наружу от впускного отверстия и имеющий удаленный конусообразный фланец.
34. Отклоняющее устройство по п.33, отличающееся тем, что удаленный конусообразный фланец имеет, по меньшей мере, две части, при этом одна из частей проходит на большее расстояние в радиальном направлении наружу, чем другая из частей этого удаленного конусообразного фланца.
35. Отклоняющее устройство по п.33, отличающееся тем, что центральная часть отклоняющего устройства имеет кольцевой выступ, определяющий впускное отверстие.
36. Отклоняющее устройство по п.35, отличающееся тем, что центральная часть отклоняющего устройства имеет участок в форме усеченного конуса, окружающий кольцевой выступ.
37. Узел фрезерной головки, используемый при стружкообразовании и для удаления материала, при этом охлаждающая жидкость подается к фрезерной головке из источника охлаждающей жидкости, а фрезерная головка содержит корпус фрезерной головки, содержащий емкость для охлаждающей жидкости, сообщающуюся с источником охлаждающей жидкости, причем корпус фрезерной головки дополнительно содержит гнездо с отверстием, сообщающимся с емкостью для охлаждающей жидкости, и корпус режущей пластины, имеющий, по меньшей мере, две отдельных зоны резания, при этом корпус режущей пластины содержит проточный канал для входа охлаждающей жидкости, выровненный с отверстием в гнезде для прохождения охлаждающей жидкости через проточный канал для входа охлаждающей жидкости, и переднюю поверхность, по меньшей мере, с двумя отдельными выемками, каждая из которых соответствует одной зоне резания, причем каждая из отдельных выемок проходит в направлении соответствующей ей зоны резания, и отклоняющее устройство, примыкающее к корпусу режущей пластины, причем отклоняющее устройство имеет впускное отверстие, выровненное с проточным каналом для входа охлаждающей жидкости для приема ее в этот проточный канал для входа охлаждающей жидкости, и содержит желобок для охлаждающей жидкости, сообщающийся со впускным отверстием и выровненный с выбранной зоной резания, в результате чего желобок для охлаждающей жидкости и отдельная выемка, соответствующая одной из выбранных зон резания, образуют канал для прохождения потока охлаждающей жидкости в направлении выбранной зоны резания.
38. Узел фрезерной головки по п.37, отличающийся тем, что корпус фрезерной головки содержит проточный канал для охлаждающей жидкости, обеспечивающий сообщение емкости для охлаждающей жидкости с отверстием в гнезде.
39. Узел фрезерной головки по п.37, отличающийся тем, что корпус фрезерной головки содержит множество проточных каналов для охлаждающей жидкости, обеспечивающих сообщение источника охлаждающей жидкости с емкостью для охлаждающей жидкости.
| US 6053669 A1, 18.11.1997 | |||
| Инструмент для автоматического зенкования с обратной стороны | 1989 |
|
SU1685613A1 |
| РЕЖУЩАЯ ПЛАСТИНА | 2003 |
|
RU2247632C1 |
| Способ полировки листов целлюлоида | 1937 |
|
SU51922A1 |
| Резец | 1989 |
|
SU1602617A1 |
| Соломорезка | 1929 |
|
SU33055A1 |

