Изобретение относится к области металлообработки, касается методов поверхностного упрочнения лемехов плугов сельскохозяйственных машин с целью повышения их долговечности при абразивном износе.
Известны способы упрочнения лемехов (см. Надежность и ремонт машин / В.В.Курчаткин, Н.Ф.Тельнов, К.А.Ачкасов и др.; Под ред. В.В.Курчаткина. - М.: Колос, 2000. - 776 с.), при которых применяют наплавку их поверхности металлами, имеющие повышенные прочностные свойства. Однако при наплавках происходит сильное термическое влияние на металл, что приводит к большим деформациям деталей, применение дополнительных материалов значительно увеличивает стоимость изделий.
Известен способ упрочнения лемехов плугов из среднеуглеродистых и высокоуглеродистых сталей сварочным армированием (Патент №2274526 принят за прототип), при котором в качестве наплавляемого материала используют малоуглеродистый электродный материал, который наплавляют на рабочую поверхность в виде параллельных друг другу валиков, каждый последующий из которых наносят со скоростью, обеспечивающей образование закалочной структуры, после остывания предыдущего.
Способ повышает износостойкость деталей за счет формирования твердых барьеров на пути трения абразивных частиц, что уменьшает интенсивности абразивного изнашивания упрочненных лемехов. Недостатки этого способа те же.
Известен способ упрочнения деталей из среднеуглеродистых и высокоуглеродистых сталей (Патент №2270259 принят также за прототип), включающий упрочнение путем кратковременного высокотемпературного воздействии тока силой 16 кА с нанесением на поверхность детали пятен контакта в шахматном порядке или по линиям армирования.
В результате применения этого способа формируются точечные упрочненные участки, что повышает износостойкость деталей, не требуется дальнейшей механической обработки и расхода дополнительных материалов. Однако данный метод повышает износостойкость частично, так как упрочнению подвергаются лишь небольшие участки.
Известны способы электромеханического упрочнения деталей машин (см. Аскинази Б.М. Упрочнение и восстановление деталей электромеханической обработкой. - Л.: Машиностроение. - 1989. - 184 с. и Багмутов В.П., Паршев С.Н., Дудкина Н.Г., Захаров И.Н. Электромеханическая обработка: технологические и физические основы, свойства, реализация. - Новосибирск: Наука, 2003. - 318 с.), при которых через зону контакта деформирующего электрод-инструмента (ролика) и детали проходит ток большой плотности (108-109 А/м2) и низкого (1-6 В) напряжения, вследствие чего на контактирующей поверхности изделия выделяется большое количество тепла, происходят высокоскоростной нагрев локального микрообъема поверхности с одновременным его пластическим деформированием и последующее интенсивное охлаждение за счет отвода тепла внутрь детали, что приводит к повышению твердости, прочности и износостойкости. Способ значительно изменяет физико-механические свойства поверхностного слоя изделий, что повышает их износостойкость при абразивном трении.
Технический результат предлагаемого изобретения - это повышение долговечности рабочих органов сельскохозяйственных машин за счет улучшения их прочностных характеристик и износостойкости к абразивному изнашиванию.
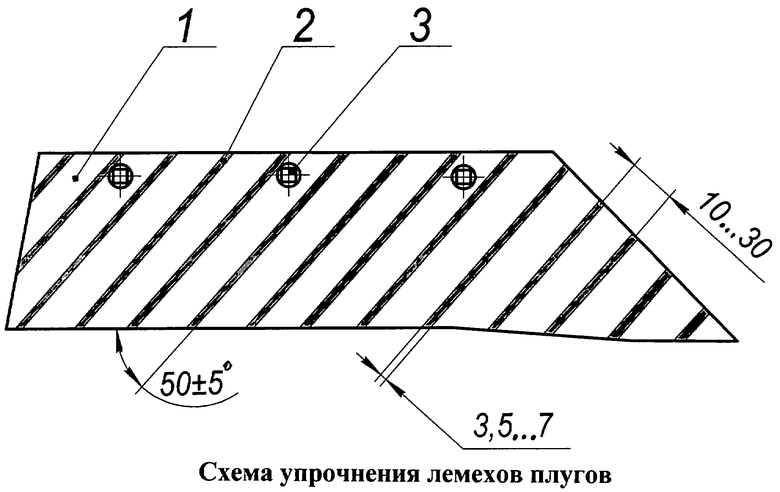
Указанный результат достигается тем, что упрочнение рабочей поверхности лемехов плугов осуществляют электромеханической обработкой плотностью тока до 109 А/м2 параллельными друг другу непрерывными упрочненными линиями, причем упрочнение производят на глубину до 3 мм, зоны упрочнения имеют ширину 3,5…7 мм и располагаются под углом 40…55° к лезвию лемеха с расстоянием между ними 10…30 мм.
На чертеже изображена упрощенная схема предлагаемого способа упрочнения лемехов, где 1 - зона без упрочнения, 2 - зона упрочнения, 3 - крепежные отверстия. Лицевая сторона лемеха упрочняется электромеханической обработкой плотностью тока до 109 А/м2 параллельными друг другу непрерывным линиям, на глубину до 3 мм, зоны упрочнения имеют ширину 3,5…7 мм и располагаются под углом 40…55° к лезвию лемеха с расстоянием между ними 10…30 мм, например, на вертикально фрезерном станке. Соблюдение указанных параметров упрочнения лемеха обеспечивает высокую износостойкость, величины диапазонов связаны с условиями трения изделий.
Режимы электромеханической обработки (плотность тока, усилие прижатия инструмента к поверхности детали, скорость обработки, материал и форма инструмента принимаются исходя из задач и требований технологического процесса.
Таким образом, при обработке по данному способу на поверхности лемеха образуются упрочненные чередующиеся зоны твердостью до 10 ГПа, что повышает их износостойкость при абразивном трении.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ УПРОЧНЕНИЯ ЛЕМЕХОВ ПЛУГОВ | 2012 |
|
RU2509165C1 |
| СПОСОБ УПРОЧНЕНИЯ РЕЖУЩИХ ЧАСТЕЙ КУЛЬТИВАТОРНЫХ ЛАП ТОЧЕЧНОЙ ЭЛЕКТРОМЕХАНИЧЕСКОЙ ОБРАБОТКОЙ | 2020 |
|
RU2758646C1 |
| СПОСОБ УПРОЧНЕНИЯ РЕЖУЩИХ ЧАСТЕЙ КУЛЬТИВАТОРНЫХ ЛАП ТОЧЕЧНОЙ ЭЛЕКТРОМЕХАНИЧЕСКОЙ ОБРАБОТКОЙ | 2020 |
|
RU2758645C1 |
| СПОСОБ УПРОЧНЕНИЯ ЛЕМЕХА ПЛУГА | 2015 |
|
RU2607680C1 |
| СПОСОБ УПРОЧНЕНИЯ ЛЕМЕХОВ ПЛУГОВ ИЗ СРЕДНЕУГЛЕРОДИСТЫХ И ВЫСОКОУГЛЕРОДИСТЫХ СТАЛЕЙ | 2004 |
|
RU2274526C2 |
| СПОСОБ УПРОЧНЕНИЯ ДЕТАЛЕЙ ИЗ СРЕДНЕУГЛЕРОДИСТЫХ И ВЫСОКОУГЛЕРОДИСТЫХ СТАЛЕЙ | 2004 |
|
RU2270259C2 |
| КОМБИНИРОВАННЫЙ СПОСОБ УПРОЧНЕНИЯ МЕТАЛЛИЧЕСКИХ ПОВЕРХНОСТЕЙ ДЕТАЛЕЙ МАШИН, РАБОТАЮЩИХ В УСЛОВИЯХ АБРАЗИВНОГО ИЗНАШИВАНИЯ | 2019 |
|
RU2718017C1 |
| СПОСОБ УПРОЧНЕНИЯ РЕЖУЩИХ ЧАСТЕЙ КУЛЬТИВАТОРНЫХ ЛАП | 2022 |
|
RU2796029C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КОНСТРУКТИВНОГО ЭЛЕМЕНТА РАБОЧЕГО ОРГАНА МАШИНЫ, ЭКСПЛУАТИРУЕМОЙ В ПОЧВЕННОЙ СРЕДЕ | 2010 |
|
RU2473415C2 |
| СПОСОБ УПРОЧНЕНИЯ РЕЖУЩИХ ЧАСТЕЙ КУЛЬТИВАТОРНЫХ ЛАП | 2022 |
|
RU2795954C1 |
Изобретение относится к области металлообработки, касается методов поверхностного упрочнения лемехов плугов сельскохозяйственных машин. Техническим результатом изобретения является повышение долговечности лемехов за счет улучшения их прочностных характеристик и износостойкости к абразивному износу. При электромеханической обработке на поверхности лемеха образуют параллельные зоны упрочнения с закалочными структурами высокой твердости. Зоны упрочнения глубиной до 3 мм, шириной 3,5÷7 мм располагают под углом 40÷55° к лезвию лемеха с расстоянием между ними 10÷30 мм. В результате применения этого способа не расходуются дополнительные материалы, не требуется последующей механической обработки. 1 ил.
Способ упрочнения рабочей поверхности лемехов плугов, включающий электромеханическую обработку поверхности лемеха при плотности тока до 109 А/м2 параллельными друг другу непрерывными линиями, образующими зоны упрочнения, отличающийся тем, что упрочнение производят на глубину до 3 мм, зоны упрочнения имеют ширину 3,5÷7 мм и располагаются под углом 40÷55° к лезвию лемеха на расстоянии между ними 10÷30 мм.
| СПОСОБ УПРОЧНЕНИЯ ДЕТАЛЕЙ ИЗ СРЕДНЕУГЛЕРОДИСТЫХ И ВЫСОКОУГЛЕРОДИСТЫХ СТАЛЕЙ | 2004 |
|
RU2270259C2 |
| СПОСОБ ПОВЫШЕНИЯ ИЗНОСОСТОЙКОСТИ ПЛУЖНЫХ ЛЕМЕХОВ | 2007 |
|
RU2334384C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЛЕМЕХОВ | 2001 |
|
RU2207386C2 |
| EP 1997917 A1, 03.12.2008. | |||

