Изобретение относится к горячепрокатному стану Стеккеля, содержащему, по меньшей мере, одну реверсивную прокатную клеть, а также установленные перед и за ней моталки с приводами с регулируемым крутящим моментом.
Подобные горячепрокатные станы Стеккеля содержат, как это известно из европейского патента 0477422 D1 для холоднопрокатных станов, моталки с регулируемым крутящим моментом, регулирование которых до постоянных моментов во время работы, в частности при прокатке горячих полос, приносит, однако, недостаточные результаты прокатки. На фазе ускорения в начале ленты или на фазе замедления в конце ленты или при нарушениях массового потока у подобных моталок с их отчасти большими инертными массами возникают колебания натяжения ленты, которые не удается устранить регулированием крутящего момента, так что известные установки могут работать лишь с ограниченным ускорением или замедлением. Подобное ограниченное ускорение или замедление вызывает более длительное время реверсирования, более низкие скорости прокатки и, тем самым, более холодные начало и конец ленты, которые, в свою очередь, требуют более высоких усилий прокатки. Сильные изменения параметров процесса, таких как температура и усилие прокатки, в связи с потерей натяжения из-за дисбаланса моталок и изменений массового потока, приводят к потерям качества и стабильности, например, к боковому уводу ленты.
Кроме того, известен горячепрокатный стан Стеккеля, содержащий, по меньшей мере, одну реверсивную прокатную клеть, а также установленные перед и за ней моталки (Королев А.А. Зарубежные прокатные станы. М.: Государственное научно-техническое издательство машиностроительной литературы, 1958, с. 237-239, рис.96),
В основе изобретения лежит задача усовершенствовать известный горячепрокатный стан Стеккеля таким образом, чтобы противодействовать вызванным изменениями параметров процесса изменениям натяжения и/или массового потока и обеспечить прокатку, в частности, тонкой горячей ленты с постоянным высоким качеством.
Для решения этой задачи предложен горячепрокатный стан Стеккеля, содержащий по меньшей мере, одну реверсивную прокатную клеть, а также установленные перед и за ней моталки, в котором моталки имеют приводы с регулируемым крутящим моментом, причем между моталками и реверсивной прокатной клетью расположено по одному луперу, вырабатывающему фактические значения для регулирования натяжения, луперы имеют возможность вырабатывать фактические значения для регулирования массового потока путем регулирования крутящего момента моталок.
Согласно предпочтительным формам выполнения луперы содержат обеспечивающее постоянное натяжение ленты устройство для регулирования крутящего момента, а стан снабжен устройствами для расчета поправки натяжения ленты, вычисляющими корректировочные величины натяжения, подаваемые к устройству регулирования крутящего момента в зависимости от угла положения луперов, и устройствами для расчета массового потока, вычисляющими в зависимости от угла положения луперов корректировочные значения скорости прокатки для регулирования частоты вращения моталок;
моталки снабжены устройством для предварительного управления массовым потоком и устройством для предварительного регулирования массового потока.
Кроме того стан снабжен регуляторами натяжения ленты, а валы моталок снабжены датчиками угла поворота для вычисления величин отклонения скорости наматывания или разматывания ленты, подаваемых к регуляторам натяжения ленты в качестве возмущающих величин.
Кроме того, является предпочтительным, что стан содержит малоинертные, оптимизированные по массе луперы, отслеживающие изменения массового потока или натяжения ленты.
Если моталки снабжены устройством предварительного регулирования массового потока, можно устранить изменения, например, заданных значений толщины или изменения геометрии прокатной клети уже перед возникновением изменений натяжения или массового потока, которые были бы обнаружены луперами.
Другое преимущество, создаваемое за счет того, что валы моталок снабжены датчиками угла поворота, заключается в том, что изменения натяжения или массового потока в процессе предварительного управления, вызванные эксцентритетами моталок, можно учитывать при регулировании луперов без необходимости обнаружения лупером ошибок, вызванных эксцентритетом с последующим устранением этих ошибок.
Использование малоинертных, оптимизированных по массе луперов, повторяющих высокочастотные изменения, позволяет повторять очень быстрые изменения натяжения или массового потока для противодействия изменяющимся таким образом ошибкам с помощью соответствующих регулирующих контуров.
Изобретение более подробно поясняется с помощью чертежа, на котором изображена реверсивная прокатная клеть 1, расположенная между двумя приводами 2, 3. Между приводами 2, 3 предусмотрены рольганги 4, 5. Перед и за приводами 2, 3 изображены моталки 6, 7, причем между моталками 6, 7 и приводами 2, 3 размещены луперы 8, 9.
Каждый лупер 8, 9 снабжен регулятором 10, 11 натяжения. К регуляторам 10, 11 натяжения подают опорные значения Srev1, Srev2 натяжения. С луперов 8, 9 снимают соответствующие растягивающим напряжениям фактические значения усилия в качестве фактических значений Sist1, Sist2 натяжения, а также углы, которые после преобразования в соответствующих устройствах 12, 13 для расчета поправки натяжения ленты подают к регуляторам 10, 11 натяжения в качестве корректировочных значений растягивающего напряжения. Контуры 10, 11 регулирования растягивающего напряжения подают результат сравнения заданных и фактических значений, например, к установочным цилиндрам луперов 8, 9 (не показаны).
Снимаемые с луперов 8, 9, соответствующие угловым положениям сигналы подают к устройствам 14, 15 для расчета массового потока и преобразуют в них в корректировочные значения частоты вращения, которые, в свою очередь, подают к регуляторам 16, 17 частоты вращения. В регуляторы 16, 17 частоты вращения моталок 6, 7 через устройство 18 ввода вводят заданные значения. Фактические значения nact1, nact2 снимают с моталок 6, 7 и подают к регуляторам 16, 17 частоты вращения. По заданным, фактическим и корректировочным значениям в регуляторах 16, 17 частоты вращения вычисляют частоту вращения моталок 6, 7. За счет наложения на регулирование частоты вращения моталок 6, 7 регулирования массового потока при вычисленных изменениях массового потока удается легко корректировать частоту вращения моталок. Помимо датчиков частоты вращения моталок 6, 7 ( не показаны) последние снабжены также датчиками угла поворота. Фактические значения актуальной частоты nact1, nact2 вращения, а также соответствующие углы 1, 2 преобразуют в устройствах 19, 20 для расчета корректировочных значений в корректировочные значения натяжения ленты, которые подают к регуляторам 10, 11 натяжения, так что вызванные, например, эксцентриситетами изменения натяжения подают к регуляторам 10, 11 натяжения в смысле предварительного управления.
Реверсивная прокатная клеть 1 снабжена устройством 21 для регулирования скорости прокатки, которое получает свои заданные значения также из устройства 18 ввода. Устройство 18 ввода содержит устройство для расчета корректировки, которое преобразует, например, введенные заданные значения толщины для реверсивной прокатной клети 1 в процессе предварительного управления моталками 6, 7 в соответствующие, предварительно управляемые частоты вращения, которые могут подаваться в регуляторы 16, 17 частоты вращения.
Изменения массового потока и/или натяжения, возникающие за счет изменений установки или изменения материала, могут подаваться к устройству 22 для расчета корректировки, которое подает корректировочные значения натяжения и/или корректировочные значения частоты вращения к регуляторам 10, 11 натяжения и/или регуляторам 16, 17 частоты вращения. Этим можно достичь также предварительного регулирования массового потока горячепрокатного стана Стеккеля в зависимости от изменяющихся параметров реверсивной прокатной клети 1.
| название | год | авторы | номер документа |
|---|---|---|---|
| ПРОКАТНЫЙ СТАН ХОЛОДНОЙ ПРОКАТКИ И СПОСОБ ХОЛОДНОЙ ПРОКАТКИ МЕТАЛЛИЧЕСКОЙ ПОЛОСЫ | 2002 |
|
RU2293616C2 |
| Квазиоптимальная система автоматического регулирования натяжения полосы на прокатном стане | 1976 |
|
SU578134A1 |
| СПОСОБ ПРОКАТКИ ПОЛОСОВОГО МЕТАЛЛА И СООТВЕТСТВУЮЩИЙ ПРОКАТНЫЙ СТАН | 2012 |
|
RU2571987C2 |
| ЭЛЕКТРОПРИВОД МОТАЛОК СТАНА ХОЛОДНОЙ ПРОКАТКИ | 1940 |
|
SU69547A1 |
| ПРОКАТНЫЙ СТАН ДЛЯ ПРОКАТКИ МЕТАЛЛИЧЕСКОЙ ЛЕНТЫ | 2005 |
|
RU2409435C2 |
| СПОСОБ ИЗМЕРЕНИЯ СКОРОСТИ ВХОДА МЕТАЛЛА | 1973 |
|
SU404526A1 |
| ПРОКАТНЫЙ СТАН ШТЕККЕЛЯ | 1996 |
|
RU2206418C2 |
| Система управления реверсивным станом холодной прокатки | 1981 |
|
SU1014609A1 |
| СПОСОБ РЕГУЛИРОВАНИЯ НАТЯЖЕНИЯ ПОЛОСЫ В ПРОЦЕССЕ ПРОКАТКИ МЕЖДУ КЛЕТЯМИ МНОГОКЛЕТЬЕВОГО СТАНА С ПЕЧНЫМИ МОТАЛКАМИ | 2002 |
|
RU2268800C2 |
| СИСТЕМА АВТОМАТИЧЕСКОГО РЕГУЛИРОВАНИЯ ТОЛЩИНЫ ПОЛОСЫ НА РЕВЕРСИВНОМ СТАНЕ ХОЛОДНОЙ ПРОКАТКИ | 1999 |
|
RU2156667C1 |
Изобретение относится к прокатному производству. Горячепрокатный стан Стеккеля содержит, по меньшей мере, одну реверсивную прокатную клеть, а также установленные перед и за ней моталки. Моталки имеют приводы с регулируемым крутящим моментом. Между моталками и реверсивной прокатной клетью расположено по одному луперу, вырабатывающему фактические значения для регулирования натяжения. Луперы имеют возможность вырабатывать фактические значения для регулирования массового потока путем регулирования крутящего момента моталок. Изобретение позволяет оптимально противодействовать вызванным изменениями параметров процесса изменениям натяжения и/или массового потока. 5 з. п.ф-лы, 1 ил.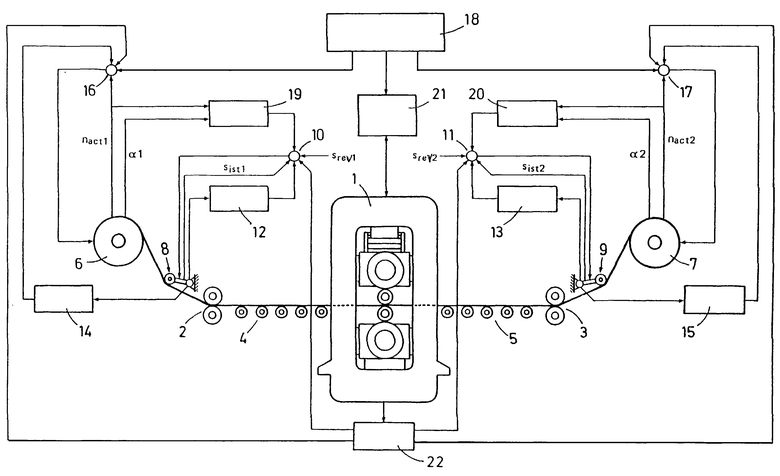
| КОРОЛЕВ А.А | |||
| Зарубежные прокатные станы | |||
| - М.: Государственное научно-техническое издательство машиностроительной литературы, 1958, с.237-239, рис.96 | |||
| Система управления реверсивным станом холодной прокатки | 1981 |
|
SU1014609A1 |
| СПОСОБ ПОЛУЧЕНИЯ ХЛЕБНОГО КВАСА | 2015 |
|
RU2590491C1 |
| US 4909055 А, 20.03.1990 | |||
| US 5404738 А, 11.04.1995 | |||
| DE 4243045 А, 01.07.1993. | |||

