Изобретение относится к способу работы мотального устройства для наматывания или сматывания металлической полосы, которое содержит, по меньшей мере, моталку, факультативно, по меньшей мере, один относящийся к моталке приводной ролик и управляющее устройство для моталки и, при необходимости, для приводного ролика.
Изобретение также относится к управляющему устройству и системе управления для мотального устройства для наматывания или сматывания металлической полосы, причем мотальное устройство содержит моталку и, факультативно, по меньшей мере, один относящийся к моталке приводной ролик. Кроме того, изобретение относится к мотальному устройству для наматывания металлической полосы, которое содержит моталку, факультативно, по меньшей мере, один относящийся к моталке приводной ролик и управляющее устройство для моталки и, при необходимости, для приводного ролика. Кроме того, изобретение относится к носителю данных.
Мотальные устройства для наматывания полосы общеизвестны, так, например, из ЕР 0790082 В1 для прокатного стана для прокатки стали.
Мотальные устройства применяются как при горячей прокатке, так и при холодной прокатке, таким образом, также ниже температуры рекристаллизации. Например, стальная полоса сначала в прокатном стане горячей прокатки, намотанная в виде рулона или катушки, поставляется в этой форме в прокатный стан холодной прокатки и там для холодной прокатки снова разматывается. В прокатном стане холодной прокатки, таким образом, может иметься как перемоточная лебедка, так и на конце участка прокатки натяжная лебедка для наматывания. Если работают в реверсивном режиме, то есть если полоса перемещается в обоих направлениях через установку холодной прокатки, то также на обоих концах может иметься натяжная лебедка. В последующем описании сматывание из катушки и наматывание обобщенно упоминаются как наматывание.
Кроме того, известно, что в прокатных станах моталка эксплуатируется с управлением по числу оборотов и с фиксированным пределом крутящего момента. При этом управляющее устройство задает на моталке номинальное число оборотов и предельный момент моталки в направлении перемещения полосы. Также управляющее устройство задает на приводной ролик номинальное число оборотов ролика и предельный момент ролика, действующий в направлении перемещения полосы, а также предельный момент ролика, действующий противоположно направлению перемещения полосы, так что управляющее устройство управляет приводным роликом при регулировании по числу оборотов и при ограничении момента.
В известных мотальных устройствах существует проблема, состоящая в том, что в полосе возникают колебания натяжения (тягового усилия). Повышенное тяговое усилие может при этом быть настолько высоким, что оно превышает предел текучести при растяжении полосы, приводя, таким образом, к пластическим изменениям формы, например к сужениям полосы. Толщина и особенно ширина наматываемой полосы могут из-за этого варьироваться. Потери постоянной толщины и ширины наматываемой полосы представляют потерю качества. В АТ 408526 В, например, описан способ для уменьшения колебаний тягового усилия при наматывании, причем такие колебания тяговых усилий описаны как являющиеся результатом некруглостей в зоне моталки. Для коррекции определяются соответствующее текущее тяговое усилие и соответствующий текущий угол кручения моталки.
В основе изобретения лежит задача дополнительно улучшить качество наматывания и тем самым качество полосы в моталке полосы.
Эта задача в отношении вышеупомянутого способа работы согласно изобретению решается тем, что
а) в качестве фактического значения текущего свойства полосы измеряется или определяется расчетом на модели текущая температура полосы и/или текущее свойство микроструктуры полосы,
b) управляющим устройством из фактического значения или из выведенного из него параметра определяется текущее значение крутящего момента, действующего в направлении перемещения полосы и/или противоположно направлению перемещения полосы, и
с) управляющее устройство управляет моталкой и/или приводным роликом с применением текущего значения крутящего момента.
Из основного фактического значения могут расчетом получаться другие фактические значения, которые затем со своей стороны привлекаются для определения значения крутящего момента.
Значение крутящего момента может применяться как номинальное значение крутящего момента и/или как предельное значение крутящего момента. Например, в случае, когда приводы приводятся в действие с управлением по числу оборотов, оба понятия следует рассматривать как эквивалентные. Факультативный приводной ролик, в частности, размещен перед моталкой.
Тем самым возможно динамическое регулирование через крутящий момент, направленное на свойства полосы. Изобретателями было обнаружено, что важным параметром для расчета пределов крутящего момента является текущая жесткость наматываемой полосы и что эта жесткость в значительной степени подвергается влиянию температуры полосы и/или микроструктуры полосы. За счет активного согласования расчета крутящего момента на основе фактических значений параметров, которые определяют жесткость полосы во всем процессе намотки, получается более равномерный момент наматывания, т.е. момент на стороне материала (в материале), и тем самым проявляется в целом лучшее качество намотки и в меньшей степени варьирующиеся или постоянные тяговые усилия в полосе.
Измерение текущего тягового усилия или текущего угла кручения моталки в способе согласно изобретению не является обязательным для задания крутящего момента, а для соответствующего изобретению принципа регулирования не имеет значения, хотя для дополнительных факультативных принципов регулирования, при обстоятельствах, является предпочтительным.
В варианте измерения температуры полосы особенно заметным становится новый путь решения, которым шли изобретатели. В то время как современное представление при разработке прокатных станов было направлено на то, чтобы температуру в полосе поддерживать постоянной и при наматывании, изобретатели исходили из того, что влияния температурных колебаний никогда невозможно полностью устранить, и даже сознательно принимали в расчет температурные колебания. С помощью изобретения возможно даже полосы с варьирующимися по длине температурными профилями или профилями охлаждения, например с горячей головной частью или концом, целенаправленным образом прокатывать очень точно, без возникновения проблем при наматывании полосы, потому что как раз при таких профилях приходится считаться с большими отклонениями номинального значения относительно фактического значения температуры полосы.
В качестве альтернативы или дополнительно к измерениям температуры, предпочтительным образом измеряется или рассчитывается на модели текущее свойство микроструктуры полосы, в частности величина зерна, зернистая структура, распределение фаз, свободная энтальпия Гиббса или/и молекулярное или атомарное распределение. Подходящими являются (также) все параметры, которые получаются на основе фазовых свойств материала полосы, например сортов стали или легирования.
В варианте, при котором в качестве фактического значения определяется свойство микроструктуры полосы из расчета на модели, новый подход, который использован изобретателями, также является особенно ясным. В то время как прежний подход при разработке прокатных станов ориентировался на температуру в полосе и соответствующие процессы охлаждения, изобретатели исходили из того, что в будущем более интенсивно будет использоваться регулирование непосредственно на основе свойств материала. Соответствующие способы моделирования известны, например, из EP 1576429 B1 или DE 102004005919 A1. При этом они исходили из того, что в моталках, то есть при наматывании или сматывании полосы, особенно предпочтительным является соответствующее управление в зависимости от касающихся микроструктуры свойств материала.
Также фактическое значение температуры, которое применяется для определения (номинального) значения крутящего момента, не должно измеряться, в частности, не непосредственно в зоне мотального устройства, а может определяться путем расчета на модели. Это имеет преимущество, так как точные измерения температуры или свойства материалов полосы из-за существующих там преобладающих условий среды (жара, грязь) не всегда возможны без больших затрат. В частности, эти измерения обеспечивают только точечное значение для ширины полосы, толщины полосы и т.д. При вычислениях на модели возможно, из других начальных параметров, например, вычислить значение температуры или свойство материала непосредственно в зоне мотального устройства заранее, например, из измеренных значений или данных, которые были получены в другом месте прокатного стана. Вычисление на модели может факультативно (также) быть распространено на несколько или на множество точечных значений, пространственно распределенных по ширине полосы и/или по толщине полосы.
Полоса представляет собой, в частности, стальную полосу или полосу цветного металла в прокатном стане и/или в подключенной далее линии обработки, например в прокатном стане холодной прокатки вышеназванного типа. Способ согласно изобретению особенно хорошо подходит и для прокатного стана горячей прокатки. Он может использоваться для стальной полосы любого легирования, а также для цветных металлов, например алюминия.
Предпочтительным образом управляющее устройство непрерывно определяет значения крутящего момента таким образом, что вариация в действующем в полосе моменте намотки или тяговом усилии полосы снижается, причем момент намотки или тяговое усилие в полосе в материале предпочтительно постоянны. Важно, что вариация в полосе уменьшается, так как действующий в полосе момент намотки или тяговое усилие в полосе могут - но не должны - на стороне привода или стороне ролика также обуславливать постоянный момент.
В частности, определение фактического значения осуществляется в реальном времени, оперативно и/или непрерывно, например, с частотой, по меньшей мере, 50 или 25 измерений в секунду.
Управляющее устройство может управлять моталкой и/или приводным роликом с ограничением по моменту, в частности, при соответствующем текущем вычисленном предельном значении крутящего момента.
Место, на котором или к которому осуществляется определение фактического значения, находится предпочтительно между моталкой и приводным роликом и/или непосредственно перед приводным роликом и/или между мотальной системой, образованной моталкой и необязательным приводным роликом, и прокатной клетью, расположенной перед мотальной системой, в частности непосредственно после прокатной клети. Непосредственно после последней прокатной клетью прокатного стана полоса является наиболее мягкой; там на толщину и ширину полосы можно особенно точно оказывать влияние, так что там измерение фактического значения является наиболее предпочтительным. Между последней прокатной клетью и мотальной системой может располагаться участок охлаждения, охлаждающий полосу активным и/или пассивным образом.
Предпочтительным образом из фактического значения, в частности определяется макроскопическое свойство материала полосы, в частности, жесткость, предел прочности при растяжении, качество поверхности, температура, геометрические размеры, предел текучести, вязкость или пластичность.
Кроме того, предпочтительно, если дополнительно к соответственно текущим и изменяемым значениям для температуры полосы и свойства материала также на управляющее устройство передается статическое свойство материала полосы, в частности тип материала, предел горячего состояния как функция сорта стали, код легирования, информация о химическом анализе или составе материала полосы и/или соответствующих факторах коррекции.
Предпочтительным образом управляющее устройство выдает на моталку также номинальное число оборотов моталки и/или, при необходимости, на приводной ролик также номинальное число оборотов ролика, так что управляющее устройство может управлять моталкой и, при необходимости, приводным роликом предпочтительно с регулированием по числу оборотов. Также возможен режим работы с ограничением по числу оборотов.
Вышеуказанная задача по отношению к вышеназванному управляющему устройству в соответствии с изобретением решается тем, что управляющее устройство выполнено таким образом, что оно управляет моталкой и, при необходимости, приводным роликом согласно вышеназванному способу работы. Преимущества и предпочтительные формы выполнения, названные для способа работы, также действительны для управляющего устройства.
Для этого управляющее устройство, особенно предпочтительным образом, имеет сенсор для измерения текущего свойства полосы, в частности температурный сенсор и/или блок расчета на модели для основанного на модели расчета текущего свойства микроструктуры и/или текущей температуры полосы.
Вышеуказанная задача по отношению к вышеназванной системе управления в соответствии с изобретением согласно первому варианту решается тем, что система управления имеет следующие признаки:
а) по меньшей мере, один сенсор для измерения текущей температуры полосы,
b) управляющее устройство, которое имеет средство расчета крутящего момента, чтобы из текущей температуры полосы вычислить текущее значение крутящего момента, и
с) по меньшей мере, устройство регулирования привода для моталки и/или приводного ролика, на которое может подаваться значение крутящего момента.
Сенсор является, в частности, бесконтактным сенсором.
Данные сенсора применяются в управляющем устройстве для определения соответственно текущего значения крутящего момента. Значение крутящего момента может применяться как номинальное значение крутящего момента и/или как предельное значение крутящего момента. Например, если приводы приводятся в действие с управлением по числу оборотов, оба понятия следует рассматривать как одинаковые по содержанию.
Альтернативно или дополнительно к сенсору, управляющее устройство или система управления во втором варианте имеет блок расчета на модели для основанного на модели расчета текущего свойства полосы, характеризующего микроструктуру полосы. Могут, в частности, приниматься во внимание известные модели для термодинамического поведения материала, например так называемые модели микроструктуры и/или модели фазовых превращений. Блок расчета на модели может также определять текущую температуру полосы в зоне мотального устройства. Также во втором варианте решения система управления имеет управляющее устройство и, по меньшей мере, одно устройство регулирования привода. Вместо измеренной температуры на управляющее устройство может подаваться рассчитанная температура или свойство микроструктуры.
Преимущества и предпочтительные варианты осуществления, которые были названы в связи со способом работы, также относятся и к системе управления.
В отношении вышеупомянутого мотального устройства задача, лежащая в основе изобретения, решается тем, что управляющее устройство или система управления выполнены, как описано выше.
Задача также решается носителем данных, программным кодом, отображающим способ работы. Предметом изобретения также является прокатный стан с мотальным устройством согласно вышеописанному выполнению.
Два примера выполнения мотального устройства согласно изобретению вместе с соответствующим способом работы описаны ниже более детально со ссылками на фиг.1-4.
Фиг.1 - первый пример выполнения мотального устройства согласно изобретению с множеством сенсоров,
Фиг.2 - второй пример выполнения мотального устройства согласно изобретению с блоком расчета на модели,
Фиг.3 - особенности касательно взаимодействия управляющего блока с устройством регулирования привода на примере привода моталки вышеназванных примеров выполнения (для альтернативного привода приводного ролика аналогично),
Фиг.4 - дальнейшее развитие вышеназванных примеров выполнения во взаимодействии управляющего блока с устройством регулирования усилия приводного(ых) ролика(ов).
Согласно фиг.1 мотальное устройство 1 расположено за прокатным станом горячей прокатки или холодной прокатки стальной полосы 2, причем прокатный стан, в целях наглядности, представлен только с последней в направлении прохождения прокатной клетью 3 и мотальным устройством 1. Прокатываемая полоса 2 выходит со скоростью V полосы из последней прокатной клети 3. Она после прохождения, например, ламинарного охлаждающего участка 4 охлаждения, который может иметь длину примерно 100 м, подводится к мотальному устройству 1 и там наматывается. Длина собственно мотального устройства составляет в типовом случае 5 м.
Мотальное устройство 1 имеет натяжную лебедку или моталку 5, выполненный в виде приводной роликовой пары приводной ролик 7 и управляющее устройство 10. Моталка 5 имеет раздвижную оправку. Приводной ролик 7 относится к моталке 5, то есть расположен между моталкой 5 и последней прокатной клетью 3 прокатного стана. Управляющее устройство 10 управляет моталкой 5 и приводным роликом 7, устанавливает, таким образом, их режим работы и взаимодействие. Оно выполнено предпочтительно как управляемое процессом управляющее устройство 10, в котором предпочтительным образом работает процессорное устройство с загруженной в него компьютерной программой. В управляющее устройство может загружаться компьютерная программа для выполнения способа работы согласно изобретению посредством носителя 40 данных.
На основе компьютерной программы управляющее устройство 10 приводит в действие моталку 5 и приводной ролик 7 следующим образом.
Управляющее устройство 10 посредством линий 12, 14 соединено с соответствующим устройством 16 или 18 регулирования привода для приводных элементов или моторов М1, М2 приводного ролика 7 или моталки 5. Через первую линию 12 управляющее устройство 10 передает на устройство 16 регулирования привода для моталки 5 номинальное число fH оборотов моталки и действующее в направлении перемещения полосы текущее номинальное значение MH крутящего момента моталки. Через вторую линию 14 управляющее устройство 10 выдает на устройство 18 регулирования привода для приводного ролика 7 номинальное число fR оборотов ролика и действующее в направлении перемещения полосы номинальное значение MR крутящего момента ролика. В зависимости от рабочей фазы процесса моталки, номинальное значение MR крутящего момента ролика может также действовать против направления перемещения полосы. В качестве альтернативы представленному здесь примеру выполнения, управляющее устройство 10 может приводить в действие либо только моталку 5, либо только «ведущий элемент», то есть, например, приводной ролик 7 или приводную роликовую пару, с применением соответствующего текущего значения MH или MR крутящего момента.
Номинальные значения MH, MR крутящего момента могут в представленном примере выполнения также пониматься как предельные значения крутящего момента, потому что приводы при этом приводятся в действие с перерегулированием по числу оборотов, то есть регулятор числа оборотов никогда не достигает своего номинального числа оборотов, потому что полоса не может достаточно быстро выходить из прокатного стана. Это справедливо для так называемого режима с натяжением, при котором полоса с обеих сторон натянута. Перед этой фазой нормального режима работы или соответственно после нее имеет место фаза приматывания или фаза протягивания, на которых регулирование числа оборотов должно осуществляться иначе.
Управляющее устройство 10 определяет номинальные значения MH или MR крутящего момента автоматически, активным и непрерывным образом, основываясь на соответствующих текущих фактических значениях тех «внутренних» параметров полосы, которые определяют жесткость полосы во всем процессе намотки. В показанном примере для этого имеются работающие по оптическому принципу измерения, например болометрии, температурные сенсоры 19, 20, 21, 22, которые оперативно и непрерывно измеряют значения Т0, Т1, Т2 или Т3 температуры в различных местах полосы, в частности между последней прокатной клетью 3 и мотальной системой, образованной приводным роликом 7 и моталкой 5, при этом предпочтительно непосредственно после последней прокатной клети 3, далее непосредственно перед приводным роликом 7, между приводным роликом 7 и моталкой 5 и непосредственно перед моталкой 5. Оба первых температурных сенсора 19, 20 (Т0 и Т1) являются особенно предпочтительными. Из соответствующих текущих значений Т0, Т1, Т2, Т3 температуры управляющее устройство 10 определяет соответственно в реальном времени, оперативно и непрерывно номинальные значения MH или MR крутящего момента таким образом, что вариация действующего в полосе 2 момента намотки или тяги в полосе снижается или предпочтительно является постоянной. При этом ориентируются на известную как таковая взаимосвязь, состоящую в том, что жесткость снижается с возрастанием температуры. При возрастании температуры снижается крутящий момент. Измерение (определение фактического значения) и расчет крутящего момента производятся с периодом повторения примерно от 8 до 16 мс. Таким образом, производится динамическое формирование предельного значения крутящего момента.
В качестве альтернативы температуре полосы Т0, Т1, Т2, Т3, можно также (в явном виде не показано) измерять текущее свойство материала полосы. Кроме того, предпочтительно, что дополнительно к динамически изменяемой температуре или данным свойств материала на управляющее устройство 10 от вышестоящего управляющего вычислителя 25 передается информация или данные о статических свойствах материала полосы, например типе материала и т.д., то есть данные, которые не изменяются оперативно или постоянно в течение изготовления полосы.
Управляющее устройство 10 вместе с устройствами 16, 18 регулирования привода и температурными сенсорами 19, 20, 21, 22 образует систему 11 управления для мотального устройства 1.
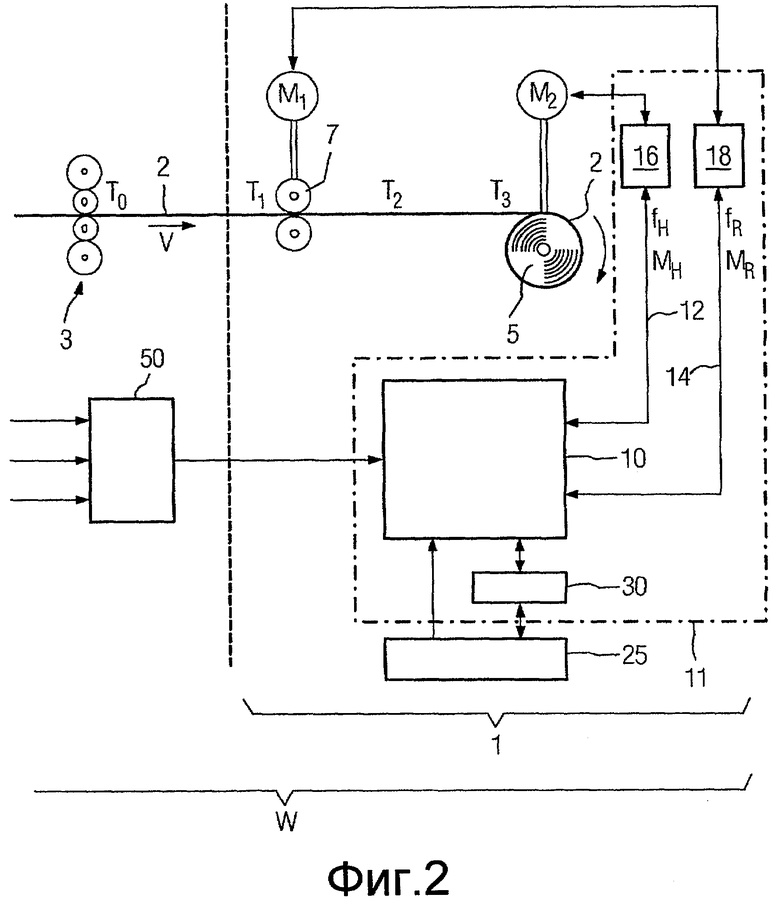
Представленный на фиг.2 пример выполнения прокатного стана W идентичен показанному на фиг.1 примеру выполнения, с той лишь разницей, что вместо температурных сенсоров 19, 20, 21, 22 образован интегрированный, например, в управляющий вычислитель 25 блок 30 расчета на модели, который получает входные данные от управляющего вычислителя 25 или от другого блока обработки данных, блока определения данных или блока 50 ввода данных, причем эти данные могут быть измеренными значениями касательно температуры полосы или свойства полосы на другом месте в предшествующем прокатном стане. Управляющий вычислитель 25 или блок 30 расчета на модели получают текущие вычисленные номинальные значения числа оборотов и момента через управляющее устройство 10, сообщенные для адаптации. Блок 30 расчета на модели рассчитывает с применением соответствующих уравнений теплопроводности и законом теплоизлучения температуры Т0, Т1, Т2, Т3 полосы 2 в зоне мотального устройства 1 и моделирует таким образом фактические измеренные значения. Сенсоры 19, 20, 21, 22 по фиг.1 в этом случае не являются обязательно необходимыми. Параметры измерения согласно модели посылаются на управляющее устройство 10 для дальнейшего расчета крутящих моментов MH, MR.
Блок 30 расчета на модели может дополнительно рассчитывать фактические значения макроскопических свойств материала, например жесткости, вязкости, пластичности, качества поверхности, предела прочности при растяжении или макроскопических свойств материала, таких как зернистая структура, величина зерна, распределение фаз, свободная энтальпия Гиббса и т.д., на любых местах. При этом можно обращаться к известным как таковым способам моделирования, как, например, описано в EP 1576429 B1 или DE 102004005919 A1. Блок 30 расчета на модели может при этом в реальном времени или, по меньшей мере, с достаточным быстродействием для регулирования полосы вычислять параметр, который служит в качестве меры для микроструктуры полосы, непосредственно не определяемой с этим быстродействием. Например, для жесткости полосы в качестве меры применяется предел горячего состояния (HYP), измеряемый в Н/мм2.
Таким образом, также рациональной является комбинация примеров выполнения по фиг.1 и фиг.2:
- измерение температур Т0, Т1, Т2, Т3 или других параметров состояния материала в показанных на фиг.1 местах с помощью сенсоров 19, 20, 21, 22 и
- вычисление свойства материала, в частности свойства микроструктуры посредством блока 30 расчета на модели в тех же (или других) местах.
Изобретение основывается на активном согласовании расчета крутящего момента на основе фактических значений соответствующих параметров, которые определяют жесткость полосы 2 во всем процессе наматывания, а именно температуру полосы и отражающих микроструктуру полосы свойств материала. При этом в качестве фактического значения может также привлекаться текущий расчет на модели, в том числе расчет структуры касательно свойства материала. Преимуществом является более равномерный момент наматывания, то есть момент тягового усилия на стороне материала (в материале), что приводит, таким образом, к лучшему качеству наматывания и более постоянным натяжениям полосы. Согласно изобретению расчет крутящего момента и тем самым задание крутящего момента на приводах М1, М2 моталки связано с фактическими значениями и текущими свойствам полосы, а не с номинальными заданными данными, которые во время процесса наматывания остаются неизменными. Тем самым можно избежать недостатков остающихся неизменными во время процесса наматывания номинальных данных, а именно получающихся отклонений между номинальным и фактическим значением, которые негативно влияют на качество намотки. Качество навитой полосы, например постоянная толщина и ширина, улучшается.
В качестве альтернативы расчету на модели, фактическое значение микроструктуры может определяться, например, посредством рентгеновской дифракции посредством прямого измерения.
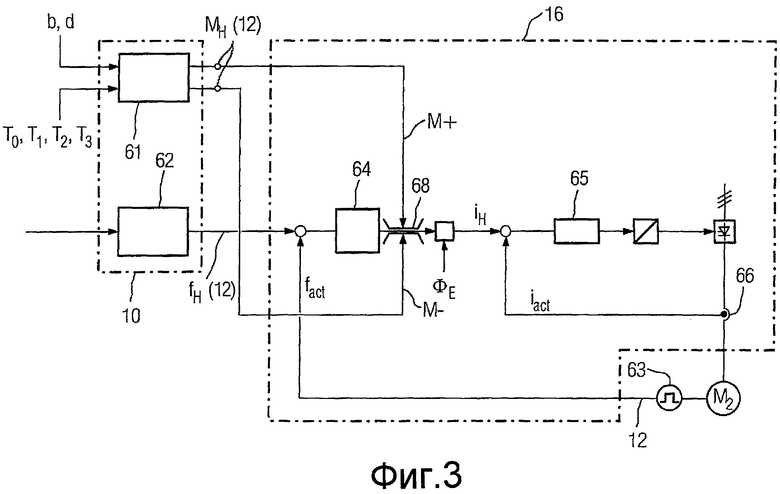
Фиг.3 показывает детали управляющего блока 10 и устройства 16 регулирования двигателя моталки, а также их взаимодействие. Для альтернативного или дополнительного привода приводных роликов это описание чертежа справедливо аналогичным образом.
Управляющий блок 10 получает - например, от управляющего вычислителя 25 - так называемые установочные данные полосы, в частности, желательную толщину d полосы и ширину b полосы. Кроме того, оно получает значения, которые отображают текущие свойства полосы, например измеренные значения для температур Т0, Т1, Т2, Т3 или вычисленные или смоделированные блоком 30 расчета на модели значения для свойств материала или для текущей микроструктуры полосы 2. Данные и значения поступают в модуль 61 расчета крутящего момента, который рассчитывает номинальное значение MH крутящего момента.
Кроме того, модуль 62 расчета числа оборотов управляющего блока 10 вычисляет в зависимости от заданной управляющим вычислителем 25 фазы наматывания номинальное число fH оборотов моталки. Фазами намотки для изготавливаемого рулона полосы (катушки) являются, в частности, «приматывание» (начальная фаза), «натянутое состояние» (рабочая фаза), «протягивание» (конечная фаза). Номинальное число fH оборотов моталки для привода М2 моталки подается через линию 12 в контур регулирования числа оборотов. Типовые значения лежат в диапазоне от 500 до 1000 оборотов в минуту. Для образования контура регулирования с приводом М2 моталки соотнесен измеритель 63 числа оборотов, измеренное текущее число fact оборотов которого служит в качестве параметра регулирования для расчета разности регулирования «fact - fH» для регулятора 64 числа оборотов, образованного в устройстве 16 регулирования привода. Выходное значение регулятора 64 числа оборотов является значением крутящего момента, которое после пересчета через поток ФЕ привода становится номинальным током iH двигателя моталки. Номинальный ток iH двигателя моталки служит в качестве входного параметра для регулятора 65 тока, который также образован в устройстве 16 регулирования привода. На регулятор 65 тока со стороны входа подается в качестве параметра регулирования измеренный измерителем 66 тока текущий ток iact двигателя моталки. Регулятор 65 тока регулирует ток привода двигателя М2 моталки.
Компонентом устройства 16 регулирования привода является, кроме того, модуль 68 ограничения крутящего момента, который ограничивает определенное регулятором 64 числа оборотов значение крутящего момента. В показанном примере выполнения обеими стрелками М- и М+ обозначено, что модуль 68 ограничения крутящего момента может передавать как верхний предел, так и нижний предел, оба называются тогда номинальным значением МН крутящего момента, от модуля 61 вычисления крутящего момента (через линию 12). Верхний предел применяется предпочтительно для моталки 5 и приводного ролика 7, а нижний предел - предпочтительно только для приводного ролика 7, управление и регулирование которым может осуществляться в остальном аналогично моталке. Верхний предел применяется предпочтительно в «натянутом состоянии», чтобы избежать превышения предела натяжения полосы 2, а нижний предел - в других фазах наматывания.
Верхний предел номинального значения МН крутящего момента образуется в модуле 61 расчета крутящего момента из четырех частичных моментов путем сложения:
MH = MH,Z + MH,B + MH,A + MH,R.
Четыре определенных расчетами частичных момента на примере оправки моталки являются следующими:
а) Момент (крутящий) MH,Z тягового усилия, чтобы удерживать полосу 2 туго натянутой:
MH,Z = Z · D/2,
при Z = Sspec · b · d · kt,
где Z усилие тяги моталки;
D - (текущий) диаметр ролика, диаметр моталки;
d - толщина полосы;
b - ширина полосы;
kt - корректирующий коэффициент тягового усилия моталки;
Sspec - удельное тяговое усилие моталки
b) изгибающий (крутящий) момент MH,В, чтобы полосу 2 навить на моталку 5:
MH,В = b · (d2/4)· Sspec · fcorr,
где fcorr - корректирующий коэффициент
с) момент MH,А ускорения для преодоления сил инерции:

где i - передаточное отношение;
JFix - момент инерции (сторона двигателя);
D0 - диаметр моталки;
ρ - удельная плотность (стали);
π - 3,14;
dV/dt - ускорение
d) Момент трения MH,R для преодоления влияния трения. Он зависит от конструкции опоры, смазки и скорости и может определяться во время работы и позже, при необходимости, актуализируется.
Удельное усилие тяги Sspec моталки изменяется как функция текущих свойств полосы. В принципе здесь принимается во внимание жесткость/твердость полосы, которая также зависит от микроструктуры и температуры полосы.
В особенности крутящий момент MH,Z тягового усилия и изгибный момент MH,В сильно зависят, помимо толщины d полосы и ширины b полосы, также от HYP, таким образом, от текущей температуры Т полосы. В зависимости от потребности, для принимаемой во внимание текущей температуры Т полосы применяются одна или несколько из, например, определенных температурных значений Т0, Т1, Т2, Т3.
Тем самым соответствующее управляющее устройство 10 может реагировать динамически на изменяющиеся температуры полосы и тем самым при варьирующемся крутящем моменте двигателя гарантировать в значительной степени постоянный момент наматывания в полосе 2, таким образом, снижать нежелательные колебания усилия тяги и потери качества полосы. Могут корректироваться не только периодические колебания усилия тяги из-за некруглостей в намотанной полосе, как они корректировались, когда корректировка производилась исключительно на основе внешних для полосы параметров, как на текущем угле перемещения, но и на основе непериодически возникающих изменений. Более того, в соответствующем изобретению способе наматывания измерение текущих углов поворота моталки и/или приводных роликов, а также измерение текущего тягового усилия для определения номинальных значений тяги и моментов не является обязательно необходимым, потому что номинальное значение выводится из температуры и/или свойства микроструктуры полосы. Динамическое согласование пределов крутящего момента с учетом текущей температуры или микроструктуры гарантирует, что, например, предел растяжения не будет превышаться и будет достигаться хороший результат намотки при плотно намотанной полосе (катушке).
В то время как до сих пор было обычным конкретное тяговое усилие моталки при настройке, то есть перед намоткой полосы, с уровня 2 посылать как неизменное, хотя и зависимое от свойств полосы (класса стали и температуры) значение на средства автоматизации, в противоположность этому в примере, соответствующем изобретению, исходят из того, что температура и/или свойства стали во время намотки не остаются постоянными. Поэтому никакое фиксированное значение не применяется по всей длине полосы, а (фиксированное) начальное значение постоянно корректируется посредством измеренной фактической температуры полосы и/или моделированных микроструктур во время намотки. Тем самым можно, например, профильное охлаждение, режим, при котором головная часть полосы протягивается более горячей, чем средняя часть полосы, проводить особенно предпочтительным образом. При этом для средней части (=основной части полосы) применяется другой момент тяги и изгибающий момент, чем для головной части полосы.
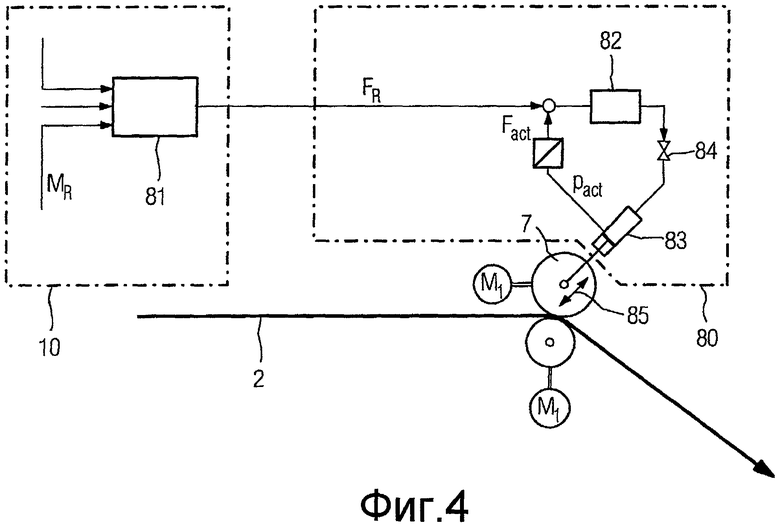
На фиг.4 показано дальнейшее развитие вышеназванных примеров выполнения, при которых управляющий блок 10 взаимодействует с устройством регулирования усилия или устройством 80 регулирования установки приводных роликов 7.
Пределы крутящего момента определяют крутящий момент MR, MH и тяговое усилие в полосе. Моталка 5 имеет со своей оправкой по существу соединение с геометрическим замыканием, и полоса не может при регулировании «проскальзывать».
В случае приводной роликовой пары 7, то есть двух размещенных друг над другом роликов, которые прижаты друг к другу усилием F, этого геометрического замыкания нет, и при слишком малом приводном усилии F или при слишком высоком крутящем моменте MR ролик может терять контакт с полосой 2 и «проскальзывать». Тем самым возникает взаимосвязь между номинальным значением крутящего момента MR ролика и номинальным усилием FR ролика.
Поэтому является предпочтительным с изменением величины значения крутящего момента MR ролика соответственно согласовывать номинальное значение FR усилия ролика. В представленном примере выполнения для этого в управляющем блоке 10 образован модуль 81 расчета усилия, который из номинального значения крутящего момента MR ролика и, при необходимости, других оказывающих влияние параметров вычисляет номинальное значение усилия FR ролика. Номинальное значение усилия FR подается на устройство 80 регулирования установки ролика, а именно на образованный в нем регулятор 82 усилия. Для образования контура регулирования усилия имеется воздействующее на роликовую пару 7 гидравлическое средство установки, на которое регулятор 82 оказывает влияние посредством управляемого клапана 84. Перемещение установки представлено посредством двойной стрелки 85. Не показанный измерительный датчик измеряет текущее гидравлическое давление pact. Оно после пересчета в текущее приводное усилие Fact подается на вход регулятора 82 усилия в качестве параметра регулирования.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ И ЛИТЕЙНО-ПРОКАТНАЯ УСТАНОВКА ДЛЯ НЕПРЕРЫВНОЙ РАЗЛИВКИ И ПРОКАТКИ НЕПРЕРЫВНОЙ ЗАГОТОВКИ | 2015 |
|
RU2683671C2 |
| Способ регулирования натяжения полосы при смотке | 1991 |
|
SU1830297A1 |
| ГОРЯЧЕПРОКАТНЫЙ СТАН СТЕККЕЛЯ | 1999 |
|
RU2220799C2 |
| СПОСОБ И ПРОКАТНЫЙ СТАН ДЛЯ ПРОКАТКИ МЕТАЛЛИЧЕСКОЙ ПОЛОСЫ | 2012 |
|
RU2566132C2 |
| СПОСОБ И УСТАНОВКА ДЛЯ ИЗГОТОВЛЕНИЯ МЕТАЛЛИЧЕСКОЙ ЛЕНТЫ | 2004 |
|
RU2286858C2 |
| ПРОКАТНЫЙ СТАН ХОЛОДНОЙ ПРОКАТКИ И СПОСОБ ХОЛОДНОЙ ПРОКАТКИ МЕТАЛЛИЧЕСКОЙ ПОЛОСЫ | 2002 |
|
RU2293616C2 |
| СПОСОБ УПРАВЛЕНИЯ СКОРОСТНЫМ РЕЖИМОМ ОТВОДЯЩЕГО РОЛЬГАНГА ШИРОКОПОЛОСНОГО СТАНА | 2007 |
|
RU2373006C2 |
| КОМБИНИРОВАННАЯ УСТАНОВКА НЕПРЕРЫВНОГО ЛИТЬЯ И ГОРЯЧЕЙ ПРОКАТКИ МЕТАЛЛИЧЕСКИХ ПОЛОС | 2018 |
|
RU2727457C1 |
| МОТАЛЬНОЕ УСТРОЙСТВО И СПОСОБ ДЛЯ НАМАТЫВАНИЯ ПОЛОСОВОГО МАТЕРИАЛА | 2015 |
|
RU2664843C2 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ПРОКАТКИ И ПОСЛЕДУЮЩЕГО СМАТЫВАНИЯ МЕТАЛЛИЧЕСКОЙ ПОЛОСЫ, В ЧАСТНОСТИ СТАЛЬНОЙ ПОЛОСЫ | 2003 |
|
RU2339476C2 |
Изобретение относится к области прокатки. Технический результат - повышение качества наматывания. Мотальное устройство (1) для наматывания или сматывания металлической полосы (2) содержит, по меньшей мере, моталку (5), при необходимости, по меньшей мере один относящийся к моталке (5) приводной ролик (7) и управляющее устройство (10) для моталки (5) и, при необходимости, для приводного ролика (7). Управляющее устройство (10) управляет мотальным устройством (1) таким образом, что посредством измерения или определения расчетом на модели определяется текущая температура полосы и/или текущее свойство микроструктуры полосы. Управляющим устройством (10) из фактического значения или из выведенного из него параметра определяется текущее номинальное значение крутящего момента. Управляющее устройство (10) управляет моталкой (5) и/или приводным роликом (7) с применением текущего номинального значения крутящего момента. 7 н. и 13 з.п. ф-лы, 4 ил.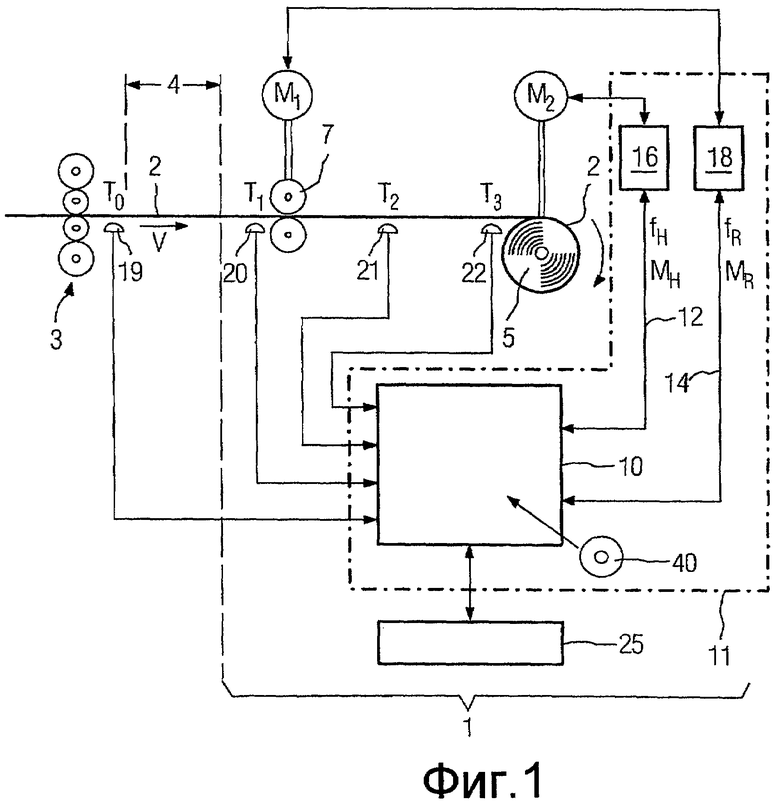
1. Способ управления мотальным устройством (1) для наматывания или сматывания металлической полосы (2), которое содержит, по меньшей мере, моталку (5), при необходимости по меньшей мере один относящийся к моталке (5) приводной ролик (7) и управляющее устройство (10) для моталки (5) и, при необходимости, для приводного ролика (7), включающий измерение или определение расчетом на модели фактического значения текущего свойства микроструктуры полосы (2),
определение управляющим устройством (10) из фактического значения или из выведенного из него параметра текущего значения крутящего момента (MH, MR), действующего в направлении перемещения полосы и/или противоположно направлению перемещения полосы, и управление управляющим устройством (10) моталкой (5) и/или приводным роликом (7) с применением текущего значения крутящего момента (MH, MR).
2. Способ по п.1, отличающийся тем, что полоса (2) представляет собой стальную полосу или полосу цветного металла в прокатном стане, в частности, в прокатном стане горячей прокатки и/или в подключенной далее линии обработки полосы.
3. Способ по п.1, отличающийся тем, что управляющее устройство (10) непрерывно определяет значения крутящего момента (MH, MR) таким образом, что вариация в действующем в полосе (2) моменте намотки или натяжении в полосе снижается, причем момент намотки или натяжение в полосе предпочтительно постоянны.
4. Способ по п.1, отличающийся тем, что определение фактического значения осуществляют в реальном времени, оперативно и/или непрерывно, например, с частотой по меньшей мере 50 измерений в секунду.
5. Способ по п.1, отличающийся тем, что управляющее устройство (10) управляет моталкой (5) и/или приводным роликом (7) с ограничением по моменту.
6. Способ по п.1, отличающийся тем, что определение фактического значения осуществляют между моталкой (5) и приводным роликом (7), и/или непосредственно перед приводным роликом (7), и/или между мотальной системой, образованной моталкой (5) и, при необходимости, приводным роликом (7), и прокатной клетью (3), расположенной перед мотальной системой, в частности, непосредственно после прокатной клети (3).
7. Способ по п.1, отличающийся тем, что в качестве свойства микроструктуры измеряют или определяют величину зерна, зернистую структуру, распределение фаз, свободную энтальпию Гиббса и/или молекулярное или атомарное распределение.
8. Способ по п.1, отличающийся тем, что из фактического значения определяют текущее свойство материала полосы (2), в частности, жесткость, предел прочности при растяжении, качество поверхности, температуру, геометрические размеры, предел текучести, вязкость или пластичность.
9. Способ по п.1, отличающийся тем, что в управляющее устройство (10) вводят статическое свойство материала полосы (2), в частности тип материала, код легирования, информацию о химическом анализе материала полосы и/или соответствующие корректирующие факторы.
10. Способ по п.1, отличающийся тем, что управляющее устройство (10) выдает на моталку (5) номинальное число оборотов (fH) моталки и, при необходимости, на приводной ролик (7) номинальное число оборотов (fR) ролика.
11. Способ по п.10, отличающийся тем, что управляющее устройство (10) управляет моталкой (5) и, при необходимости, приводным роликом (7) с регулированием по числу оборотов.
12. Способ по любому из пп.1-11, отличающийся тем, что управляющее устройство (10) управляет моталкой (5) и, при необходимости, приводным роликом (7) с ограничением по числу оборотов.
13. Управляющее устройство (10) для мотального устройства (1) для наматывания или сматывания полосы (2), причем мотальное устройство содержит моталку (5) и, при необходимости по меньшей мере один относящийся к моталке (5) приводной ролик (7), причем управляющее устройство (10) выполнено таким образом, что оно управляет моталкой (5) и, при необходимости, приводным роликом (7) согласно способу управления по любому из пп.1-12.
14. Управляющее устройство по п.13, отличающееся тем, что оно содержит сенсор (19, 20, 21, 22) для измерения свойства микроструктуры полосы (2).
15. Управляющее устройство по п.13 или 14, отличающееся тем, что оно снабжено блоком (30) расчета на модели для основанного на модели расчета текущего, характеризующего микроструктуру полосы (2), свойства полосы (2) и/или для расчета текущей температуры (Т0, T1, Т2, Т3) полосы.
16. Система (11) управления для мотального устройства для наматывания или сматывания металлической полосы (2), причем мотальное устройство содержит моталку (5) и, при необходимости, по меньшей мере один относящийся к моталке (5) приводной ролик (7), содержащая блок (30) расчета на модели для основанного на модели расчета текущего свойства полосы (2), характеризующего микроструктуру полосы (2), управляющее устройство (10), которое имеет средство расчета крутящего момента, чтобы из текущего свойства микроструктуры полосы (2) вычислить значение (MH, MR) крутящего момента, и по меньшей мере одно устройство (16, 18) регулирования привода для моталки (5) и/или приводного ролика (7), на которое подается значение крутящего момента.
17. Мотальное устройство (1) для наматывания металлической полосы (2), содержащее моталку (5), при необходимости, по меньшей мере один относящийся к моталке (5) приводной ролик (7) и управляющее устройство (10) для моталки и, при необходимости, для приводного ролика (7), отличающееся тем, что управляющее устройство (10) выполнено по любому из пп.13-15.
18. Мотальное устройство (1) для наматывания металлической полосы (2), содержащее моталку (5), при необходимости, по меньшей мере один относящийся к моталке (5) приводной ролик (7) и систему (11) управления для моталки и, при необходимости, для приводного ролика (7), отличающееся тем, что система (11) управления выполнена по п.16.
19. Носитель (40) данных с сохраненной на нем компьютерной программой для выполнения способа управления мотальным устройством по любому из пп.1-12.
20. Прокатный стан (W) для прокатки стальной полосы (2), в частности, прокатный стан горячей прокатки с мотальным устройством (1) по п.17 или 18.
| Раствор для вибрационного снятия заусенцев и притупления острых кромок медных сплавов | 1984 |
|
SU1180402A1 |
| Пневматический аналого-цифровой преобразователь | 1972 |
|
SU442483A1 |
| DE 19818207 А1, 28.10.1999. | |||

