Предложенное сверло может быть использовано в области машиностроения при обработке на станках отверстий диаметром от 60 мм и глубиной более 80 мм.
Известны кольцевые сверла со спиральными канавками. Известны также кольцевые сверла с центрирующим приспособлением, снабженным диском, скользящим по внутренней поверхности отверстия сверла.
Предложенное сверло отличается от известных тем, что центрирующий элемент выполнен в виде съемного зенкера.
Благодаря такому выполнению сверла поБыщается точность направления при врезании.
На чертеже представлено описываемое сверло.
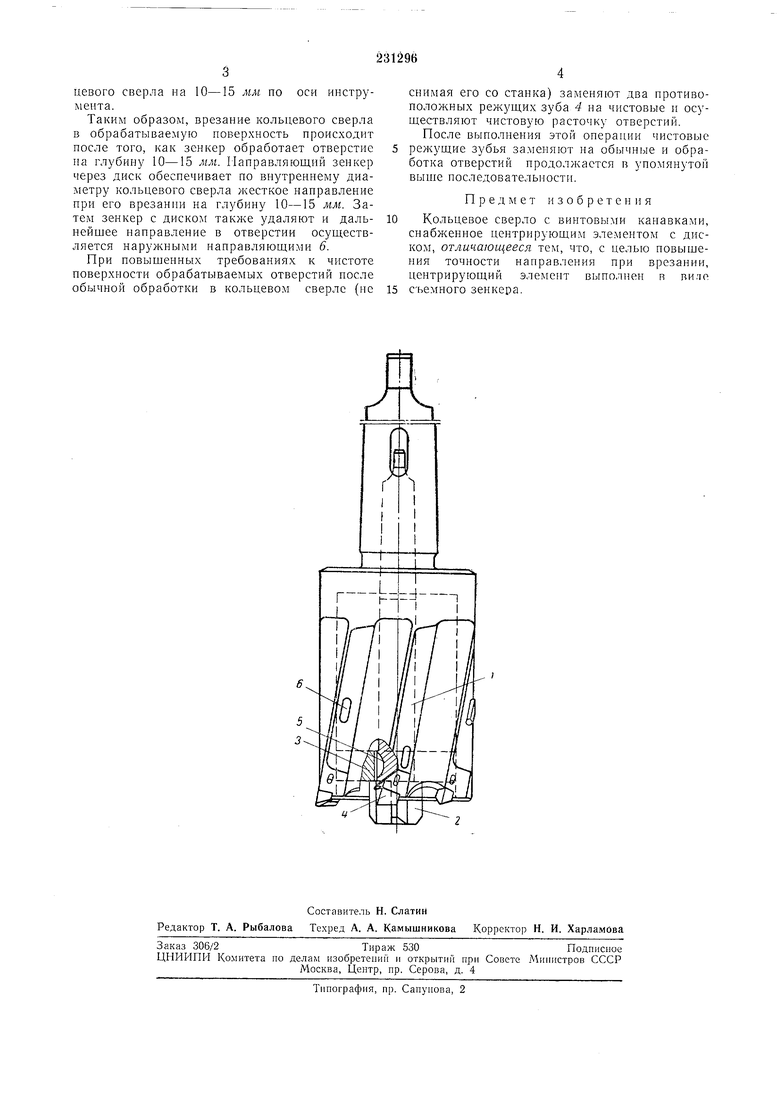
Кольцевое сверло содержит иолый корпус 1 с винтовыми канавками для выхода стружки и хвостовиком, выиолненным по гнезду шпинделя станка. В корпусе установлены съемный направляющий зенкер 2 с диcкo 3 и съемные режущие зубья (резцы) 4, которые крепятся в корпусе на конических хвостовиках и заплечиках усилиями резания.
Зенкер и диск принудительно направляют кольцевое сверло при врезании его на глубину 10-15 мм. Наиравление кольцевого сверла осуществляется по внутреннему диаметру кориуса / диском 3, плотно сидящим на цилиндрической части зенкера, установленного
во внутреннем конусе корпуса L Стружечные канавки у зенкера выполнены прямыми и совпадают с внутренними пазами диска 3. Это позволяет направлять стружку при резании зенкером внутрь кольцевого сверла.
Для предохранения диска от поворота относительно зенкера служит шпонка 5, а наружный паз, выполненный в диске 3 - для
прохождения внутреннего зуба кольцевого сверла.
Режущая кромка каждого зуба смещена и и эксцентрична относительно оси посадочного гнезда, что обеспечивает распределение припуска по ширине реза и позволяет производить замену затуиившихся режущих зубьев без съема кольцевого сверла со станка.
Отверстия сверлом обрабатывают следующим образом.
После установки кольцевого сверла в шпиндель станка во внутреннем конусе корпуса устанавливают сверло, наружный диаметр которого на 1-2 мм меньше диаметра зенкера. Режущая часть сверла на 30-35 лиг превышает режущую часть кольцевого сверла. Сначала сверлят отверстие глубнной 30 мм, затем сверло легко удаляют при помощи клина и паза в шпинделе станка и устанавливают направляюший зенкер с диском. Режущая часть
цевого сверла на 10-15 мм по оси инструмента.
Таким образом, врезание кольцевого сверла в обрабатываемую поверхность происходит после того, как зенкер обработает отверстие на глубину 10-15 мм. Направляющий зенкер через диск обеспечивает по внутреннему диаметру кольцевого сверла жесткое направление при его врезанпи на глубину 10-15 мм. Затем зенкер с диском также удаляют и дальнейшее направление в отверстии осуществляется наружными направляющими 6.
При повышенных требованиях к чистоте поверхности обрабатываемых отверстий после обычной обработки в кольцевом сверле (не
снимая его со станка) заменяют два противоположных режущих зуба 4 на чистовые п осуществляют чистовую расточку отверстий.
После выполнения этой оперании чистовые режущие зубья заменяют на обычные и обработка отверстий продолжается в упомянутой выше последовательности.
Предмет изобретения
Кольцевое сверло с винтовыми канавками, снабженное центрирующим элементом с диском, отличающееся тем, что, с целью повышения точности направления при врезании, центрирующий элемент выполнен п виде
съемного зенкера.