Область техники, к которой относится изобретение
Настоящее изобретение относится к способу изготовления игольчатых электродов с покрытием.
Уровень техники
Игольчатые электроды с покрытием обычно используются для измерения электрических потенциалов в живой ткани или для передачи электрической энергии к такой ткани. Игольчатые электроды используются во многих видах терапии и/или методах диагностики. Двумя неограничительными примерами являются удаление ткани и электромиография.
Игольчатые электроды с покрытием в целом содержат удлиненное электропроводящее металлическое тело, заостренное на одном конце путем заточки. Игольчатые электроды обычно также имеют соединительные средства, прикрепленные к другому концу для соединения указанного игольчатого электрода с внешним электронным оборудованием. Металлическое тело электрода обычно покрыто электроизоляционным материалом так, чтобы только небольшой металлический участок вблизи острого наконечника образовывал электрический контакт с тканью, отсюда и название "игольчатый электрод с покрытием".
Изготовление игольчатых электродов начинают, как правило, с отрезания металлической проволоки или трубки требуемой длины. Игольчатое тело затем удерживают вблизи одного конца и покрывают остальную часть тела изоляционным материалом путем напыления или погружения с последующим отверждением и/или спеканием покрытия. После покрытия игольчатого тела покрытый наконечник остро затачивают, тем самым удаляя изоляционный материал на наконечнике электрода. В заключении осуществляют электрическое подключение соединительных средств к непокрытому тупому концу игольчатого тела.
У этого широко применяемого способа изготовления игольчатых электродов есть несколько недостатков:
1) точность заточки наконечника иглы зависит от концентрической точности нанесения покрытия на тело;
2) покрытие может быть повреждено зажимами, неподвижно удерживающими тело при заточке;
3) переход от тела иглы с покрытием к проводящему заостренному наконечнику зависит от концентрической точности заточки, что приводит к отклонениям площади проводящей поверхности по окружности наконечника;
4) создание у иглы скошенных поверхностей для образования острого наконечника нецелесообразно, так как площадь проводящей поверхности по окружности наконечника значительно изменяется.
Раскрытие изобретения
Первый аспект настоящего изобретения, таким образом, заключается в создании улучшенного способа изготовления игольчатых электродов с покрытием, обеспечивающего повышенную точность заточки наконечника игольчатого электрода.
Второй аспект настоящего изобретения заключается в создании улучшенного способа изготовления игольчатых электродов с покрытием, обеспечивающего повышение точности выполнения границы изолированной части и неизолированной части вблизи проводящего наконечника.
Третий аспект настоящего изобретения заключается в создании улучшенного способа изготовления игольчатых электродов с покрытием, также обеспечивающего изготовление игольчатых электродов с множеством кольцеобразных проводящих участков вдоль тела игольчатого электрода с высокой точностью и низкими затратами.
Указанные выше аспекты решены путем создания способа, как описано во введении, включающего этапы удержания заостренной иглы без покрытия за наконечник, погружения заостренной иглы без покрытия в ванну с материалом для покрытия и извлечения заостренной иглы из ванны с материалом для покрытия. Таким образом, покрытие может быть нанесено на иглу после ее заточки. Поэтому точность заточки может быть повышена. Кроме того, так как покрытие наносят на иглу после заточки, заточка не повреждает покрытие. Поэтому при заточке можно использовать более эффективные методы зажима. Способ также позволяет использовать различные типы заточки, например, может быть использована косая заточка наконечника, как в погружаемых иглах.
В одном примере осуществления способа этап извлечения заостренной иглы из ванны с материалом для покрытия может осуществляться так, что толщина покрытия определяется скоростью извлечения. Таким образом, нанесение покрытия можно очень легко регулировать.
В другом примере осуществления способа этап удержания заостренной иглы без покрытия за наконечник может осуществляться с помощью магнитов.
Способ может быть выполнен посредством устройства, содержащего контейнер с текучей средой для покрытия, в которую погружают заостренную иглу без покрытия. В предпочтительном примере устройство может содержать подвесную головку, которую перемещают вверх и вниз в вертикальном направлении относительно ванны с текучей средой для покрытия и которая содержит средства для удержания иглы, подвешенной заостренным концом вверх. Путем управления перемещением подвесной головки относительно уровня ванны с текучей средой для покрытия можно точно управлять нанесением покрытия на иглу. В частности, можно точно задавать расстояние между наконечником иглы и покрытием на игле.
В одном примере осуществления устройство может дополнительно содержать направляющую пластину для направления иглы. Направляющая пластина, кроме того, может быть расположена под поверхностью текучей среды для покрытия в контейнере с текучей средой для покрытия. Таким образом, направляющая пластина не повреждает покрытие на игле при извлечении иглы из ванны.
Устройство может содержать средства для измерения расстояния между средствами для удержания иглы и поверхностью ванны с текучей средой для покрытия. Таким образом, управлять нанесением покрытия легко, даже если уровень текучей среды со временем изменяется.
В другом примере осуществления подвесная головка может содержать подвесной направляющий элемент, который поддерживает иглу при работе. Это обеспечивает поддержку иглы перед введением иглы в ванну с текучей средой.
Подвесная головка может также быть выполнена с возможностью отсоединения от остального устройства. Таким образом, может быть использовано несколько подвесных головок для оптимизации производительности процесса. Например, одна подвесная головка может быть закреплена в устройстве и находиться в процессе нанесения покрытия погружением, другая подвесная головка может загружаться иглами, а третья подвесная головка может быть помещена в печь для отверждения/спекания покрытия на иглах. Одновременно может использоваться любое количество подвесных головок.
Следует отметить, что термин "содержать/содержащий" при использовании в данном описании обозначает наличие указанных признаков, количества, этапов или элементов, но не исключает наличия или добавления одного или более других признаков, количества, этапов, элементов или их групп. Например, в пункте 1 формулы использована фраза "игольчатый электрод". Однако данный пункт формулы должен пониматься как содержащий один, два, три или любое другое количество игольчатых электродов.
Краткое описание чертежей
Настоящее изобретение подробно описано ниже со ссылкой на примеры осуществления, показанные в сопроводительных графических материалах. Следует отметить, что приведенные примеры осуществления использованы только в качестве примера и не должны использоваться для ограничения объема изобретения.
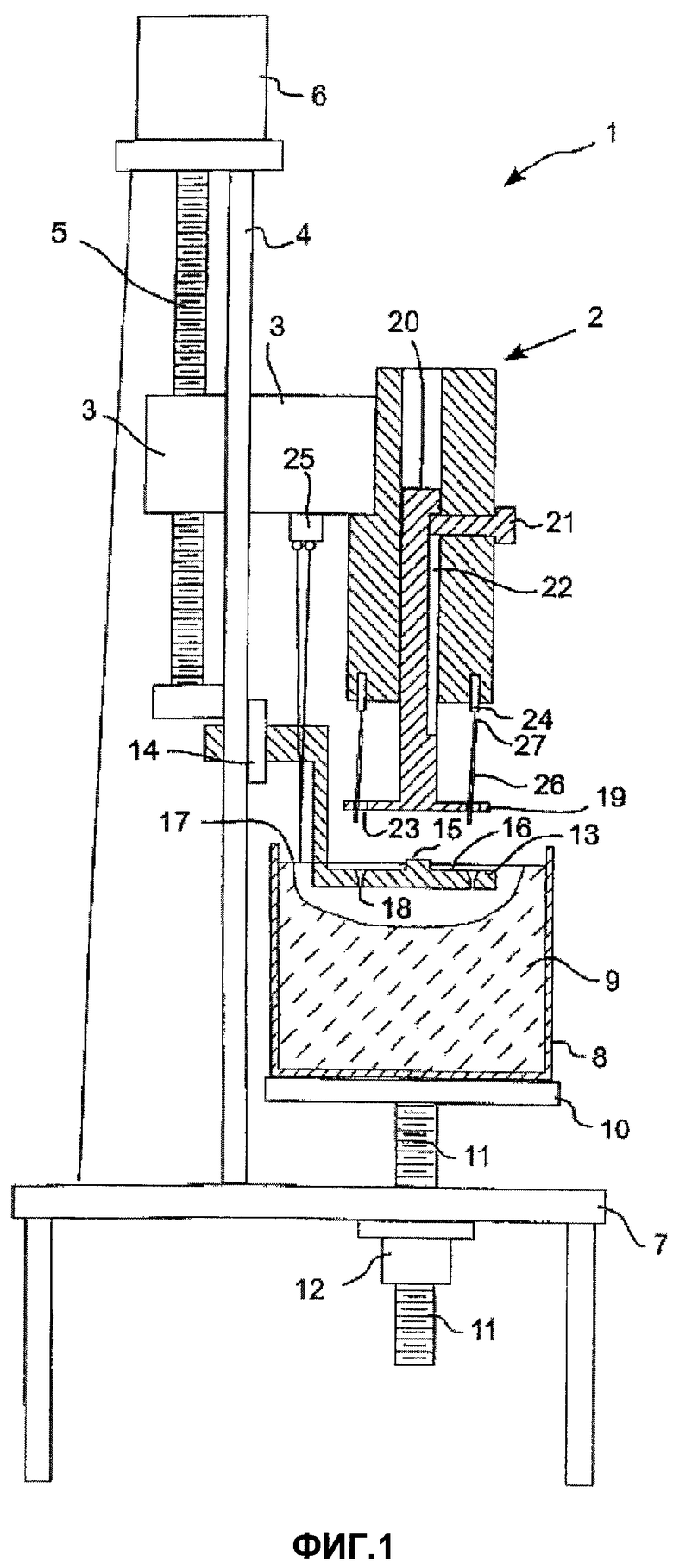
Фиг.1 представляет собой схему устройства для выполнения этапа нанесения покрытия в предлагаемом способе.
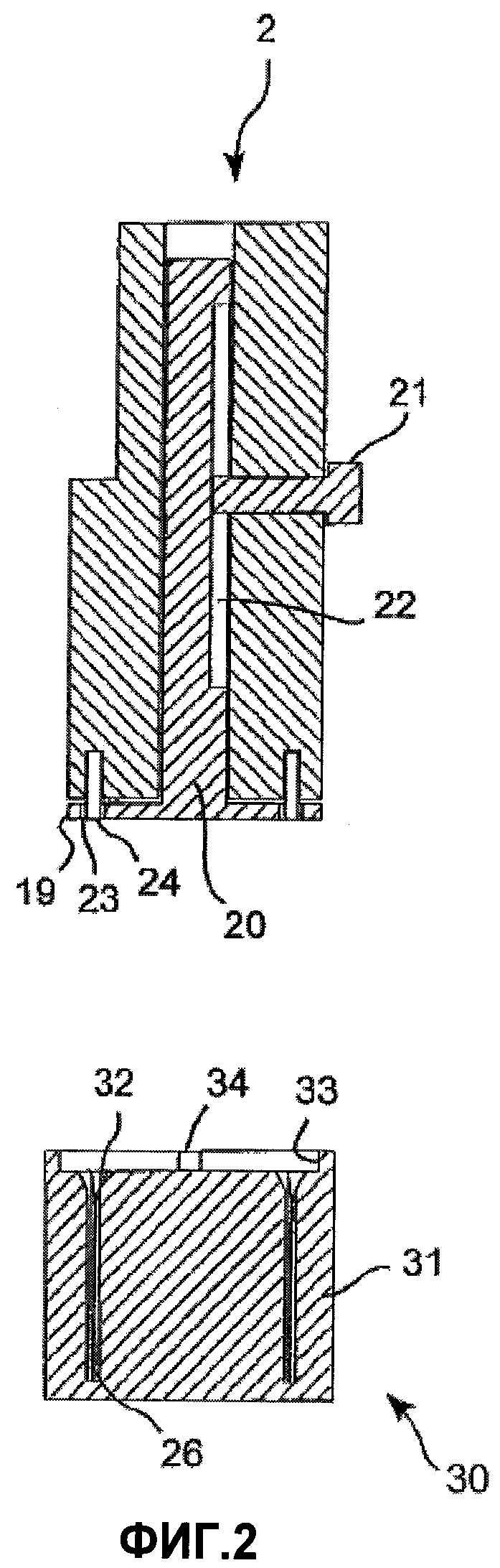
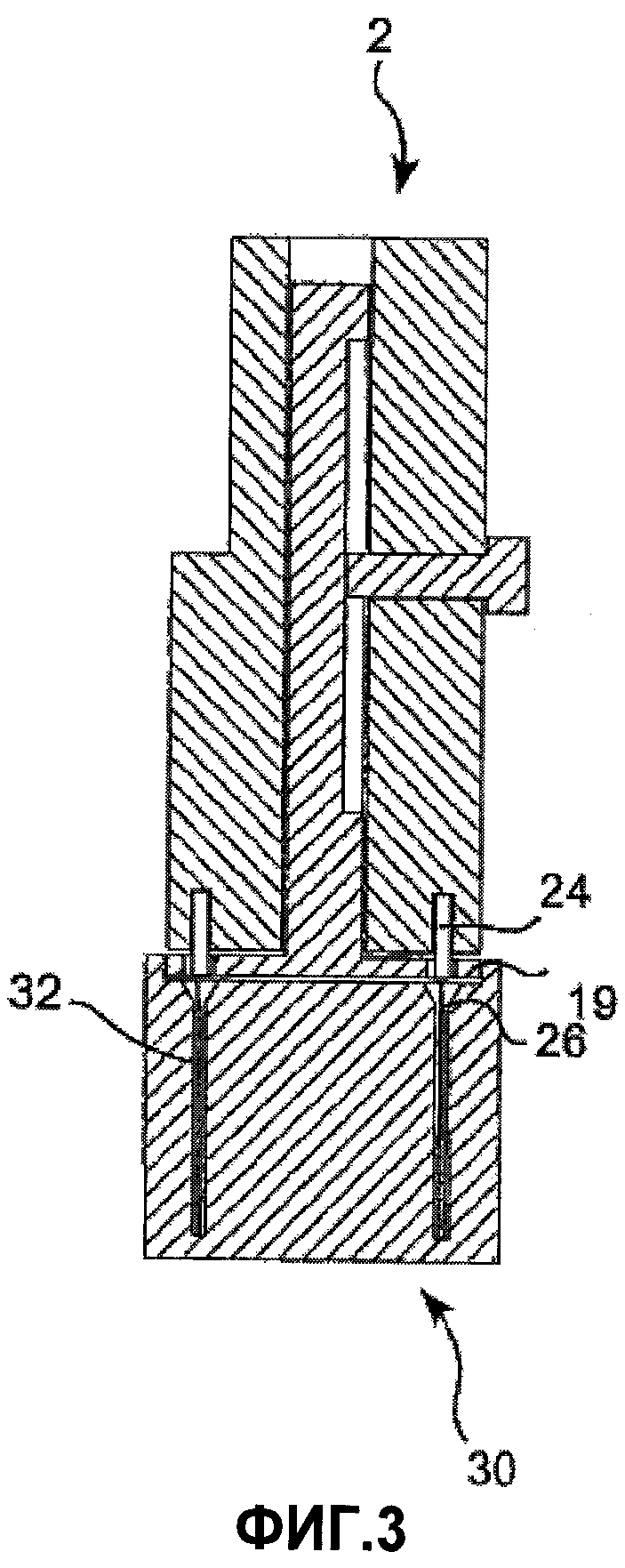
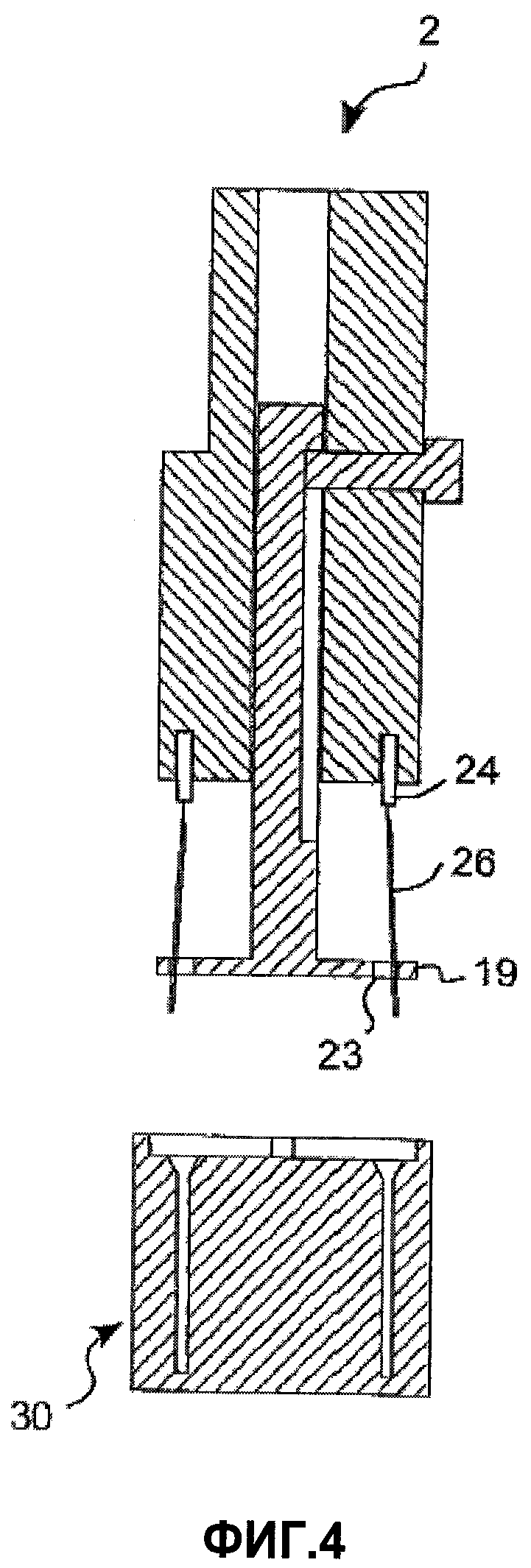
Фиг.2-4 представляют собой схематичные виды разрезов подвесной головки и загрузочного приспособления в трех различных стадиях процесса загрузки.
Фиг.5 представляет собой схематичный вид разреза, изображающий иглы, подвешенные в устройстве для нанесения покрытия погружением, до нанесения покрытия.
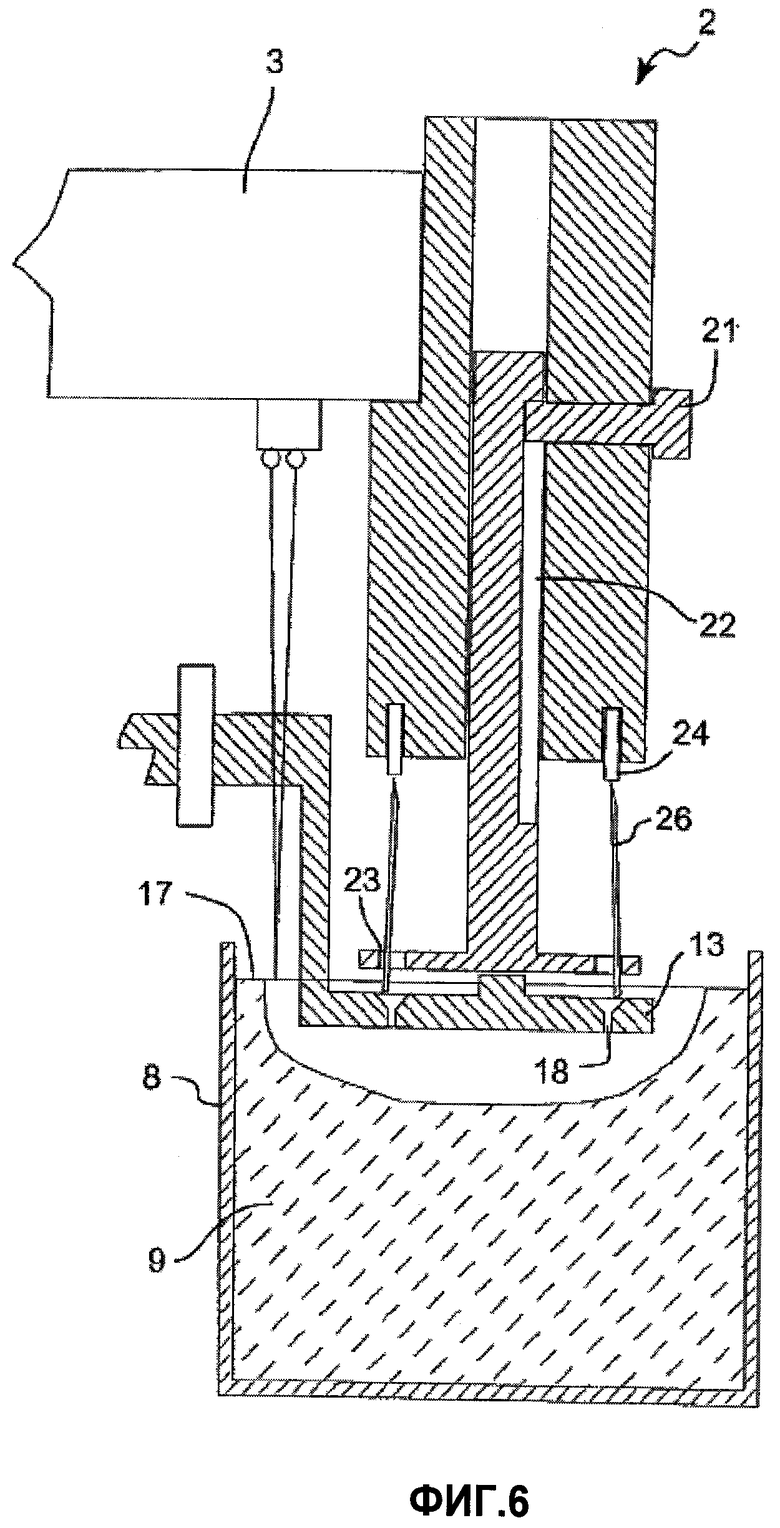
Фиг.6 представляет собой схематичный вид разреза игл, подвешенных в устройстве для нанесения покрытия погружением, непосредственно перед погружением игл в ванну с текучей средой для покрытия.
Фиг.7 представляет собой схематичный вид разреза игл, подвешенных в устройстве для нанесения покрытия погружением, непосредственно перед извлечением игл из ванны с текучей средой для покрытия.
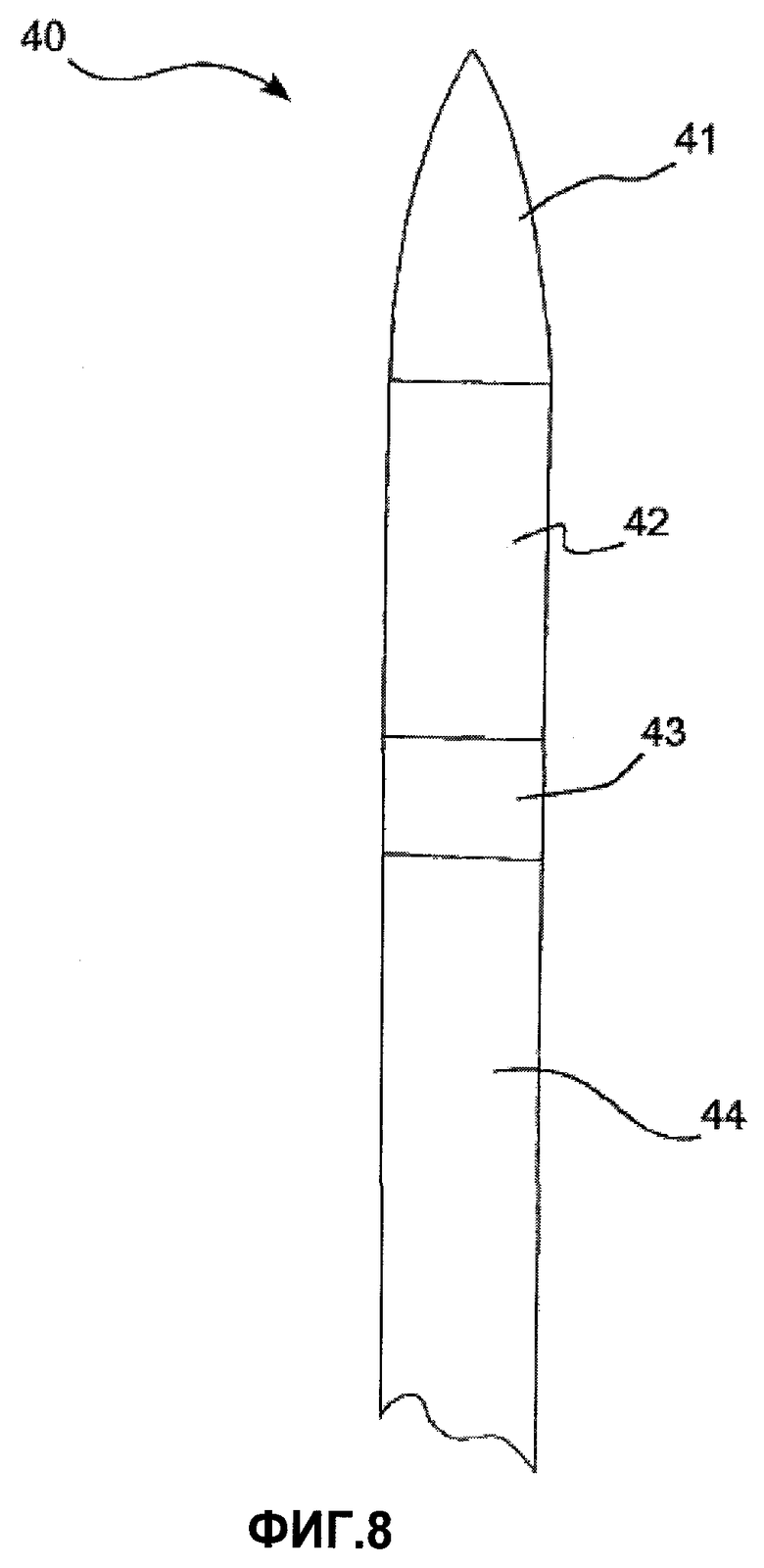
Фиг.8 представляет собой один пример осуществления игольчатого электрода с множеством кольцевых участков изолированных электродов вдоль тела.
Осуществление изобретения
На фиг.1 показан один пример осуществления устройства, используемого в способе изготовления игольчатых электродов с покрытием согласно изобретению. Следует отметить, что примеры осуществления показаны на фигурах схематично и многие элементы не показаны. Специалист в данной области техники без труда восполнит недостающие элементы.
В устройстве 1 подвесная головка 2 прикреплена с возможностью отсоединения к ползунковому седельному элементу 3, который установлен с возможностью скольжения на вертикальных направляющих 4, обеспечивая прямолинейное перемещение ползункового седельного элемента вверх и вниз. Перемещение ползункового седельного элемента 3 управляется линейным приводным винтом 5. Сервопривод 6 управляет направлением и скоростью перемещения. Рама вертикальных направляющих 4 установлена на горизонтальном рамном элементе 7.
Контейнер 8, заполненный текучей средой 9 для покрытия, опирается на пластину 10, соединенную с горизонтальным рамным элементом 7 с помощью резьбового вала 11 и резьбовой втулки 12. С помощью резьбового вала и резьбовой втулки может быть отрегулировано вертикальное положение контейнера 8. Это можно использовать для компенсации изменения уровня текучей среды в контейнере.
Направляющая пластина 13 для игл погружена в текучую среду 9 для покрытия. Направляющая пластина для игл прикреплена к вертикальным направляющим 4 с помощью регулировочной пластины 14, которую при необходимости можно перемещать вверх и вниз. При необходимости ее также можно закрепить. Направляющая пластина 13 для игл имеет ограничители 15, которые выступают от верхней поверхности 16 направляющей пластины 13 для игл. При работе направляющая пластина 13 для игл располагается таким образом, чтобы верхняя поверхность 16 направляющей пластины для игл располагалась непосредственно под поверхностью 17 текучей среды 9 для покрытия, а верхняя поверхность ограничителей 15 располагалась непосредственно над поверхностью 17 текучей среды 9 для покрытия. В настоящем примере осуществления направляющая пластина для игл имеет круглую форму и содержит кольцевую группу сквозных отверстий 18, имеющих конусообразную форму верхней части.
Подвесная направляющая пластина 19 для игл соединена с возможностью скольжения с подвесной головкой 2 с помощью направляющего вала 20. Перемещение вала 20 ограничено по оси пальцем 21, который входит в паз 22 так, что подвесная направляющая пластина 19 для игл не проворачивается. Палец 21 прикреплен к подвесной головке. Также как и направляющая пластина 13 для игл, подвесная направляющая пластина 19 для игл имеет круглую форму и содержит круговую группу сквозных отверстий 23 или направляющих отверстий.
В подвесную головку 2 встроена круговая группа магнитов 24. В силу конструкции устройства магниты выровнены со сквозными отверстиями в подвесной направляющей пластине 19 для игл и сквозными отверстиями 18 в направляющей пластине 13 для игл.
К седельному элементу 3 прикреплен лазерный модуль 25 измерения расстояния для непрерывного измерения расстояния от седельного элемента 3 до поверхности текучей среды 9 для покрытия при перемещении подвесной головки 2. Так как расстояние между нижней поверхностью магнитов и седельным элементом постоянно, лазерный модуль измерения расстояния может точно измерить расстояние между нижней поверхностью магнитов 24 и поверхностью 17 текучей среды 9 для покрытия. Лазерный модуль электрически соединен с модулем управления, выполненным с возможностью вычисления расстояния.
При работе иглы 26, подлежащие покрытию, подвешивают к магнитам заостренными концами. Так как наконечники игл находятся в контакте с нижней поверхность магнитов и контроллер с помощью лазерного модуля 25 измерения расстояния может определить точное положение нижней поверхности магнитов относительно текучей среды для покрытия, контроллер также может определить точное расстояния от наконечника иглы до поверхности текучей среды для покрытия.
На фиг.2 показана подвесная головка 2, снятая с устройства, и разрез загрузочного приспособления 30, предназначенного для загрузки игл 27. Как видно на фиг.2, подвесная направляющая пластина 19 для игл перемещена в крайнее верхнее положение. В этом положении магниты, встроенные в подвесную головку, выполнены с возможностью прохождения через сквозные отверстия 23 в подвесной направляющей пластине 19 для игл. В этом примере осуществления толщина подвесной направляющей пластины для игл, по существу, равна длине свободного конца магнитов.
Загрузочное приспособление 30 содержит круговой корпус 31, выполненный из немагнитного материала. Круговой корпус имеет группу удлиненных углублений 32. Глубина удлиненных углублений приблизительно равна длине игл 27, подлежащих покрытию. Углубления имеют конусообразную форму открытого конца для простого введения игл. Направляющая поверхность 33 и направляющий паз 34 имеют такие размеры, чтобы плотно прилегать к подвесной направляющей пластине 19 для игл подвесного узла.
Загрузочное приспособление обеспечивает простое введение игл в загрузочное приспособление заостренными концами вверх. После загрузки всех игл в загрузочное приспособление загрузочное приспособление перемещают в положение, в котором оно входит в контакт с подвесной направляющей пластиной для игл подвесной головки, как показано на фиг.3. В этом положении магниты выровнены с иглами, и поэтому заостренные наконечники игл притянуты к магнитам.
После вхождения магнитов в контакт с иглами загрузочное приспособление может быть удалено из подвесной головки. В это же время, когда удаляют загрузочное приспособление, подвесную направляющую пластину 19 для игл также перемещают вниз. Этим обеспечивается, по существу, выравнивание игл с продольной осью подвесной головки. Направляющая пластина 19, таким образом, предотвращает раскачивание игл, а также срыв с магнитов или притягивание друг к другу из-за имеющихся магнитных сил. После остановки перемещения вала направляющей пластины 19 пальцем 21 и удаления загрузочного устройства иглы 26 остаются подвешены к магнитам за наконечники и поддерживаются вблизи незаостренного конца стенками сквозных отверстий 23 подвесной направляющей пластины 19 для игл, как показано на фиг.4.
На фиг.5 показана подвесная головка с иглами, подвешенными, как описано выше, но после повторного присоединения подвесной головки к устройству 1 для нанесения покрытия погружением.
На фиг.6 показана подвесная головка, перемещенная вниз в положение, в котором иглы находятся непосредственно под поверхностью текучей среды и находятся в контакте с конусообразными концами сквозных отверстий 18 в направляющей пластине 13 для игл, погруженной в текучую среду. Следует отметить, что в положении, показанном на фиг.6, подвесная направляющая пластина 19 для игл находится в контакте с верхней поверхностью ограничителей 15 на направляющей пластине 13 для игл. Так как верхняя поверхность ограничителей 15 расположена выше поверхности текучей среды 9 для покрытия, предотвращается вхождение в контакт подвесной направляющей пластины 19 для игл с текучей средой.
По мере продолжения перемещения подвесной головки 2 вниз нижний конец игл проходит вниз через узкий конец направляющих отверстий 18 в направляющей пластине 13 для игл, тем самым игольчатые тела отклоняются от стенок сквозных отверстий 23 в подвесной направляющей пластине 19 для игл, как показано на фиг.6.
В положении, показанном на фиг.7, игольчатые тела 26 погружены в текучую среду для покрытия на глубину, определенную расстоянием от нижней поверхности магнитов до поверхности текучей среды. Это расстояние непрерывно измеряется лазерным блоком 25 измерения расстояния. Таким образом, блок управления может управлять блоком сервопривода так, чтобы точно задавать данное расстояние, даже при изменении уровня текучей среды со временем.
Так как направляющие отверстия 23 в подвесной направляющей пластине 19 для игл обеспечивают проход свободных концов магнитов, глубина погружения может включать полную длину тела иглы вплоть до заостренного наконечника. Кроме того, при необходимости может быть выбрано любое другое точное положение на теле. После достижения выбранной глубины погружения блок управления реверсирует сервопривод 24 и извлекает иглы с заданной скоростью. Скорость извлечения игл из текучей среды, а также покрывающие характеристики текучей среды определяют толщину покрытия.
Следует отметить, что иглы находятся в контакте только с направляющими отверстиями 18 в направляющей пластине 13 для игл под поверхностью текучей среды. Поэтому направляющие отверстия не оказывают влияние на качество слоя покрытия на иглах при извлечении игл из текучей среды. Кроме того, так как направляющие отверстия в направляющей пластине 13 для игл предотвращают вхождение игольчатого тела в контакт с направляющими отверстиями 23 в подвесной направляющей пластине 19 для игл, поверхность с покрытием не повреждается направляющими отверстиями 23 в подвесной направляющей пластине 19 для игл до выхода концов игл из направляющих отверстий 18 в направляющей пластине 13 для игл. После выхода игл из направляющих отверстий в направляющей пластине 13 для игл конец игольчатого тела вновь входит в контакт со стенками направляющих отверстий 23 подвесной направляющей пластины 19 для игл. Однако повреждение, вызванное этим контактом, располагается на участке в конце игольчатого тела, который также является участком, на котором выполняется электрическое подключение. Поэтому покрытие на этом участке подлежит удалению, и данное повреждение не приводит к каким-либо последствиям.
В конце этапа нанесения покрытия узел 2 подвесной головки с иглами с покрытием отсоединяют от седельного элемента 3 и переносят в печь для отверждения или обжига покрытия.
После отверждения покрытия к тупым концам игл подключают электрические соединительные средства (не показаны) для подключения к внешнему электронному устройству.
В другом примере осуществления способа согласно изобретению предлагается игольчатый электрод, содержащий множество слоев электроизоляционного материала и электропроводящего материала. Таким образом, можно создать игольчатые электроды, имеющие более одной электропроводящей поверхности вдоль оси иглы. Способ включает следующие этапы:
1. Покрытие заостренного игольчатого тела электроизоляционным материалом на участке с определенным первым расстоянием от острого наконечника с помощью описанного способа нанесения покрытия.
2. Покрытие игольчатого тела поверх первого изоляционного слоя электропроводящим материалом на участке с определенным вторым расстоянием от острого наконечника с помощью описанного способа нанесения покрытия, причем указанное второе расстояние больше указанного первого расстояния.
3. Покрытие игольчатого тела поверх проводящего слоя электроизоляционным материалом на участке с определенным третьим расстоянием от острого наконечника с помощью описанного способа нанесения покрытия, причем указанное третье расстояние больше указанного первого и второго расстояний.
4. Обнажение поверхности каждого слоя проводящего покрытия вблизи тупого конца тела.
5. Прикрепление электрических соединительных средств к каждому из обнаженных слоев проводящего покрытия вблизи тупого конца тела.
Способ может начинаться с разрезания проволоки или трубки на куски, имеющие определенную длину, и последующего заострения наконечника одного конца для образования иглы.
В способе могут также повторять этапы 2 и 3 до получения вдоль оси иглы требуемого количества проводящих кольцевых участков, изолированных друг от друга.
Покрытие может быть удалено на тупом конце игольчатого тела для подключения соединительных средств с помощью разных способов, например шлифования и зачистки.
На фиг.8 показан игольчатый электрод 40 с двумя электродными участками 41, 43 поверхности вдоль оси. Первый электродный участок 41 поверхности представляет собой острый металлический наконечник иглы. Второй электродный участок 43 поверхности представляет собой кольцеобразный слой проводящего материала. Между первым и вторым участками электродных поверхностей находится кольцеобразная часть 42 первого слоя изоляционного материала. Под вторым электродным участком 43 поверхности находится второй слой 44 изоляционного материала.
Выше описан один пример осуществления устройства, подходящего для осуществления способа согласно настоящему изобретению. Однако специалисту в данной области техники понятно, что данный способ может быть осуществлен с помощью других механизмов и/или устройств. Поэтому объем изобретения не должен ограничиваться примером осуществления, показанным на фигурах и описанным выше.
Например, описанный выше пример осуществления содержит подвесную головку и направляющие пластины круглой формы, имеющие круговую группу магнитов/направляющих отверстий. Однако подвесная головка и указанная группа могут принимать различные формы. Например, могут использоваться прямоугольная подвесная головка и прямоугольные направляющие пластины с прямоугольной группой магнитов/направляющих отверстий.
Также в настоящем примере осуществления содержатся магниты для удержания игл, прикрепленных к подвесной головке. Однако специалисту в данной области техники ясно, что отличные от магнитов средства также могут быть использованы для прикрепления острых наконечников игл в устройстве для нанесения покрытия погружением без отклонения от объема изобретения. Одним примером такого средства является тонкий слой клеящего гелевого материала. Другим примером является слой из самозакрывающегося эластомерного материала, имеющего состав, обеспечивающий большое трение. Магнитные силы, удерживающие иглы в описанном примере осуществления, в этих примерах заменены силами сцепления и силами трения, соответственно.
Следует также отметить, что в способ может быть добавлено множество других этапов. Например, в зависимости от использования текучей среды для покрытия может быть целесообразно покрывать игольчатые электроды смазочным покрытием после нанесения первого покрытия.
Необходимо отметить, что примеры осуществления представлены на фигурах и в описании в простом и схематичном виде. Внутренние электронные и механические элементы не показаны, так как они известны специалисту в данной области техники и лишь излишне усложнили бы описание. Например, система управления подробно не описана, так как специалист в области систем управления может разработать систему управления на основе данного описания. Таким же образом, элементы механических соединений между подвесной головкой и седлом, между седлом и направляющими средствами и т.п. являются элементами, которые также могут быть выполнены специалистом в области разработки механических систем.
| название | год | авторы | номер документа |
|---|---|---|---|
| МОБИЛЬНАЯ СИСТЕМА НАНЕСЕНИЯ ПОКРЫТИЯ ДЛЯ ЭЛАСТОМЕРНЫХ МАТЕРИАЛОВ | 2012 |
|
RU2567072C1 |
| ЭЛЕКТРОХИРУРГИЧЕСКИЙ ИНСТРУМЕНТ | 2019 |
|
RU2770455C1 |
| РАСПЫЛИТЕЛЬНОЕ УСТРОЙСТВО, ИМЕЮЩЕЕ КРИВОЛИНЕЙНЫЕ КАНАЛЫ | 2012 |
|
RU2574244C2 |
| КАССЕТА ДЛЯ РАЗМЕЩЕНИЯ МАЛОГАБАРИТНЫХ ИЗДЕЛИЙ ПРИ НАНЕСЕНИИ ПОКРЫТИЙ МЕТОДОМ ЭЛЕКТРОФОРЕЗА | 1991 |
|
RU2023764C1 |
| ВЫСОКОЧАСТОТНЫЙ ХИРУРГИЧЕСКИЙ ПРЕПАРИРУЮЩИЙ ИНСТРУМЕНТ С ПРОТОЧНЫМ КАНАЛОМ | 2019 |
|
RU2792047C2 |
| ЭЛЕКТРОСТАТИЧЕСКОЕ УСТРОЙСТВО ДЛЯ ЭМИССИИ ИОНИЗИРОВАННОГО ВОЗДУХА | 2001 |
|
RU2265485C2 |
| Медицинское приспособление, устройство и способ для формирования канала в мягких тканях | 2013 |
|
RU2644926C2 |
| РАБОЧЕЕ КОЛЕСО ДЛЯ ЭЛЕКТРОСТАТИЧЕСКОГО РАСПЫЛИТЕЛЬНОГО ПИСТОЛЕТА | 2013 |
|
RU2643998C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ АТРАВМАТИЧЕСКОЙ ИГЛЫ С НИТЬЮ (ВАРИАНТЫ) | 1996 |
|
RU2112434C1 |
| ПЕРИФЕРИЧЕСКИЕ ВНУТРИВЕННЫЕ КАТЕТЕРНЫЕ СИСТЕМЫ С ЗАБОРОМ КРОВИ И СПОСОБЫ ИХ СБОРКИ | 2020 |
|
RU2806312C2 |


Изобретение относится к способу изготовления игольчатого электрода с покрытием и может быть использовано в во многих видах терапии и/или методах диагностики. Способ изготовления игольчатого электрода с покрытием включает удержание заостренной иглы без покрытия магнитом за ее наконечник, погружение заостренной иглы без покрытия в ванну с материалом для покрытия и извлечение заостренной иглы из ванны с материалом для покрытия. Контакт магнита и иглы ограничен концом заостренного наконечника иглы. Устройство для выполнения способа содержит контейнер с текучей средой для покрытия, в который погружают заостренную иглу без покрытия. Техническим результатом изобретения является обеспечение возможности нанесения покрытия после заточки иглы, что обеспечивает большую точность заточки. 2 н. и 6 з.п. ф-лы, 8 ил.
1. Способ изготовления игольчатого электрода с покрытием, включающий этапы:
- удержание заостренной иглы без покрытия магнитом за ее наконечник, причем контакт магнита и иглы ограничен концом заостренного наконечника иглы,
- погружение заостренной иглы без покрытия в ванну с материалом для покрытия, и
- извлечение заостренной иглы из ванны с материалом для покрытия.
2. Способ по п.1, отличающийся тем, что этап извлечения заостренной иглы из ванны с материалом для покрытия выполняют так, чтобы толщина покрытия определялась скоростью извлечения.
3. Устройство для выполнения способа, охарактеризованного в п.1 или 2, содержащее контейнер с текучей средой для покрытия, в который погружают заостренную иглу без покрытия.
4. Устройство по п.3, отличающееся тем, что содержит подвесную головку, установленную с возможностью перемещения вверх и вниз в вертикальном направлении относительно ванны с текучей средой для покрытия и содержащую магнитные средства для удержания иглы, подвешенной заостренным концом вверх.
5. Устройство по п.4, отличающееся тем, что дополнительно содержит направляющую пластину для направления иглы, причем направляющая пластина расположена под поверхностью текучей среды для покрытия в указанном контейнере.
6. Устройство по п.4 или 5, отличающееся тем, что содержит средства для измерения расстояния между средствами для удержания иглы и поверхностью ванны с текучей средой для покрытия.
7. Устройство по п.4 или 5, отличающееся тем, что подвесная головка содержит подвесной направляющий элемент, который поддерживает иглу при работе.
8. Устройство по п.4 или 5, отличающееся тем, что подвесная головка выполнена с возможностью отсоединения от устройства.
| US 3204634 А, 07.09.1965 | |||
| ИГЛА ДЛЯ РЕФЛЕКСОТЕРАПИИ И АППЛИКАТОР | 2000 |
|
RU2195917C2 |
| Приспособление в пере для письма с целью увеличения на нем запаса чернил и уменьшения скорости их высыхания | 1917 |
|
SU96A1 |
| US 3575832 А, 20.04.1971. | |||

