Изобретение относится к фрезерной головке и способу механической обработки оголовков свай в соответствии с ограничительной частью независимых пунктов 1 и 9 формулы изобретения.
Фрезерные головки для гражданского строительства известны, например, из [1] каталога продукции фирмы erkat-spezialmaschinen-service-gmbh, «SPITZEN-TECHNOLOGIE, DIE WELTWEIT WEGE WEIST», www.erkat.de, и из [2] патента Германии 10041275 Al.
В [1] описано устройство для механической обработки оголовков свай, которое содержит фрезерную головку (типа erkat 300-2L), закрепленную на гидравлическом опорном узле, таком как экскаватор. Согласно [1] оголовок сваи может быть обработан посредством этого устройства в течение 30 минут.
Обрабатываемые сваи этого типа, которые обычно необходимо устанавливать на неустойчивых площадках для обеспечения опоры конструкции, изготавливают из бетона, который может быть подвергнут нагрузке сжатия, и арматурных стержней, которые могут быть подвергнуты растягивающей нагрузке. Размеры свай определяют в соответствии с конструкцией и местом размещения и могут изменяться в широком диапазоне. Обычно используют сваи, у которых длина составляет от 5 до 50 метров, а диаметры от 0,4 до 2 метров. Для того чтобы изготовить сваи, высверливают отверстия, например, в грунте, в которые вставляют трубы. Арматуру вставляют в трубы и заполняют бетоном. Горная порода в нижнем конце трубы, таким образом, перемещается, по большей части, вверх и после заполнения сваи находится главным образом в ее головной части, вот почему у последней нет необходимой прочности. Кроме того, свая или ее оголовок обычно не имеют требуемых размеров. Соединительные элементы, необходимые для конструкции, также могут отсутствовать. Поэтому оголовок сваи обрабатывают в большей степени и выполняют с заданными размерами и необходимым качеством.
Для этого предварительно изготовленный, обычно цилиндрический оголовок сваи, например, как показано в [1], обрабатывают с использованием фрезерной головки, обычно длиной от 0,4 до 1 метра, для удаления бетона с дефектом. Бетон должен быть удален таким способом, при использовании которого не повреждается арматура, обычно расположенная коаксиально продольной оси сваи. Посредством фрезерной головки, описанной в [1], удаляют сердечник сваи в пределах арматуры до самой кромки металлической арматуры, таким образом, повреждения арматуры зависят от мастерства экскаваторщика. Затем посредством фрезерной головки, описанной в [1], удаляют наружный ствол сваи, расположенный рядом с арматурой, что является еще более трудным. Если, с другой стороны, металлическая арматура повреждена, то вследствие этого возникают проблемы с прочностью, или даже появляется необходимость восстановления сваи с использованием значительных дополнительных средств. Поэтому высвобождаемая основная арматура должна отвечать определенным требованиям для обеспечения возможности выполнения монтажа дополнительной арматуры.
После удаления бетона и высвобождения арматуры ее обычно наращивают дополнительной арматурой и устанавливают оболочку, которая соответствует размерам создаваемого оголовка сваи. Оболочку затем заполняют бетоном и удаляют, как только бетон затвердел.
Механическая обработка оголовка сваи устройством, описанным в [1], следовательно, является единственно возможной при значительных затратах времени и мастерстве, в результате чего всегда существует большой риск того, что арматура будет повреждена.
Для выполнения более сложных задач в [2] описана сложная система с фрезами, которые могут быть соединены вместе, как это необходимо, но которая при этом не является пригодной для механической обработки оголовков свай.
Таким образом, цель настоящего изобретения заключается в том, чтобы создать способ и усовершенствованную фрезерную головку, посредством которой оголовок сваи может быть механически обработан более быстро и надежно, в частности без повреждения расположенной в нем арматуры.
Эта цель достигается посредством способа и фрезерной головки, которым присущи признаки, заявленные в независимых пунктах 1 и 9 формулы изобретения. Предпочтительные варианты осуществления изобретения заявлены в других пунктах формулы изобретения.
Фрезерная головка служит для механической обработки оголовка предварительно изготовленной сваи, погруженной в грунт, которая содержит, по существу, цилиндрический сердечник сваи, полый цилиндрический ствол сваи и забетонированную металлическую арматуру, расположенную между ними. Фрезерная головка, снабженная резцами, соединена посредством соединительного устройства с приводным валом, который можно перемещать посредством подъемного и приводного устройства, в частности, поднимаемого и опускаемого, и который может приводиться во вращение для обеспечения работы фрезерной головки. Экскаватор или кабельный кран с соответствующим приводом предпочтительно используют в качестве подъемного и приводного устройства.
В соответствии с изобретением центральная фреза, снабженная множеством центральных резцов, и кольцевая фреза, снабженная множеством кольцевых резцов, жестко соединены друг с другом и установлены коаксиально продольной оси приводного вала. Центральные резцы расположены в центральной окружности, а кольцевые резцы, отделенные от них средней окружностью, расположены на внешней окружности, так что окружности расположены, по меньшей мере, приблизительно перпендикулярно и концентрично продольной оси приводного вала.
Посредством способа и фрезерной головкой согласно изобретению можно удалить сегменты сердечника сваи и ствола сваи одновременно без повреждения арматуры сваи, находящейся в области средней окружности. Механическую обработку выполняют с большой точностью так, чтобы бетон мог быть удален на небольшом расстоянии в несколько сантиметров от арматуры. Оставшаяся тонкая втулка из бетона, в котором заключена арматура, может затем быть быстро удалена с использованием другого приспособления.
Более предпочтительно сегменты сердечника сваи и ствола сваи могут быть удалены посредством линейного опускания фрезерной головки. Сложные движения фрезерной головки, которой должен управлять квалифицированный рабочий с обычным инструментом, не являются необходимыми. Механическая обработка оголовка сваи выполняется, таким образом, в течение нескольких минут (ранее, согласно [1] - 30 минут). Одновременно, буровая головка подвергается равномерной нагрузке, так что это приводит в результате к более усредненным срокам и более длительным интервалам между техническим обслуживанием.
Центральная окружность, в которой расположены центральные резцы центральной фрезы, смещена наружу предпочтительно на 5-20 см относительно внешней окружности, в которой расположены кольцевые резцы, так что во время механической обработки оголовка сваи центральная фреза, во-первых, проникает линейно в сердечник сваи, а затем соответствующим образом направляется кольцевая фреза. В качестве альтернативы смещению положения центральных резцов центральная фреза предпочтительно дополнительно снабжена центральной буровой головкой, расположенной коаксиально продольной оси приводного вала, при этом центральная буровая головка выступает над резцами и служит для более точного направления фрезерной головки во время механической обработки сваи.
Центральные резцы и при необходимости устанавливаемая буровая головка расположены на передней стороне вала, предпочтительно снабженного транспортерной спиралью. Кольцевые резцы предпочтительно установлены на внешнем установочном кольце, которое жестко или разъемно соединено с установочным цилиндром.
Вал центральной фрезы и установочный цилиндр кольцевой фрезы, которые проходят коаксиально продольной оси приводного вала и, таким образом, образуют, по меньшей мере, приблизительно полый цилиндрический незаполненный объем, соединены с внутренней стороной соединительной пластины, на внешней стороне которой расположено соединительное устройство, которое может быть соединено с приводным валом. Соединительное устройство предпочтительно содержит установочную втулку с многогранным полым профилем, в которой, например, посредством штифта может быть зафиксирован вставленный приводной вал.
Резцы, установленные во фрезах, которые предпочтительно являются идентичными, подвергаются высоким нагрузкам во время работы и поэтому предпочтительно состоят из держателя, который может быть приварен или установлен с геометрическим замыканием, а также режущего элемента, который может быть вставлен в него и заменен в плановом порядке. Держатели предпочтительно соединены посредством соединительных элементов с геометрическим замыканием, например соединений типа ласточкин хвост, с соответствующими установочными элементами или установочными кольцами.
В предпочтительном варианте осуществления центральная буровая головка может быть вставлена с передней стороны вала центральной фрезы, на передней торцевой стороне которой установлены центральные резцы. Следовательно, центральная буровая головка также может быть легко заменена.
В другом предпочтительном варианте осуществления центральная буровая головка, которая может быть вставлена в вал, соединена с внутренним установочным кольцом, на котором установлены центральные резцы. Таким образом, центральные резцы и центральная буровая головка могут быть заменяемыми друг с другом.
Внутренний и внешний диаметр внутреннего установочного кольца и внешнего установочного кольца предпочтительно точно согласованы с размерами сваи и положением арматуры в свае так, чтобы обеспечивалось максимальное удаление бетона и минимальный риск повреждения арматуры.
Поскольку внутреннее установочное кольцо и/или внешнее установочное кольцо можно заменять, то установочные кольца всегда можно устанавливать на место для согласования фрезерной головки с обрабатываемой сваей.
В другом предпочтительном варианте осуществления соединительный элемент, предпочтительно приводимый в действие вручную, расположен, например, на соединительной пластине, при этом в соединительный элемент может быть вставлен вал центральной фрезы. Таким образом, возможно извлечение всей центральной фрезы из фрезерной головки и ее замена.
Для обеспечения легкой и быстрой замены внешнего установочного кольца, оно может быть присоединено к установочному цилиндру предпочтительно посредством фланцевых элементов с геометрическим замыканием, предпочтительно посредством резьбового или байонетного соединения.
Изобретение описано более подробно ниже со ссылкой на чертежи, на которых:
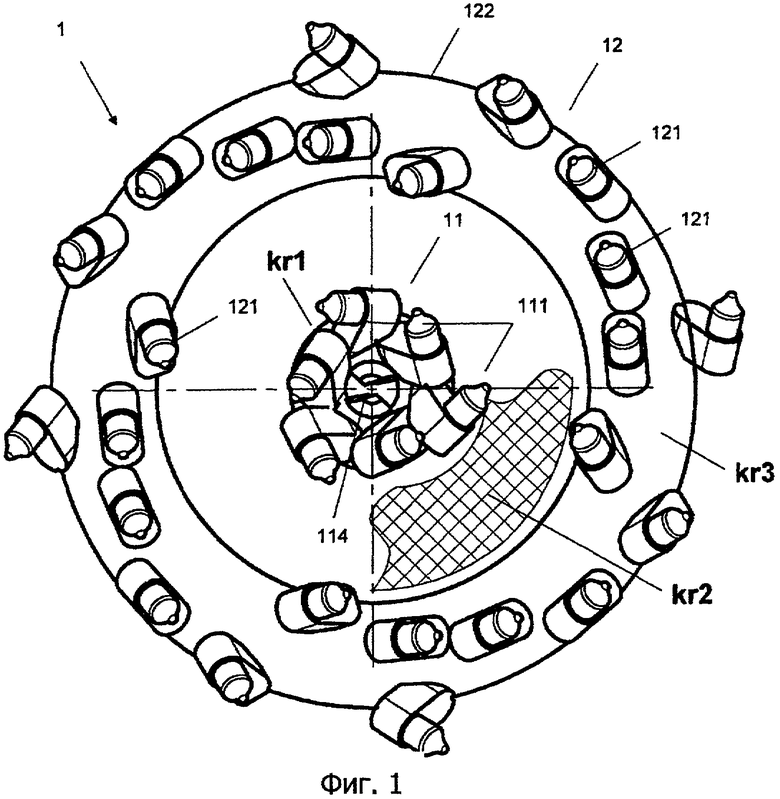
фиг.1 иллюстрирует нижнюю часть фрезерной головки 1 в соответствии с изобретением, которая содержит центральную фрезу 11, используемую для механической обработки оголовка сваи 81, и кольцевую фрезу 12, используемую для удаления ствола 82 сваи;
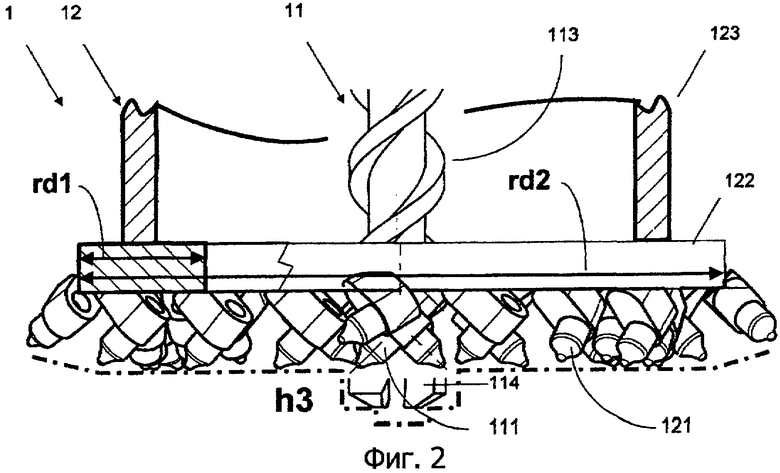
фиг.2 представляет собой частичный разрез фрезерной головки 1 с фрезерными элементами кольцевой фрезы 12 и фрезерными и режущими элементами 111, 114 центральной фрезы 11, расположенными ниже на расстоянии h3;
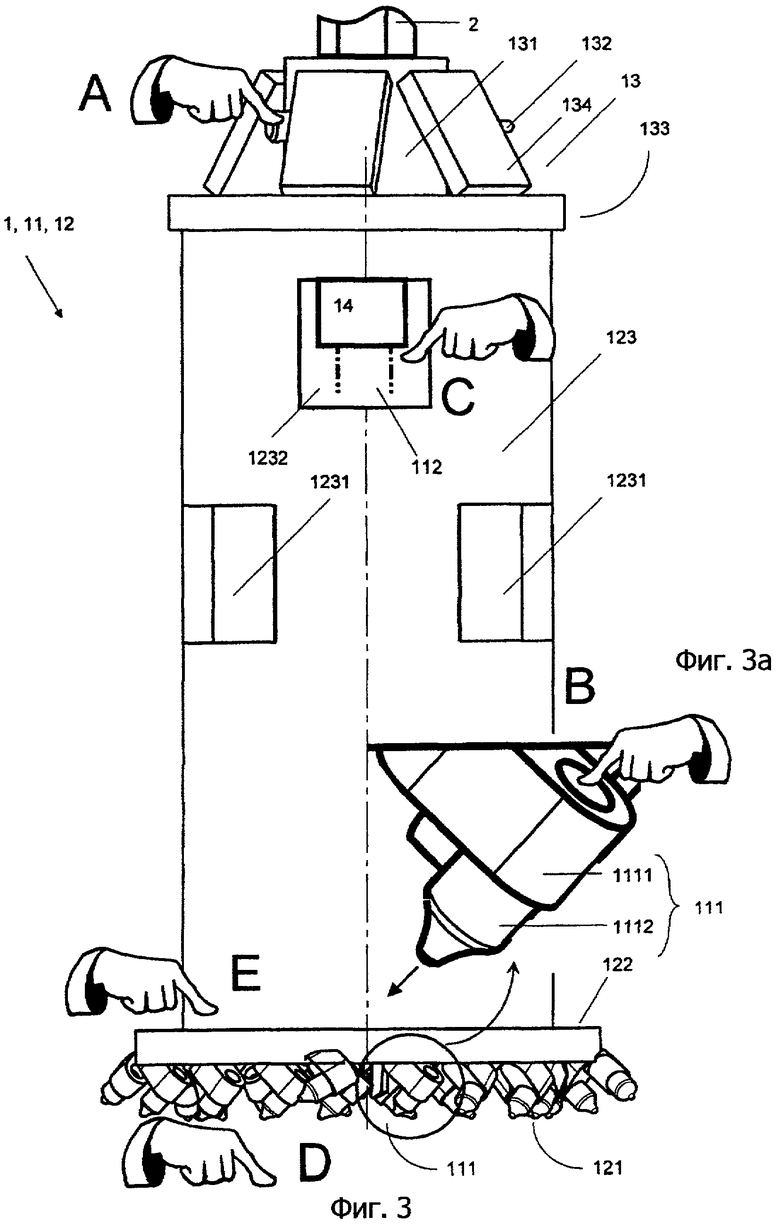
фиг.3 иллюстрирует фрезерную головку 1, соединенную посредством приводного вала 2 с подъемным и приводным устройством, с режущими и фрезерными элементами 111, 114, 121, показанными на фиг.2;
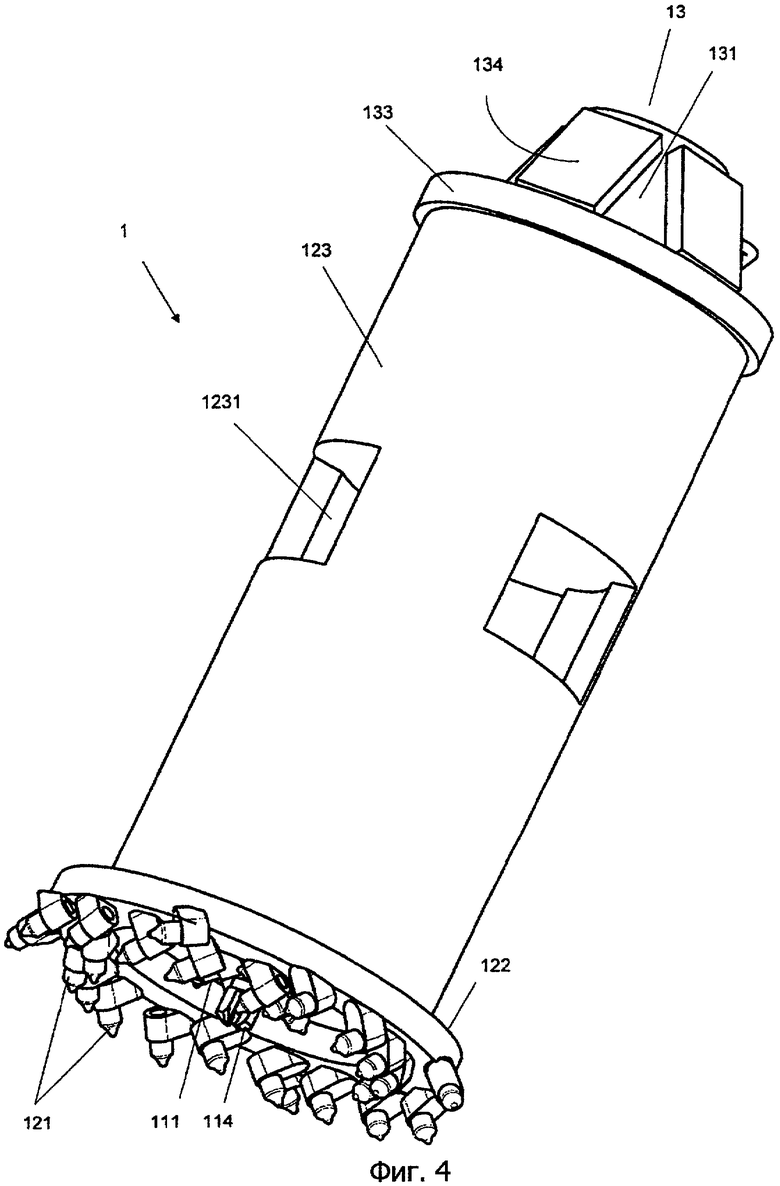
фиг.4 представляет собой вид в перспективе фрезерной головки 1, показанной на фиг.3;
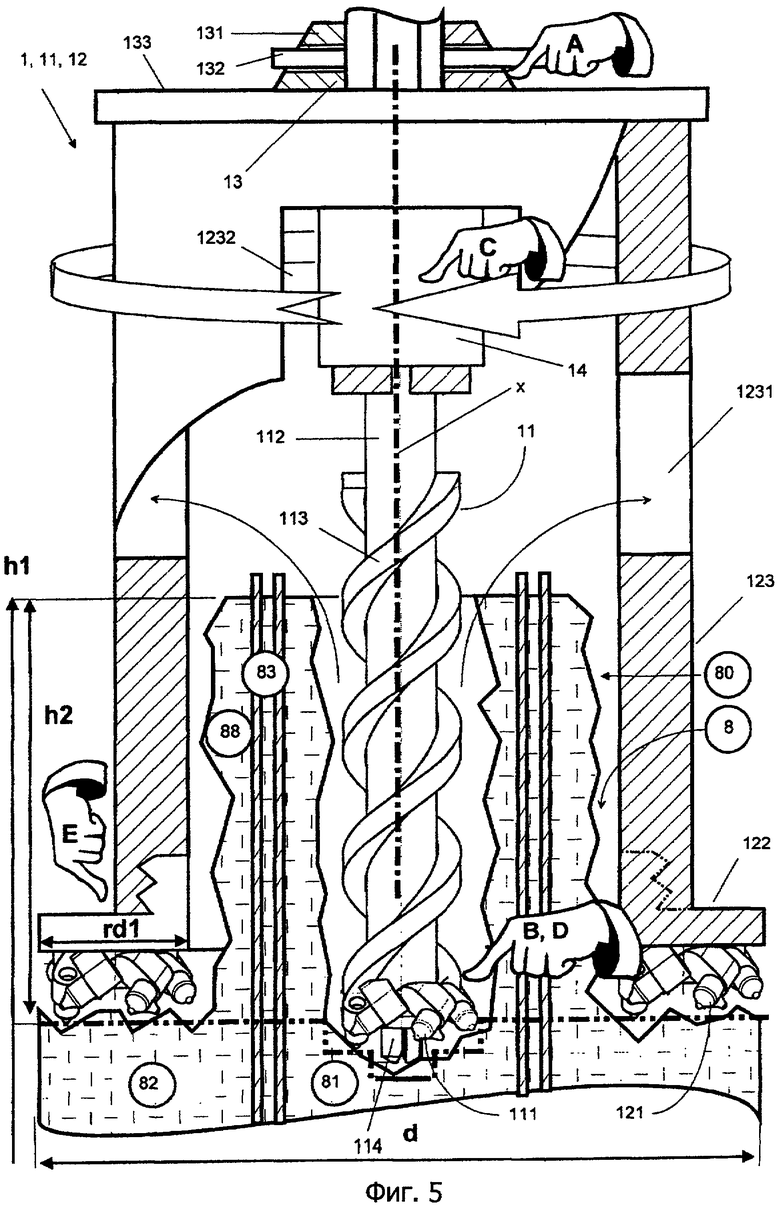
фиг.5 иллюстрирует предпочтительный вариант фрезерной головки 1, показанной на фиг.3, показанной в разрезе во время механической обработки сваи 8;
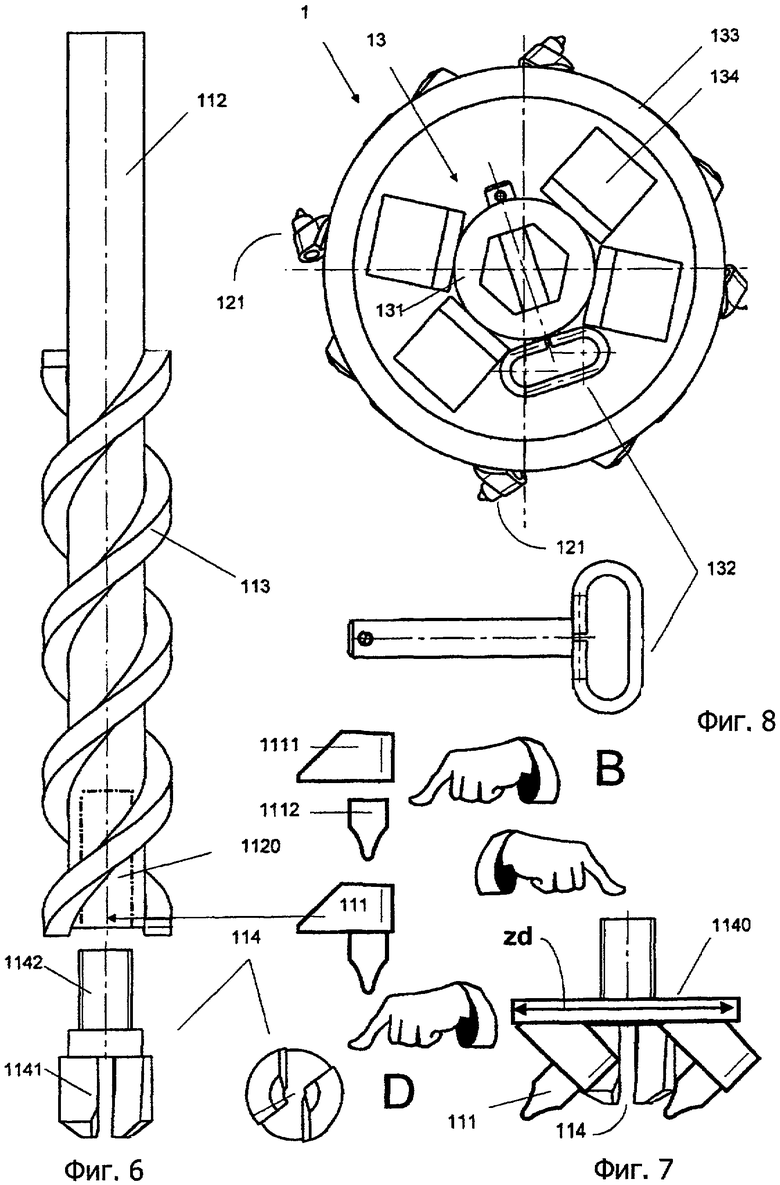
фиг.6 иллюстрирует вал 112 центральной фрезы 11, снабженной транспортерной спиралью 113, которая расположена на передней стороне с центральной буровой головкой 114 и центральными резцами 111;
фиг.7 иллюстрирует центральную буровую головку 114, которая может быть соединена с валом 112, показанным на фиг.6, с установочной пластиной 1140, на которой установлены центральные резцы 111;
фиг.8 представляет собой вид сверху фрезерной головки 1 с соединительным устройством 13, которое состоит из соединительной втулки 131 с шестиугольным полым профилем и соединительным штифтом 132; и
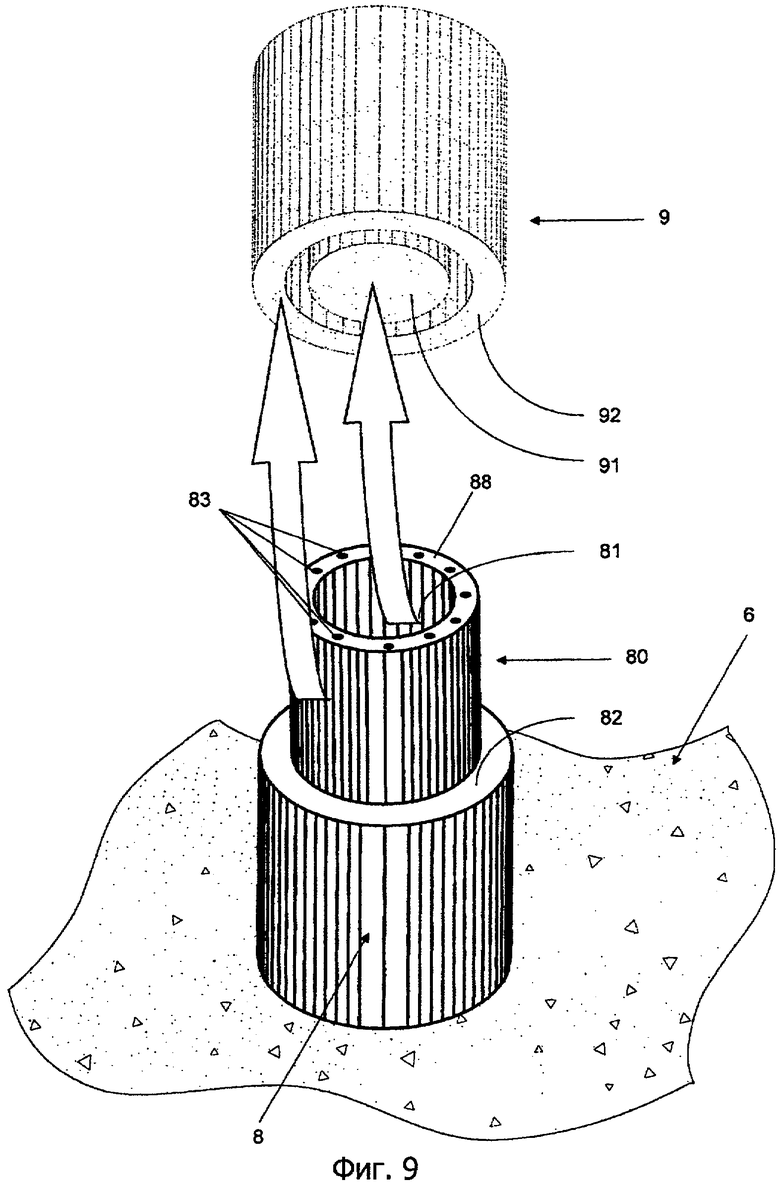
фиг.9 иллюстрирует оголовок 80 сваи 8, опущенной в грунт 6, который обработан в соответствии с изобретением, а также материал, удаленный за один рабочий проход при вертикальном перемещении, в первичном виде.
На фиг.1 показана нижняя сторона фрезерной головки 1 в соответствии с изобретением, которая содержит центральную фрезу 11, используемую для механической обработки сердечника 81 сваи, и кольцевую фрезу 12, используемую для удаления ствола 82 сваи. Центральная фреза 11 содержит на своей передней стороне центральную буровую головку 114 и шесть центральных резцов 11, которые окружают центральную буровую головку 114 кольцом вокруг внутренней окружности kr1. Кольцевая фреза 12 содержит на ее передней стороне установочное кольцо 122, на котором в каждом из четырех секторов установлены шесть кольцевых резцов 121, вследствие чего они являются рабочими во внешней окружности kr3. Средняя окружность kr2, в которую не может входить в контакт ни один из центральных резцов 111 или кольцевых резцов 121, оставлена свободной между внутренней и внешней окружностями kr1, kr3. Таким образом, при опускании фрезерной головки 1 удаляемый материал извлекается за один рабочий ход, после чего остается только снабженная арматурой 83 втулка 88 из бетона, которая соответствует средней окружности kr2.
На фиг.2 показан частичный разрез фрезерной головки 1 с фрезерными элементами кольцевой фрезы 12 и фрезерные и буровые элементы 111, 114 центральной фрезы 11, расположенные ниже на расстоянии h3. Таким образом, после опускания перпендикулярно фрезерной головки 1 на оголовок сваи 8 (фиг.5) сначала в нее проникает центральная буровая головка 114, в результате чего фрезерная головка направляется строго вертикально при дальнейшем опускании и при взаимодействии резцов 111, 121.
На фиг.3 показана фрезерная головка 1 в соответствии с изобретением с буровыми и фрезерными элементами 111, 114, 121, показанными на фиг.2. Установочное кольцо 122 с кольцевыми резцами 121 соединено с нижней стороной полого установочного цилиндра 123 (фиг.2), верхняя сторона которого соединена с соединительной пластиной 133. Установочный цилиндр 123 дополнительно выполнен с выпускными отверстиями 1231, через которые удаленный материал может покидать фрезерную головку 1.
Соединительное устройство 13 установлено на верхней стороне соединительной пластины 133 (фиг.8) и состоит из соединительной втулки 131 и соединительного штифта 132, который может быть вставлен в нее. Соединительная втулка 131, закрепленная посредством предусмотренных при необходимости усиливающих элементов 134, имеет шестиугольный полый профиль, в которую может быть вставлен и закреплен, посредством соединительного штифта 132, соответственно выполненный приводной вал 2. Таким образом, после присоединения приводного вала 2, обозначенного ссылочной позицией А на фиг.3, фрезерная головка 1 может быть смещена и приведена во вращение посредством подъемного и приводного устройства. Для этого приводной вал 2 соединен с экскаватором (см. [1]) или подъемным краном, оборудованными соответствующим образом.
На фиг.3а в увеличенном масштабе также показан один из центральных резцов 121, который состоит из держателя 1111 и режущего элемента 1112. Как обозначено позицией В, режущий элемент 1112, удерживаемый посредством прессовой посадки в держателе 1111, можно вытолкнуть и заменить, когда износ становится очевидным, а возможно восстановить. Держатели могут быть приварены или установлены предпочтительно посредством соединений с геометрическим замыканием, например соединений типа ласточкин хвост, а при необходимости закреплены посредством штифта. Следовательно, наиболее предпочтительными являются способы соединения с геометрическим замыканием, потому что фрезерную головку предпочтительно приводят в действие всегда в одном направлении. Поскольку держатель устанавливают с геометрическим замыканием, он может быть отсоединен посредством удержания рукой или с использованием молотка. Центральные резцы 121 и кольцевые резцы 121 предпочтительно выполнены идентичными в зависимости от потребностей пользователя.
При необходимости установочный цилиндр 123 дополнительно содержит окно 1232, которое обеспечивает ручное взаимодействие с фрезерной головкой 1 для приведения в действие соединительного элемента 14, установленного, при необходимости, на нижней стороне соединительной пластины 133, в который может быть вставлен вал 112 центральной фрезы 11. Следовательно, как обозначено позицией С, в этом предпочтительном варианте осуществления фрезерной головки 1 может быть использована соединительная часть или новая центральная фреза 11 в качестве замены изношенной центральной фрезы 11.
Позицией D показан вариант, позволяющий избирательно устанавливать или снимать буровые или фрезерные элементы 111, 114 центральной фрезы 11.
Позицией E показан вариант, позволяющий устанавливать или снимать установочное кольцо 122, снабженное кольцевыми резцами 121, с установочного цилиндра 123.
Варианты C, D и E, которые могут быть предусмотрены по отдельности или в комбинации, в результате приводят к значительным преимуществам в изготовлении, эксплуатации и техническом обслуживании фрезерной головки 1. Базовая конструкция фрезерной головки 1 может отвечать самым разнообразным требованиям вследствие взаимозаменяемости буровых и фрезерных инструментов. Благодаря возможности выбора буровых и фрезерных инструментов требуемых размеров фрезерная головка 1 может быть согласована с несколькими захватами с соответствующей конструкцией и размерами обрабатываемой сваи 8. В результате соответствующего выбора внешнего диаметра rd2 установочное кольцо 122 может быть согласовано с наружным диаметром d сваи 8 (фиг.5). Благодаря соответствующему выбору внутреннего диаметра rd1 установочное кольцо 122 может быть согласовано с положением арматуры 83 внутри сваи 8. Для согласования с сердечником 81 сваи 8 используют соответствующую центральную фрезу 11, или соответствующее фрезерное кольцо 1140, 111 (фиг.7, диаметр zd установочной пластины 1140) устанавливают на вал 112 центральной фрезы 11. Следовательно, фрезерная головка 1 может быть согласована с несколькими захватами и без снятия с приводного устройства с обрабатываемой сваей 8 в каждом варианте.
Особенно важной является возможность извлечения внутренней и/или внешней установочной пластины 122 или 1140, что также имеет отношение ко времени для технического обслуживания и/или времени простоя в работе фрезерной головки 1. Замена внутренней и/или внешней установочной пластины 122/1140, у которой изношены резцы, может быть выполнена в течение нескольких минут, так что при этом нет значительных простоев. Кроме того, резцы могут быть восстановлены или заменены более легко. Возвращение на производственный участок является возможным, когда существует возможность установки и хранения фрезерных и режущих элементов на небольшой площади.
На фиг.4 показан вид в перспективе фрезерной головки 1, показанной на фиг.3, и без окна 1232. Следовательно, в такой конструкции вал 112 центральной фрезы установлен жестко или ввинчен. С другой стороны, можно эффективно использовать вышеописанные варианты D и/или E.
На фиг.5 показана фрезерная головка предпочтительной конструкции, показанной на фиг.3, в разрезе во время механической обработки сваи 8, которая показана открытой. Материал головки сваи 80 в значительной степени уже извлечен и удален через выпускные отверстия 1231. Кольцевой фрезой 12 удален сегмент ствола 82 сваи, а центральной фрезой 11 удален несколько более длинный сегмент сердечника 81 сваи. Втулка 88 из бетона остается со стальной арматурой 83, оставшейся в ней неповрежденной. С оставшейся втулкой 88 из бетона можно впоследствии работать с использованием другого инструмента, такого как ручные фрезы и зажимы. На фиг.5 видно, что оголовок 80 сваи обработан весьма тщательно, поэтому и бетон не удален до самой арматуры 83. С другой стороны, можно дополнительно удалить бетон посредством соответствующего внутреннего и внешнего установочного кольца (фиг.2 и 7) так, что остается только тонкая втулка 88 из бетона. Кроме того, на фиг.5 показано, что внешнее установочное кольцо 122 соединено посредством резьбового фланца с установочным цилиндром 123, и, таким образом, его можно легко снять (для этого установочное кольцо 122 заблокировано, а установочный цилиндр 123 повернут приводным устройством в другом направлении). В соответствии с фиг.6 и 7 центральную буровую головку 114 и/или центральное фрезерное кольцо 1140, 111 предпочтительно устанавливают и таким же образом снимают.
На фиг.6 показан вал 112 центральной фрезы 11, снабженный транспортерной спиралью 113, которая имеет глухое отверстие 1120 с передней стороны, в которое может быть вставлен соединительный штифт 1142 центральной буровой головки 114, снабженной на передней стороне твердосплавными резцами 1141. Кроме того, вал 112 может быть соединен с передней стороны с центральными резцами 111. Например, их держатели 1111 приварены к валу 112.
На фиг.7 показана центральная буровая головка 114, которая может быть соединена с валом 112, показанным на фиг.6, с установочной пластиной 1140, на которой установлены центральные резцы 111, образующие фрезерное кольцо.
Таким образом, центральная буровая головка 114, показанная на фиг.6, или центральная буровая головка 114, показанная на фиг.6, снабженная фрезерным кольцом, может быть избирательно соединена с валом 112 и вновь отсоединена.
На фиг.8 показан вид сверху фрезерной головки 1 с вышеописанным соединительным элементом 13.
На фиг.9 показан механически обработанный в соответствии с изобретением оголовок 80 сваи 8, опущенной в грунт 6, а также материал, удаленный за один проход при вертикальном перемещении в первоначальном виде, состоящий из удаляемого сегмента сердечника 91 и удаляемого сегмента ствола 92.
Литература
1. Каталог продукции фирмы erkat-spezialmaschinen-service-gmbh, «SPITZEN-TECHNOLOGIE, DIE WELTWEIT WEGE WEIST», www.erkat.de
2. Патент Германии 10041275 А1.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ФРЕЗЕРОВАНИЯ ДЫМОВЫХ ТРУБ | 1989 |
|
RU2071580C1 |
| ОДНОПРОХОДНОЕ УСТРОЙСТВО С УИПСТОКОМ ДЛЯ ОБРАЗОВАНИЯ ОКНА В ОБСАДНОЙ ТРУБЕ СКВАЖИНЫ | 1996 |
|
RU2173761C2 |
| УСТРОЙСТВО ДЛЯ ФРЕЗЕРНОЙ ОБРАБОТКИ ГОРНОЙ ПОРОДЫ И ДРУГИХ МАТЕРИАЛОВ, А ТАКЖЕ СПОСОБ ФРЕЗЕРОВАНИЯ ГОРНОЙ ПОРОДЫ ИЛИ ПОДОБНЫХ МАТЕРИАЛОВ С ПРИМЕНЕНИЕМ ЭТОГО УСТРОЙСТВА | 2006 |
|
RU2358104C1 |
| РАЗДВИЖНОЙ ФРЕЗЕРНЫЙ БАРАБАН ДЛЯ БУРИЛЬНОЙ МАШИНЫ | 2007 |
|
RU2422634C1 |
| ФРЕЗЕРНОЕ УСТРОЙСТВО И СПОСОБ ПРОХОДКИ СКВАЖИНЫ ФРЕЗЕРОВАНИЕМ | 2005 |
|
RU2307226C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ УЗЛА СОПРЯЖЕНИЯ СВАИ С СУЩЕСТВУЮЩИМ ФУНДАМЕНТОМ ПРИ ЕГО УСИЛЕНИИ (ВАРИАНТЫ) | 2008 |
|
RU2385384C1 |
| СПОСОБ ДЕМОНТАЖА ОГОЛОВКОВ БУРОНАБИВНЫХ СВАЙ | 2023 |
|
RU2800444C1 |
| Станок для изготовления фасонных изделий из дерева, кожи, фибры и т.п. | 1927 |
|
SU9264A1 |
| СПОСОБ СООРУЖЕНИЯ ОПОРЫ МОСТА В ВОДНОЙ АКВАТОРИИ | 2023 |
|
RU2809049C1 |
| Способ изготовления буровинтовой сваи. | 2001 |
|
RU2220256C2 |
Группа изобретений относится к области строительства и может быть использована для механической обработки голов свай. Способ механической обработки оголовка предварительно изготовленной сваи, которая состоит из сердечника сваи, ствола сваи и металлической арматуры, расположенной между ними, в частности, фрезерной головкой, заключается в том, что сердечник и ствол оголовка сваи удаляют одновременно посредством фрезерных элементов, которые жестко или разъемно соединены друг с другом. При этом центральная и кольцевая фрезы фрезерной головки снабжены множеством центральных резцов, жестко соединены друг с другом и расположены коаксиально продольной оси приводного вала, центральные резцы расположены в центральной окружности, а кольцевые резцы, отделенные от них средней окружностью, расположены на внешней окружности, посредством чего окружности расположены, по меньшей мере, приблизительно перпендикулярно и концентрично продольной оси приводного вала. Обеспечивает быструю и надежную обработку оголовка сваи без повреждения расположенной в ней арматуры. 2 н. и 9 з.п. ф-лы, 9 ил.
1. Фрезерная головка (1) для механической обработки оголовка (80) сваи (8), который состоит из сердечника (81) сваи, ствола (82) сваи и металлической арматуры (83), расположенной между ними, содержащая соединительное устройство (13), выполненное с возможностью соединения с приводным валом (2) приводного устройства, и резцы (111, 121), которые используются для удаления бетона, отличающаяся тем, что центральная фреза (11), снабженная множеством центральных резцов (111), и кольцевая фреза (12), снабженная множеством кольцевых резцов (121), жестко соединены друг с другом и расположены коаксиально продольной оси (х) приводного вала (2), при этом центральные резцы (111) расположены в центральной окружности (kr1), а кольцевые резцы (121), отделенные от них средней окружностью (kr2), расположены на внешней окружности (kr3), посредством чего окружности (kr1, kr3) расположены, по меньшей мере, приблизительно перпендикулярно и концентрично продольной оси (х) приводного вала (2).
2. Головка (1) по п.1, отличающаяся тем, что центральная окружность (kr1) смещена наружу предпочтительно на 5-20 см относительно внешней окружности (kr3), и/или тем, что центральная фреза (11) снабжена коаксиально расположенной центральной бурильной головкой (114), которая выступает над резцами (111, 121) и служит для направления фрезерной головки (1) во время механической обработки сваи (8).
3. Головка (1) по п.1 или 2, отличающаяся тем, что центральные резцы (111) и центральная бурильная головка (114) установлены на передней стороне вала (112), предпочтительно снабженного транспортерной спиралью (113), и/или тем, что кольцевые резцы (121) установлены на внешнем установочном кольце (122), которое жестко или разъемно соединено с установочным цилиндром (123).
4. Головка (1) по п.3, отличающаяся тем, что вал (112) и установочный цилиндр (123), которые проходят коаксиально продольной оси (х) приводного вала (2), соединены с соединительной пластиной (133), на которой расположено соединительное устройство (13).
5. Головка (1) по п.1, отличающаяся тем, что соединительное устройство (13) содержит соединительную втулку (131) с многогранным полым профилем, в которой посредством штифта (132) может быть зафиксирован вставленный приводной вал (2), и/или тем, что предпочтительно идентичные центральные и кольцевые резцы (111, 121) состоят из держателя (1111), который может быть приварен или установлен с геометрическим замыканием, а также режущего элемента (1112), который может быть вставлен в него.
6. Головка (1) по п.1, отличающаяся тем, что центральная бурильная головка (114) выполнена с возможностью введения с передней стороны вала (112), на передней торцевой стороне которого установлены центральные резцы (111), или тем, что центральная бурильная головка (114) выполнена с возможностью введения в вал (112) и соединена с внутренним установочным кольцом (1140), на котором установлены центральные резцы (111).
7. Головка (1) по п.3, отличающаяся тем, что внутренний и наружный диаметр внутреннего установочного кольца (1040) и внешнего установочного кольца (122) согласованы с размерами сваи (8) и положением арматуры (83) в свае (8), которые предназначены для размещения во второй окружности (kr2) между центральными резцами (111) и кольцевыми резцами (121).
8. Головка (1) по п.3, отличающаяся тем, что вал (112) центральной фрезы выполнен с возможностью введения и фиксации в соединительном элементе (14), и/или тем, что внешнее установочное кольцо (122) выполнено с возможностью соединения посредством фланцевых элементов с геометрическим замыканием, предпочтительно посредством резьбового или байонетного соединения с установочным цилиндром (123).
9. Способ механической обработки оголовка (80) предварительно изготовленной сваи (8), которая состоит из сердечника (81) сваи, ствола (82) сваи и металлической арматуры (83), расположенной между ними, в частности, фрезерной головкой (1) по любому из пп.1-8, отличающийся тем, что сердечник (81) сваи и ствол (82) сваи оголовка (80) сваи удаляют одновременно посредством фрезерных элементов, которые жестко или разъемно соединены друг с другом.
10. Способ по п.9, отличающийся тем, что сердечник (81) сваи удаляют центральной фрезой (11), снабженной множеством центральных резцов (111), а ствол (82) сваи удаляют кольцевой фрезой (12), снабженной множеством кольцевых резцов (121).
11. Способ по п.9, отличающийся тем, что центральную фрезу (11) и кольцевую фрезу (12) приводят в действие вместе приводным устройством или отдельно двумя приводными устройствами.
| DE 10041275 A1, 28.03.2002 | |||
| Многодисковое долото для бурения горных выработок | 1948 |
|
SU77589A1 |
| Устройство для разработки и извлечения грунта из свай-оболочек | 1958 |
|
SU123108A1 |
| Устройство для бурения скважин | 1976 |
|
SU659720A2 |
| Устройство для подготовки голов свай под ростверк | 1990 |
|
SU1813844A1 |
| КОСОРУКОВ И.И | |||
| и др | |||
| Свайные работы | |||
| - М.: Высшая школа, 1974, с.192-200. | |||

