Изобретение относится к области металлообработки, касается методов поверхностного упрочнения рабочих органов сельскохозяйственной техники электромеханической обработкой с целью повышения их долговечности при абразивном износе.
Известны способы упрочнения рабочих органов сельскохозяйственной техники, (см. Технология ремонта машин /Под ред. Е.А. Пучина. - М.: КолосС, 2007. - 487 с) при которых применяют наплавку их поверхности металлами и сплавами, имеющими повышенные прочностные свойства, что повышает их износостойкость и обеспечивает эффект самозатачивания. Однако при наплавках применение дополнительных материалов значительно увеличивает стоимость изделий, сильное термическое влияние на металл приводит к значительным деформациям деталей.
Известен способ упрочнения деталей из среднеуглеродистых и высокоуглеродистых сталей (Патент №2270259 принят за прототип), включающий упрочнение путем кратковременного высокотемпературного воздействии тока силой 16 кА с нанесением на поверхность детали пятен контакта в шахматном порядке или по линиям армирования.
В результате применения этого способа формируются точечные упрочненные участки, что повышает износостойкость деталей, не требуется дальнейшей механической обработки и расхода дополнительных материалов. Однако данный метод не обеспечивает эффекта самозатачивания, износостойкость повышается частично, так как упрочнению подвергаются лишь небольшие точечные участки.
Известен способ упрочнения лемехов плугов (Патент №2460810 принят также за прототип), включающий электромеханическую обработку поверхности лемеха при плотности тока до 109 А/м2 параллельными друг другу непрерывными линиями, образующими зоны упрочнения на глубину до 3 мм, зоны упрочнения имеют ширину 3,5…7 мм и располагаются под углом 40…55° к лезвию лемеха на расстоянии между ними 10…30 мм.
В результате применения этого способа на поверхности лемеха образуются упрочненные чередующиеся зоны твердостью до 10 ГПа, что повышает их износостойкость при абразивном трении. Однако применение данного способа обеспечивает эффект самозатачивания только в местах касания упрочненных линий режущих лезвий лемеха, что лишь частично повышает долговечность лемеха.
Технический результат предлагаемого изобретения - это повышение долговечности культиваторных лап за счет повышения твердости и износостойкости к абразивному изнашиванию режущих лезвий с обеспечением эффектов самозатачивания и формирования пилообразного лезвия в процессе работы изделий.
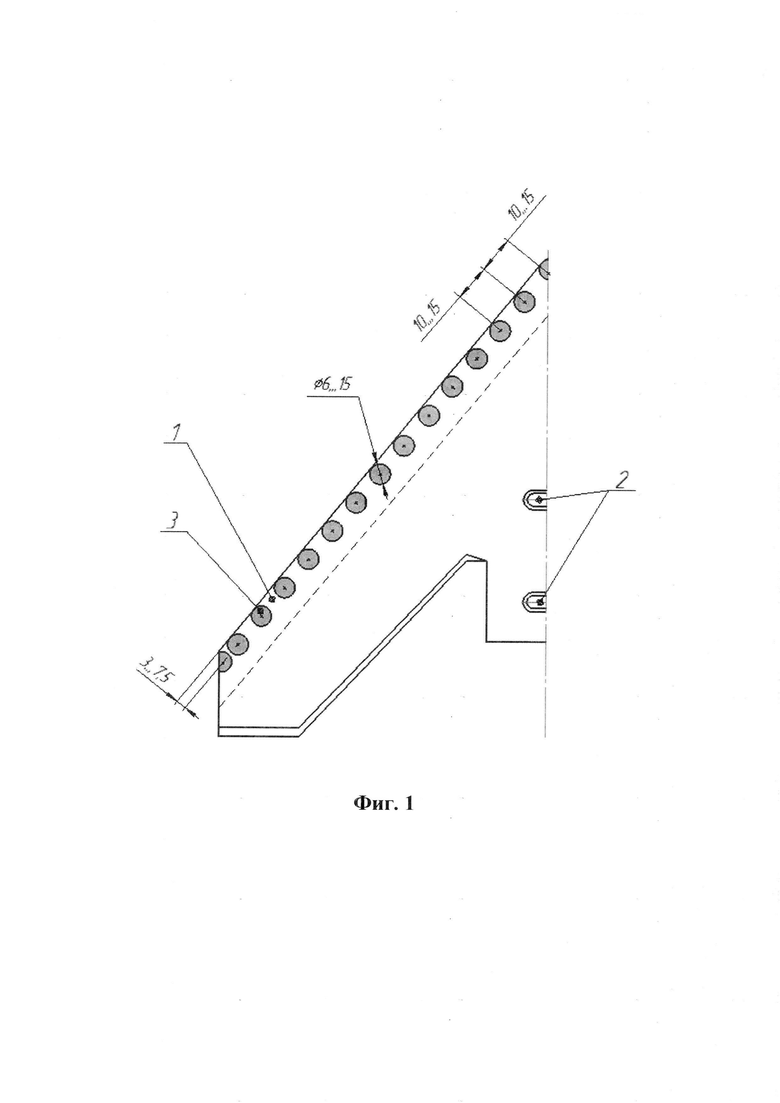
Указанный результат достигается тем, что обработку производят вдоль режущей части лапы участками диаметром 6-15 мм, причем центры участков находятся на одной линии на расстоянии 3-7,5 мм от края режущих частей культиваторной лапы и на расстоянии 10-15 мм друг от друга.
На чертеже изображена часть культиваторной лапы с упрощенной схемой предлагаемого способа упрочнения, где 1 - зона лезвия лапы без упрочнения, 2- крепежные отверстия, 3 - зоны упрочнения (показаны темным цветом).
Режущее лезвие культиваторной лапы упрочняется точечной электромеханической путем создания усилия прижима и плотностью тока до 109 А/м2 с образованием зон упрочнения на глубину до 3 мм. Центры участков находятся на одной линии на расстоянии 3-7,5 мм от края режущих частей культиваторной лапы и на расстоянии 10-15 мм друг от друга.
Соблюдение указанных параметров точечной электромеханической обработки позволяет сформировать на режущем лезвии культиваторной лапы полусферические упрочненные зоны диаметром 6…15 мм и глубиной до 3 мм твердостью до 10 ГПа. Это обеспечивает в процессе работы эффект самозатачивания за счет более быстрого износа нижних не упрочненных слоев лезвия.
Наличие вдоль режущей кромки лезвия участков без упрочнения обеспечивает их более интенсивный износ в процессе работы, что приводит к формирования пилообразного лезвия.
Это обеспечивает повышение долговечности за счет сохранения высокой режущей способности культиваторной лапы в процессе ее эксплуатации. Величины диапазонов упрочненных и неупрочненных зон лезвия культиваторной лапы связаны с ее конструктивными особенностями и с условиями трения изделий в процессе работы.
Режимы электромеханической обработки (плотность тока, усилие прижатия инструмента к поверхности детали, время электромеханического воздействия на участок, материал и форма инструмента) принимаются исходя из задач и требований технологического процесса.
Таким образом, при обработке по данному способу поверхность лезвия культиваторной лапы в необходимых участках упрочняется твердостью до 10 ГПа на глубину до 3 мм, что обеспечивает повышения твердости и износостойкости к абразивному изнашиванию режущих лезвий с обеспечением эффектов самозатачивания и формирования пилообразного лезвия в процессе работы изделий.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ УПРОЧНЕНИЯ РЕЖУЩИХ ЧАСТЕЙ КУЛЬТИВАТОРНЫХ ЛАП ТОЧЕЧНОЙ ЭЛЕКТРОМЕХАНИЧЕСКОЙ ОБРАБОТКОЙ | 2020 |
|
RU2758645C1 |
| СПОСОБ УПРОЧНЕНИЯ РЕЖУЩИХ ЧАСТЕЙ КУЛЬТИВАТОРНЫХ ЛАП | 2022 |
|
RU2796029C1 |
| СПОСОБ УПРОЧНЕНИЯ РЕЖУЩИХ ЧАСТЕЙ КУЛЬТИВАТОРНЫХ ЛАП | 2022 |
|
RU2795954C1 |
| СПОСОБ УПРОЧНЕНИЯ РЕЖУЩИХ ЧАСТЕЙ КУЛЬТИВАТОРНЫХ ЛАП | 2022 |
|
RU2795955C1 |
| СПОСОБ УПРОЧНЕНИЯ ЛЕМЕХОВ ПЛУГОВ | 2012 |
|
RU2509165C1 |
| СТРЕЛЬЧАТАЯ ЛАПА КУЛЬТИВАТОРА | 2011 |
|
RU2462852C1 |
| СПОСОБ УПРОЧНЕНИЯ ЛЕМЕХОВ ПЛУГОВ | 2011 |
|
RU2460810C1 |
| КОМБИНИРОВАННЫЙ СПОСОБ УПРОЧНЕНИЯ МЕТАЛЛИЧЕСКИХ ПОВЕРХНОСТЕЙ ДЕТАЛЕЙ МАШИН, РАБОТАЮЩИХ В УСЛОВИЯХ АБРАЗИВНОГО ИЗНАШИВАНИЯ | 2019 |
|
RU2718017C1 |
| Способ упрочнения культиваторных лап | 2022 |
|
RU2787599C1 |
| СПОСОБ УПРОЧНЕНИЯ ЛЕМЕХА ПЛУГА | 2015 |
|
RU2607680C1 |
Изобретение относится к способу упрочнения режущих частей культиваторной лапы точечной электромеханической обработкой Способ включает электромеханическую обработку поверхности режущих частей культиваторной лапы путем создания усилия прижима и плотностью тока до 109 А/м2 с образованием зон упрочнения на глубину до 3 мм. Обработку производят вдоль режущей части лапы участками диаметром 6-15 мм, причем центры участков находятся на одной линии на расстоянии 3-7,5 мм от края режущих частей культиваторной лапы и на расстоянии 10-15 мм друг от друга. Техническим результатом изобретения является повышение долговечности культиваторных лап за счет повышения твердости и износостойкости к абразивному изнашиванию режущих лезвий с обеспечением эффектов самозатачивания и формирования пилообразного лезвия в процессе работы изделий. 1 ил.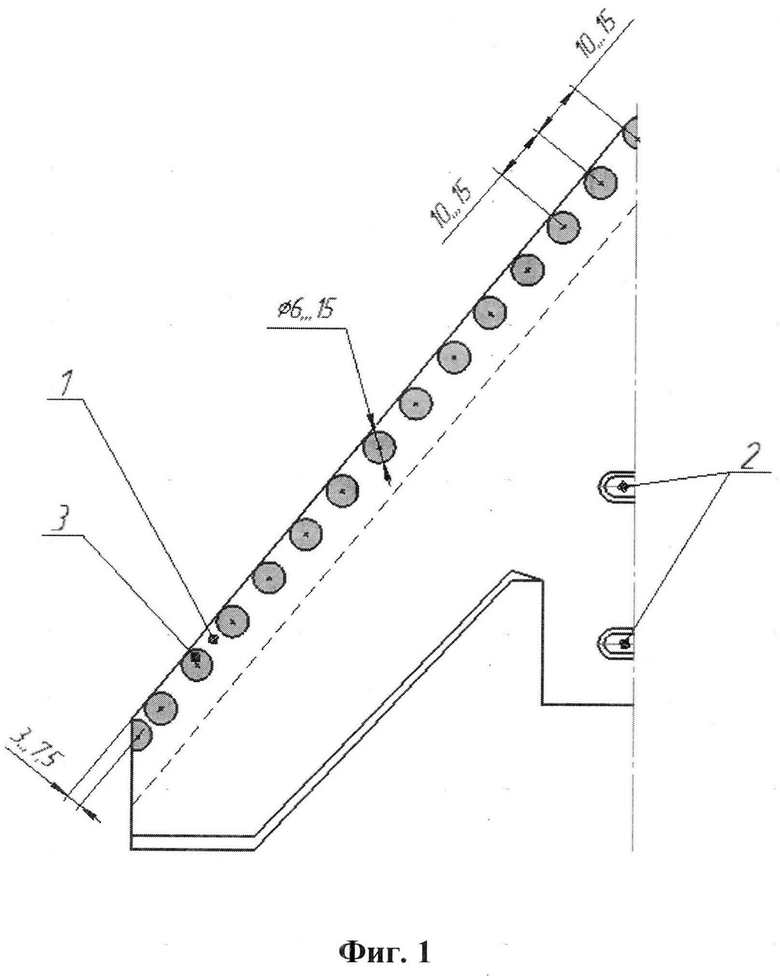
Способ упрочнения режущих частей культиваторной лапы точечной электромеханической обработкой, включающий электромеханическую обработку поверхности режущих частей культиваторной лапы путем создания усилия прижима и плотностью тока до 109 А/м2 с образованием зон упрочнения на глубину до 3 мм, отличающийся тем, что обработку производят вдоль режущей части лапы участками диаметром 6-15 мм, причем центры участков находятся на одной линии на расстоянии 3-7,5 мм от края режущих частей культиваторной лапы и на расстоянии 10-15 мм друг от друга.
| СПОСОБ УПРОЧНЕНИЯ ЛЕМЕХОВ ПЛУГОВ | 2011 |
|
RU2460810C1 |
| СПОСОБ УПРОЧНЕНИЯ ДЕТАЛЕЙ ИЗ СРЕДНЕУГЛЕРОДИСТЫХ И ВЫСОКОУГЛЕРОДИСТЫХ СТАЛЕЙ | 2004 |
|
RU2270259C2 |
| СПОСОБ ЭЛЕКТРОМЕХАНИЧЕСКОЙ ОБРАБОТКИ ДЕТАЛЕЙ МАШИН | 2009 |
|
RU2414514C1 |
| СПОСОБ ЭЛЕКТРОМЕХАНИЧЕСКОЙ ОБРАБОТКИ ДЕТАЛЕЙ МАШИН | 2011 |
|
RU2457258C1 |
| АСКИНАЗИ Б | |||
| М | |||
| Упрочнение и восстановление деталей электромеханической обработкой, Москва, Машиностроение, 1989 | |||
| Каталитический нейтрализатор отработавших газов двигателя внутреннего сгорания | 1980 |
|
SU941646A1 |

