Изобретение относится к области металлообработки, касается методов поверхностного упрочнения рабочих органов сельскохозяйственной техники электромеханической обработкой с целью повышения их долговечности при абразивном износе.
Известны способы упрочнения режущих частей рабочих органов сельскохозяйственной техники [Технология ремонта машин / Под ред. Е.А. Пучина - М.: КолосС, 2007. - 487 с], в которых применяют наплавку одной из поверхностей режущей части износостойкими сплавами (релит, сормайт и др.), имеющими повышенную твердость, что увеличивает износостойкость поверхностей режущих частей и обеспечивает эффект самозатачивания. Однако из-за недостаточной твердости и прочности металла основы деталей происходит быстрый износ другой поверхности режущей части, что приводит к излому наплавленных износостойких покрытий и снижению долговечности рабочих органов сельскохозяйственной техники. Кроме того в процессе наплавки в основном слое металла рабочих органов сельскохозяйственной техники часто образуются Видманштеттовы структуры, отличающиеся крупной зернистостью, очень низкими значениями характеристик механических свойств, что приводит к низкой прочности сцепления наплавленных износостойких покрытий с металлической основой рабочих органов сельскохозяйственной техники.
Известен способ упрочнения режущих частей культиваторных лап электромеханической обработкой [Патент РФ №2778987 Способ упрочнения режущих частей культиваторных лап электромеханической обработкой. - Опубл.: 29.08.2022, Бюл. №25], включающий проведение электромеханической обработки поверхностей режущих частей культиваторных лап путем создания усилия прижима электрода-инструмента к поверхности режущей части и плотности тока до 109 А/м2 с формированием параллельных друг другу непрерывных зон упрочнения глубиной до 3 мм и шириной 3,5-7 мм, отличающийся тем, что зоны упрочнения формируют длиной 10-80 мм на расстоянии 0,5-3 мм друг от друга и под углом 20-60° к режущей части.
Обработанные по такому способу культиваторные лапы имеют увеличенную площадь упрочнения одной из поверхностей режущей части культиваторной лапы, в процессе работы самозатачиваются за счет более быстрого износа нижних не упрочненных слоев режущей части с формированием пилообразной режущей части в процессе работы изделий. Однако и этот способ повышает долговечность недостаточно. Это связано с тем, что площадь упрочнения режущих частей культиваторной лапы увеличивается недостаточно, получаемые при электромеханической обработке мартенситные структуры не обеспечивают такой износостойкости, как специальные износостойкие покрытия повышенной твердости (релит, сормайт и другие).
Технический результат предлагаемого изобретения - это повышение долговечности культиваторных лап за счет увеличения износостойкости к абразивному изнашиванию, путем увеличения площади упрочненных поверхностей режущих частей, повышения их твердости и прочности.
Указанный результат достигается тем, что вначале наплавляют износостойкий сплав на верхнюю или нижнюю поверхности режущей части культиваторной лапы. Затем выполняют электромеханическое упрочнение другой ее поверхности параллельными режущей кромке и друг другу зонами с расстоянием между соседними зонами 0…2 мм, в каждой из которых электрод-инструмент движется по синусоидальной траектории. При этом первую зону электромеханического упрочнения формируют на расстоянии 1…3 мм от режущей кромки.
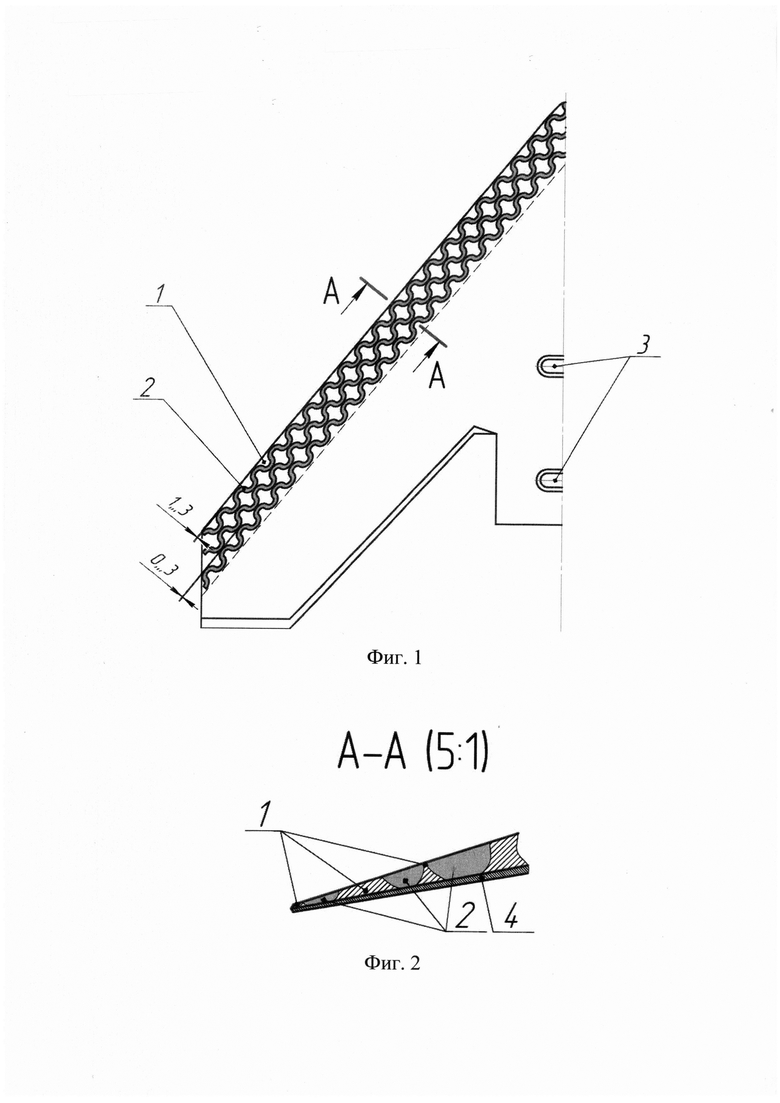
На фиг.1 изображена часть культиваторной лапы с упрощенной схемой предлагаемого способа упрочнения, на фиг.2 представлен местный разрез режущей части культиваторной лапы, где 1 - зоны режущей части лапы без упрочнения, 2 - зоны электромеханического упрочнения режущей части культиваторной лапы (показаны темным цветом), 3 - крепежные отверстия культиваторной лапы, 4 - наплавленный на режущую часть поверхности лапы износостойкий сплав.
Вначале наплавляют износостойкий сплав на верхнюю или нижнюю поверхности режущей части культиваторной лапы, на фиг.2 - это нижняя поверхность режущей части лапы. После этого проводят электромеханическое упрочнение другой поверхности режущей части культиваторной лапы (на фиг.1 и 2 - верхняя поверхность) путем создания усилия прижима электрода-инструмента к поверхности режущей части и плотности тока до 109 А/м2 с формированием непрерывных зон упрочнения глубиной до 3 мм и шириной 3,5-7 мм. Электромеханическое упрочнение поверхности проводят формированием параллельных режущей кромке и друг другу зон и с расстоянием между соседними зонами 0…2 мм, в каждой из которых электрод-инструмент движется по синусоидальной траектории, причем первую зону электромеханического упрочнения формируют на расстоянии 1…3 мм от режущей кромки.
Пример. Вначале на нижнюю поверхность лезвия культиваторной лапы, изготовленной из стали 65Г, методом газовой наплавки наносили износостойкое покрытие Релит - ТЗ (ТУ 48-42-34-70) твердостью до 2400 HV. Твердость стальной основы режущего лезвия составляла 300…400 HV. При этом на границе стальной основы и износостойкого покрытия после этого наблюдали Видманштеттовы структуры с низкой твердостью (220 HV). После этого на верхней поверхности лезвия культиваторной лапы формировали параллельно режущей кромке и друг другу упрочненные электромеханической обработкой зоны, причем расстояние между соседними зонами выдерживали 0…2 мм. Электрод-инструмент при электромеханическом упрочнении двигался по синусоидальной траектории. Первую от режущей кромки зону электромеханического упрочнения формировали на расстоянии 1…3 мм от нее. Твердость упрочненных электромеханической обработкой зон составляла 700…900 HV. Видманштеттовы структуры в зонах электромеханического упрочнения отсутствовали.
Соблюдение указанных выше режимов осуществления способа обеспечивает значительное повышение долговечности за счет увеличения износостойкости культиваторных лап к абразивному изнашиванию путем увеличения площади упрочненных поверхностей их режущих частей, повышения их твердости и прочности, сохранения высокой режущей способности культиваторной лапы в процессе ее эксплуатации, в том числе за счет появления эффекта самозатачивания за счет разницы в изнашивании поверхностей культиваторной лапы наплавленных износостойким покрытием, упрочненных электромеханической обработкой (на рисунке это - верхняя поверхность) и не упрочненных зон режущих частей лапы. Кроме того, увеличивается прочность сцепления износостойких покрытий с металлической основой культиваторных лап за счет устранения Видманштеттовых структур.
Материал и режимы наплавки износостойких покрытий на поверхности, амплитуда и период синусоидальной траектории, ширина упрочненных электромеханической обработкой зон и неупрочненных зон режущих частей культиваторной лапы, а также их количество связаны с ее конструктивными особенностями и с условиями трения изделий о почву в процессе работы.
Режимы электромеханической обработки (плотность тока, усилие прижатия инструмента к поверхности детали, скорость обработки, материал и форма инструмента) принимают, исходя из задач и требований технологического процесса.
Таким образом, при обработке по данному способу увеличивается площадь и твердость поверхностей режущих частей культиваторных лап, что повышает их износостойкость к абразивному изнашиванию с обеспечением эффекта самозатачивания режущей части в процессе работы. Все это позволяет повысить долговечность культиваторных лап.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ УПРОЧНЕНИЯ РЕЖУЩИХ ЧАСТЕЙ КУЛЬТИВАТОРНЫХ ЛАП | 2022 |
|
RU2795955C1 |
| СПОСОБ УПРОЧНЕНИЯ РЕЖУЩИХ ЧАСТЕЙ КУЛЬТИВАТОРНЫХ ЛАП | 2022 |
|
RU2796029C1 |
| СПОСОБ УПРОЧНЕНИЯ РЕЖУЩИХ ЧАСТЕЙ КУЛЬТИВАТОРНЫХ ЛАП ТОЧЕЧНОЙ ЭЛЕКТРОМЕХАНИЧЕСКОЙ ОБРАБОТКОЙ | 2020 |
|
RU2758646C1 |
| СПОСОБ УПРОЧНЕНИЯ РЕЖУЩИХ ЧАСТЕЙ КУЛЬТИВАТОРНЫХ ЛАП ТОЧЕЧНОЙ ЭЛЕКТРОМЕХАНИЧЕСКОЙ ОБРАБОТКОЙ | 2020 |
|
RU2758645C1 |
| СПОСОБ УПРОЧНЕНИЯ РАБОЧИХ ОРГАНОВ ПОЧВООБРАБАТЫВАЮЩИХ МАШИН | 2015 |
|
RU2591980C1 |
| СТРЕЛЬЧАТАЯ ЛАПА КУЛЬТИВАТОРА | 2011 |
|
RU2462852C1 |
| СПОСОБ ВОССТАНОВЛЕНИЯ И УПРОЧНЕНИЯ СТРЕЛЬЧАТЫХ ЛАП ПОЧВООБРАБАТЫВАЮЩИХ МАШИН | 2020 |
|
RU2738126C1 |
| Способ упрочнения культиваторных лап | 2022 |
|
RU2787599C1 |
| СПОСОБ УПРОЧНЕНИЯ КУЛЬТИВАТОРНЫХ ЛАП ДВУСТОРОННЕЙ НАПЛАВКОЙ | 2022 |
|
RU2785597C1 |
| СПОСОБ ВОССТАНОВЛЕНИЯ СТРЕЛЬЧАТОЙ ЛАПЫ С ОДНОВРЕМЕННЫМ УПРОЧНЕНИЕМ | 2024 |
|
RU2837123C1 |
Изобретение относится к области металлообработки и касается методов поверхностного упрочнения рабочих органов сельскохозяйственной техники электромеханической обработкой. Способ включает наплавку режущих частей износостойким сплавом и их электромеханическую обработку путем создания усилия прижима электрода-инструмента к поверхности режущей части и плотности тока до 109 А/м2 с формированием параллельных друг другу непрерывных зон упрочнения глубиной до 3 мм и шириной 3,5-7 мм. Вначале наплавляют износостойкий сплав на верхнюю или нижнюю поверхности режущей части культиваторной лапы, затем выполняют электромеханическое упрочнение другой ее поверхности параллельными режущей кромке и друг другу зонами и с расстоянием между соседними зонами 0…2 мм, в каждой из которых электрод-инструмент движется по синусоидальной траектории. Первую зону электромеханического упрочнения формируют на расстоянии 1…3 мм от режущей кромки. Изобретение повышает долговечность культиваторных лап за счет увеличения износостойкости к абразивному изнашиванию. 1 пр., 2 ил.
Способ упрочнения режущих частей культиваторных лап, включающий наплавку режущих частей износостойким сплавом и их электромеханическую обработку путем создания усилия прижима электрода-инструмента к поверхности режущей части и плотности тока до 109 А/м2 с формированием непрерывных зон упрочнения глубиной до 3 мм и шириной 3,5-7 мм, отличающийся тем, что вначале наплавляют износостойкий сплав на верхнюю или нижнюю поверхности режущей части культиваторной лапы, затем выполняют электромеханическое упрочнение другой ее поверхности параллельными режущей кромке и друг другу зонами и с расстоянием между соседними зонами 0…2 мм, в каждой из которых электрод-инструмент движется по синусоидальной траектории, причем первую зону электромеханического упрочнения формируют на расстоянии 1…3 мм от режущей кромки.
| RU 2778987 C1, 29.08.2022 | |||
| СПОСОБ ВОССТАНОВЛЕНИЯ ЛАП КУЛЬТИВАТОРОВ ПОЧВООБРАБАТЫВАЮЩИХ МАШИН | 2006 |
|
RU2325256C2 |
| Землесос | 1931 |
|
SU27615A1 |
| US 4529042 A, 16.07.1985 | |||
| CN 101323036 B, 11.08.2010 | |||
| JP 2007307565 A, 29.11.2007. | |||

