Изобретение относится к области сельскохозяйственного машиностроения и ремонта машин, в частности к изготовлению, восстановлению и упрочнению плужных лемехов, работающих в условиях абразивного износа.
Известен способ упрочнения плужных лемехов сварочным армированием, в котором наплавку на всю рабочую поверхность детали осуществляют в виде параллельных друг другу валиков, каждый из которых наносят со скоростью, обеспечивающей образование закалочных структур, после остывания предыдущих [1].
Наиболее близким техническим решением, выбранным в качестве прототипа, является способ, в котором лемех, имеющий основу с носком, на которых выполнено ребро жесткости, образованное в виде размещенной вдоль оси симметрии выпуклой в сторону рабочей поверхности выштамповки и наплавляется со стороны полевого обреза и с обеих сторон носка (на рабочей стороне - параллельно оси симметрии, а остальных случаях - параллельно полевому обрезу) [2].
Недостатками этого способа являются: усложнение технологического процесса из-за формирования ребра жесткости и наплавки различно расположенных валиков с обеих сторон носка и на полевом обрезе; термическое воздействие на деталь, способное вызвать ее коробление; создание дополнительных остаточных напряжений и закаленных структур во всем теле лемеха, снижающих стойкость к разрушению.
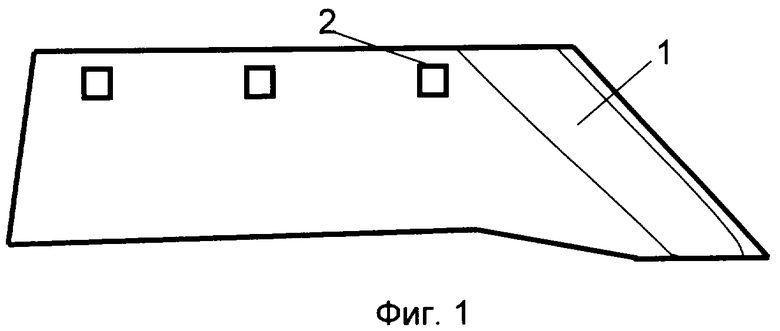
Техническим результатом изобретения является повышение ресурса плужного лемеха за счет улучшения прочностных характеристик материала, а следовательно, повышения износостойкости к абразивному изнашиванию. Электродный материал, нанесенный на «лодку» износа, позволит компенсировать потери металла в одной из наиболее изнашиваемых зон рабочей поверхности (фиг.1), размеры которой зависят от гранулометрического состава почв.
Указанный технический результат изобретения достигается при сварочном армировании непрерывной наплавкой области наиболее вероятного максимального износа (будущей «лодки» износа) подковообразными валиками, имеющими форму полуэллипса, с последующим быстрым охлаждением носка лемеха в воде.
Заявленный способ осуществляется за счет ряда факторов. Вследствие термического воздействия на материал детали в нем происходят фазовые превращения, позволяющие при быстром охлаждении в воде получить в зоне носка закалочные структуры, что значительно увеличивает твердость, а следовательно, и сопротивление абразивному изнашиванию. Наличие наплавленных валиков подковообразных или валиков, имеющих форму полуэллипса, увеличивает степень проскальзывания абразивных частиц по поверхности, приводящую к снижению коэффициента трения и снижающую путь их контакта с лемехом при работе, что также способствует повышению износостойкости.
Сопоставительный анализ заявленного решения с прототипом показывает, что заявленный способ отличается от известного тем, что подковообразные валики или валики, имеющие форму полуэллипса, наносятся непрерывно в области наибольшего износа лемеха, а последующее быстрое охлаждение в воде позволяет получить равномерное упрочнение всего носка лемеха и нанесенного электродного материала. Валики (подковообразные или в форме полуэлпипса) шириной (l) около 43 мм наваривают, начиная с носка лемеха вдоль его передней кромки под углом к обрезу носка α≈10° согласно схеме (фиг.2). Величина l обусловлена поперечным размером «лодки» износа. Расстояние между вершинами наплавленных валиков (δ) составляет около 30 мм, что соответствует величине зоны термического влияния. В качестве электродного материала может быть использован электродный материал любого состава, пригодный для сварки стали. Таким образом, предлагаемый способ соответствует критерию «новизна».
Известные технические решения [1, 2] подразумевают: упрочнение лемеха путем формирования ребра жесткости и наплавки различно расположенных валиков с обеих сторон носка и на полевом обрезе или нанесение параллельных валиков под углом к режущей кромке по всей поверхности лемеха, что отсутствует в предлагаемом способе и позволяет сделать вывод о его соответствии критерию «существенные отличия».
На фиг.1 представлен лемех до наплавки, где 1 - область вероятного максимального износа («лодка» износа);
2 - крепежные отверстия.
На фиг.2 представлен лемех после наплавки, где 1 - наплавленный валик;
2 - крепежные отверстия.
Осуществление заданного способа поясняется на примере упрочнения серийных лемехов плуга. Поверхность упрочняется сварочным армированием путем нанесения подковообразных валиков в области наибольшего износа носка лемеха («лодка») при ширине наплавочного валика 3...4 мм с расстояниями между ними 30 мм. Наплавка выполнялется электродом Э46А-УОНИ-13/45-4,0-У0 ГОСТ 9466-75 с силой сварочного тока 130 А, постоянным током обратной полярности.
Источники информации
1. Патент RU 2274526 С2, кл. В23К 9/04, 2006 г.
2. Патент RU 2127501 C1, кл. А01B 15/04, 1999 г.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПОВЫШЕНИЯ РЕСУРСА ПЛУЖНЫХ ЛЕМЕХОВ ПЕСЧАНО-КЛЕЕВЫМИ КОМПОЗИЦИЯМИ | 2008 |
|
RU2463754C2 |
| СПОСОБ ВОССТАНОВЛЕНИЯ ПЛУЖНЫХ ЛЕМЕХОВ С ОДНОВРЕМЕННЫМ УПРОЧНЕНИЕМ | 2008 |
|
RU2457090C2 |
| СПОСОБ ВОССТАНОВЛЕНИЯ И УПРОЧНЕНИЯ РАБОЧИХ ОРГАНОВ СЕЛЬСКОХОЗЯЙСТВЕННЫХ МАШИН | 2015 |
|
RU2605259C2 |
| СПОСОБ ПОВЫШЕНИЯ ИЗНОСОСТОЙКОСТИ ПЛУЖНЫХ ЛЕМЕХОВ | 2013 |
|
RU2544627C2 |
| СПОСОБ УПРОЧНЕНИЯ ЛЕМЕХОВ ПЛУГОВ ИЗ СРЕДНЕУГЛЕРОДИСТЫХ И ВЫСОКОУГЛЕРОДИСТЫХ СТАЛЕЙ | 2004 |
|
RU2274526C2 |
| ШТАМПОСВАРНОЙ ПЛУЖНЫЙ ЛЕМЕХ ПОВЫШЕННОЙ СТОЙКОСТИ К АБРАЗИВНОМУ ИЗНАШИВАНИЮ | 2015 |
|
RU2601211C2 |
| СПОСОБ ВОССТАНОВЛЕНИЯ И УПРОЧНЕНИЯ ПЛУЖНЫХ ЛЕМЕХОВ УСТРАНЕНИЕМ ЛУЧЕВИДНОГО ИЗНОСА ДВУХСЛОЙНОЙ НАПЛАВКОЙ | 2008 |
|
RU2370351C1 |
| СПОСОБ ВОССТАНОВЛЕНИЯ ПЛУЖНЫХ ЛЕМЕХОВ | 2009 |
|
RU2413601C1 |
| ЛЕМЕХ ПОВЫШЕННОЙ СТОЙКОСТИ К АБРАЗИВНОМУ ИЗНАШИВАНИЮ | 2011 |
|
RU2450496C1 |
| СПОСОБ УПРОЧНЕНИЯ РАБОЧЕЙ ПОВЕРХНОСТИ ПЛУЖНОГО ЛЕМЕХА СЕЛЬСКОХОЗЯЙСТВЕННЫХ МАШИН | 2009 |
|
RU2453412C2 |
Изобретение относится к области сельскохозяйственного машиностроения и ремонта машин, а именно к способам изготовления, восстановления и упрочнения лемехов плугов сельскохозяйственных машин. Техническим результатом изобретения является повышение ресурса лемехов плугов за счет двух факторов: повышения прочностных характеристик и увеличения степени проскальзывания абразивных частиц по поверхности, что снижает коэффициент трения и уменьшает износ. Электродный материал наносят на наиболее изнашиваемую зону рабочей поверхности подковообразными валиками или валиками, имеющими форму полуэллипса. Наплавка валиков производится непрерывно с последующим быстрым охлаждением носка в воде с целью образования закалочных структур. 2 ил.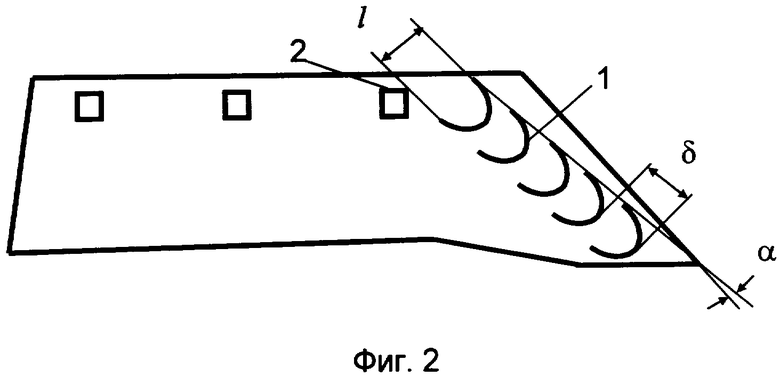
Способ повышения износостойкости плужных лемехов сварочным армированием путем наплавки валиков в области наибольшего износа носка лемеха, отличающийся тем, что осуществляют непрерывную наплавку подковообразных валиков или валиков, имеющих форму полуэллипса, с последующим быстрым охлаждением носка в воде, обеспечивающим образование закалочных структур в носке лемеха и наплавленных валиках.
| СПОСОБ УПРОЧНЕНИЯ ЛЕМЕХОВ ПЛУГОВ ИЗ СРЕДНЕУГЛЕРОДИСТЫХ И ВЫСОКОУГЛЕРОДИСТЫХ СТАЛЕЙ | 2004 |
|
RU2274526C2 |
| ПЛУЖНЫЙ ЛЕМЕХ | 1998 |
|
RU2127501C1 |
| ПЛУЖНЫЙ ЛЕМЕХ | 2000 |
|
RU2185043C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ШТАМПА | 2004 |
|
RU2279956C1 |
| СПОСОБ АВТОМАТИЧЕСКОЙ ЭЛЕКТРОДУГОВОЙ НАПЛАВКИ ИЗДЕЛИЙ ТИПА ТЕЛ ВРАЩЕНИЯ | 2004 |
|
RU2268121C1 |
| СПОСОБ АВТОМАТИЧЕСКОЙ НАПЛАВКИ ПОД СЛОЕМ ФЛЮСА ИЗДЕЛИЙ | 1999 |
|
RU2163183C1 |
| DE 3005598 A1, 20.08.1981 | |||
| JP 2003001416 A, 08.01.2003 | |||
| УСТРОЙСТВО ДЛЯ ВОЗВРАЩЕНИЯ ЖИДКОСТИ ДЛЯ МЫТЬЯ И/ИЛИ ПОЛОСКАНИЯ В ПОСУДОМОЕЧНОЙ МАШИНЕ | 2013 |
|
RU2617669C2 |
| US 4589498 A, 20.05.1986. | |||

