Изобретение относится к области металлообработки, к кольцевому режущему инструменту.
Известно кольцевое сверло, у которого трубчатый корпус прорезан на лепестки с режущими элементами [1]. Сверло расширяет технологические возможности при обработке диэлектрических материалов, позволяя получать цилиндрические и гиперболические отверстия. Недостатками сверла являются его малая жесткость, абразивные режущие сегменты и отсутствие пространства для размещения сливной стружки, что не позволяет ему сверлить металл.
Известна кольцевая буровая коронка с режущими вставками, имеющими выступы с обеих сторон [2]. Выступы наклонены к продольной оси вставки под углом порядка 45° и перекрывают обе ее стороны по всей ширине. Вставки не имеют заднего угла, а передний угол и вспомогательные углы отрицательны, поэтому буровая коронка не пригодна для сверления металлов.
Известно реверсивное кольцевое сверло с двухлезвийными режущими зубьями [3]. Обладая повышенной стойкостью по сравнению со сверлами одностороннего резания, оно имеет ограниченную глубину сверления. При сверлении глубоких отверстий сверло необходимо периодически выводить из отверстия для удаления накопившейся стружки.
Технический результат предлагаемого кольцевого сверла состоит в увеличении пространства для размещения стружки, в выравнивании толщины среза каждым зубом, повышении демпфируемости рабочей части сверла. Это позволяет увеличить подачу и глубину сверления, повысить стойкость сверла.
Эффект достигается тем, что прорезной, в виде лепестков, трубчатый корпус имеет режущие зубья с лезвиями, прорези сужаются к хвостовику, а на торце по ширине превышают ширину режущих зубьев, которые выполнены в виде трапецевидных пластин, имеющих по краям выступы с внутренней стороны и ленточки с наружной, скругленные по дугам внутренней и наружной окружностей. Зубья могут быть двухлезвийными с противоположными лезвиями, имеющими общую вогнутую заднюю поверхность.
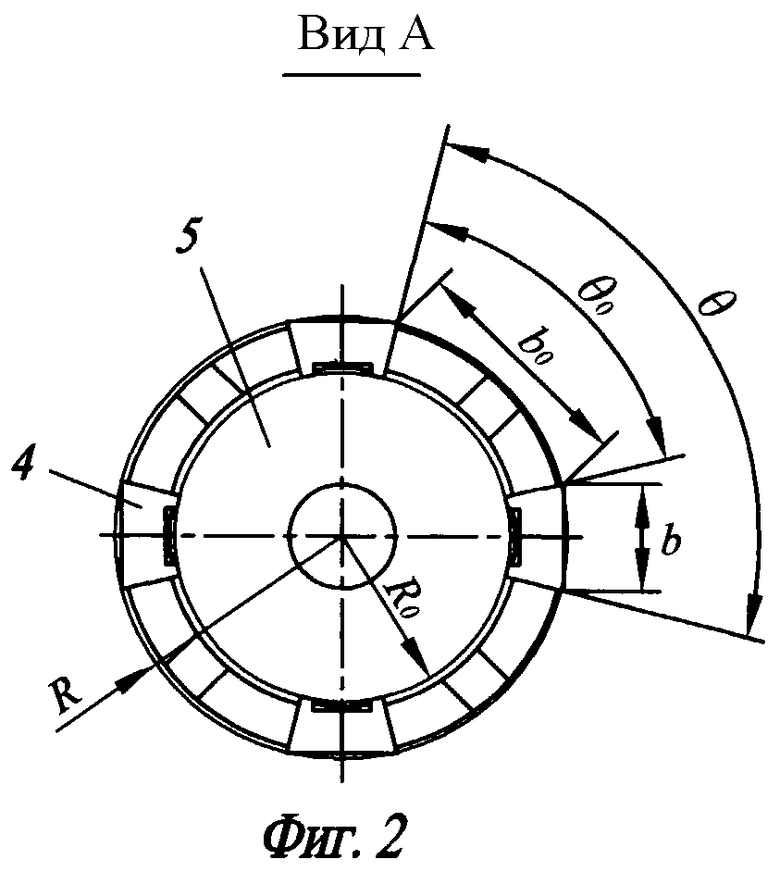
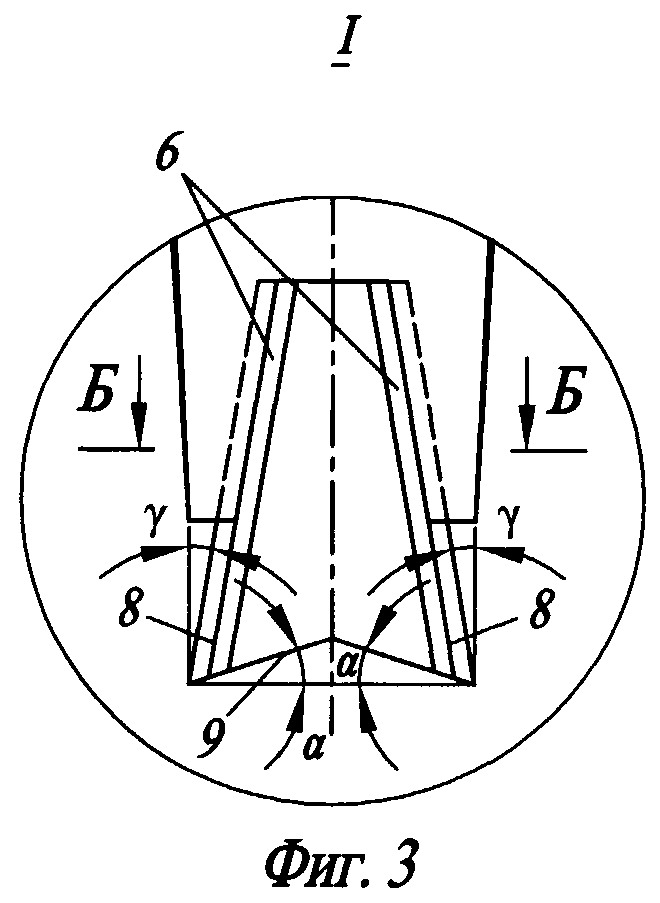
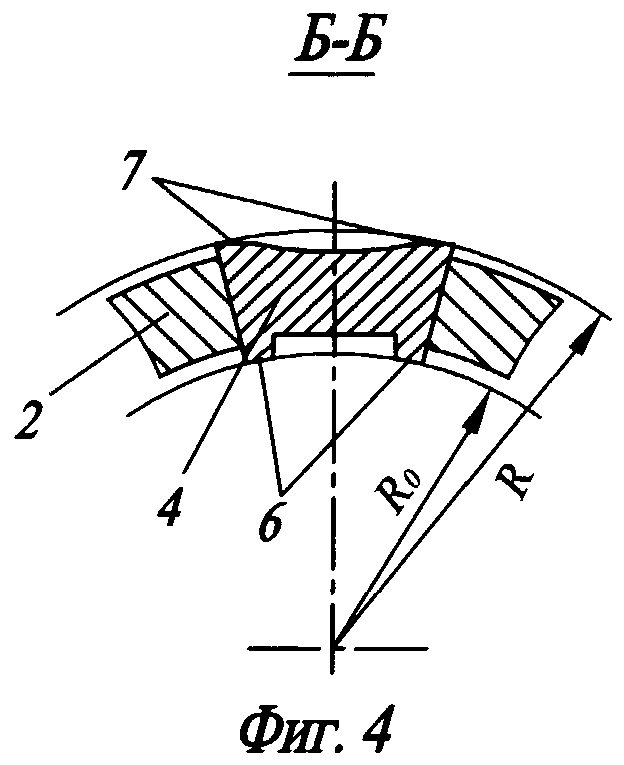
Фиг.1 изображает кольцевое сверло, продольный разрез; фиг.2 - вид А на фиг.1; фиг.3 - вид 1 на фиг.1, увеличено; фиг.4 - сечение Б-Б на фиг.3.
Кольцевое сверло содержит трубчатый корпус 1 в виде лепестков 2, разделенных прорезями 3, и имеющих с торцевой части режущие зубья 4 (фиг.1, 2). Корпус установлен на хвостовике 5 и закреплен на нем посредством пайки или клеевого соединения. Прорези на торце по ширине b0 или по углу θ0 превышают ширину b или половину углового шага θ зубьев (см. фиг.2). Они сужаются к хвостовику, плавно заканчиваясь на длине Н у цилиндрического присоединительного участка корпуса.
Режущие зубья выполнены в виде трапециевидных пластин 4, имеющих по краям выступы 6 с внутренней стороны и ленточки 7 с внешней (фиг.3, 4). Выступы скруглены по радиусу R0 внутренней окружности зубьев, а ленточки по радиусу R наружной окружности. Трапециевидная форма режущих зубьев обеспечивает положительный передний угол γ лезвия 8.
Для реверсивного сверления зубья выполнены двухлезвийными с противоположными и симметричными лезвиями 8, имеющими общую заднюю поверхность 9, которая образует задний угол α каждого лезвия (см. фиг.3).
При работе сверла стружка выходит наружу через прорези между лепестками и заполняет их свободное пространство. Его большой объем исключает привариваемость стружки к стенкам отверстия и позволяет увеличить глубину сверления без вывода сверла для очистки от стружки. Упругость лепестков в отличие от жесткого сплошного корпуса позволяет им деформироваться, а режущим зубьям отклоняться в направлении, противоположном к вращению сверла, и тем самым выравнивать толщину резания каждым лезвием. У реверсивного сверла противолежащее лезвие 8 несколько приподнимается от поверхности резания, уменьшая трение по ней (см. фиг.3).
Способность лепестков деформироваться позволяет повысить скорость осевой подачи сверла и демпфировать вибрации сверла и всей технологической системы. В итоге повышается стойкость сверла и производительность сверления.
Источники информации
1. Авторское свидетельство СССР №914193, МПК B23B 35/00 // 51/04. Способ кольцевого сверления отверстий и сверло для его осуществления. 1982. Прототип.
2. Патент США №4915182, МПК E21B 10/02. Cutter elements for follow drill bit. 1990.
3. Патент РФ №2377101, МПК B23B 51/04. Кольцевое реверсивное сверло. 2009.
| название | год | авторы | номер документа |
|---|---|---|---|
| КОЛЬЦЕВОЕ РЕВЕРСИВНОЕ СВЕРЛО | 2008 |
|
RU2377101C1 |
| КОЛЬЦЕВОЕ СВЕРЛО | 2005 |
|
RU2287407C1 |
| КОМБИНИРОВАННОЕ КОЛЬЦЕВОЕ СВЕРЛО ДЛЯ ГЛУХИХ ОТВЕРСТИЙ В КОСТНОЙ ТКАНИ | 2016 |
|
RU2675339C2 |
| КОМБИНИРОВАННЫЙ ОСЕВОЙ ИНСТРУМЕНТ | 2010 |
|
RU2418656C1 |
| КОМБИНИРОВАННОЕ КОЛЬЦЕВОЕ КОСТНОЕ СВЕРЛО | 2016 |
|
RU2662548C2 |
| СБОРНОЕ КОЛЬЦЕВОЕ СВЕРЛО С МЕХАНИЧЕСКИМ КРЕПЛЕНИЕМ МНОГОГРАННЫХ РЕЖУЩИХ ПЛАСТИН И НЕПЕРЕТАЧИВАЕМЫЕ ПЛАСТИНЫ ДЛЯ ЕГО ОСНАЩЕНИЯ | 2014 |
|
RU2656190C2 |
| РЕВЕРСИВНОЕ СВЕРЛО | 2001 |
|
RU2214318C2 |
| КОМБИНИРОВАННЫЙ ОСЕВОЙ ИНСТРУМЕНТ | 2008 |
|
RU2364478C1 |
| ТОРЦОВАЯ ФРЕЗА | 2005 |
|
RU2288813C1 |
| ЦИЛИНДРИЧЕСКАЯ ФРЕЗА | 2004 |
|
RU2261157C1 |
Кольцевое сверло содержит трубчатый корпус, выполненный прорезным в виде лепестков с режущими зубьями на торце, и хвостовик. Для повышения стойкости сверла, увеличения подачи и глубины сверления прорези на торце по ширине превышают ширину зубьев и сужаются к хвостовику, при этом режущие зубья выполнены в виде трапециевидных пластин, имеющих по краям выступы с внутренней стороны и ленточки с наружной, скругленные по дугам соответствующих окружностей. Зубья могут быть выполнены двухлезвийными с противоположными симметричными лезвиями, имеющими общую вогнутую заднюю поверхность. 1 з.п. ф-лы, 4 ил.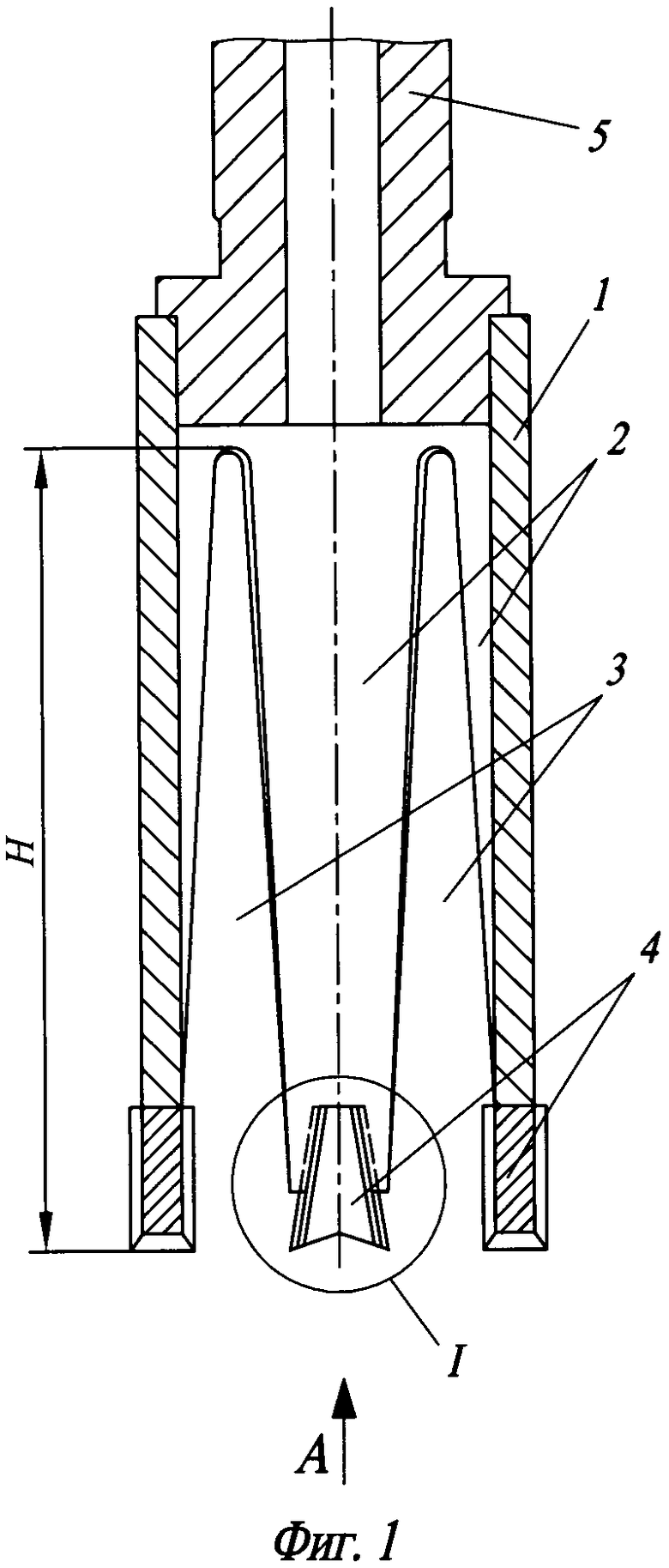
1. Кольцевое сверло, содержащее трубчатый корпус, выполненный прорезным в виде лепестков с режущими зубьями на торце, и хвостовик, отличающееся тем, что прорези на торце по ширине превышают ширину зубьев и сужаются к хвостовику, при этом режущие зубья выполнены в виде трапециевидных пластин, имеющих по краям выступы с внутренней стороны и ленточки с наружной, скругленные по дугам соответствующих окружностей.
2. Сверло по п.1, отличающееся тем, что зубья выполнены двухлезвийными с противоположными симметричными лезвиями, имеющими общую вогнутую заднюю поверхность.
| Кольцевое сверло | 1990 |
|
SU1756032A1 |
| КОЛЬЦЕВОЕ СВЕРЛО | 0 |
|
SU231296A1 |
| КОЛЬЦЕВОЕ СВЕРЛО | 2005 |
|
RU2287407C1 |
| Способ компенсации влияния изменений давления и температуры анализируемой среды на точность показаний газовых интерферометров и устройство для осуществления этого способа | 1954 |
|
SU101955A1 |
| US 4915182 A, 10.04.1990. | |||

