Область техники, к которой относится изобретение
Настоящее изобретение относится к комбинированным установкам непрерывного литья и горячей прокатки металлических полос в аустенитной области или в ферритной области, выполненных с возможностью производства прокатных полос в форме рулонов.
Уровень техники
Развитие технологии установок непрерывного литья тонких слябов способствовало значительному усовершенствованию комбинированных установок, сочетающих функции литья и горячей прокатки. Пример такой установки описан в документе ЕР 0980723 А2.
Из уровня техники известны три типа прокатных установок и способов размещения основной установки и вспомогательных установок с различными размерами и результатами металлургического процесса (то есть продуктами, которые можно получить на выходе из установки), а именно:
- рулон к рулону: при этом способе разрезают сляб непрерывного литья на части сляба такого размера, чтобы по завершении процесса прокатки для каждой части сляба был получен рулон полосы необходимого размера, намотанный на моталку;
- полунепрерывный способ, при котором сляб непрерывного литья разрезают на части такого размера, чтобы по завершении процесса прокатки для каждой части сляба была получена длина полосы, соответствующая нескольким рулонам необходимого размера, например, от 3 до 7 рулонов; при этом предусмотрено последовательное применение летучих ножниц для получения рулонов необходимого размера, намотанных на моталки;
- непрерывный способ, при котором происходит бесшовное пересечение слябом непрерывного литья прокатных станов, при этом предусмотрено последовательное применение летучих ножниц для получения рулонов полосы необходимого размера, намотанных на моталки.
Для преодоления ограничений каждой из известных конфигураций была разработана система, выполненная с возможностью обеспечить производство с применением всех трех способов, описанных выше, с целью повышения производственной гибкости и максимальной реализации преимуществ каждого способа производства.
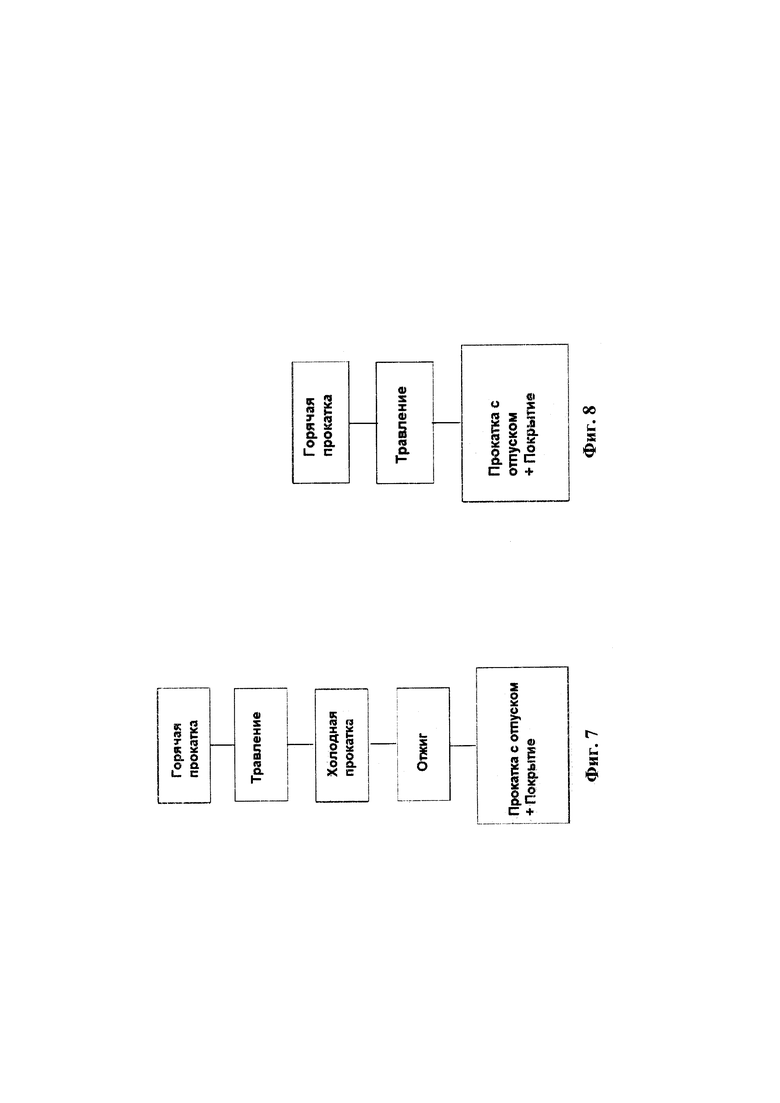
Несмотря на достижения предшествующего уровня техники, ограничения, которые не позволяют полностью заменить холодный прокат горячим в случае низкоуглеродистых сталей, все еще существуют. Это означает, что для получения высококачественной продукции необходима холодная прокатка слябов из низкоуглеродистой стали, и следовательно, применение только горячей прокатки сразу после непрерывного литья невозможно. Из вышесказанного следует, что в решениях, известных из уровня техники, требуется травление изделия после завершения этапа горячей прокатки для удаления остаточной окалины, после чего выполняют холодную прокатку. Затем выполняют, отжиг и, возможно, дополнительную прокатку с отпуском для окончательной обработки поверхности, то есть холодную прокатку для придания поверхности изделия необходимой шероховатости, устранения нестабильности при переходе от упругих свойств к пластическим и повышения плоскостности полосы. И наконец, на изделие наносят покрытие, например, из цинка или олова, и, возможно, выполняют окраску (Фиг. 7). Между одним этапом и последующим изделие, наматываемое в конце каждого этапа обработки, может оставаться без движения на складе вплоть до нескольких дней. Между моментом выполнения литья сляба и готовностью полосы к продаже может проходить около двух месяцев. Таким образом, недостаток состоит в том, что необходимы две отдельные прокатные линии, одна для горячей прокатки, а другая - для холодной, и обработка изделия занимает большое количество времени.
Кроме того, хотя ограничений по размерам больше нет, так как может быть получена минимальная толщина заказа 0,6-0,8 мм, а допуски сравнимы с допусками холоднокатаной полосы, ограничение по механическим свойствам все еще присутствует.
Недостаток такой установки с точки зрения размеров состоит в том, что разрезание и наматывание полос тоньше 0,6-0,8 мм также крайне сложно из-за высокого риска заклинивания при обработке и введении переднего конца, с последующей остановкой всего процесса литья и прокатки.
Кроме того, при прокатке в аустенитной области существует ограничение по механическим свойствам изделия. Это ограничение связано с коэффициентом «г» анизотропии деформации, который намного ниже, чем обычно получаемый в результате отжига после холодной прокатки из-за различия получаемых текстур. Также при уменьшении окончательной толщины происходит утончение микроструктуры, что приводит к увеличению прочности и уменьшению пластичности. Это ограничивает применение горячекатаных полос до работы только на изгиб и, в целом, до использования их при очень незначительных деформациях в процессе формования. Следовательно, возможность замены холоднокатаной продукции горячекатаной ограничена вышеперечисленными проблемами.
И наконец, ассортимент прогрессивных сталей повышенной прочности (AHSS), который может быть получен с помощью известных установок на сегодняшний день, ограничен, что приводит к уменьшению номенклатуры типов стали, которые могут быть получены на этих установках.
Таким образом, существует необходимость разработки инновационной комбинированной установки непрерывного литья и горячей прокатки металлических полос, в которой устранены вышеперечисленные недостатки.
Раскрытие изобретения
Основной задачей данного изобретения является представить комбинированную установку непрерывного литья и горячей прокатки металлических полос, которая позволяет выполнять прокатку более широкого спектра изделий и получать на выходе толщины даже менее, чем 0,8 мм, таким образом исключая сложности обработки тонких полос, по сравнению с решениями, известными из уровня техники.
Другой задачей изобретения является представить установку, которая позволяет производить непрерывный процесс горячей прокатки и в том числе и тех изделий, которые в установках, известных из уровня техники, должны были проходить процесс холодной прокатки для получения приемлемых механических свойств, и таким образом, установку, позволяющую значительно сократить затраты на обработку и время прохождения через всю установку новых изделий, которые, после прохождения горячей прокатки могут заменить изделия, изготовленные с применением циклов холодной прокатки, так как этот процесс позволяет получить аналогичные свойства изделий.
Таким образом, цель данного изобретения состоит в решении вышеописанных задач с помощью комбинированной установки непрерывного литья и бесконечной прокатки металлических полос, которая содержит:
- линию непрерывного литья слябов;
- первый прокатный стан для черновой обработки сляба и получения заготовки;
- второй прокатный стан для окончательной обработки заготовки и получения полосы;
- третий прокатный стан, содержащий по меньшей мере две клети, для дополнительного уменьшения толщины полосы;
- устройства накопления полосы, содержащие по меньшей мере одну первую моталку с размерами, которые позволяют наматывать и разматывать рулон весом от 80 до 250 метрических тонн и/или до 6 метров в диаметре, называемый мегарулоном;
- первые режущие средства, расположенные между указанным третьим прокатным станом и устройствами накопления, выполненные с возможностью разрезания полосы после наматывания мегарулона на по меньшей мере одну первую моталку;
- по меньшей мере одну вторую моталку для наматывания частей полосы, смотанных с указанных устройств накопления, до достижения установленного ограничения по весу или диаметру рулона;
- вторые режущие средства, расположенные между указанными устройствами накопления и по меньшей мере одной второй моталкой, выполненные с возможностью разрезания полосы при достижении частью полосы, намотанной на по меньшей мере одну вторую моталку, установленного ограничения по весу или диаметру рулона.
Для передачи сигнала управления на первые режущие средства после наматывания мегарулона на по меньшей мере одну первую моталку предусмотрены первые датчики веса и/или диаметра рулона, наматываемого на по меньшей мере одну первую моталку.
Для передачи сигнала управления на вторые режущие средства при достижении частью полосы, намотанной на по меньшей мере вторую моталку, установленного ограничения по весу или диаметру рулона предусмотрены вторые датчики веса и/или диаметра рулона, наматываемого на по меньшей мере одну вторую моталку.
В качестве еще одного объекта данного изобретения заявлен способ непрерывного литья и бесконечной прокатки металлических полос, выполняемый с помощью вышеописанной установки. Способ предусматривает следующие этапы:
a) выполняют литье сляба на линии непрерывного литья;
b) выполняют черновую обработку сляба для получения заготовки на первом прокатном стане;
c) выполняют окончательную обработку заготовки для получения полосы на втором прокатном стане;
d) дополнительно уменьшают толщину полосы с помощью по меньшей мере двух клетей третьего прокатного стана;
e) наматывают полосу с помощью по меньшей мере одной первой моталки устройств накопления для формирования рулона весом от 80 до 250 метрических тонн и/или до 6 метров в диаметре, называемого мегарулоном;
f) разрезают полосу первыми режущими средствами после наматывания мегарулона на по меньшей мере одну первую моталку;
g) разматывают полосу на по меньшей мере одной первой моталке и наматывают часть полосы на по меньшей мере одну вторую моталку до достижения установленного ограничения по весу или диаметру рулона для формирования таким образом первого рулона;
h) разрезают полосу вторыми режущими средствами после формирования первого рулона;
i) наматывают на по меньшей мере одну вторую моталку последующие части полосы до достижения установленного ограничения по весу или диаметру рулона для формирования таким образом последующих рулонов, путем разрезания прокатанной полосы вторыми режущими средствами после формирования каждого из последующих рулонов.
В данном описании "мегарулон" означает рулон полосы весом от 80 до 250 метрических тонн и/или до 6 метров в диаметре, предпочтительно от 3 до 6 метров.
Преимущество применения принципа наматывания мегарулона, описанного в изобретении, состоит в том, что риск заклинивания, вызванный введением полос, содержащих части тоньше, чем 0,8 мм, предпочтительно тоньше 0,7 мм, сведен к нулю, несмотря на высокую скорость движения полосы. Действительно, в прокатном стане бесконечной прокатки, где процесс литья связан с процессом горячей прокатки, скорость выхода полосы из стана горячей прокатки определена скоростью литья. Например, при толщине сляба 110 мм и скорости литья 6 м/мин. для получения полосы толщиной 1,0 мм, скорость выхода из стана окончательной обработки должна составлять 660 м/мин. При дальнейшем уменьшении толщины полосы на выходе, например, до 0,5 мм, скорость движения полосы достигает 1320 м/мин. Таким образом, при уменьшении необходимой толщины полосы вдвое скорость наматывания полосы на выходе из прокатных станов также должна быть увеличена вдвое. При таком движении и скоростях наматывания, в связи с необходимостью предотвращения заклинивания путем направления переднего конца полосы разрезать полосу в движении, при применении обычных направляющих устройств практически невозможно. Следовательно, введение в установку в соответствии с изобретением устройств накопления большой вместимости для наматывания мегарулонов в значительной степени способствует повышению надежности непрерывного процесса прокатки.
Дополнительное преимущество состоит в возможности получения намного более компактной и универсальной линии, что позволяет упростить способ по сравнению с известным из уровня техники (см. Фиг. 7) и тем самым сократить время обработки изделия с приблизительно двух месяцев до одного месяца. В частности, после прохождения полосой единственной прокатной установки, соответствующей изобретению, и содержащей три стана горячей прокатки, для подготовки полосы к продаже необходимо только ее последующее травление и, возможно, обработка поверхности путем прокатки с отпуском, нанесения покрытия, окраски (Фиг. 8). Фактически выполнение всех остальных этапов термообработки и прокатки происходит за пределами этой единственной прокатной установки. Это позволяет сократить время между литьем и окончательной обработкой изделия для подготовки его к продаже до менее чем одного месяца.
Кроме того, установка, представляющая собой предмет данного изобретения, позволяет изготавливать изделия с вытяжкой (DQ), глубокой вытяжкой (DDQ) и особо глубокой вытяжкой (EDDQ), изготовление которых сейчас возможно исключительно на установках холодной прокатки, при этом по свойствам они по меньшей мере не уступают изделиям, изготовленным на установках, известных из уровня техники.
Предпочтительно установка, соответствующая изобретению, снабжена третьим прокатным станом с по меньшей мере двумя дополнительными клетями, расположенными ниже по потоку относительно стана окончательной обработки, которые обеспечивают возможность дополнительного уменьшения толщины полосы, и перед которыми, по варианту реализации изобретения, может быть установлено устройство быстрого нагревания или быстрого охлаждения, в зависимости от необходимости работать в аустенитной области или в ферритной области.
Для поддержания прокатки в аустенитной области выше по потоку относительно стана окончательной обработки может быть установлено дополнительное устройство быстрого нагревания.
При прокатке изделия с помощью этих двух дополнительных клетей прокатного стана для получения толщины менее 0,8 мм возникает необходимость направления изделия во время разрезания и прокатки. Действительно, полосу направляют не напрямую к обычным моталкам, подходящим для наматывания полосы толщиной не менее 1 мм, а направляют ее после охлаждения на линии ламинарного охлаждения в место накопления мегарулонного типа, которое, в свою очередь, направляет ее на конечные моталки.
Значения веса окончательных рулонов на конечных моталках зафиксированы на уровне автоматизации путем установки ограничения по весу и, в качестве опции, ограничения по диаметру. Первое из этих двух ограничений, которого окончательные рулоны достигнут первым, наступление достижения которого фиксируют датчики веса и/или диаметра, запускает процесс разрезания с помощью ножниц.
В предпочтительном варианте реализации изобретения, место накопления мегарулонного типа соединено с линией разрезания и наматывания, содержащей по меньшей мере одну моталку и режущие средства, расположенные выше по потоку относительно указанной по меньшей мере одной моталки. Режущее устройство разрезает полосу при образовании на моталке рулона полосы с удельным весом от 10 до 20 кг/мм, например, при получении рулонов весом до 35 метрических тонн, предпочтительно от 8 до 35 метрических тонн. Установка продолжает работать в этом режиме до полного разматывания мегарулона, из которого получены от 5 до 8 рулонов, возможно, разной толщины и веса. Этот вариант реализации изобретения позволяет получить окончательную толщину полосы от 0,5 до 1,0 мм.
Как известно, метод удельного веса в металлургии служит для определения веса рулонов, обрабатываемых на прокатных установках. Например, 18 кг/мм означает, что для расчета веса рулона (в кг) достаточно будет умножить ширину полосы (в мм) на удельный вес (в кг/мм).
Если участки полосы, формирующие мегарулон, имеют разную толщину, клети третьего прокатного стана запрограммированы на прокат до определенной толщины, которая может быть одинаковой для всех участков полосы или различной, в зависимости от требований к готовой продукции и необходимой толщины производственной партии.
При запуске процесса обработки сверхтонкой полосы технологией производства предусмотрена прокатка в первую очередь полосы такой толщины, чтобы минимизировать риски заклинивания, например, 1 мм или более, которая будет первой намотана на обычные системы наматывания.
Если необходимо начать уменьшение толщины до менее, чем 1 мм и получить участки полосы разной толщины, полосу разрезают с помощью летучих ножниц; оборачивают задний конец разрезанной полосы вокруг рулона, уже намотанного на обычную моталку, и направляют передний конец полосы, полученной при разрезании, к устройствам накопления, содержащим две моталки для мегарулонов, например. Для продвижения процесса наматывания на одну из этих моталок для мегарулонов служит ременный захлестыватель, который обеспечивает продвижение наматывания заходных витков. Как только моталка натягивает полосу, открывается захлестыватель, и постепенно клети третьего прокатного стана начинают прокатывать различные толщины, формируя таким образом участки полосы, имеющие толщину, уменьшающуюся, а затем увеличивающуюся относительно первоначальной толщины не менее 1 мм, бесшовно наматываемые на моталку для мегарулонов.
Предпочтительно, любое отклонение полосы от оси симметрии установки может быть измерено соответствующими оптическими датчиками, и центрирующая система двигает моталку для мегарулонов, установленную на направляющие для обеспечения этого движения с низким коэффициентом трения, при этом управление движением обеспечено гидроприводом.
Предпочтительные варианты реализации изобретения описаны в зависимых пунктах формулы изобретения.
Краткое описание чертежей
Более четкое представление о дополнительных признаках и преимуществах данного изобретения можно получить из подробного описания предпочтительного, но не единственного варианта реализации комбинированной установки непрерывного литья и прокатки металлических полос, проиллюстрированного в качестве неограничивающего примера на сопроводительных чертежах, на которых:
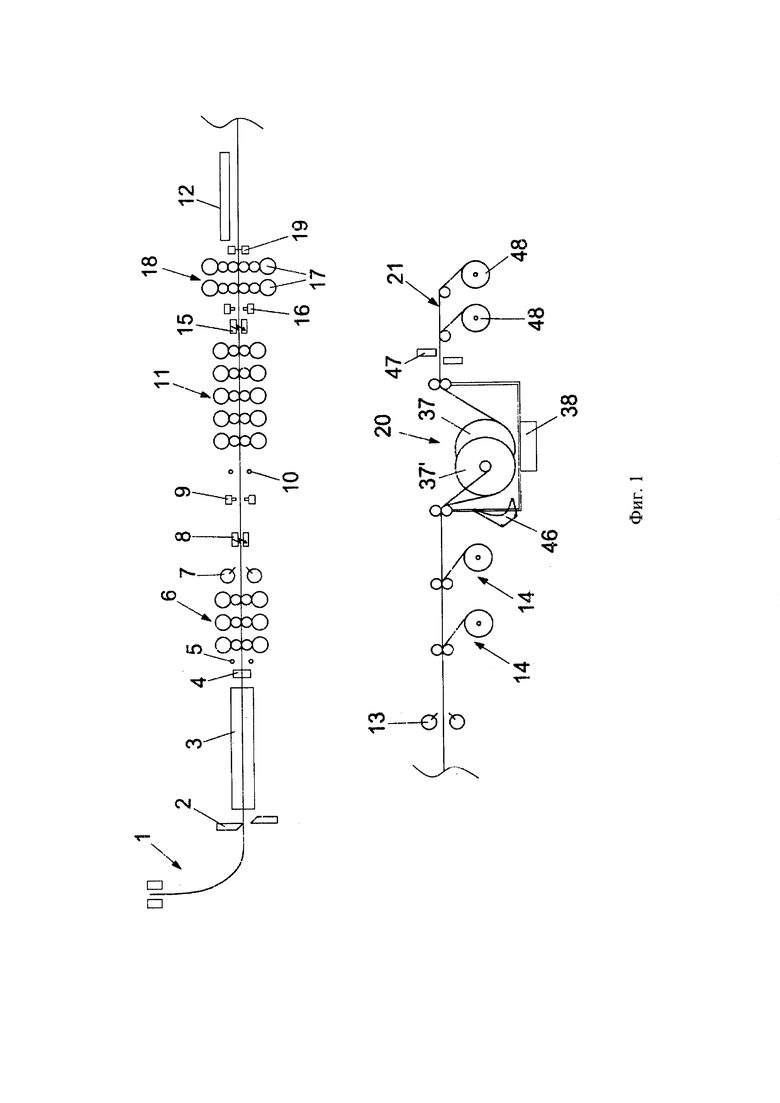
На Фиг. 1 показано схематическое изображение варианта установки, соответствующей изобретению;
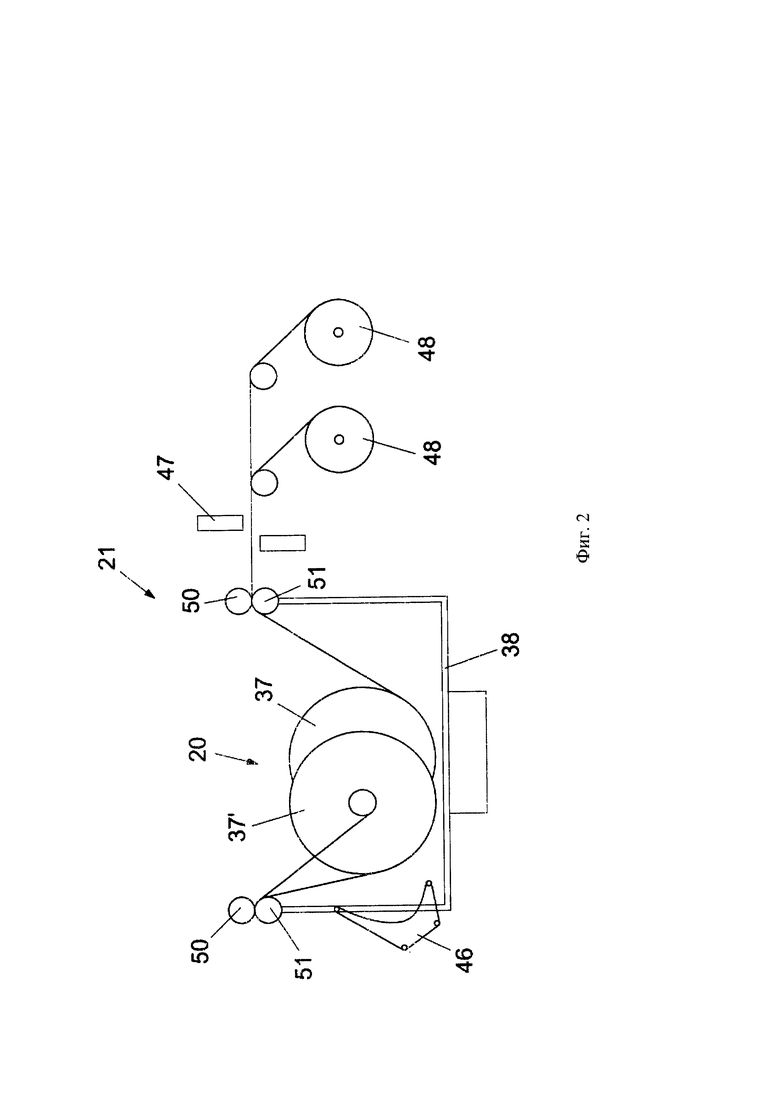
На Фиг. 2 показано увеличенное схематическое изображение части установки, показанной на Фиг. 1;
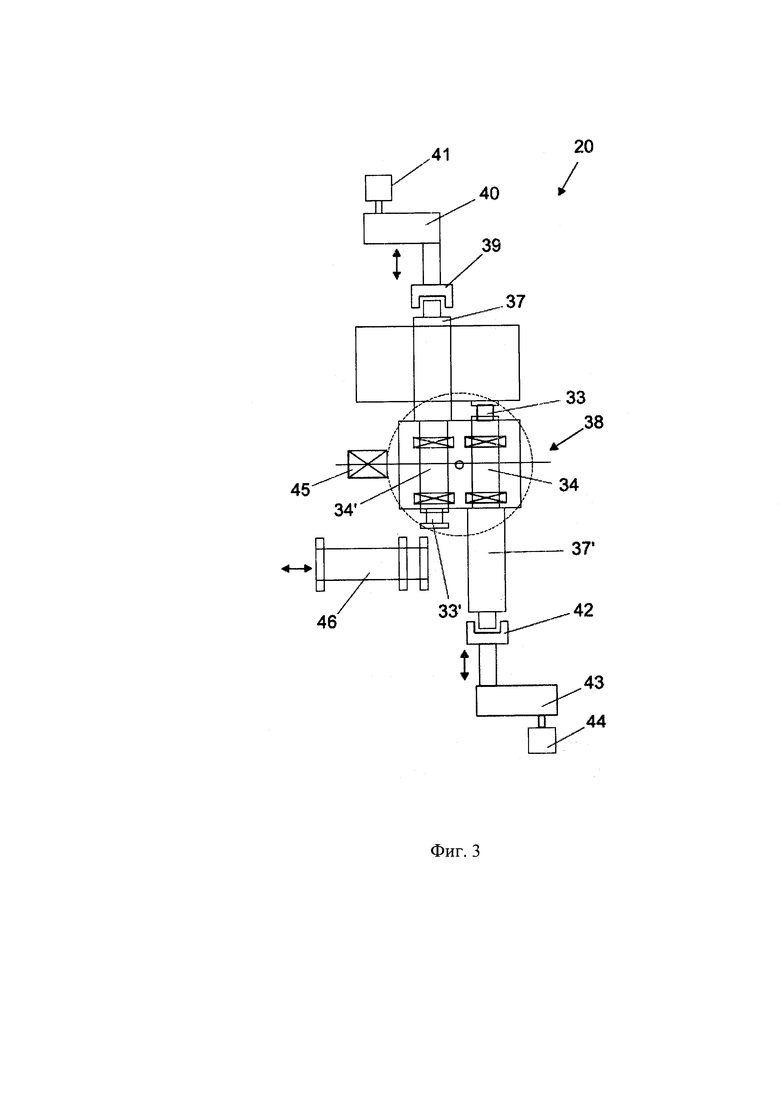
На Фиг. 3 представлено схематическое изображение двухполсоной системы наматывания и разматывания;
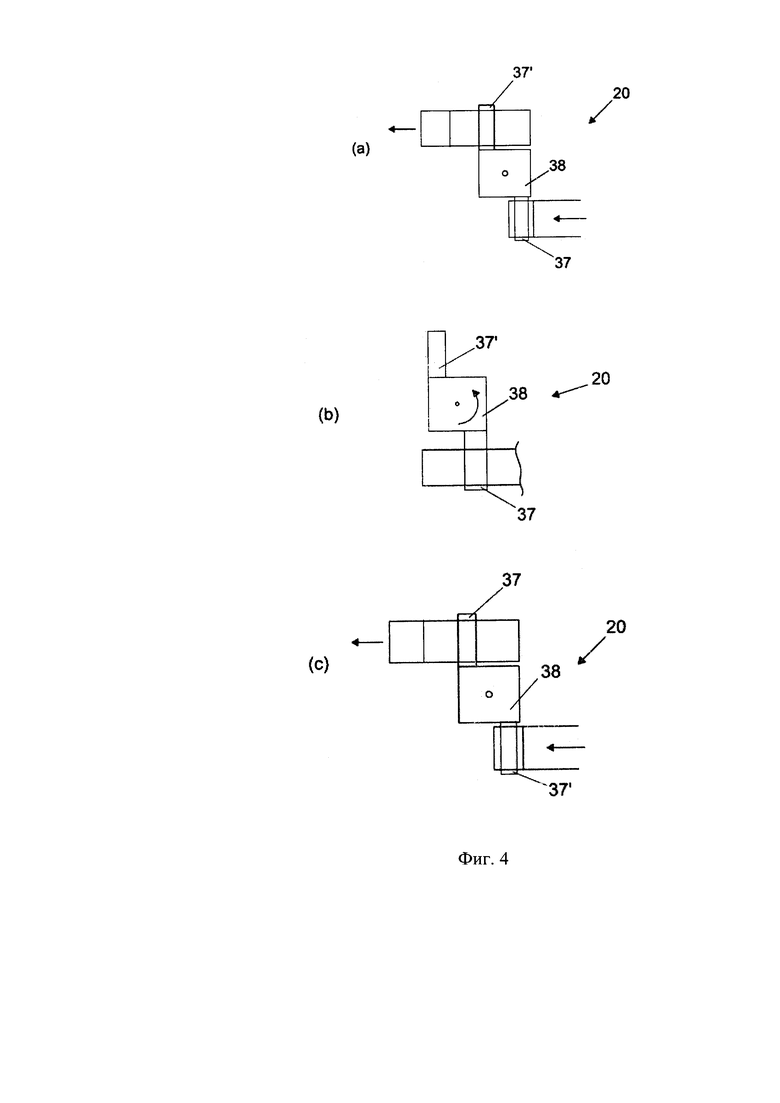
На Фиг. 4 показан порядок работы вышеуказанной двухполосной системы наматывания и разматывания;
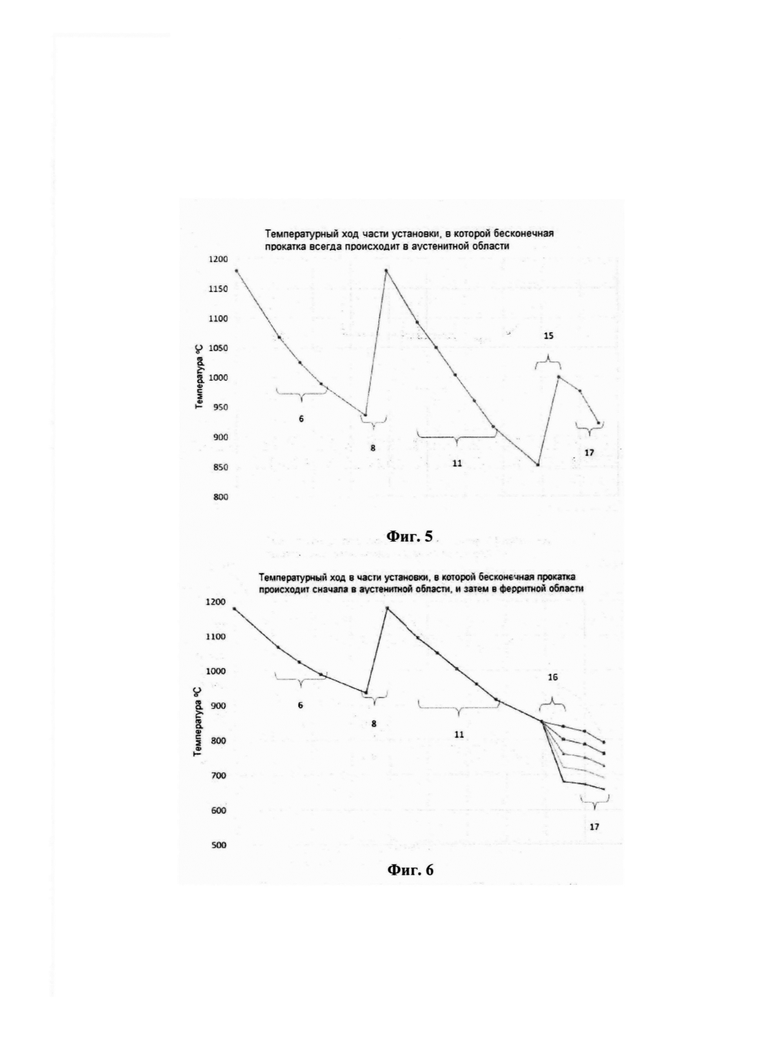
На Фиг. 5 показан пример температурного хода в части установки, в которой бесконечная прокатка всегда происходит в аустенитной области;
На Фиг. 6 показан пример температурного хода в той части установки, в которой бесконечная прокатка происходит сначала в аустенитной области, а затем в ферритной области;
На Фиг. 7 показана блок-схема установки, соответствующей предшествующему уровню техники;
На Фиг. 8 представлена блок-схема установки, соответствующей изобретению.
Осуществление изобретения
На Фиг. 1-6 показаны предпочтительные варианты реализации комбинированной установки непрерывного литья и прокатки тонких слябов для получения полосы в непрерывном режиме с формированием рулонов полосы. Предпочтительный материал полосы - сталь.
Установка, которая представляет собой объект данного изобретения, во всех вариантах реализации, содержит следующую последовательность элементов:
- установку 1 непрерывного литья для литья слябов, предпочтительно слябов толщиной от 30 до 140 мм;
- первый прокатный стан 6 или стан черновой обработки, предпочтительно содержащий от одной до четырех клетей для выполнения горячей черновой обработки сляба и получения заготовки;
- второй прокатный стан 11 или стан окончательной обработки, предпочтительно содержащий от трех до семи клетей для выполнения горячей окончательной обработки заготовки и получения полосы;
- третий прокатный стан 18, содержащий по меньшей мере две клети 17, для дополнительного уменьшения толщины полосы; указанные по меньшей мере две клети 17 предпочтительно являются четырехвалковыми или, еще предпочтительнее, шестивалковыми;
- устройства 20 накопления полосы, содержащее по меньшей мере одну первую моталку 37, 37' большой вместимости с размерами, позволяющими наматывать и разматывать рулон весом от 80 до -250 метрических тонн и/или до 6 метров, предпочтительно от 3 до 6 метров, в диаметре, называемый мегарулоном;
- и линию 21 разрезания и наматывания, которая снабжена:
- по меньшей мере одной моталкой 48 для наматывания частей полосы до достижения установленного ограничения по весу или диаметру рулона;
- режущими устройствами 47, расположенными между устройствами 20 накопления и по меньшей мере одной моталкой 48, выполненными с возможностью разрезания полосы при достижении частью полосы, намотанной на по меньшей мере одну моталку 48, установленного ограничения по весу или диаметру рулона.
Преимущественно, наличие третьего прокатного стана 18 и специальных устройств 20 накопления позволяет получать изделия различной толщины и качества обработки, в том числе и очень мглой толщины, и при этом избежать риска заклинивания, возникающего в ходе выполнения процесса.
В предпочтительном варианте, как и во всех вариантах реализации изобретения, устройства 20 накопления содержат две моталки 37, 37' большой вместимости, неразъемно соединенные со вращающейся платформой 38, например, закрепленные на противоположных концах вращающейся платформы. Указанная платформа 38 может поворачиваться, например, на 180°, относительно вертикальной оси по истечении заданного периода Бремени, в течение которого происходит наматывание мегарулона на одну из двух моталок 37, 37', таким образом, чтобы, поочередно, моталка 37 использовалась для наматывания непрерывной полосы, поступающей с третьего прокатного стана 18, а моталка 37' для разматывания непрерывной полосы с последующим направлением ее к по меньшей мере одной моталке 48.
Моталки 37, 37' предпочтительно изготовлены из толстой трубы или металлического прутка, выполненного с возможностью выдерживать вес рулонов большого размера весом до 250 метрических тонн или 6 метров в диаметре.
Предпочтительно предусмотрен металлический ременный захлестыватель 46, наматываемый вокруг моталки 37 или 37' и готовый к приему переднего конца горячекатаной полосы для формирования мегарулона.
Выше по потоку относительно вращающейся платформы 38 предусмотрены режущие устройства 13, выполненные с возможностью разрезать полосу, когда рулон весом от 80 до 250 метрических тонн и/или диаметром до 6 метров, предпочтительно от 3 до 6 метров, будет намотан на одну из двух моталок 37, 37'. Для передачи сигнала управления на режущие устройства 13 при достижении ограничения по весу, например, 250 метрических тонн, или ограничения по диаметру рулона, например, 6 метров, предусмотрены датчики веса и/или диаметра. После этой операции разрезания происходит поворот вращающейся платформы 38 на 180°.
Указанные режущие устройства 13 предпочтительно состоят из летучих ножниц, размер которых, например, позволяет разрезать полосу в движении при скоростях движения полосы, достигающих приблизительно 25 м/с. Режущие устройства 47, наоборот, предпочтительно состоят из статических ножниц.
Вращающаяся платформа 38, которая определяет работу двойной системы наматывания/разматывания полосы, может приводиться в движение, например, системой стеллажей. Ее вращение контролирует блок управления, в состав которого входит, например, электрический или гидравлический двигатель 45, редуктор и шестерня, сцепленная со стеллажом, установленным на вращающуюся платформу 38.
Устройства 44, 43 и 41, 40 управления вращением соответствующих моталок 37', 37 взаимно независимы для независимого управления вращением при наматывании полосы, поступающей из третьего прокатного стана 18, и вращением при разматывании полосы в направлении по меньшей мере одной моталки 48.
При повороте вращающейся платформы 38 на 180° происходит отсоединение устройств 44, 43 и 41, 40 управления вращением от соответствующих моталок 37', 37 с помощью отведения соответствующего подвижного шарнира 39, 42.
Выравнивание и центрирование полосы, наматывание и разматывание которой происходит на моталках 37, 37', происходит за счет осевого перемещения соответствующей оправки 34, 34', которым управляет соответствующий гидроцилиндр 33, 33'.
Кроме того, при всех вариантах реализации изобретения, присутствуют следующие элементы, перечисленные в порядке удаления от установки 1 непрерывного литья вниз по потоку:
- ножницы 2 (опция), например, качающиеся ножницы для разрезания слябов в аварийных случаях;
- туннельная печь 3 (опция) для поддержания, выравнивания или увеличения температуры сляба;
- по меньшей мере одна вертикальная клеть 4 (для обработки кромок, опция) или по меньшей мере один пресс (опция) для уменьшения ширины сляба и приближения ее к ширине полосы, которую необходимо получить, чтобы уменьшить количество отходов и повысить эффективность производства;
- первое устройство 5 удаления окалины (опция), расположенное непосредственно за станом 6 черновой обработки выше по потоку;
- ножницы 7 (опция) для разрезания заготовки в аварийных случаях или для удаления концов, которые могут иметь неправильную форм/, и, таким образом, предотвращения повреждений рабочих валков стана 11 окончательной обработки и уменьшения вероятности заклинивания с последующим образованием отходов;
- устройство 8 быстрого нагревания (опция), например, устройство индукционного нагревания, мощность которого можно модулировать и активировать соответствующим образом для восстановления температуры, которую изделие теряет во время черновой обработки, и поддержания таким образом работы в аустенитной области при входе на стан окончательной обработки;
- второе устройство 10 удаления окалины (опция), расположенное непосредственно за станом 11 окончательной обработки выше по потоку;
- устройство 12 ламинарного охлаждения (опция), например, в форме роликового стола, расположенное ниже по потоку относительно по меньшей мере двух клетей 17 третьего прокатного стана 18 и непосредственно за режущими устройствами 13 выше по потоку, причем указанный роликовый стол снабжен системами ламинарного охлаждения для верхней и нижней поверхности прокатываемой полосы;
- по меньшей мере две системы 14 наматывания (опция), расположенные ниже по потоку относительно режущих устройств 13, содержащих, например, прижимные ролики и дефлекторы, моталку, намоточные валы и систему разгрузки рулонов; при это указанные системы 14 наматывания служат для наматывания полос, прокатанных до стандартной толщины от 1 до 25 мм, без использования двух клетей 17 прокатного стана для сверхтонких изделий.
Преимущественно, между станом 11 окончательной обработки и третьим прокатным станом 18 предусмотрено устройство 15 быстрого нагревания, например, устройство индукционного нагревания, и/или устройство 16 быстрого охлаждения, например, устройство для формирования "лезвий" или аэрозолей охлаждающей жидкости как на верхней, так и на нижней поверхностях полосы.
Устройство 15 быстрого нагревания выполнено с возможностью активации в случае поддержания процесса прокатки в аустенитной области также по меньшей мере в клетях 17 прокатного стана, а первое устройство 16 быстрого охлаждения выполнено с возможностью активации в случае перехода процесса прокатки из аустенитной области в ферритную область.
Непосредственно ниже по потоку за третьим прокатным станом 18 и выше по потоку относительно устройства 12 ламинарного охлаждения расположено дополнительное устройство 19 быстрого охлаждения, которое служит для уменьшения температуры свежепрокатанного изделия и утончения микроструктуры в результате действия большой движущей силы.
В предпочтительном варианте изобретения, показанном на Фиг. 1 и 2, ниже по потоку относительно устройств 20 накопления, содержащих вращающуюся платформу 38 и две моталки 37, 37', линия 21 разрезания и наматывания содержит статические ножницы 47 и по меньшей мере две моталки 48, размеры которых приспособлены для наматывания частей полосы до достижения установленного ограничения по весу, например, удельного веса от 10 до 20 кг/мм и получения таким образом рулонов весом до 35 метрических тонн, предпочтительно от 8 до 35 метрических тонн, и предпочтительного максимального диаметра 2,1 м. Например, могут быть установлены только две моталки 48 или более двух моталок 48.
В одном из вариантов реализации предусмотрено использование летучих ножниц вместо статических ножниц 47 и использование карусели моталок в качестве альтернативы двум отдельным моталкам 48. Карусель обычно имеет две моталки, расположенные диаметрально противоположно относительно друг друга и подвешенные на шарнирах на вращающемся барабане, которые поочередно наматывают прокатную полосу: когда одна из моталок наматывает окончательный рулон, другая моталка освобождается от окончательного рулона, намотанного ранее.
Ниже описаны некоторые предпочтительные способы эксплуатации данного варианта реализации установки, в соответствии с изобретением (Фиг. 1-4).
В первом предпочтительном способе эксплуатации прокатка обеспечена в линиях 6, 11 и 18 рабочих клетей, всегда в аустенитной области.
Процесс, выполнение которого предусмотрено этим первым способом, предусматривает следующую последовательность этапов:
- выполняют литье тонкого сляба с толщиной, например, от 30 до 140 мм, предпочтительно от 80 до 140 мм, на установке 1 непрерывного литья;
- опционально поддерживают, выравнивают или увеличивают температуру сляба с помощью туннельной нагревательной печи 3;
- опционально уменьшают ширину сляба и приближают ее значение к ширине полосы, которую необходимо получить, с помощью по меньшей мере одной вертикальной клети 4, если она предусмотрена;
- опционально удаляют окалину со сляба перед выполнением черновой обработки, с помощью первого устройства 5 удаления окалины;
- выполняют горячую черновую обработку сляба на стане 6 черновой обработки для получения заготовки, предпочтительно толщиной около 5-50 мм;
- опционально активируют ножницы 7, если они предусмотрены, для разрезания заготовки в аварийных случаях или для удаления концов, которые могут иметь неправильную форму;
- опционально нагревают заготовку устройством 8 быстрого нагревания, например, устройством индукционного нагревания, для восстановления температуры, которую потеряло изделие во время черновой обработки, и поддержания таким образом работы в аустенитной области при входе на линию 11 окончательной обработки;
- опционально удаляют окалину с заготовки сляба перед выполнением окончательной обработки, с помощью второго устройства 10 удаления окалины, если оно предусмотрено;
- выполняют горячую окончательную обработку заготовки сляба на стане 11 окончательной обработки для получения полосы толщиной предпочтительно около 1-25 мм;
- опционально нагревают полосу устройством 15 быстрого нагревания для восстановления температуры, которая была потеряна изделием во время окончательной обработки, и поддерживают таким образом работу в аустенитной области при входе на прокатный стан 18;
- дополнительно уменьшают толщину полосы, предпочтительно до толщины около 0,5-1 мм, на третьей линии 18 рабочих клетей;
- опционально охлаждают полосу с помощью дополнительного устройства 19 быстрого охлаждения, для уменьшения температуры полосы и утончения микроструктуры;
- опционально охлаждают полосу с помощью устройства 12 ламинарного охлаждения.
Первый способ эксплуатации предусматривает возможность нагревания полосы на выходе из стана 11 окончательной обработки устройством 15 быстрого нагревания, например, индуктором, для поддержания температуры, достаточной для продолжения прокатки в аустенитной области. Этот способ предотвращает переход от одной фазы к другой между станом 11 окончательной обработки и по меньшей мере двумя клетями 17 прокатного стана. Пример температурного хода показан на Фиг. 5.
Для получения толщины менее 0,8 мм, например, менее 0,7 мм полосу прокатывают в по меньшей мере двух клетях 17 прокатного стана. Учитывая высокую скорость прокатки и сверхмалую толщину, предпочтительно, клети 17 являются клетями шестивалкового типа для повышения точности управления плоскостностью.
На выходе из по меньшей мере двух - предпочтительно двух - клетей 17 прокатного стана может быть обеспечено ускоренное охлаждение полосы дополнительным устройством 19 быстрого охлаждения, В сочетании с устройством 12 ламинарного охлаждения вышеуказанное устройство позволяет получать прогрессивные стали повышенной прочности (AHSS) (DP, TRIP, CP, MS), применяя соответствующие циклы охлаждения. Эти стали имеют минимальную прокатную толщину, которая зависит от марки. Две клети 17 в сочетании с индукционным нагреванием, которое предшествует им благодаря устройству 15 быстрого нагревания, позволяют уменьшить минимальную прокатную толщину. Конструкция двух клетей 17 также позволяет применять асимметричный процесс прокатки для обеспечения так называемой прокатки с ферритной трансформацией, вызванной деформацией, которая позволяет получить ультрамелкозернистую сталь и, следовательно, высокопрочные полосы с обедненным химическим составом.
После ламинарного охлаждения устройством 12 охлаждения непрерывная полоса поступает в устройства 20 накопления, и происходит ее наматывание, например, на моталку 37 большой вместимости вращающейся платформы 38 (Фиг. 3).
На Фиг. 4 показан порядок работы при полной интенсивности вращающейся платформы 38 в виде диаграммы. На первом этапе (Фиг. 4а) моталка 37 начинает наматывать мегарулон полосы, а моталка 37' начинает разматывать другой, намотанный ранее, мегарулон в направлении моталок 48.
На втором этапе (Фиг. 4b) одновременно с тем, как моталка 37' завершает разматывание другого мегарулона и остается пустой, моталка 37 завершает наматывание мегарулона полосы, происходит прерывание процесса наматывания и разрезание полосы выше по потоку относительно вращающейся платформы 38 режущими устройствами 13, таким образом, чтобы задний конец отрезанной полосы был намотан и завершил формирование мегарулона. Таким образом, вращающаяся платформа 38 начинает поворот для перемещения моталки 37 в положение разматывания полосы в направлении моталок 48.
Если на момент завершения наматывания мегарулона на моталку 37 моталка 37' еще не пуста, то передний конец полосы, полученный после разрезания полосы режущими устройствами 13, направляют на обычные системы 14 наматывания, после выполнения настройки установки для изготовления полосы такой толщины, которая обеспечит удобство наматывания на указанные системы 14. После завершения разматывания мегарулона с моталки 37' вращающаяся платформа 38 начинает поворот для перемещения моталки 37 в положение разматывания.
На третьем этапе (Фиг. 4с), когда моталка 37 установлена в положение разматывания, происходит разматывание полосы с моталки 37 в направлении моталок 48, при этом моталка 37' начинает наматывать новый мегарулон полосы.
Во время разматывания полосы с одной из двух моталок 37, 37' происходит ввод полосы через линию 21 разрезания и наматывания. При наматывании на моталку 48 первого рулона с удельным весом, не превышающим 20 кг/мм, предпочтительно от 10 до 20 кг/мм, и максимальным весом, не превышающим 35 метрических тонн, останавливают разматывающую моталку 37 или 37', соответствующие датчики посылают сигнал управления на статические ножницы 47, которые разрезают полосу, наматываемую на моталку 48, и происходит снятие первого рулона с моталки 48. Направляют передний конец полосы, полученный при разрезании полосы ножницами 47, на дополнительную моталку 48 и возобновляют разматывание с разматывающей моталки 37 или 37' до получения на дополнительной моталке 48 второго рулона с вышеуказанным удельным весом, весом или максимальным диаметром. Процесс продолжает проходить в этом режиме работы до полного разматывания мегарулона, из которого может быть получено от 5 до 8 рулонов, на моталки 48.
При необходимости обеспечения работы установки без использования третьего прокатного стана 18 полоса, прокатываемая до обычной толщины от 1 до 25 мм, может быть намотана на системы 14 наматывания.
Другой предпочтительный способ эксплуатации, нарборот, предусматривает прокатку на прокатном стане 18 в ферритной области.
Процесс, выполняемый при этом способе, аналогичен выполняемому при первом способе, за исключением того, что вместо нагревания полосы устройством 15 быстрого нагревания происходит охлаждение полосы устройством 16 быстрого охлаждения.
Это позволяет переходить от прокатки в аустенитной области, которая осуществляется как на стане 6 черновой обработки, так и на стане 11 окончательной обработки, к прокатке в ферритной области на третьем прокатном стане 18. Кроме того, в случае перехода к прокатке в ферритной области использование дополнительного устройства 19 быстрого охлаждения, расположенного ниже по потоку относительно прокатного стана 18, не предусмотрено.
В частности, в первом варианте реализации устройство 15 быстрого нагревания снято с линии, а устройство 16 быстрого охлаждения введено в линию, чтобы полоса перед входом в клети 17 прокатного стана 18 уже находилась в ферритной области при температурах, наиболее подходящих для достижения необходимого цикла. Необходимо отметить, что существует несколько типов прокатки в ферритной области, применяемых в зависимости от необходимости получения рекристаллизованной микроструктуры после наматывания для непосредственного использования (в этом случае температура деформации и наматывания должна быть достаточно высокой) или сырой микроструктуры, рекристаллизация которой требует выполнения процесса отжига ниже по потоку. Различие между разными циклами, обеспечиваемое управлением температурой деформации и наматывания, состоит в том, что различна текстура ферритных зерен после рекристаллизации, а следовательно, происходит более или менее искусственно вызванное улучшение пластичности и характеристик формуемости (как правило, повышению пластичности способствует низкая температура прокатки).
Пример температурного хода показан на Фиг. 6.
Предпочтительно предусмотрены устройства управления для попеременного ввода в линию или снятия с линии устройства 15 быстрого нагревания и первого устройства 16 быстрого охлаждения.
Преимущественно, при всех вариантах реализации установки в соответствии с изобретением, могут быть предусмотрены автоматические устройства регулировки зазора между рабочими валками по меньшей мере двух клетей 17 прокатного стана 18.
Эти регулировочные устройства содержат, например, регулировочный контроллер, взаимодействующий с датчиками толщины и скорости полосы, данные измерений которых контроллер использует для изменения параметров основных приводов клетей 17 прокатного стаза, в частности, для изменения скорости и крутящего момента двигателей вращения рабочих валков и положения гидравлических мессдоз, которые управляют зазором между рабочими валками.
Эти регулировочные устройства позволяют формировать участки полосы различной толщины; предпочтительно, но не обязательно, с уменьшением толщины начальных участков полосы от первого начального участка к последующему, до центрального участка, и с увеличением толщины конечных участков полосы, следующих за центральным участком, относительно центрального участка и от первого конечного участка к последнему конечному участку. Возможна, например, следующая последовательность участков полосы различной толщины: первый участок толщиной 1,0 мм и весом 20 метрических тонн, второй участок толщиной 0,8 мм и весом 20 метрических тонн, третий участок толщиной 0,6 мм и весом 20 метрических тонн, четвертый участок толщиной 0,5 мм и весом 100 метрических тонн, пятый участок толщиной 0,6 мм и весом 10 метрических тонн, шестой участок толщиной 0,8 мм и весом 10 метрических тонн, затем возврат к последнему участку полосы толщиной 1,0 мм. Преимущественно, первый участок прокатывают до толщины более 0,8 мм для упрощения разрезания с помощью режущих устройств 13, предпочтительно летучих ножниц, и вводят в движение передний конец полосы, полученной на устройствах 20 накопления, например, на моталке 37.
На этом этапе можно постепенно уменьшать толщину на выходе из клетей 17 прокатного стана путем бесшовного наматывания мегарулона диаметром от 3 до 6 метров и весом от 80 до 250 метрических тонн, образованного при накоплении длин полосы различной толщины в устройствах 20 накопления. Последний участок полосы вновь прокатывают до толщины более 0,8 мм, для разрезания переднего конца полосы в движении летучими ножницами 13 и вводят этот передний конец полосы в движении в обычные системы 14 наматывания.
В примере, приведено выше, мегарулон полосы весом 180 метрических тонн с участками разной толщины наматывают на устройства накопления. Задний конец прижимают прижимный ролик 50 и дефлектор 51, размещенные перед моталкой 37.
Наматывают полностью мегарулон на моталку 37, с толщиной первого и последнего участка полосы более 0,8 мм и толщиной средних участков полосы 0,8 мм или менее, и смещают моталку в положение разматывания поворотом вращающейся платформы 38. При достижении этого положения мегарулон будет готов к разматыванию с моталки 37, а моталка 37' в положении наматывания будет готова к началу нового цикла наматывания.
В этот момент запускают разматывание мегарулона с моталки 37 и вводят его в линию 21 разрезания и наматывания, где разделяют участки полосы разной толщины на рулоны с удельным весом от 10 до 20 кг/мм и получают таким образом рулоны весом до 35 метрических тонн, предпочтительно от 8 до 35 метрических тонн.
В одном из вариантов реализации установки, соответствующей изобретению, выполняют распознавание и разделение участков полосы разной толщины статическими ножницами 47 и наматывают соответствующие рулоны полосы в подходящем месте наматывания и разгрузки, содержащем моталки 48. Преимущественно в установке предусмотрен датчик толщины, отслеживающий скачок толщины полосы, после чего с помощью автоматической команды останавливают часть полосы, содержащую скачок толщины, на месте ножниц 47, таким образом, чтобы обеспечить наматывание части, полосы такой же толщины на моталку 48 для формирования рулона.
Скорость разматывания/наматывания устройств 20 накопления, а также циклы разрезания и наматывания на моталки 48 подобраны таким образом, чтобы почасовая производительность линии 21 разрезания и наматывания была равна или превышала почасовую производительность установки непрерывного литья, питающей процесс прокатки ниже по потоку.
Дополнительный вариант реализации комбинированной установки непрерывного литья и горячей прокатки металлических полос, наоборот, предусматривает работу в режиме «рулон к рулону», при котором разрезают сляб непрерывного литья ножницами 2 или 7 на фрагменты такого размера, чтобы обеспечить получение для каждого фрагмента сляба по завершении процесса прокатки рулона полосы необходимого размера, намотанного непосредственно на моталки 14, за счет уменьшения толщины только на прокатных станах 6 и 11. При этом варианте реализации установки предусмотрено устройство 9 быстрого охлаждения, которое может быть активировано при отсутствии необходимости поддержания нагревания в аустенитной области, для обеспечения входа на стан окончательной обработки при температуре ниже температуры отсутствия рекристаллизации.
В данном описании устройства 9, 16, 19 быстрого охлаждения представляют собой, например, устройства для формирования "лезвий" или аэрозолей жидкости как на верхней, так и на нижней поверхностях полосы, которые могут использовать жидкость под давлением с применением форсунок или только с помощью отверстий передачи.
Изобретение относится к области процесса совмещенного литья и прокатки металла. Комбинированная установка непрерывного литья и бесконечной прокатки металлических полос содержит линию (1) непрерывного литья слябов, первый прокатный стан (6) для черновой обработки сляба и получения заготовки, второй прокатный стан (11) для окончательной обработки заготовки и получения полосы, третий прокатный стан (18), содержащий по меньшей мере две клети (17), для дополнительного уменьшения толщины полосы, устройства (20) накопления полосы, содержащие по меньшей мере одну первую моталку (37, 37') с размерами, позволяющими наматывать и разматывать рулон весом от 80 до 250 метрических тонн и/или до 6 метров 4 в диаметре, называемый мегарулоном, первые режущие устройства (13), расположенные между третьим прокатным станом (18) и устройствами (20) накопления, выполненные с возможностью разрезания полосы после наматывания мегарулона на по меньшей мере одну первую моталку (37, 37'), по меньшей мере одну вторую моталку (48) для наматывания частей полосы, смотанных с устройства (20) накопления, до достижения установленного ограничения по весу или диаметру рулона, вторые режущие устройства (47), расположенные между устройствами (20) накопления и по меньшей мере одной второй моталкой (48), выполненные с возможностью разрезания полосы при достижении частью полосы, намотанной на по меньшей мере одну вторую моталку (48), установленного ограничения по весу или диаметру рулона. Способ включает этапы, соответствующие оборудованию установки. Изобретение обеспечивает возможность расширения спектра изделий и получение полос толщиной менее чем 0,8 мм со свойствами, аналогичными свойствам изделий, изготовленных холодной прокаткой. 2 н. и 14 з.п. ф-лы, 8 ил.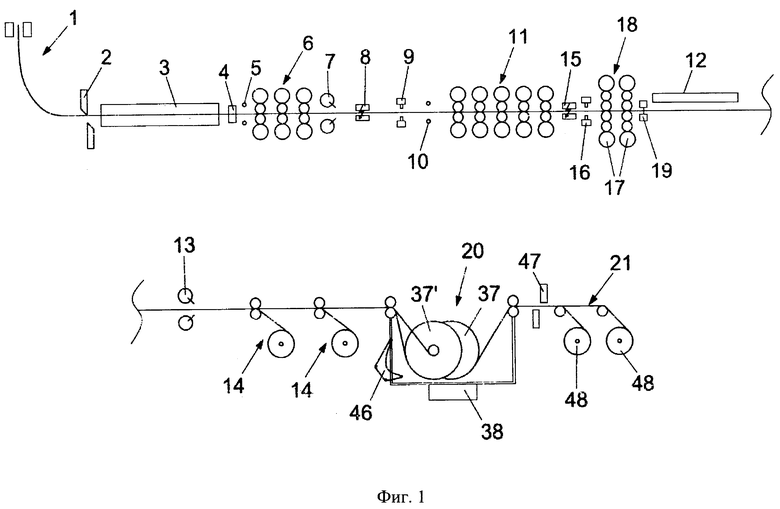
1. Комбинированная установка непрерывного литья и бесконечной прокатки металлических полос, которая содержит:
- линию (1) непрерывного литья слябов;
- первый прокатный стан (6) для черновой обработки сляба и получения заготовки;
- второй прокатный стан (11) для окончательной обработки заготовки и получения полосы;
- устройства (20) накопления полосы, содержащие по меньшей мере одну первую моталку (37, 37') с размерами, обеспечивающими возможность наматывания и разматывания рулона весом от 80 до 250 метрических тонн и/или до 6 метров в диаметре, называемого мегарулоном;
отличающаяся тем, что она содержит:
- третий прокатный стан (18), имеющий по меньшей мере две клети (17), для дополнительного уменьшения толщины полосы;
- первые режущие устройства (13), расположенные между третьим прокатным станом (18) и устройствами (20) накопления, выполненные с возможностью разрезания полосы после наматывания мегарулона на по меньшей мере одну первую моталку (37, 37');
- по меньшей мере одну вторую моталку (48) для наматывания частей полосы, смотанных с устройств (20) накопления, до достижения установленного ограничения по весу или диаметру рулона;
- вторые режущие устройства (47), расположенные между устройствами (20) накопления и по меньшей мере одной второй моталкой (48), выполненные с возможностью разрезания полосы при достижении частью полосы, намотанной на по меньшей мере одну вторую моталку (48), установленного ограничения по весу или диаметру рулона.
2. Установка по п. 1, которая имеет первое устройство (15) быстрого нагревания и/или первое устройство (16) быстрого охлаждения между вторым прокатным станом (11) и третьим прокатным станом (18) и устройства управления для попеременного ввода в линию или снятия с линии первого устройства (15) быстрого нагревания и первого устройства (16) быстрого охлаждения, причем первое устройство (15) быстрого нагревания выполнено с возможностью активации при поддержании прокатки в аустенитной области, а первое устройство (16) быстрого охлаждения выполнено с возможностью активации при переходе прокатки из аустенитной области в ферритную,
при этом установка предпочтительно имеет второе устройство (8) быстрого нагревания между первым прокатным станом (6) и вторым прокатным станом (11),
а непосредственно за третьим прокатным станом (18) ниже по потоку - второе устройство (19) быстрого охлаждения, предпочтительно установленное между третьим прокатным станом (18) и устройством (12) ламинарного охлаждения.
3. Установка по любому из предыдущих пунктов, в которой устройства (20) накопления содержат две первые моталки (37, 37'), неразъемно соединенные с вращающейся платформой (38), выполненной с возможностью поворота вокруг вертикальной оси, при этом поочередно одна моталка (37) из упомянутых двух первых моталок предназначена для наматывания полосы, поступающей из третьего прокатного стана (18), а другая моталка (37') из упомянутых двух первых моталок - для разматывания полосы с последующим направлением ее к по меньшей мере одной второй моталке (48), при этом устройства накопления предпочтительно содержат по меньшей мере один металлический ременный захлестыватель (46) для упрощения получения переднего конца полосы, которую необходимо намотать на одну из двух первых моталок (37, 37').
4. Установка по любому из пп. 1-3, в которой между третьим прокатным станом (18) и первыми режущими устройствами (13) установлено первое устройство (12) ламинарного охлаждения.
5. Установка по любому из пп.1-4, которая имеет автоматические устройства регулировки зазора между рабочими валками по меньшей мере двух клетей (17) прокатного стана для формирования участков полосы обоюдно различной толщины, предпочтительно с несколькими первыми участками полосы с уменьшением толщины от каждого первого участка к последующему первому участку и с несколькими вторыми участками полосы, следующими за указанными первыми участками, с увеличением толщины от каждого второго участка к последующему второму участку.
6. Установка по п. 5, в которой автоматические устройства регулировки содержат по меньшей мере один датчик толщины полосы, выполненный с возможностью отслеживания скачков толщины полосы, и автоматическую систему управления, взаимодействующую с указанным по меньшей мере одним датчиком толщины и выполненную с возможностью остановки участка полосы, который имеет скачок толщины, на месте вторых режущих устройств (47).
7. Установка по любому из предыдущих пунктов, которая имеет по меньшей мере две системы (14) наматывания, расположенные между первыми режущими устройствами (13) и устройствами (20) накопления.
8. Способ непрерывного литья и бесконечной прокатки металлических полос с помощью установки по п. 1, который включает следующие этапы:
a) выполняют литье сляба на линии (1) непрерывного литья;
b) выполняют черновую обработку сляба для получения заготовки на первом прокатном стане (6);
c) выполняют окончательную обработку заготовки для получения полосы на втором прокатном стане (11);
d) дополнительно уменьшают толщину полосы с помощью по меньшей мере двух клетей (17) третьего прокатного стана (18);
e) наматывают полосу с помощью по меньшей мере одной первой моталки (37, 37') устройств (20) накопления для формирования рулона весом от 80 до 250 метрических тонн и/или до 6 метров в диаметре, называемого мегарулоном;
f) разрезают полосу первыми режущими устройствами (13) после наматывания мегарулона на по меньшей мере одну первую моталку (37, 37');
g) разматывают полосу на по меньшей мере одну первую моталку (37, 37') и наматывают часть полосы на по меньшей мере одну вторую моталку (48) до достижения установленного ограничения по весу или диаметру рулона для формирования таким образом первого рулона;
h) разрезают полосу вторыми режущими устройствами (47) после формирования первого рулона;
i) наматывают на по меньшей мере одну вторую моталку (48) последующие части полосы до достижения установленного ограничения по весу или диаметру рулона для формирования таким образом последующих рулонов путем разрезания прокатанной полосы вторыми режущими устройствами (47) после формирования каждого из последующих рулонов.
9. Способ по п. 8, в котором между этапом с) и этапом d) выполняют быстрое нагревание с помощью первого устройства (15) быстрого нагревания для поддержания прокатки в аустенитной области или быстрое охлаждение с помощью первого устройства (16) быстрого охлаждения для перехода от прокатки в аустенитной области к прокатке в ферритной области.
10. Способ по п. 9, в котором между этапами b) и с) выполняют быстрое нагревание с помощью второго устройства (8) быстрого нагревания.
11. Способ по п. 9 или 10, в котором после этапа d) выполняют ламинарное охлаждение с помощью устройства (12) ламинарного охлаждения, а при поддержании прокатки в аустенитной области между этапом d) и выполнением ламинарного охлаждения выполняют быстрое охлаждение с помощью второго устройства (19) быстрого охлаждения.
12. Способ по любому из пп. 8-11, в котором при наличии двух первых моталок (37, 37'), неразъемно соединенных с вращающейся платформой (38), выполненной с возможностью поворота вокруг вертикальной оси, после наматывания первого мегарулона на моталку (37') из указанных первых двух моталок (37, 37') вращающуюся платформу (38) поворачивают таким образом, что другую моталку (37) из двух первых моталок (37, 37') используют для наматывания полосы для формирования второго мегарулона, а моталку (37') используют для разматывания первого мегарулона и направления его на по меньшей мepe одну вторую моталку (48) и так далее.
13. Способ по п. 12, в котором скорость разматывания/наматывания двух первых моталок (37, 37') и скорость разрезания и наматывания полосы на по меньшей мере одну вторую моталку (48) устанавливают таким образом, чтобы почасовая производительность устройств (20) накопления, второго режущего устройства (47) и по меньшей мере одной второй моталки (48) была равна или превышала почасовую производительность установки (1) непрерывного литья, которая питает процесс прокатки ниже по потоку на первом (6), втором (11) и третьем (18) прокатных станах.
14. Способ по любому из пп. 8-13, в котором в качестве указанного ограничения по весу установлен максимальный вес 35 метрических тонн, предпочтительно в диапазоне от 8 до 35 метрических тонн, а в качестве ограничения по диаметру рулона установлен максимальный диаметр рулона, равный 2,1 метра.
15. Способ по любому из пп. 8-14, в котором на этапе d) формируют участки полосы обоюдно различной толщины.
16. Способ по п. 15, в котором
- выполнение этапа d) начинают прокаткой полосы толщиной 1 мм или более, наматываемой на системы (14) наматывания, установленные между первыми режущими устройствами (13) и устройствами (20) накопления;
- затем разрезают полосу первыми режущими устройствами (13), наматывают задний конец разрезанной полосы на системы (14) наматывания и направляют передний конец полосы, полученной при разрезании, на по меньшей мере одну первую моталку (37, 37'), при этом
- когда по меньшей мере одна первая моталка (37, 37') натягивает полосу, на третьем прокатном стане (18) постепенно начинают прокатку полосы с формированием участков полосы разной толщины, которые бесшовно наматывают на по меньшей мере одну первую моталку (37, 37').
| EP 980723 A2, 23.02.2000 | |||
| RU 2001116094 A, 27.06.2003 | |||
| Способ подготовки стальной полосы к прокатке | 1990 |
|
SU1738404A1 |
| Огнетушитель | 1928 |
|
SU10741A1 |

