Изобретение относится к порошковой металлургии, в частности к способам получения композиционных порошковых материалов с металлической матрицей, армированной тугоплавкими наполнителями, методом сверхскоростного механосинтеза, и может быть использовано для получения защитных износостойких покрытий с заданными свойствами на различных деталях машин и оборудования, подвергающихся интенсивному износу в процессе эксплуатации.
Проблема упрочнения поверхности различных деталей имеет большое значение, поскольку нанесение износостойких, жаропрочных и других защитных покрытий позволяет получать конструкционные материалы с высокими эксплуатационными свойствами, что резко увеличивает срок службы изделий. Как известно наиболее долговечными являются металлические и металлокерамические покрытия. В качестве напыляемого на поверхность материала методом холодного газодинамического или микроплазменного нанесения покрытий часто используются композиционные порошки, свойства которых за счет их состава и структуры обеспечивают достижение высоких механических и специальных защитных свойств наносимых покрытий.
В настоящее время актуальна проблема разработки эффективных технологичных способов получения композитов, в том числе дисперсно-упрочненных композитов с металлической матрицей, материалов, состоящих из непрерывной в объеме металлической матричной фазы, в которой равномерно распределены ультрадисперсные частицы другой фазы, не взаимодействующие активно с матрицей.
Композиционные материалы с керамическими частицами получают, в том числе, методом порошковой металлургии путем смешивания или совместного помола порошка металла и упрочняющей фазы (Al2O3, SiC и другие оксиды, карбиды, бориды и нитриды) в измельчительных установках высокой энергонапряженности (объемная плотность механической энергии, вводимой в зону измельчения), позволяющих осуществлять процесс механического легирования. При этом происходит не только измельчение и пластическая деформация веществ, а также их перемешивание на атомном уровне, когда активируется химическое взаимодействие и массоперенос твердых реагентов.
Известен способ получения композиционного порошка, предусматривающий обработку порошковой смеси, состоящей из металлической матрицы на основе сплава Ni, Fe, Al и тугоплавкого соединения из числа карбидов, нитридов, боридов, оксидов тория и иттрия, вводимого в количестве 0,5-5,0 об.% (пат. №4647304, США, B22F, 03.03.87). Для получения равномерного распределения твердого компонента в металлической матрице обработку проводят в аттриторах в среде N2, СН4, Ar, Kr при криогенных температурах от -240°С до -150°С.
Недостатком известного способа является получение композиционного порошка дисперсность не менее ~50 мкм, низкий уровень значений и стабильности механических свойств из-за неоднородности структуры. Кроме того, данный способ весьма энергоемкий и продолжительный по времени.
Известны способы получения композиционных порошковых материалов с металлической или интерметаллидной матрицей, армированной керамическими частицами, где с целью равномерного распределения керамических частиц в матрице, порошковую смесь обрабатывают, в одном известном патенте, в размольно-смесительных установках (аттриторах, вибромельницах, шаровых или планетарных мельницах) при энергонапряженности 0,02-0,2 кВт/л в течение 0,5-30 часов (RU №2263089, C04B 35/65, B22F 3/23, 25.02.2004). В другом известном патенте, механическое легирование проводят в высокоэнергетической мельнице при энергонапряженности 0,7-1,5 кВт/кг в течение 20-40 часов (RU №2021382, C22B 1/10, B22F 9/04, 14.12.1990).
Известен способ получения металлокерамических порошковых материалов, включающий механическое легирование порошков меди и никеля, и последующее механическое плакирование (нанесение пластичных частиц Cu-Ni на твердые частицы - Al2O3) в планетарной мельнице САНД-1 в течение 20 ч и плакирование в течение 5 часов (RU №2298450, B22F 1/02, B22F 3/12, 07.06.2005).
Все вышеперечисленные изобретения-аналоги получения композиционных порошковых материалов системы металл - керамика характеризуются применением различных измельчительных установок (аттриторов, вибромельниц, шаровых и планетарных мельниц), где возможность передачи механической энергии обрабатываемому веществу в значительной степени зависит от конструкции измельчающей установки и условий измельчения. В известных способах для успешного проведения процесса необходимо разрабатывать сложные технологические приемы и адаптировать оборудование под конкретные задачи, в том числе создавать новые конструкции элементов технологического оборудования. Необходимо экспериментально определять такие параметры процесса, как материал шаров и барабанов, масса и диаметр шаров, отношение массы шаров и порошка, гранулометрический состав исходных компонентов, режим и время обработки. Кроме того, перечисленные выше способы требуют значительных электрозатрат, обладают ограниченной энергонапряженностью и продолжительны по времени. Указанные способы не позволяют добиться достаточно высокой степени армирования и равномерности распределения упрочняющей фазы в металлической матрице.
За прототип выбран способ получения композиционного материала, содержащего металлическую матрицу и керамический упрочнитель (RU №2246379, B22F 3/20, C22C 1/05, 25.02.2004). Известный способ включает приготовление смеси порошка матричного металла с керамическим упрочнителем и механическое легирование приготовленной смеси порошков с целью получения композиционных гранул с более высокими механическими свойствами. Механическое легирование проводят в вибромельнице при энергонапряженности 0,02-0,2 кВт/л в течение 0,5-30 часов. Предлагаемым способом получали композиционный материал из порошка никеля Ni в качестве металлической матрицы и порошка оксида алюминия Al2O3 в качестве керамического упрочнителя, а также композиционный материал на основе интерметаллидной матрицы Ni3Al, содержащей карбид титана TiC в качестве керамического упрочнителя.
Недостатком известного способа является то, что степень армирования не превышает 20% и, следовательно, невозможно получать покрытия с пористостью менее 5%, что существенно снижает износостойкость получаемых покрытий. Оптимальная пористость покрытий не должна превышать 2%. Кроме того, процесс обработки (механическое легирование) в шаровых размольно-смесительных установках продолжительный по времени (составляет 10-30 часов), при этом существенно удорожает процесс получения дисперсно-упрочненного композиционного материала и не удается получать композиционный порошок с требуемым стехиометрическим составом и заданным уровнем свойств.
Техническим результатом данного изобретения является разработка эффективного способа получения композиционного порошкового материала с металлической матрицей, армированной упрочнителем методом сверхскоростного механосинтеза, что обеспечивает получение дисперсно-упрочненных частиц системы металл - керамика со степенью армирования не менее 60% при значительном сокращении времени процесса обработки, предназначенными для создания износостойкого покрытия с высокими эксплуатационными свойствами, а именно с более низкой пористостью (0,2-2,0%) и более высокой прочностью сцепления с основой (80-120 МПа).
Существенной новизной получаемых по предлагаемому способу композиционных порошковых материалов является наличие трех неразрывно связанных компонентов - твердого ядра, плакирующего слоя (пластификатора) и ультрадисперсных элементов.
Указанный технический результат достигается тем, что в предлагаемом способе получения композиционного порошкового материала, содержащего металлическую матрицу и керамический упрочнитель, включающем смешивание порошков металлической матрицы с керамическим упрочнителем и механосинтез, согласно изобретению сначала получают порошок металлической матрицы путем измельчения предварительно отобранного порошкового материала дисперсностью не более 100 мкм в высокоскоростном дезинтеграторе с помощью двух роторов с измельчающими элементами, изготовленными из плакирующего материала твердостью ниже твердости обрабатываемого порошка, для получения плакирующего слоя. Затем полученный плакированный порошок металлической матрицы и порошок керамического упрочнителя подвергают совместной обработке в высокоскоростном дезинтеграторе с помощью двух роторов с измельчающими элементами, изготовленными из материала твердостью выше твердости обрабатываемой порошковой смеси, для получения дисперсно-упрочненных частиц системы металл - керамика износостойкого класса. Причем, совместную обработку порошков металлической матрицы и керамического упрочнителя проводят при скоростях относительного движения ударных элементов 120-220 м/с и частоте ударов 7000-10000 уд./с.
Механический размол в высокоскоростных дезинтеграторах - наиболее производительный способ получения композитов, где основным принципом измельчения является самоизмельчение частиц, то есть их многократное столкновение друг с другом (скорости соударений могут достигать 450 м/с). Дезинтеграторные установки отличает широкий спектр технологических возможностей благодаря ряду качеств: высокая энергонапряженность; высокая степень измельчения, смешивания и механической активации как одного обрабатываемого материала, так и нескольких компонентов, независимо от их количественного и качественного соотношения; широкая область применения, экономичность и многофункциональность. Основные технические возможности дезинтегратора определяются, в основном, конструкцией ротора - основным рабочим измельчающим органом. Поэтому при обработке порошковых материалов размольная мощность дезинтегратора в большей степени определяется скоростью свободного удара и частотой вращения роторов, а не увеличением рядности помольных элементов. Эти факторы, в конечном счете, определяют возможность получения композиционных порошковых материалов с регулируемым стехиометрическим составом и заданным уровнем свойств.
В предлагаемом способе сначала получают металлическую матрицу в виде плакированного порошка, состоящего из твердого ядра окруженного плакирующим слоем из мягкого металла. Для этого в качестве исходного порошкового материала для измельчения с целью получения металлической матрицы использовали порошки на основе металлов из группы, содержащей никель, кобальт, железо, хром или их сплавы. Обработку порошка проводят в рабочей зоне высокоскоростного дезинтегратора при энергонапряженности 0,01 кВт/л с помощью двух роторов со съемными кольцами с рядами измельчающих ударных элементов, которые являются расходуемыми в процессе обработки порошка и могут быть изготовлены, в данном случае, из алюминия, меди, цинка или их сплавов.
Экспериментально установлено, что предлагаемая комбинированная конструкция ротора дезинтегратора, состоящая из твердого износостойкого материала дисков и расходуемого мягкого пластичного материала измельчающих элементов, обеспечивает плакирование основного компонента порошка - твердых частиц (например, сплава никеля Ni) более пластичным металлом (например, алюминием Al). При этом достигается необходимая толщина плакирующего слоя (1,0-2,0 мкм), высокая степень покрытия твердой основы мягким металлом и прочное сцепление твердой и мягкой компонент, необходимое для нанесения покрытия. В процессе напыления плакирующий слой (пластификатор) обеспечивает защиту частиц основного компонента порошка от окисления и необходим для образования под действием экзотермических реакций, проходящих между компонентами порошка, интерметаллического соединения, что способствует повышению прочности сцепления покрытия с основным металлом.
Другим достоинством используемой конструкции ротора дезинтегратора является ее простота, позволяющая быстро и эффективно производить замену измельчающих элементов, отсутствие технологической операции по предварительному смешиванию порошковых компонент, что делает процесс получения плакированных порошков путем измельчения существенно более экономичным и производительным.
Керамический упрочнитлеь берут в виде тонкодисперсного порошка дисперсностью 5-10 мкм в количестве 10-15%. В качестве керамического упрочнителя (армирующего компонента) могут быть выбраны тугоплавкие соединения, такие как, оксиды, карбиды, бориды или нитриды. Экспериментально установлено, что оптимальное соотношение упрочняющего и армирующего компонента в порошковой смеси составляет 10-15% с дисперсностью 5-10 мкм, что обеспечивает получение покрытий с минимальной пористостью и хорошей адгезией. Содержание упрочнителя как в сторону его увеличения (более 15%), так и в сторону уменьшения (менее 10%) приводит к снижению прочности сцепления наносимого покрытия с подложкой и увеличению пористости и, соответственно, снижению износостойкости покрытия.
Сверхскоростной механосинтез полученного плакированного порошка металлической матрицы и тонкодисперсного порошка упрочнителя проводят путем совместной обработки в рабочей зоне высокоскоростного дезинтегратора при энергонапряженности 0,01 кВт/л с помощью двух роторов со съемными кольцами с рядами измельчающих ударных элементов, изготовленными из материала твердостью выше твердости обрабатываемой порошковой смеси. Причем, обработку проводят при скоростях относительного движения ударных элементов 120-220 м/с и частоте ударов 7000-10000 уд./с. Измельчающие элементы, в этом случае, являются не расходуемыми в процессе обработки порошкового материала и могут быть изготовлены из твердосплавных материалов, например, нержавеющей стали 12Х18Н10Т или материала типа ВК.
Особенностью процесса является использование двух автономно работающих дозаторов, предназначенных для равномерной подачи порошков, в одном из которых находится полученный предварительно плакированный порошок металлической матрицы, а во втором - тонкодисперсный порошок упрочнителя указанного количества и фракции. Порошки, поступающие из дозаторов, смешиваются в смесителе и поступают через загрузочный канал в рабочую зону дезинтегратора.
В процессе сверхскоростного механосинтеза происходит поверхностное легирование (армирование) тонкодисперсными частицами упрочнителя металлической матрицы, состоящей из твердого ядра окруженного плакирующим слоем. Достигается равномерное распределение твердой фазы в матрице (степень армирования составляет 60%), исчезает неравномерный характер структуры, происходит образование плотных, хорошо сформированных частиц композиционного материала. Таким образом, получают неразрывно связанную между собой трехкомпонентную систему композита, состоящую из твердого ядра, плакирующего слоя (пластификатора) и ультрадисперсных элементов.
Вариации параметров режима обработки порошковой смеси (скорости относительного движения ударных элементов и частоты соударений) как в сторону их уменьшения, так и в сторону их увеличения приводят к неравномерному распределению твердой фазы в металлической матрице, создаются зоны агломерации и зоны, обедненные упрочнителем, что приводит к неоднородности структуры композиционных гранул, кроме того, не достигается необходимый гранулометрический и химический составы. При уменьшении скорости относительного движения ударных элементов менее 120 м/с и увеличении частоты ударов более 10000 уд./с заданного эффекта образования трехкомпонентной системы не происходит, твердые частицы упрочнителя неравномерно распределяются в металлической матрице. При увеличении скорости относительного движения ударных элементов более 220 м/с и уменьшении частоты ударов менее 7000 уд./с механосинтез между частицами порошковой смеси не происходит, наблюдается разрушение трехкомпонентной системы.
Только выполнение указанных условий обработки в предлагаемом способе обеспечивает равномерное распределение частиц упрочняющей фазы в металлической матрице и получение композиционных гранул трехкомпонентной системы с однородной структурой и заданными свойствами.
Гранулометрический состав полученного композиционного порошка составляет 25-50 мкм, что оптимально соответствует для напыляющих установок. При использовании порошков, в которых содержатся частицы размером выше или ниже указанного предела, происходит ряд негативных явлений в функциональных покрытиях, полученных на их основе. Крупные частицы (более 50 мкм) засоряют сопло напыляющих установок, что приводит к нарушению процесса напыления и вынужденному ремонту установки. Мелкие частицы (менее 25 мкм) склонны в гетерофазном потоке к образованию конгломератов, что создает в покрытиях капельную фазу, которая является центром образования трещин.
Следует особо отметить, что известные ранее модификации дезинтеграторных установок (Дези-15, Дези-1А34) со скоростями вращения роторов до 12000 об/мин и ускорением частиц 250g±20g, не давали возможность провести эффективное упрочнение и механическое легирование композиционного порошка. Только новая конструкция вакуумного универсального дезинтегратора марки В-15 (при оборотах роторов 12000 мин-1), обеспечивающая ускорение частиц до 450g±20g, позволила реализовать механизм легирования и армирования ультрадисперсными частицами металлической матрицы при значительном сокращении времени процесса.
Таким образом, перечисленные признаки и последовательность операций обеспечивают изобретательский уровень заявляемого технического решения.
Предлагаемый способ опробован на специализированном участке ЦНИИ КМ «Прометей».
Примеры осуществления способа
Пример 1
В качестве обрабатываемого материала для получения плакированного порошка использовался порошок марки Х20Н80 - твердый сплав на основе никеля Ni фракцией 80 мкм. Опытная партия составляла 1000 г. Измельчение проводили за один проход в вакуумном дезинтеграторе марки В-15, позволяющем обрабатывать порошковый материал в воздушной среде и в среде инертного газа аргона или азота. Измельчение проводили комплектом роторов с кольцами с рядами ударных элементов из алюминиевого сплава Д14Т. Полученный плакированный порошок представляет собой частицы с твердым ядром из сплава никеля (Ni) равномерно покрытым оболочкой сплава алюминия (Al), толщина плакирующего слоя составляла 1,5 мкм. Подтверждено прочное сцепление твердой и мягкой компонент.
Затем полученный плакированный порошок системы (Ni-Al) загружали в один дозатор, а упрочнитель в виде тонкодисперсного порошка корунда Al2O3 фракцией 5 мкм в количестве 10 мас.% загружали в другой дозатор. Порошковую смесь подвергли сверхскоростному механосинтезу путем совместной обработки в высокоскоростном дезинтеграторе марки В-15 за один проход в воздушной среде при энергонапряженности 0,01 кВт/л. Компоненты порошковой смеси, поступающие из дозаторов, смешиваются в смесителе и через загрузочный канал подаются в рабочую зону дезинтегратора. Обработку порошков проводили комплектом роторов с кольцами с рядами ударных элементов из нержавеющей стали 12Х18Н10Т при скорости вращения роторов 120 м/с и частоте ударов 7000 уд./с. Частоту удара определяют расчетным путем, исходя из скорости вращения роторов, количества ударных элементов и дозированного поступления материала в рабочую зону дезинтегратора. Полученный композиционный порошок, пройдя разгрузочный канал и циклон, собирался в специальный приемный контейнер.
Пример 2
В качестве обрабатываемого материала для получения плакированного порошка использовался порошок марки СТЕЛЛИТ - твердый сплав на основе кобальта Со, фракции 90 мкм. Опытная партия составляла 1000 г. Измельчение проводили за один проход в вакуумном дезинтеграторе марки В-15 комплектом роторов с кольцами с рядами ударных элементов из алюминиевого сплава АМг6. Полученный порошок представляет собой частицы с твердым ядром из сплава кобальта (Со) равномерно покрытым оболочкой сплава алюминия (Al), толщина плакирующего слоя составляет 2,0 мкм.
Затем полученный плакированный порошок системы (Co-Al) загружали в один дозатор, а упрочнитель в виде тонкодисперсного порошка карбида вольфрама WC фракцией 10 мкм в количестве 15 мас.% загружали в другой дозатор. Сверхскоростной механосинтез порошков проводили по примеру 1. Обработку порошков проводили комплектом роторов с кольцами с рядами ударных элементов из твердосплавного материала типа ВК при скорости вращения роторов 220 м/с и частоте ударов 10000 уд./с. Полученный композиционный порошок, пройдя разгрузочный канал и циклон, собирался в специальный приемный контейнер.
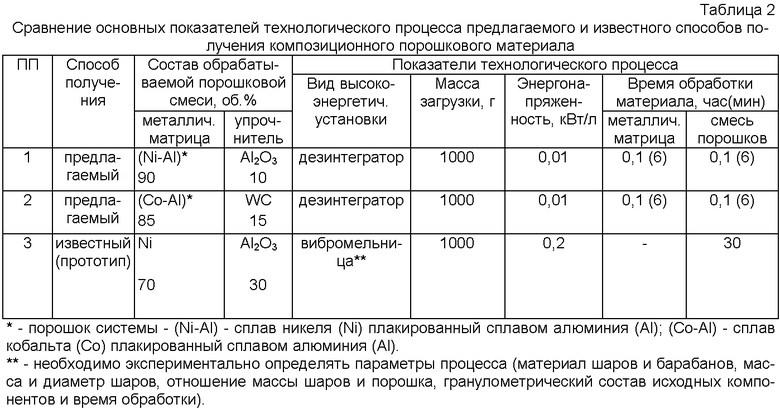
Технологический процесс получения композиционных порошков по примеру 1 и 2, включающий получение плакированного порошка и замену измельчающих элементов, составляет 0,5 часа (30 мин), что существенно ниже, чем в известном способе (прототип).
Полученные порошки с размером частиц 25-50 мкм, состав которых контролировался рентгеноструктурным и металлографическим анализами, использовались в качестве композиционных порошков для нанесения покрытий на стальную поверхность методом сверхзвукового холодного газодинамического напыления (ХГДН). Фазовый состав композиционных порошков и напыленных покрытий определяли рентгеновским методом на дифрактометре ДРОН-4М, исследование микроструктуры проводили на атомно-силовом микроскопе (АСМ) типа «Nano Scan». Микротвердость покрытий оценивали на шлифах в соответствии с ГОСТ 9450-76 на приборе ПМТ-3 вдавливанием четырехгранной алмазной пирамиды при нагрузке 100 г. Адгезивную прочность определяли на образцах на разрывной машине МР-100, плотность (пористость) покрытия исследовали на анализаторе удельной поверхности «TriStar-3020». Исследования на износостойкость проводили на машине трения УМТ-2168.
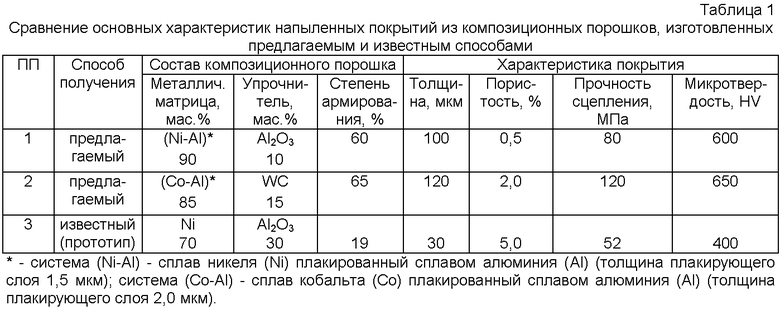
Проведенные исследования показывают, что плакирующий слой (пластификатор), входящий в состав порошка, обеспечивает высокую когезионную прочность напыленного покрытия и хорошее смачивание (адгезию) с подложкой, а необходимую твердость покрытия придает входящий в его состав упрочнитель. Повышенная результирующая износостойкость покрытия (1,1-2,5 мг/ч) является следствием сочетания вязкости и твердости получаемого композиционного покрытия. Полученные результаты проведенных исследований сведены в табл.1.
Таким образом, из табл.1 видно, что предлагаемый способ позволяет получать композиционные порошки со степенью армирования не менее 60% методом сверхскоростного механосинтеза при соблюдении выбранных режимов обработки, которые применяются для создания износостойких покрытий с высокими эксплуатационными свойствами. Покрытие из порошковых материалов, полученных предлагаемым способом, обладает высокой плотностью (0,5-2,0%), высокой прочностью сцепления с основой (80-120 МПа), равномерным распределением твердости по сечению покрытия (600-650 HV).
Технико-экономический результат от применения предлагаемого способа, как видно из табл.2, заключается в значительном сокращении времени обработки порошкового материала (0,2 часа) и существенном в 20-60 раз сокращении времени технологического процесса в целом за счет механообработки в универсальном высокоскоростном дезинтеграторе, позволяющем управлять процессом и получать порошки с заданным уровнем свойств.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПОЛУЧЕНИЯ КОМПОЗИЦИОННОГО ПЛАКИРОВАННОГО ПОРОШКА ДЛЯ НАНЕСЕНИЯ ПОКРЫТИЙ | 2014 |
|
RU2561615C1 |
| КОМПОЗИЦИОННЫЙ НАНОСТРУКТУРИРОВАННЫЙ ПОРОШОК ДЛЯ НАНЕСЕНИЯ ПОКРЫТИЙ | 2013 |
|
RU2553763C2 |
| СПОСОБ ПОЛУЧЕНИЯ АГЛОМЕРИРОВАННЫХ ДИСПЕРСНЫХ ЧАСТИЦ СИСТЕМЫ "МЕТАЛЛ-НЕМЕТАЛЛ" ИЗНОСОСТОЙКОГО КЛАССА | 2009 |
|
RU2417136C1 |
| Способ получения композиционного порошка системы алюминий - цинк для нанесения покрытия методом холодного газодинамического напыления | 2023 |
|
RU2820258C1 |
| СПОСОБ ПОЛУЧЕНИЯ КОМПОЗИЦИОННОГО ПОРОШКОВОГО МАГНИТНОГО МАТЕРИАЛА СИСТЕМЫ "ФЕРРОМАГНЕТИК-ДИАМАГНЕТИК" | 2010 |
|
RU2460817C2 |
| Способ получения композиционного порошкового материала для нанесения функциональных покрытий с высокой износостойкостью | 2023 |
|
RU2816077C1 |
| СПОСОБ ПОЛУЧЕНИЯ КОМПОЗИЦИОННОГО АРМИРОВАННОГО ПОРОШКОВОГО МАТЕРИАЛА | 2014 |
|
RU2573309C1 |
| Способ изготовления структурно-градиентных и дисперсно-упрочненных порошковых материалов (варианты) | 2019 |
|
RU2725457C1 |
| КОНСТРУКЦИЯ РОТОРА ДЕЗИНТЕГРАТОРА | 2009 |
|
RU2419489C1 |
| СПОСОБ ПОЛУЧЕНИЯ КОМПОЗИТНОГО ПОРОШКА СИСТЕМЫ Al-Zn-Sn-AlO | 2009 |
|
RU2434713C2 |
Изобретение относится к порошковой металлургии, в частности к получению композиционных порошковых материалов с металлической матрицей, армированной тугоплавкими наполнителями методом сверхскоростного механосинтеза. Может использоваться для получения защитных износостойких покрытий с заданными свойствами на различных деталях машин и оборудования. Порошок металлической матрицы получают путем измельчения порошкового материала дисперсностью не более 100 мкм в высокоскоростном дезинтеграторе с помощью двух роторов с измельчающими элементами, изготовленными из плакирующего материала. Плакированный порошок смешивают с порошком керамического упрочнителя и обрабатывают в высокоскоростном дезинтеграторе с помощью двух роторов при скоростях относительного движения ударных элементов 120-220 м/с и частоте ударов 7000-10000 уд./с. Измельчающие элементы роторов изготовлены из материала твердостью ниже твердости обрабатываемого порошка или смеси. Полученные дисперсно-упрочненные частицы системы металл - керамика имеют степень армирования не менее 60% и обеспечивают высокие эксплуатационные свойства покрытия из них. 3 з.п. ф-лы, 2 табл., 2 пр.
1. Способ получения композиционного порошкового материала системы металл - керамика износостойкого класса, содержащего металлическую матрицу и керамический упрочнитель, включающий смешивание порошков металлической матрицы с керамическим упрочнителем и механосинтез, отличающийся тем, что сначала получают порошок металлической матрицы путем измельчения предварительно отобранного порошкового материала дисперсностью не более 100 мкм в высокоскоростном дезинтеграторе с помощью двух роторов с измельчающими элементами, изготовленными из плакирующего материала твердостью ниже твердости обрабатываемого порошка, для образования плакирующего слоя, затем полученный плакированный порошок металлической матрицы и порошок керамического упрочнителя подвергают совместной обработке в высокоскоростном дезинтеграторе при скоростях относительного движения ударных элементов 120-220 м/с и частоте ударов 7000-10000 уд./с с помощью двух роторов с измельчающими элементами, изготовленными из материала твердостью выше твердости обрабатываемой порошковой смеси, для получения дисперсно-упрочненных частиц системы металл - керамика износостойкого класса.
2. Способ по п.1, отличающийся тем, что керамический упрочнитель берут в виде тонкодисперсного порошка в количестве 10-15% дисперсностью 5-10 мкм.
3. Способ по п.1, отличающийся тем, что в качестве порошкового материала для получения металлической матрицы выбирают порошок на основе металлов из группы, содержащей никель, кобальт, железо, хром или их сплавы.
4. Способ по п.1, отличающийся тем, что в качестве керамического упрочнителя выбирают порошки из тугоплавких соединений оксидов, карбидов, боридов или нитридов.
| СПОСОБ ПОЛУЧЕНИЯ КОМПОЗИЦИОННОГО МАТЕРИАЛА | 2004 |
|
RU2246379C1 |
| СПОСОБ ПОЛУЧЕНИЯ ПОРОШКОВЫХ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ СИСТЕМЫ МЕТАЛЛ-КЕРАМИКА | 1990 |
|
RU2021382C1 |
| ПРИСПОСОБЛЕНИЕ ДЛЯ ОТБИВАНИЯ НАБЕЛИ С ХАЛЯВНЫХ СТЕКЛОВЫДУВАТЕЛЬНЫХ ТРУБОК | 1928 |
|
SU12435A1 |
| Способ восстановления хромовой кислоты, в частности для получения хромовых квасцов | 1921 |
|
SU7A1 |
| Устройство для разворота бревен и чураков | 1959 |
|
SU128360A1 |

