Область техники
Настоящее изобретение в целом относится к способу контролируемого производства защищенных документов, в особенности банкнот, в соответствии с которым защищенные документы подвергают множеству последовательных операций печати и обработки на множестве технологических установок. Настоящее изобретение также относится к системе, предназначенной для осуществления этого способа.
Уровень техники
Способы контролируемого производства защищенных документов известны из уровня техники. Например, в патенте US 4633395 раскрыт такой способ, в котором листы защищенных документов отслеживаются в течение процесса производства. Прежде чем пройти первую технологическую установку, каждый лист снабжается уникальным опознавательным кодом листа на его крае, причем указанный опознавательный код листа хранится в компьютере. До и после каждой операции в последовательных технологических установках опознавательные коды листа считываются автоматическими считывающими устройствами. Таким образом, каждый отдельный лист можно отслеживать во время различных операций с ним, и возможная потеря листа может быть немедленно выявлена. В документе WO 02/083423 А1 раскрыто аналогичное решение, в котором можно отслеживать отдельные листы в течение всего процесса производства. Согласно этому другому решению опознавательные коды листа для множества листов передают в центральную базу данных по сети передачи данных в едином пакете данных.
Хотя вышеуказанные решения эффективны для отслеживания отдельных листов в течение всего процесса производства, такие решения, однако, недостаточны в ситуациях, в которых решаются сложные производственные задачи, в особенности, когда в одной и той же типографии необходимо выполнить множество отдельных производственных работ. Кроме того, отслеживание отдельных листов довольно трудоемко для практической реализации, поскольку количество обрабатываемых данных велико.
В заявке US 2004/0193465 А1 раскрыт автоматизированный способ задания технологического процесса, предназначенный для посылки через Интернет (или аналогичную компьютерную сеть) заданий на печать в коммерческие типографии для последующей печати.
В заявке US 2007/0041034 А1 раскрыта беспроводная система для обеспечения технологического процесса для коммерческой типографии, которая предназначена для облегчения работы операторов и менеджеров в крупных коммерческих типографиях.
В заявке на патент US 2007/0113164 А1 раскрыты система и способ управления технологическим процессом промышленной печати в коммерческих типографиях.
Хотя решения, раскрытые в вышеуказанных документах, могут быть подходящими для заданий и технологических процессов в коммерческой печати, такое решение, однако, не подходит для производства защищенных документов, поскольку такое производство включает весьма специфические операции печати и обработки, выполняемые на печатном и обрабатывающем оборудовании, которое не доступно для тех, кто занимается печатью коммерческой продукции.
В настоящее время производство защищенных документов, в частности банкнот, стало комплексной задачей и включает больше процессов, машинного оборудования и операций принятия решения, чем когда-либо прежде. Такая сложность и разнообразие делают эффективное управление производством защищенных документов все более трудным.
Производство банкнот включает, в частности, несколько последовательных операций печати и обработки, включая:
- офсетную печать - обычно для печати цветного фона банкнот;
- шелкотрафаретную печать для печати переливающихся рисунков и/или рисунков цветопеременными красками;
- тиснение фольгой для нанесения оптически изменяющихся элементов (OVD, optically-variable device), таких как металлические участки, голограммы и т.п.;
- глубокую печать для печати на одной или на обеих сторонах банкнот сложных рисунков, обладающих тактильными свойствами (например, портретов или других иллюстрированных представлений, скрытых изображений, гильоша, буквенно-цифровой информации и т.д.);
- высокую печать для печати меняющейся информации, такой как подписи, даты и порядковые номера (которые уникальны для каждой отдельной банкноты);
- нанесение защитных покрытий, в частности лакового покрытия, для повышения долговечности и срока службы банкнот;
- окончательную отделку, которая обычно включает обработку и разрезание печатных листов или полотна на отдельные банкноты и упаковку отдельных банкнот в пачки банкнот и упаковки пачек банкнот;
- контроль качества, гарантирующий, что произведенные банкноты удовлетворяют желаемым требованиям к качеству.
Дополнительные операции, которые могут быть выполнены с банкнотами в процессе их производства, могут включать нанесение меток методом струйной печати, лазерную маркировку, микроперфорацию и т.д.
Учитывая большое разнообразие процессов и машинного оборудования, занятых в процессе производства банкнот или аналогичных защищенных документов, имеется значительный риск, что во время производства произойдут ошибки, связанные с человеческим фактором, и что целые производственные партии могут быть неправильно обработаны или даже повреждены, что, в свою очередь, влияет на эффективность производства и его стоимость.
Кроме того, поскольку производственные графики становятся все более плотными и делаются большие усилия по снижению объема незавершенной работы, менеджеры производства сталкиваются с проблемами планирования и управления процессом производства с высоким уровнем эффективности, обеспечивающим соблюдение сроков и бюджета.
Кроме того, имеет место все усиливающаяся тенденция исследования и разработки высокоэффективных защитных признаков для борьбы с подделыванием, причем эти защитные признаки объединяют и требуют для своего создания различных операций печати и обработки. Такие высокоэффективные защитные признаки ставят очень жесткие требования к контролю при производстве защищенных документов.
Поэтому имеется потребность в способе и системе, которые позволят операторам машин, контролерам и менеджерам, работающим в типографии, принять в высшей степени обоснованные решения на основе точных и своевременных данных как локально, так и централизованно.
Сущность изобретения
Поэтому главная цель изобретения состоит в создании улучшенного способа и системы для контролируемого производства защищенных документов, в особенности банкнот.
Еще одна цель изобретения состоит в создании таких способа и системы, которые позволяют убедиться, что защищенные документы производятся в правильной последовательности надлежащими машинами и установками, что препятствует возникновению ошибок, связанных с человеческим фактором.
Другая цель изобретения состоит в создании таких способа и системы, которые обеспечивают предоставление информации о процессе производства тем людям, которые в ней нуждаются, и тогда, когда они в ней нуждаются, без дорогостоящего физического сбора и сопоставления данных.
Еще одна цель изобретения состоит в создании таких способа и системы, которые гибки, насколько это возможно, и способны справиться с разнообразными ситуациями и способами, имеющими место при производстве защищенных документов.
Еще одна цель настоящего изобретения состоит в создании таких способа и системы, которые обеспечивают надежное и устойчивое производство защищенных документов, в особенности защищенных документов, например банкнот, включающих защитные признаки, изготовление которых объединяет несколько различных операций печати и/или обработки, причем эти операции должны выполняться точно, в правильной последовательности и с использованием надлежащих материалов.
Эти цели достигаются благодаря решению, определенному в пунктах формулы изобретения. В них предложен способ контролируемого производства защищенных документов, в особенности банкнот, при котором защищенные документы подвергают множеству последовательных операций печати и обработки на множестве технологических установок, включающий:
обеспечение наличия компьютерной сети, включающей центральную серверную станцию, соединенную посредством сети передачи данных с множеством локальных компьютерных станций, при этом одна локальная компьютерная станция функционально связана с каждой технологической установкой,
формирование по меньшей мере одного производственного заказа, который включает производство желаемого объема защищенных документов согласно определенному технологическому процессу производства и который подразделяется на множество производственных партий, каждой из которых назначен машиночитаемый идентификатор партии;
назначение выбранных технологических установок среди доступных технологических установок для обработки производственного заказа согласно технологическому процессу производства; и
избирательную обработку каждой производственной партии в технологических установках в зависимости от определенного технологического процесса производства для соответствующего производственного заказа, заданного для каждой производственной партии, при этом каждая производственная партия сначала подвергается процедуре приемки партии на основе ее машиночитаемого идентификатора, до того, как выдается разрешение на проведение обработки в выбранной технологической установке среди доступных технологических установок.
Благодаря этому решению обеспечивается по существу надежное и экономически эффективное производство защищенных документов, причем защищенные документы производятся в рамках четко идентифицируемых партий, при этом только такие партии и могут быть обработаны определенным способом согласно соответствующему производственному заказу и технологическому процессу производства, заданному для этой партии. Таким образом, в частности, обеспечено, что данная производственная партия не может быть испорчена из-за обработки на неправильном оборудовании или в неправильное время.
Такая обработка, включая процедуру принятия партии, основанную на машиночитаемых идентификаторах партии, не раскрыта и не предложена в патенте US 4633395, WO 02/083423 A1 или в заявках US 2004/0193465 А1, US 2007/0041034 A1 и US 2007/0113164 A1, перечисленных выше.
Благодаря предложенному техническому решению ведущим специалистам типографии становятся доступны инструменты, позволяющие реализовать поставленные цели.
Еще одно преимущество этого решения заключается в том, что теперь имеется эффективная архитектура для организации различных производственных заказов в пределах одной и той же типографии.
Предпочтительные варианты осуществления настоящего изобретения изложены в зависимых пунктах формулы изобретения и обсуждаются ниже.
Краткое описание чертежей
Другие особенности и преимущества настоящего изобретения станут очевидными из последующего подробного описания вариантов его осуществления, которые представлены посредством неограничивающих изобретение примеров и иллюстрируются приложенными чертежами, где:
на фиг.1 схематично показана общая архитектура варианта осуществления системы в рамках настоящего изобретения;
на фиг.2 схематично показан вариант общей архитектуры, изображенной на фиг.1;
на фиг.3 схематично показана обработка данной производственной партии в выбранной технологической установке, а также показано разделение обработанной производственной партии на хорошие листы и непригодные листы;
на фиг.4 схематично показаны возможные производственные объекты с десятью отдельными технологическими установками для производства банкнот;
на фиг.5 схематично показаны некоторые из элементов, включенных в процесс производства согласно изобретению, во взятой для примера ситуации, в которой производственные партии подвергнуты трем последовательным производственным операциям;
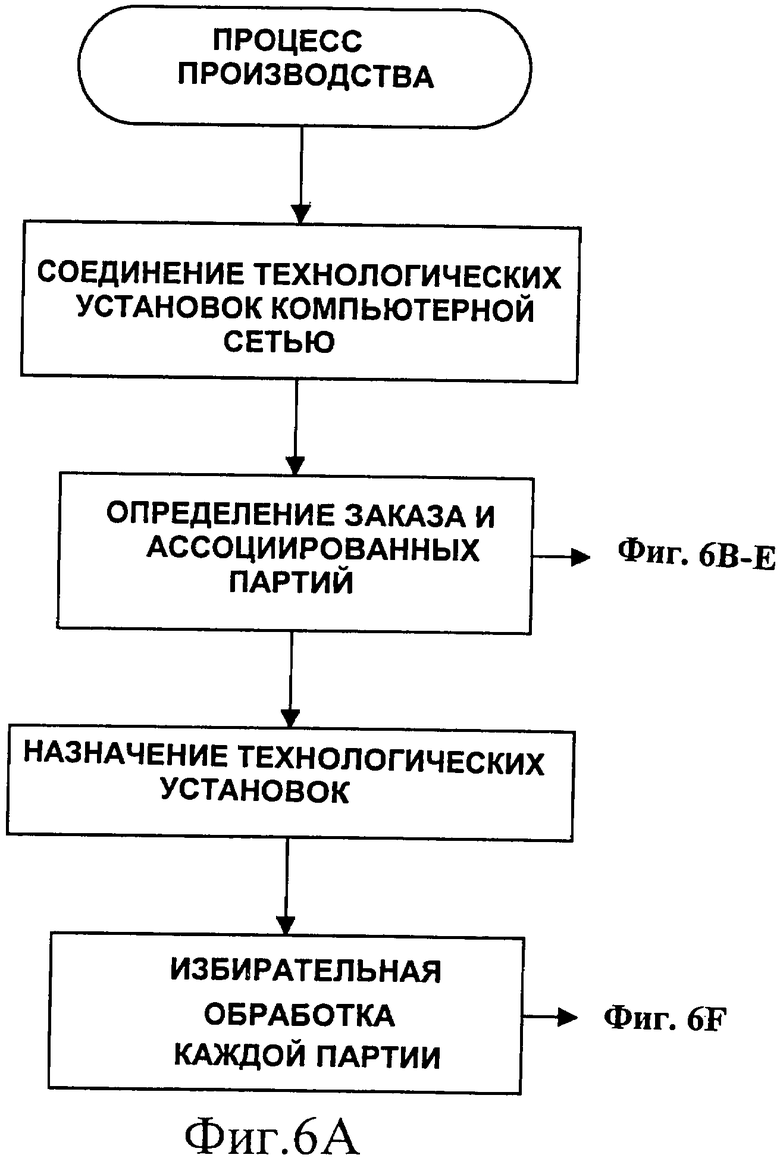
на фиг.6А показана последовательность операций, охватывающих общую концепцию изобретения, которая лежит в основе контролируемого процесса производства согласно изобретению;
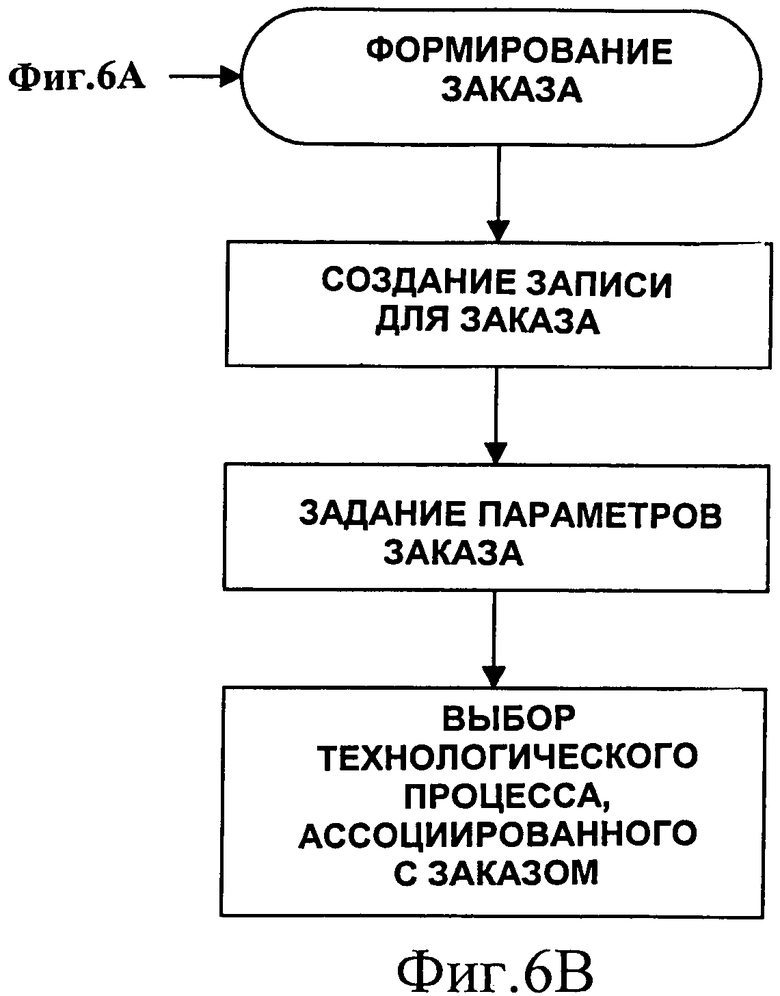
на фиг.6В показана последовательность операций, поясняющая процесс формирования заказа, в результате которого создается производственный заказ;
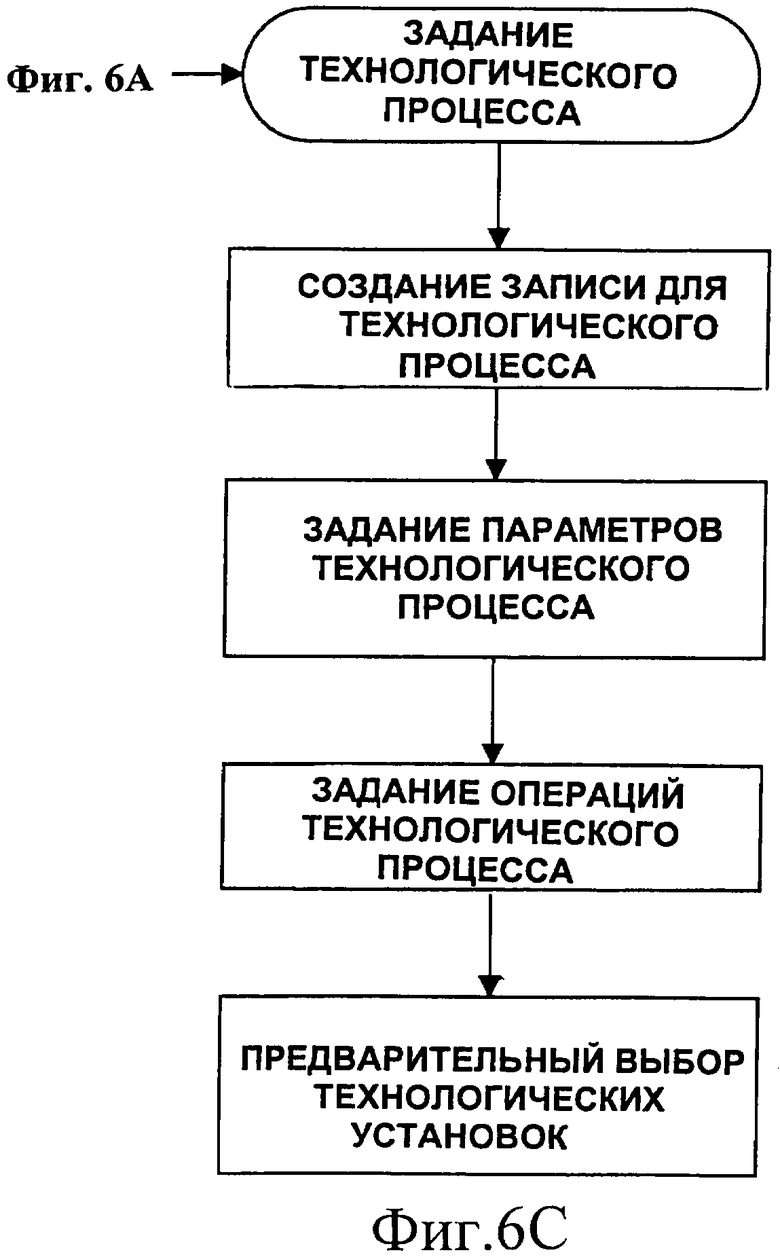
на фиг.6С показана последовательность операций, поясняющая процесс задания технологического процесса, в результате которого создается технологический процесс;
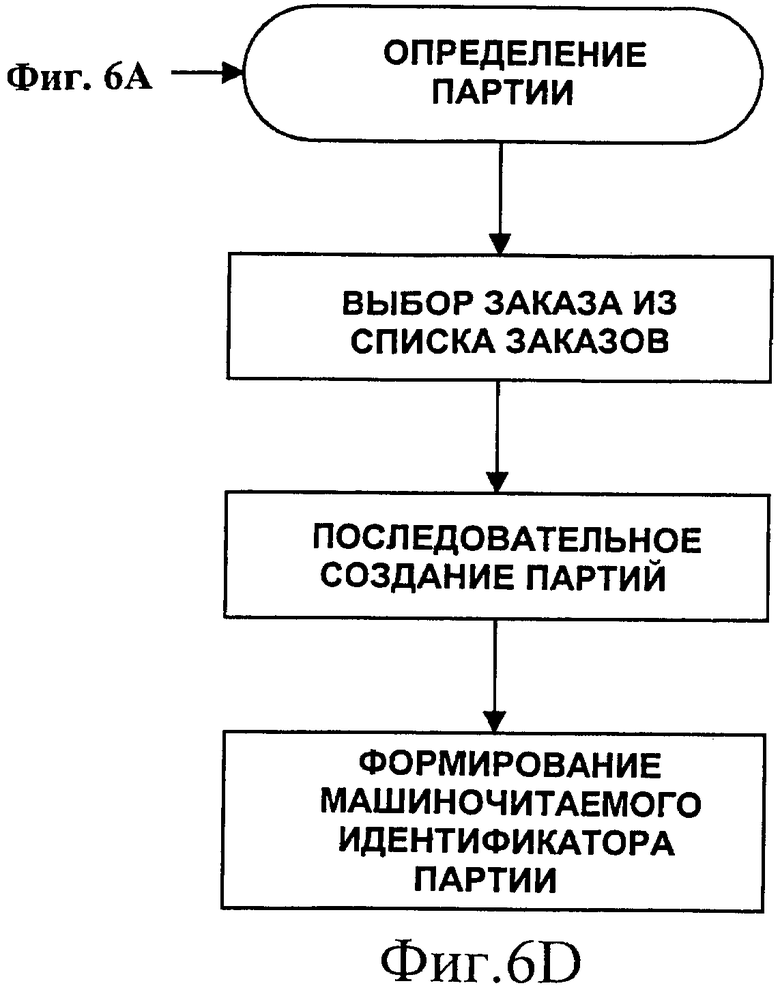
на фиг.6D показана последовательность операций, поясняющая процесс задания партии, в результате которого создаются производственные партии для выбранного заказа;
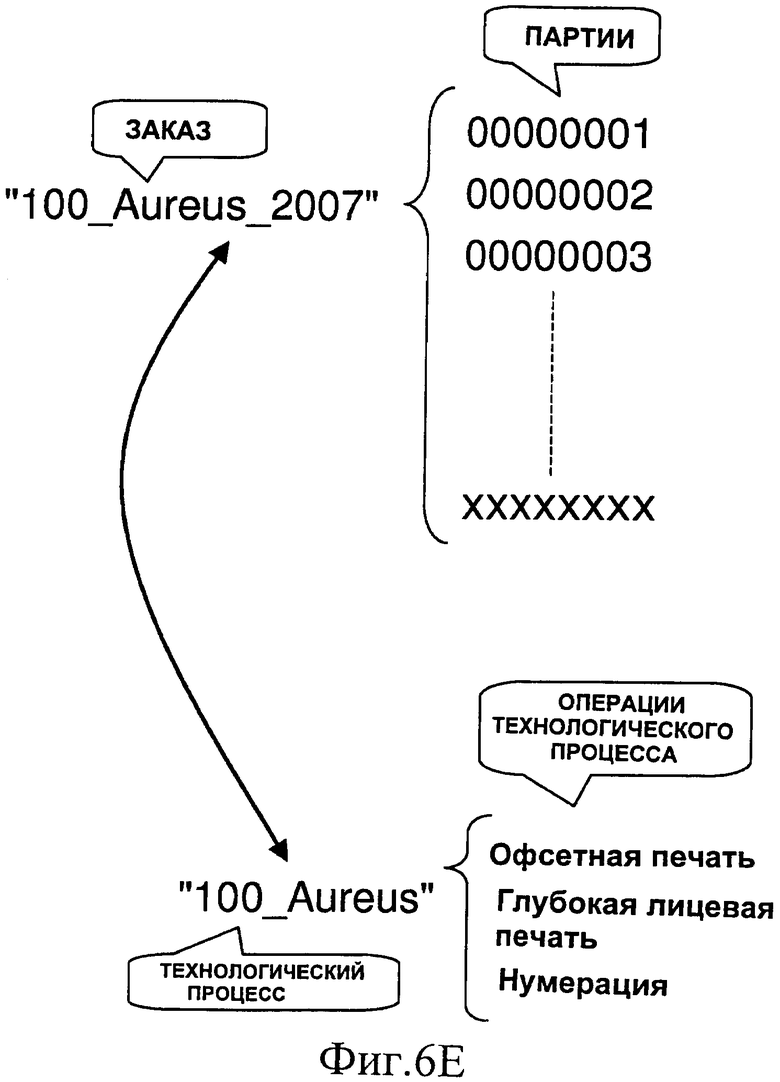
на фиг.6Е поясняются концепции "заказа", "партий", "технологического процесса" и "операций технологического процесса" в контексте приведенного для примера заказа и технологического процесса;
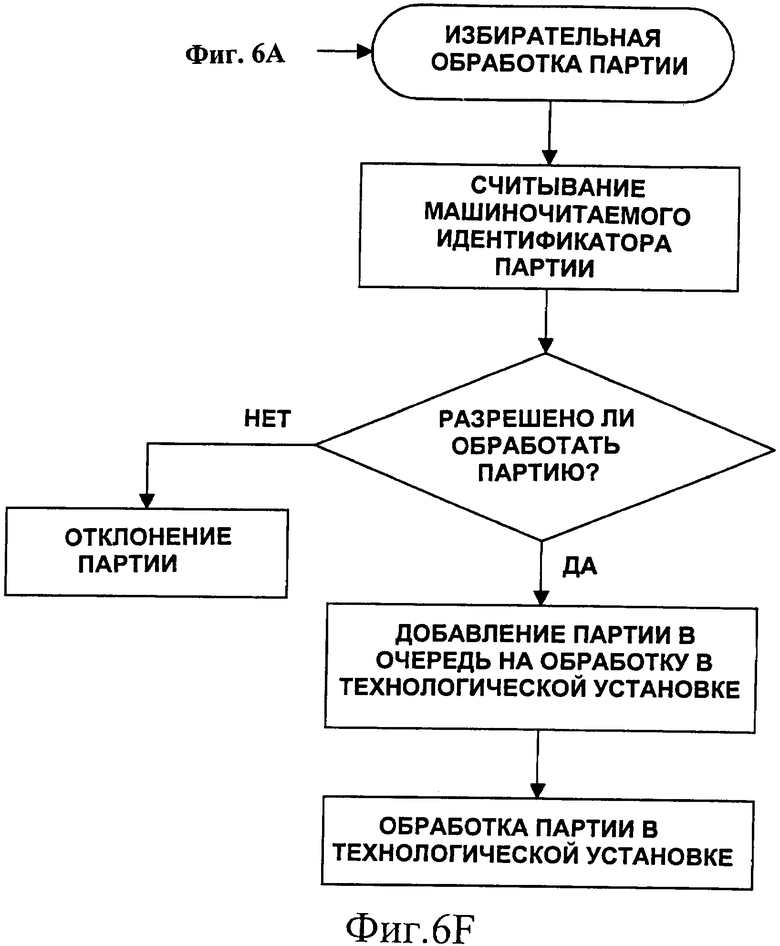
на фиг.6F показана последовательность операций, иллюстрирующая избирательную обработку партии на технологической установке;
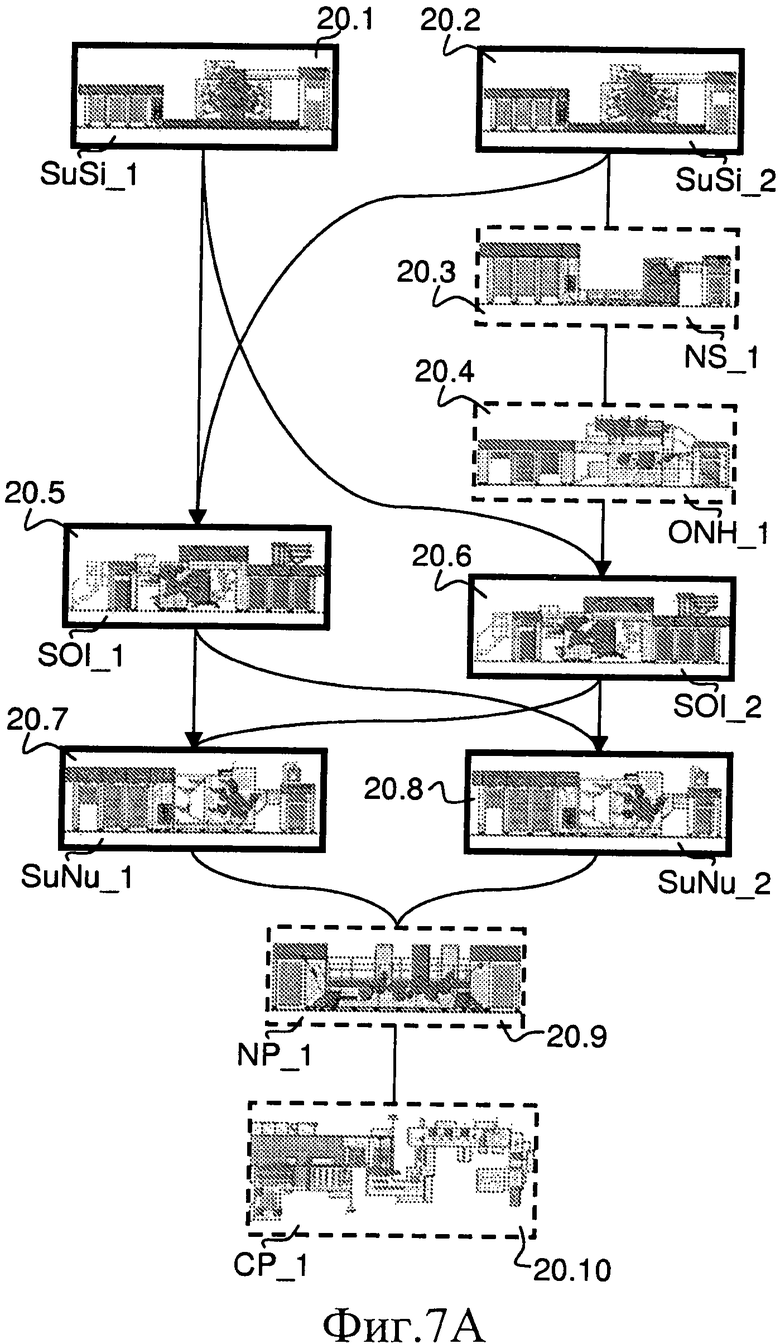
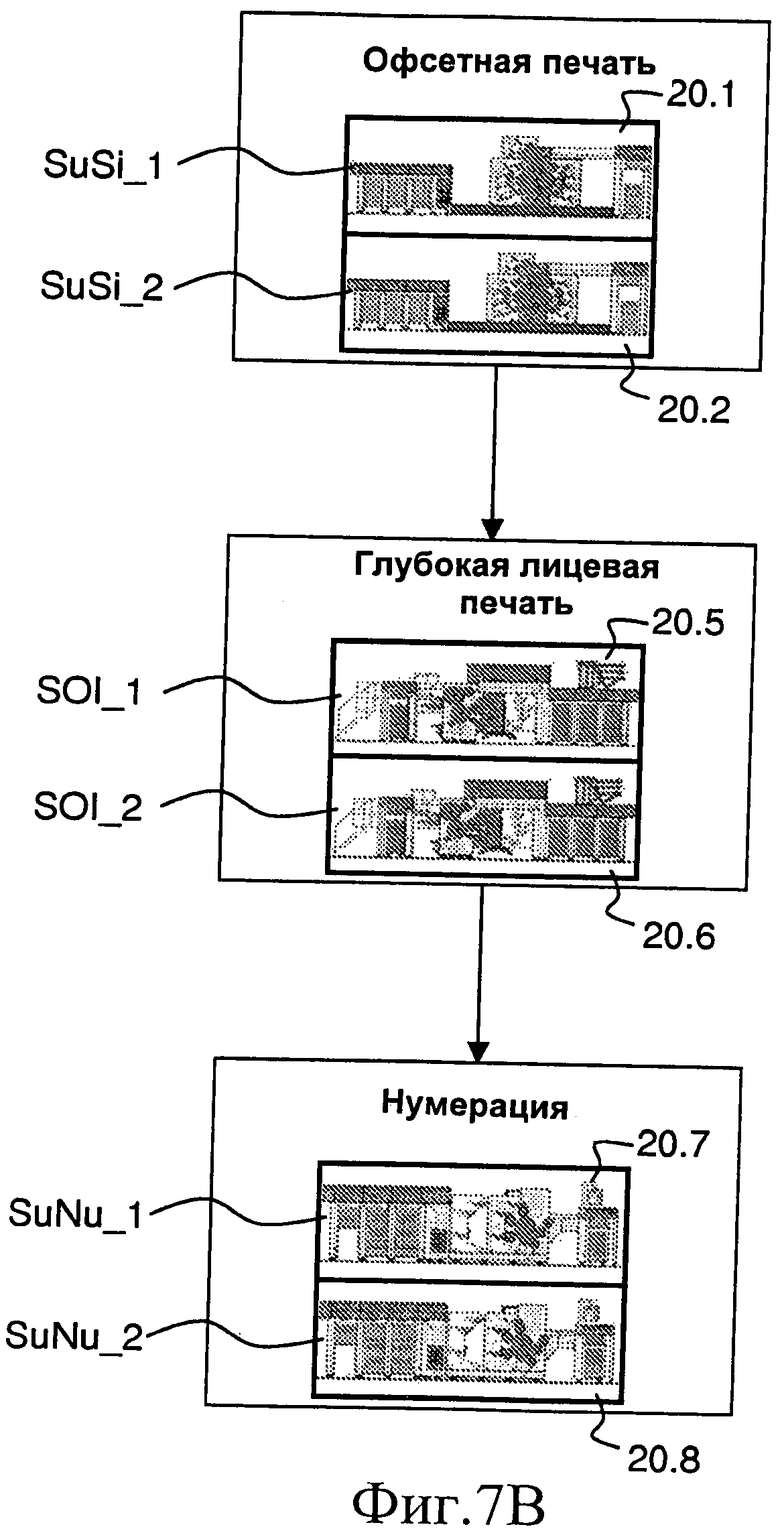
на фиг.7А и 7В схематично показано возможное осуществление технологического процесса, показанного на фиг.5, с использованием всех доступных производственных ресурсов, показанных на фиг.4;
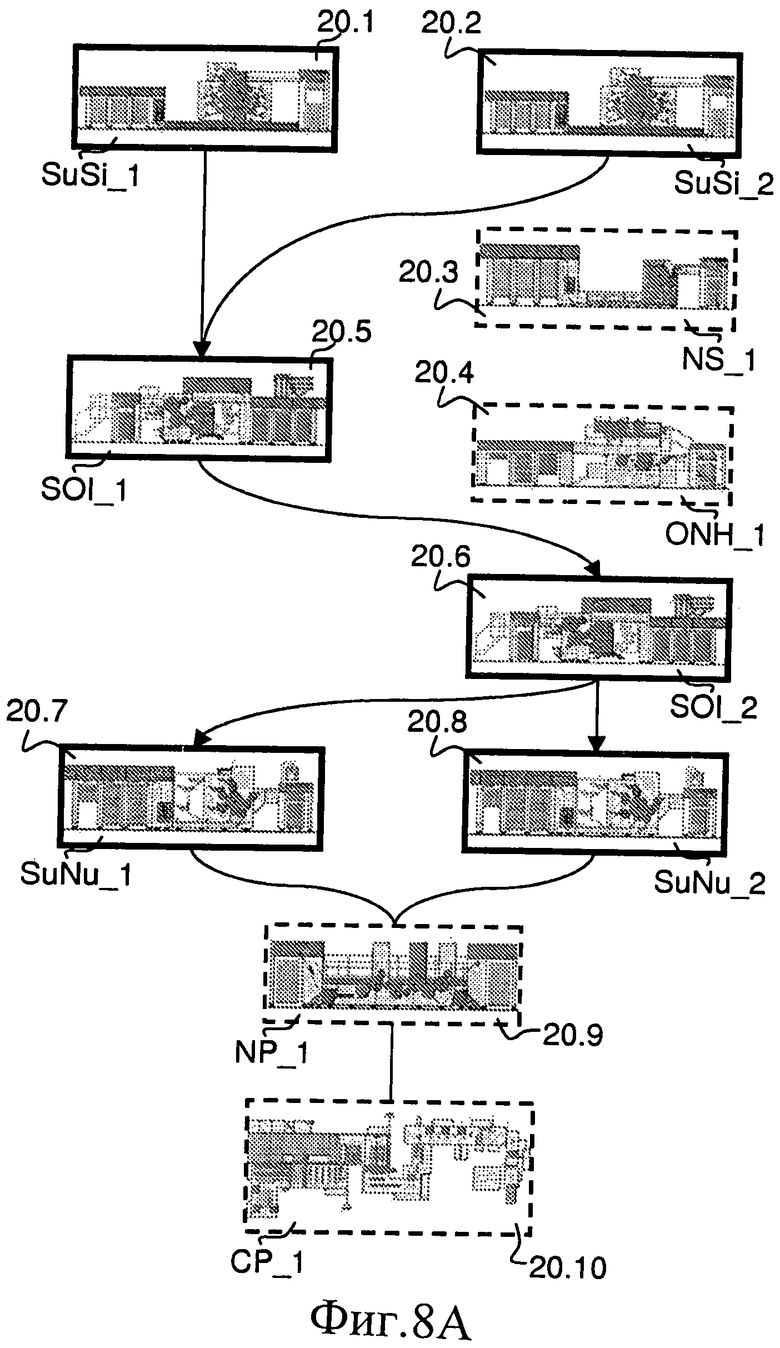
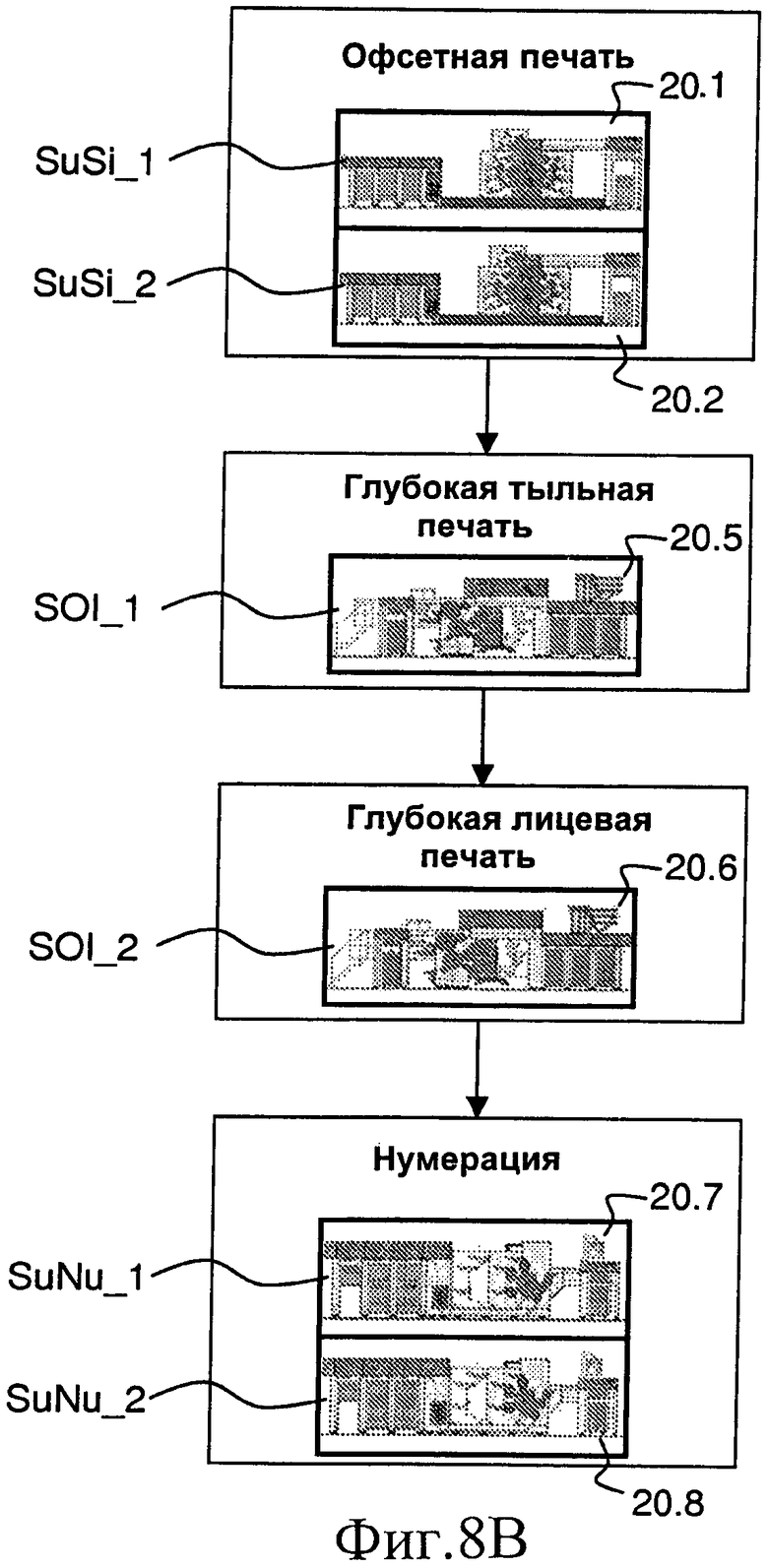
на фиг.8А и 8В схематично показано возможное осуществление другого приведенного для примера технологического процесса, включающего четыре последовательные операции технологического процесса, с использованием производственных ресурсов, показанных на фиг.4;
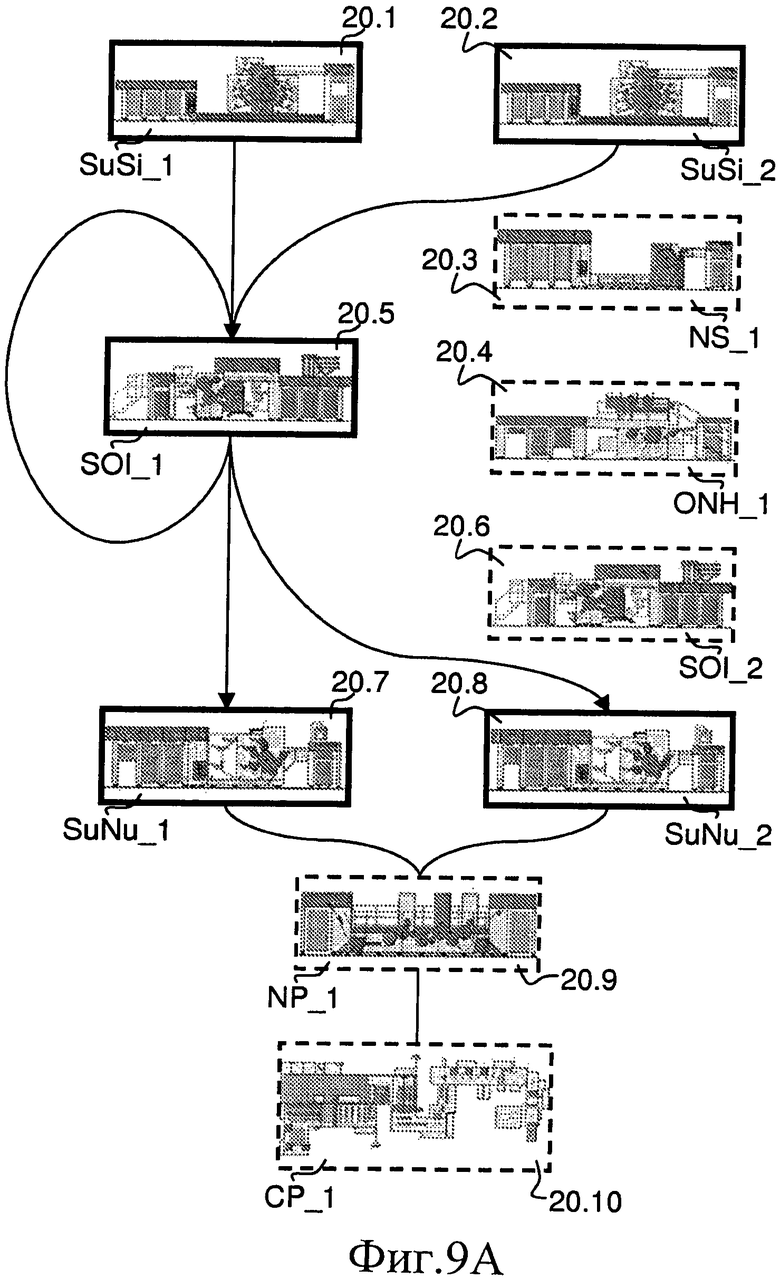
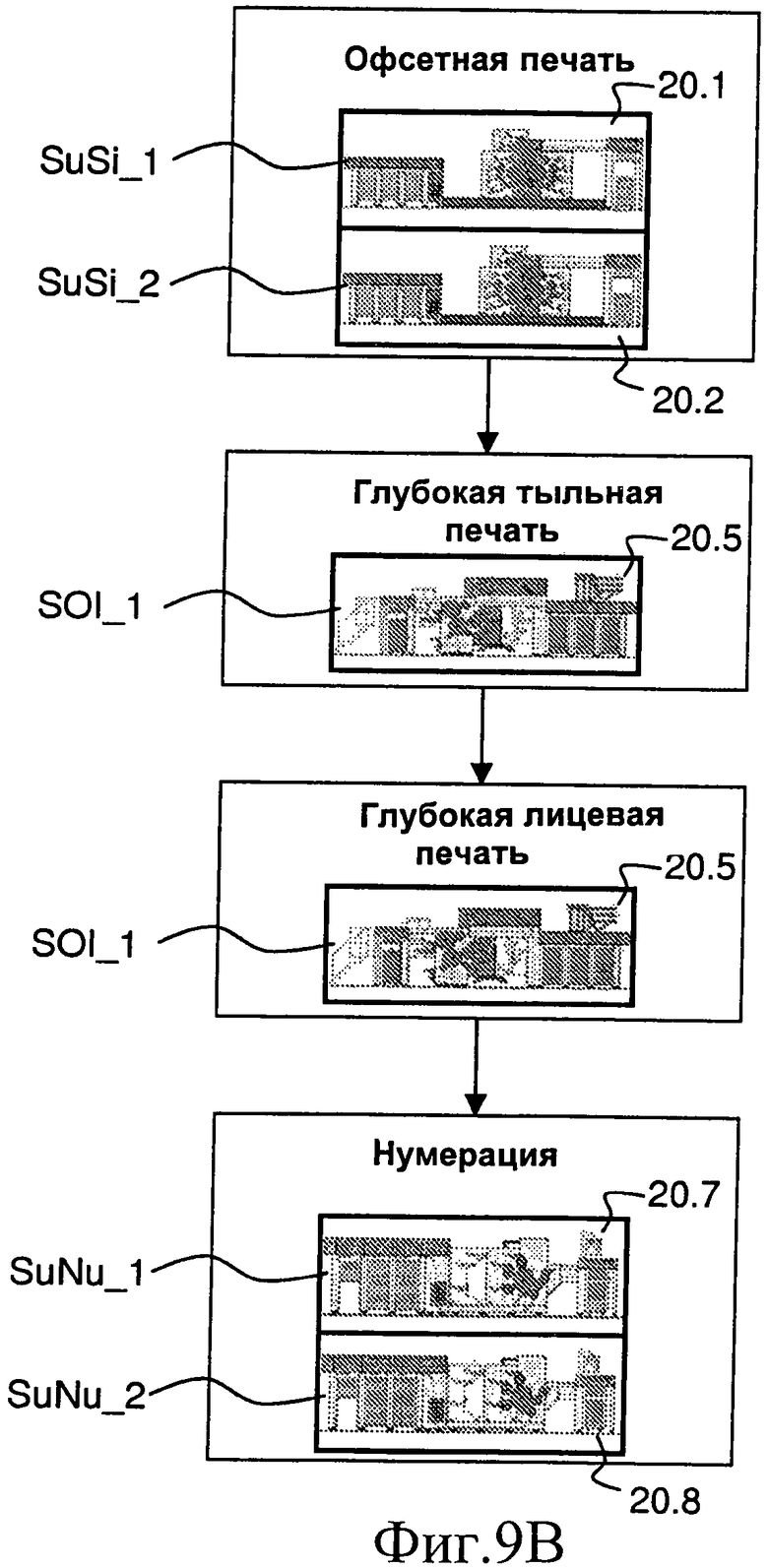
на фиг.9А и 9В схематично показано возможное осуществление такого же приведенного для примера технологического процесса, как и на фиг.8В, с использованием различных производственных ресурсов;
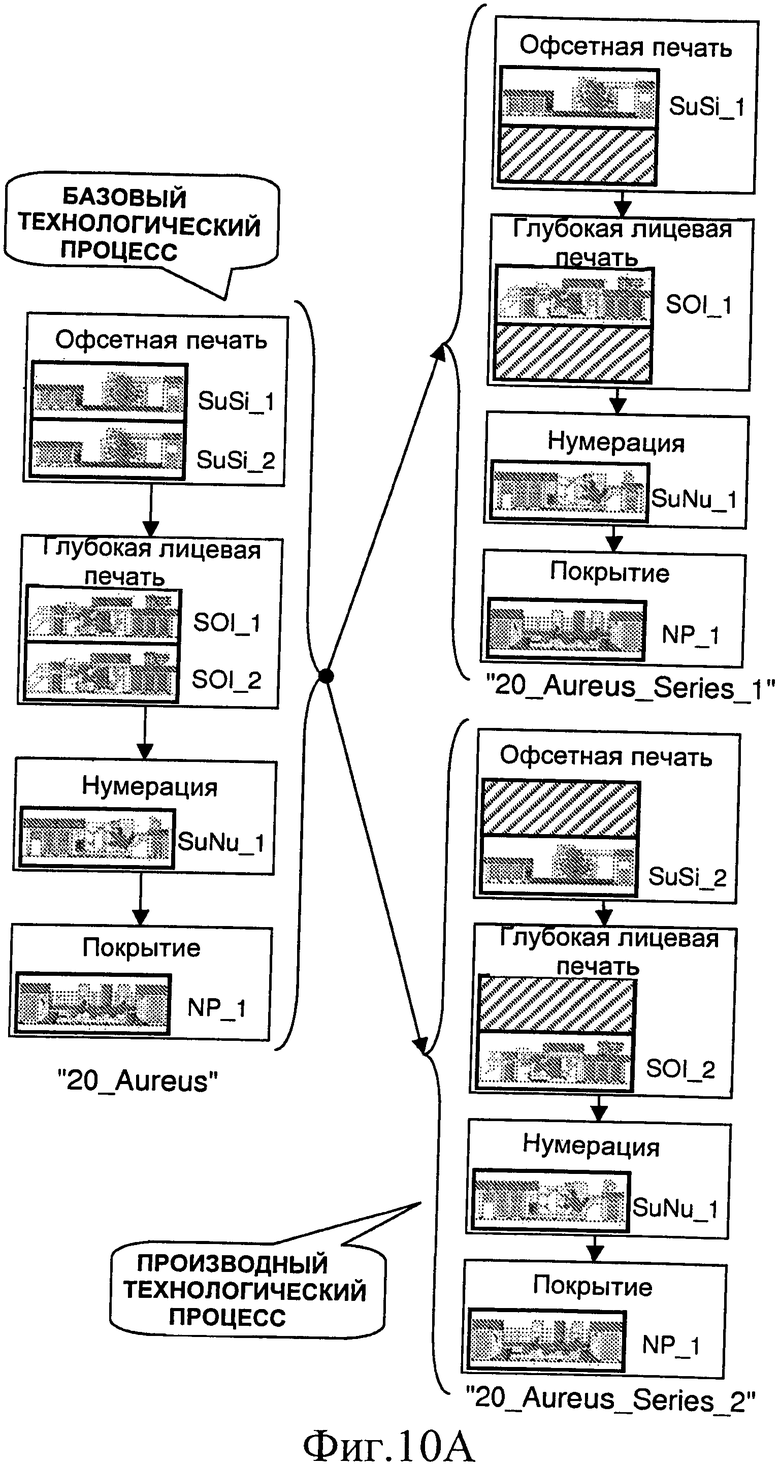
на фиг.10А иллюстрируется концепция "производных технологических процессов";
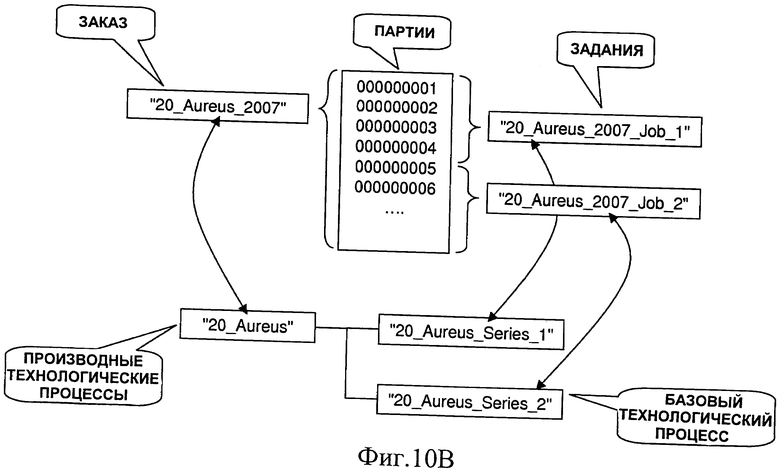
на фиг.10В иллюстрируются дополнительные концепции "заданий" в контексте того же самого приведенного для примера базового технологического процесса и производных технологических процессов, показанных на фиг.10А: и
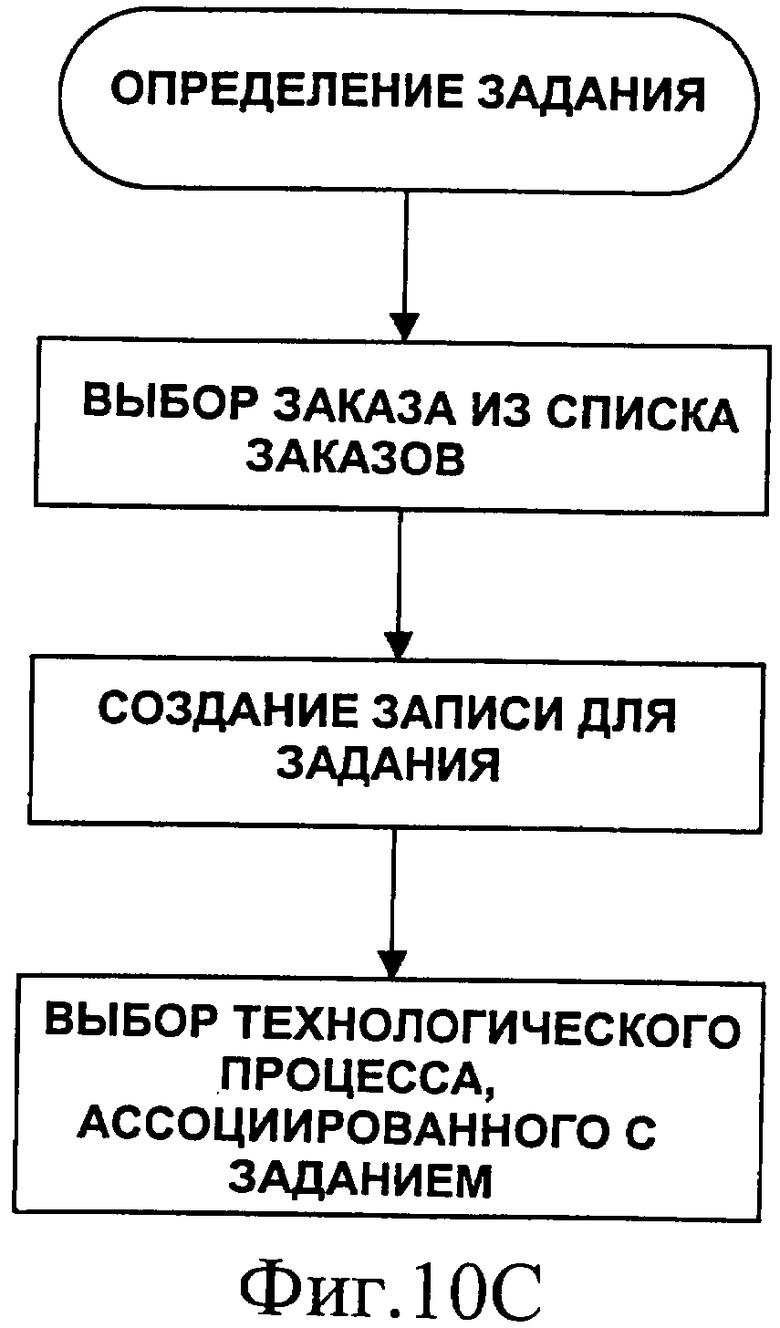
на фиг.10С показана последовательность операций, иллюстрирующая процесс формирования задания, в результате которого создаются отдельные производственные задания для того же самого заказа.
Подробное описание изобретения
Ниже настоящее изобретение описано в контексте производства банкнот с использованием оборудования для листовой печати и обработки. Однако следует понимать, что изобретение в равной степени применимо к производству других типов защищенных документов с использованием аналогичного оборудования, например к производству чеков, марок для оплаты пошлины, паспортов и аналогичных документов для установления личности или транспортных документов и т.д. Кроме того, настоящее изобретение в равной степени относится к производству вышеуказанных защищенных документов на машинах с рулонной подачей бумаги. В этом случае защищенные документы создаются не на отдельных последовательных листах, а на последовательных частях непрерывного полотна, которое в конечном счете разделяют на отдельные документы. Можно также предусмотреть комбинацию машин с рулонной подачей и листовых машин.
На фиг.1 схематично показана общая архитектура системы для выполнения настоящего изобретения, при этом система в целом обозначена позицией 1. Эта система основана на такой информации общефабричной сети, которая формируется и хранится в различных технологических установках в типографии. Система согласно настоящему изобретению собирает эту информацию и централизует ее, чтобы она была готова к использованию там, где в ней имеется потребность. Эта система предназначена не только для сбора информации и предоставления этой информации туда, где она требуется, но, что еще более важно, она обеспечивает эффективное и контролируемое производство защищенных документов, как поясняется ниже.
Более конкретно, система согласно настоящему изобретению включает центральную серверную станцию 10, связанную по сети 15 передачи данных с множеством локальных компьютерных станций (или информационных консолей), таких как станции 25.1-25.3 и 26.1-26.4 на фиг.1. Каждая из локальных компьютерных станций 25.1-25.3 функционально связана с соответствующей технологической установкой 20.1-20.3, где происходит обработка защищенных документов. Такие компьютерные станции 25.1-25.3 могут быть интегрированы в оборудование компьютерного интерфейса, обычно имеющегося в самых современных машинах, для контроля и управления их работой, или могут иметься специальные компьютерные станции, которые специально предназначены для обеспечения связи с машинами для печати и обработки и взаимной связи с сетью 15. На фиг.1 показаны только три технологические установки 20.1-20.3 и ассоциированные с ними локальные компьютерные станции 25.1-25.3. Очевидно, что такое количество дано просто для иллюстрации и не должно расцениваться как ограничивающее объем изобретения. Возможны дополнительные локальные компьютерные станции, такие как станции 26.1-26.4, которые необязательно соединены с какой-либо конкретной технологической установкой. Такие дополнительные станции 26.1-26.4 предназначены, например, для организации доступа к системе 1 ведущим специалистам типографии, включая, в частности, начальника производства, менеджера по контролю качества, руководителя службы безопасности и т.д.
Предпочтительно реализуются зависящие от пользователя права для предоставления избирательного доступа к функциональным возможностям системы тому персоналу, который в этом нуждается. Например, оператор, работающий на технологической установке, будет иметь право доступа только к функциональным возможностям системы, которые относятся конкретно к операциям по обработке партии на этой конкретной технологической установке (таким, как процедура приемки партии, описанная ниже). С другой стороны, персонал более высокого уровня, такой как начальник производства, имеет доступ к расширенным функциональным возможностям системы (таким, как формирование заказа, партий и технологических процессов, как поясняется ниже). Кроме того, вышеописанная система может с успехом осуществлять технологию навигации по веб-страницам, обеспечивая доступ к функциональным возможностям системы в каждой локальной компьютерной станции.
Как станет понятно из последующего описания, важный элемент способа производства согласно настоящему изобретению основан на том факте, что банкноты (или аналогичные защищенные документы) производятся и обрабатываются в различных технологических установках пачками, в дальнейшем называемыми "производственными партиями" или просто "партиями". Такие партии схематично показаны на фиг.1 и обозначены позициями 30, 30*, 30**, 30***. Каждая производственная партия обрабатывается в рамках соответствующей последовательности производства или "технологического процесса", который в основном зависит от фактических признаков, которые будут печататься на банкнотах или наноситься на них другим способом. Каждый раз, когда производственная партия обрабатывается в соответствующей технологической установке, ее статус в системе обновляется. В рамках настоящего изобретения следует понимать, что "партия" определяет пачку, содержащую множество листов (в случае листовой печати) или последовательные части полотна (в случае рулонной печати). Поэтому термин "партия" не следует относить к отдельному листу или отдельной части полотна.
Каждую партию можно идентифицировать и отслеживать в процессе производства благодаря соответствующему машиночитаемому идентификатору партии (обозначенному на фиг.1 позицией 35), который присваивают партии во время ее создания и который уникален для каждой партии. Такой машиночитаемый идентификатор партии может быть штриховым кодом или меткой радиочастотной идентификации (RFID, radio-frequency identification). Как будет понятно из последующего описания, машиночитаемые идентификаторы 35 партии используются, в частности, для выполнения процедуры принятия партии с целью проверки, разрешено ли обработать эту партию на любой выбранной технологической установке. Такую процедуру принятия партии проводят, в частности, для обеспечения правильной последовательности обработки каждой партии и для того, чтобы каждая партия была обработана на правильно настроенном обрабатывающем оборудовании. Следует уже здесь подчеркнуть, что никакая аналогичная процедура принятия партии не рассматривается ни в патенте US 4633395, ни в документе WO 02/083423 А1, где просто предусмотрено считывание в каждой технологической установке индивидуальных идентификаторов листа, имеющихся на каждом листе. Обеспечение машиночитаемого идентификатора партии на каждой партии, а не на каждом индивидуальном листе, как раскрыто в патенте US 4633395 и в документе WO 02/083423 А1, позволяет, кроме того, достигнуть значительного уменьшения количества данных, которые будут храниться и обрабатываться системой, что выгодно, поскольку для этого потребуется значительно меньший объем данных и меньший трафик данных по компьютерной сети по сравнению, например, с аналогичными параметрами в документе WO 02/083423 А1. Это же справедливо в отношении технических решений, рассмотренных в заявках US 2004/0193465 А1, US 2007/0041034 А1, US 2007/0113164 А1, которые не предусматривают процедуры принятия партии вообще.
Очевидно, что благодаря вышеуказанной архитектуре системы данные и информация могут быть собраны, просмотрены и проанализированы локально - в месте установки локальной машины - или дистанционно через сеть. В частности, система может предоставить для визуализации информацию о статусе каждой партии и ее продвижении любому уполномоченному пользователю, также могут быть предоставлены информативные отчеты, такие как отчеты о производственном выходе или качестве, прогнозах, оценке стоимости, выявлении проблемных участков и т.д.
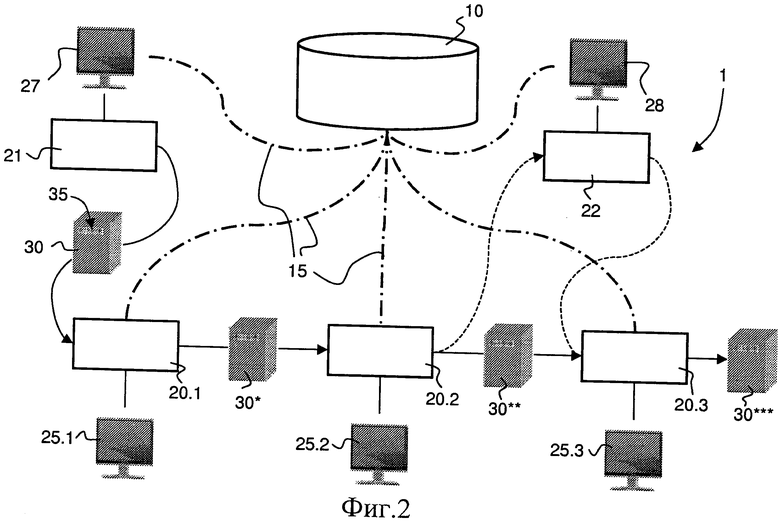
На фиг.2 показана небольшая вариация архитектуры системы, показанной на фиг.1. Позиции 10, 15, 20.1-20.3, 25.1-25.3, 30, 30*, 30**, 30*** и 35 определяют те же самые составные части, что и на фиг.1, и поэтому не будут описаны повторно. Локальные компьютерные станции 26.1-26.4 на фиг.2 отсутствуют, но они, конечно же, могут и присутствовать. На фиг.2 схематично показаны две дополнительные станции 21, 22 и ассоциированные с ними локальные компьютерные станции 27, 28 соответственно, которые также связаны с сетью 15 передачи данных. Такие дополнительные станции 21, 22 могут быть предназначены для формирования двух хранилищ по меньшей мере для временного хранения производственных партий. Более конкретно, хранилище 21 предназначено для хранения еще необработанных производственных партий чистой бумаги, в то время как хранилище 22 предназначено для хранения частично обработанных производственных партий. Например, хранилище 21 может содержать еще необработанные партии 30, и из него эти партии забирают до их обработки на первой технологической установке (в данном случае на установке 20.1). Аналогично, хранилище 22 может содержать частично обработанные партии, вышедшие из любых технологических установок. На фиг.2 штриховые линии, соединяющие установки 20.2, 20.3 и хранилище 22, схематично иллюстрируют, что партии 30**, выходящие из установки 20.2, могут временно храниться в хранилище 22 до того, как они попадут на следующую установку 20.3.
Хранилища - это обычные средства на большинстве заводов, печатающих денежные документы, они предназначены для обеспечения безопасного хранения производственных партий на различных стадиях производства. Такое хранение необходимо не только из очевидных соображений безопасности, но может быть обязательным и для обеспечения подходящего времени для сушки или выдержки между последовательными операциями печати или обработки (например, между двумя последовательными операциями глубокой печати). В рамках настоящего изобретения такие хранилища могут быть интегрированы в производственные системы путем создания подходящего интерфейса каждого такого хранилища с сетью 15. В этом отношении связь каждого хранилища с соответствующей локальной компьютерной станцией (такой, как станции 27, 28 на фиг.2) обеспечивает снабжение центрального сервера 10 необходимыми обновляемыми данными относительно хранения партий в хранилищах 21, 22. Хранилища 21, 22 можно также рассматривать как "технологические установки", в которых происходит специфическая "обработка" (то есть хранение партий). Соответственно, если это требуется, временное хранение партий в хранилище может быть определено как специфическая операция в технологическом процессе производства.
В примере на фиг.2 имеются два отдельных хранилища. Однако очевидно, что может иметься единственное хранилище или более двух хранилищ в зависимости от требований производства, организации и/или планирования.
В приведенных выше примерах дополнительно можно обеспечить взаимосвязь центральной серверной станции 10 с любой другой дополнительной системой, которая может понадобиться для проведения операций, связанных с производством, например операций по техническому обслуживанию, кадровому планированию и т.д. Такая дополнительная система может, в частности, включать систему планирования ресурсов предприятия (ERP system, enterprise resource planning system).
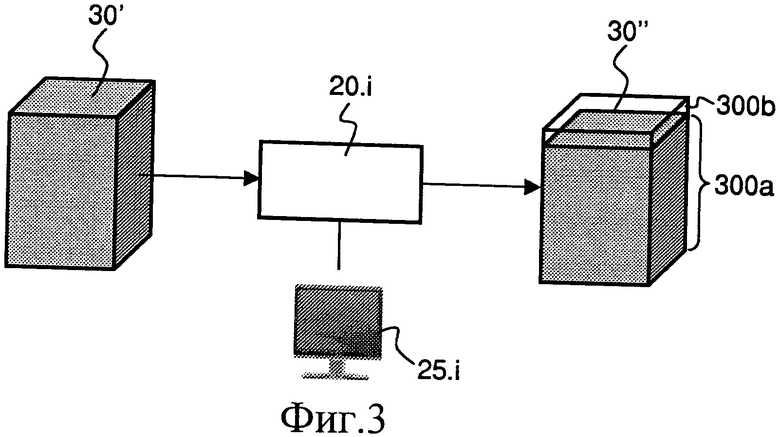
На фиг.3 схематично иллюстрируется обработка данной производственной партии 30' с превращением ее в обработанную партию 30” в выбранной технологической установке 20.i, связанной с ассоциированной локальной компьютерной станцией 25.i. В предпочтительном варианте осуществления настоящего изобретения защищенные документы (например, банкноты) печатают на листах, при этом каждый лист содержит множество защищенных документов, а каждая производственная партия содержит множество таких листов. На практике размер партии выбирают так, чтобы каждую партию можно было легко переместить и идентифицировать. Поэтому адекватный размер партии предпочтительно задают в начале процесса производства в диапазоне от 7500 до 10000 листов, при этом листы могут быть уложены на складской щит или поддон. В рассматриваемом примере партия объемом от 7500 до 10000 листов, уложенных один на другой, представляет собой стопку высотой порядка 1,5-1,8 м - с такой стопкой может работать оператор, использующий вилочный погрузчик. Кроме того, такой размер партии является типичным для обработки на большинстве машин для печатания денежных знаков. Однако в рамках настоящего изобретения нет никаких ограничений на размер партии.
В результате каждой производственной операции (одна такая операция схематично показана на фиг.3) данная производственная партия 30' превращается в партию 30”, которая разделена на хорошие листы 300а и непригодные листы 300b, при этом очевидно, что предпринимаются меры для снижения в максимально возможной степени количества непригодных листов 300b. Такие непригодные листы 300b изымают из нормального процесса производства и в последующих производственных операциях в качестве партии обрабатывают только хорошие листы. В некоторых случаях, если это предусмотрено, может происходить последующая обработка непригодных листов 300b. Это может происходить, например, в конце производственного процесса, когда большая часть операций печати и обработки уже выполнена и когда можно переработать непригодный лист в плохие банкноты и хорошие банкноты. Конечно же, количество непригодных листов 300b может быть равно нулю.
В предпочтительном варианте осуществления настоящего изобретения, когда партия обработана с получением хороших листов 300a и непригодных листов 300b, информацию о количестве хороших листов 300a и непригодных листов 300b передают в центральную серверную станцию для отчетности и контроля. Дополнительная информация может включать продолжительность обработки партии (то есть время, необходимое для обработки партии на технологической установке) и любую другую информацию, полезную для отчетности и контроля.
Предпочтительно, чтобы каждая партия обрабатывалась согласно правилу эстафетной передачи ответственности, в результате чего ответственность, связанная с партией, передается совместно с партией. Это, в частности, означает, что оператор, работающий на технологической установке, становится ответственным за данную партию, как только он принимает партию после процедуры принятия. В таком сценарии ответственность оператора заканчивается, когда партия передается следующей установке в производственной цепочке. Согласно одному из вариантов этого сценария ответственность за партию может быть передана аналогичным способом оператору, отвечающему за перемещение партии от одной установки до следующей.
Использование сценария эстафетной передачи ответственности позволяет системе четко определять статус партии. Могут быть предусмотрены два варианта этого сценария. Согласно первому варианту осуществления настоящего изобретения определено, что партия имеет два возможных статуса, а именно: (а) партия все еще должна быть перемещена в технологическую установку, и, соответственно, ответственность за нее не была передана никакому оператору технологической установки или (б) партия ожидает обработки (или находится в процессе обработки) на технологической установке, и ответственность за партию была передана оператору этой технологической установки. Согласно указанному первому варианту осуществления настоящего изобретения всю типографию можно рассматривать как "сейф", и партия может находиться в "сейфе" (то есть в типографии) или в технологической установке.
Согласно второму варианту осуществления настоящего изобретения партия при ее задании имеет дополнительный статус, определяющий, что партия находится в пути между технологическими установками и сейфом. Согласно этому второму варианту всю типографию больше не рассматривают как "сейф". Вместо этого специально определен по меньшей мере один сейф (или хранилище) в типографии (как схематично иллюстрируется хранилищами на фиг.2), из которого и в который перемещаются партии. В этом случае ответственность за партию передается оператору, перемещающему партию, когда партию извлекают из сейфа или извлекают из технологической установки, где партия только что была обработана.
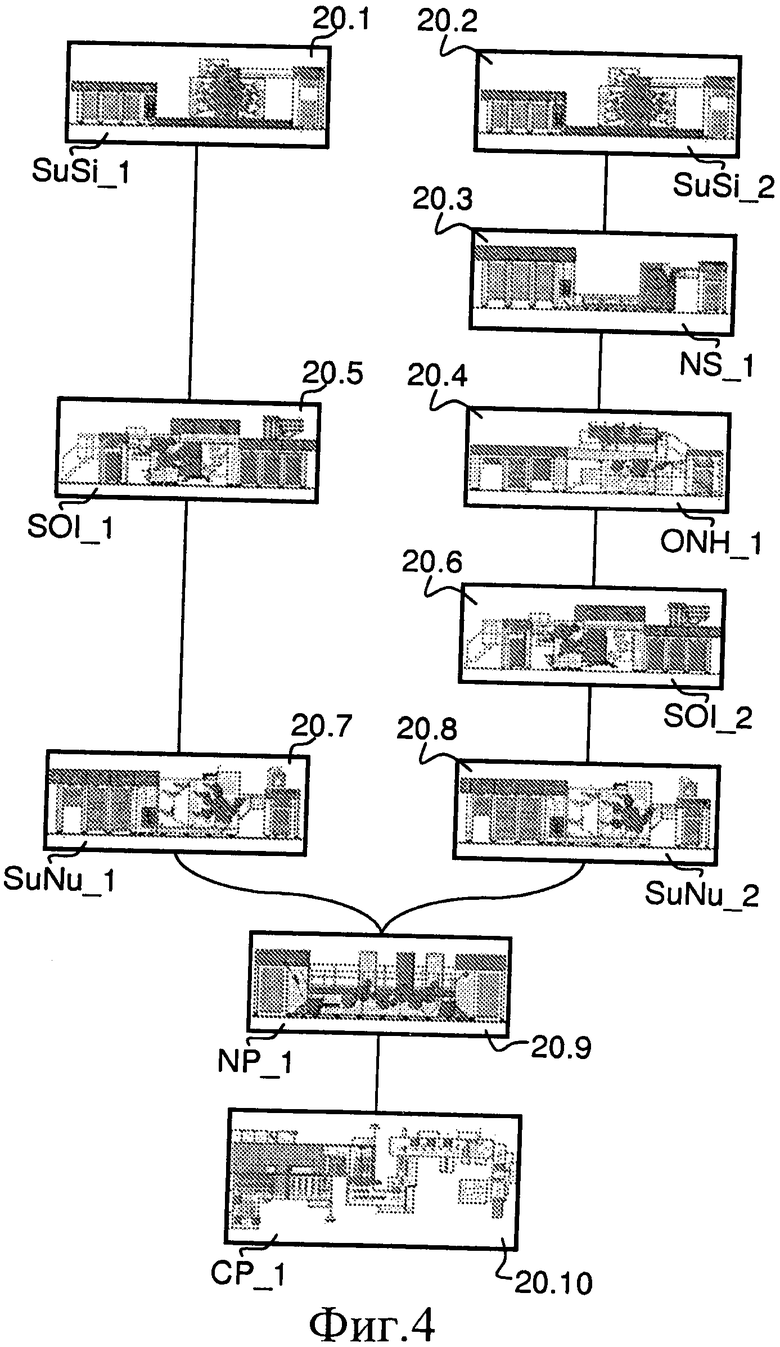
На фиг.4 в качестве примера схематично показан производственный объект, включающий множество отдельных технологических установок 20.1-20.10. Все эти установки 20.1-20.10 связаны с соответствующей локальной компьютерной станцией (на фиг.4 не показана), которая, как сказано выше, может быть интегрирована в оборудование компьютерного интерфейса в каждой технологической установке. Предпочтительно, чтобы каждой технологической установке был присвоен специальный идентификатор установки (например, "SuSi_1", "SuSi_2", "NS_1" и т.д.) и сетевой адрес в пределах системы, так чтобы она была адекватно идентифицирована в компьютерной сети системы. Кроме того, для каждой технологической установки предпочтительно определяют тип установки (например, офсетная печать, металлография и т.д.). Такой тип установки позволяет системе автоматически определить, для какой операции может использоваться соответствующая технологическая установка.
Например, установки 20.1, 20.2 являются установками офсетной печати и предназначены для одновременной двусторонней печати листов, как описано, в частности, в патенте СН 502987, заявке ЕР 0949069 А1 и заявках WO 2007/042919 A2, WO 2007/105059 А1 и WO 2007/105061 А1, принадлежащих настоящему заявителю. Такие прессы для офсетной печати продаются заявителем под названием Super Simultan®. Установки 20.1 и 20.2 ниже обозначены идентификаторами "SuSi_1" и "SuSi_2" установок.
Установка 20.3 является, например, установкой шелкотрафаретной печати и предназначена для печати на листах переливающихся рисунков и/или рисунков цветопеременными красками (OVI, optically-variable ink), как описано, в частности, в заявках ЕР 0723864 А1, WO 97/29912 A1, WO 97/34767 A1, WO 2004/096545 A2 и WO 2005/000585 A1, принадлежащих настоящему заявителю. Такие прессы для шелкотрафаретной печати продаются заявителем под названием Nota Screen®. Установка 20.3 ниже обозначена идентификатором "NS_1" установки.
Установка 20.4 является, например, прессом для горячего тиснения фольги и предназначена для нанесения горячим тиснением оптически переменных средств (OVD), таких как голографические участки, дифракционные элементы и т.п., как описано, в частности, в заявках ЕР 0965446 A1, WO 97/35721 A1, WO 97/35794 A1, WO 97/35795 A1, WO 97/35796 A1 и WO 2005/102733 A2, принадлежащих настоящему заявителю. Такие прессы для горячего тиснения фольги продаются заявителем под названием OptiNota H®. Установка 20.4 ниже обозначена идентификатором "ONH_1" установки.
Установки 20.5, 20.6 являются, например, прессами для глубокой печати и предназначены для односторонней глубокой печати листов, как описано, в частности, в заявках ЕР 0091709 A1, ЕР 0406157 A1, ЕР 0873866 A1, ЕР 1602483 A1 и WO 03/047862 A1, WO 2004/069538 A2, WO 2004/069539 A2, WO 2004/101282 A1, WO 2005/077656 A1, WO 2005/090088 A1, WO 2005/102728 A1, WO 2005/118294 A1 и WO 2007/060615 A1, принадлежащих настоящему заявителю. Такие прессы для глубокой печати продаются заявителем под названием Super Orlof Intaglio®. Установки 20.5 и 20.6 ниже обозначены идентификаторами "SOI_1" и "SOI_2" установок.
Установки 20.7, 20.8 являются, например, прессами для высокой печати и предназначены для выполнения нумерации листов, как описано, в частности, в заявках ЕР 0061795 A1, WO 03/099579 A1, WO 2005/008605 A1, WO 2005/008606 A1, WO 2005/123415 A1, WO 2006/129245 A2 и WO 2007/060624 A1, принадлежащих настоящему заявителю. Такие нумеровальные печатные прессы продаются заявителем под названием Super Numerota®. Установки 20.7 и 20.8 ниже обозначены идентификаторами "SuNu_1" и "SuNu_2" установок.
Установка 20.9 является, например, лакировочной машиной для нанесения защитного слоя на обе стороны листов. Такая лакировочная машина для нанесения слоев лака может использовать технологию флексографии и продается заявителем под названием Nota Protector®. Установка 20.9 ниже обозначена идентификатором "NP_1" установки. В то время как установка 20.9 показана расположенной после установки 20.7, 20.8 нанесения нумерации в направлении технологического процесса, очевидно, что в зависимости от требований производства нанесение лака может быть выполнено перед нанесением нумерации.
Наконец, установка 20.10, является, например, машиной для окончательной обработки и предназначена для разрезания листов на индивидуальные банкноты, связывания банкнот в пачки и упаковки пачек банкнот в пакеты пачек, как, в частности, описано в патентах US 3939621, US 4045944, US 4453707, US 4558557 и заявках ЕР 0656309 А1, ЕР 1607355 А1, принадлежащих настоящему заявителю. Самый последний пример такой машины для окончательной обработки описан также в заявке ЕР 06117273.0, озаглавленной "ПЕРЕРАБОТКА СТОПОК ЛИСТОВ ЦЕННЫХ БУМАГ В ПАЧКИ И ПАКЕТЫ ПАЧЕК" и поданной 14 июля 2006 г. от имени заявителя, - эта заявка опубликована как документ ЕР 1878679 А1. Такие машины для окончательной обработки продаются заявителем под названием CutPak®. Установка 20.10 обозначена идентификатором "СР_1" установки.
Как схематично показано на фиг.4, установки 20.1-20.8 могут быть физически организованы в две частично разделенные поточные линии, причем установки 20.1, 20.5 и 20.7 образуют первую из указанных поточных линий, а установки 20.2, 20.3, 20.4, 20.6 и 20.8 образуют вторую из указанных поточных линий. В этом примере обе поточные линии используют одну и ту же лакировочную установку 20.9 и установку 20.10 окончательной обработки.
Вышеописанная архитектура и организация предприятия даны просто для иллюстрации и в дальнейшем будут упоминаться только для пояснения. Очевидно, что фактическое местоположение соответствующих технологических установок также не несет большого смысла, поскольку любая из рассмотренных выше станций может быть частью конкретной производственной системы. Существенным в рамках настоящего изобретения является не фактическое местоположение каждой установки, а функция, которую должна выполнять каждая установка, а также доступные функциональные возможности и мощности каждой установки для выполнения заданной производственной операции. Кроме того, в контексте данного производственного заказа может эксплуатироваться только часть оборудования, показанного на фиг.4.
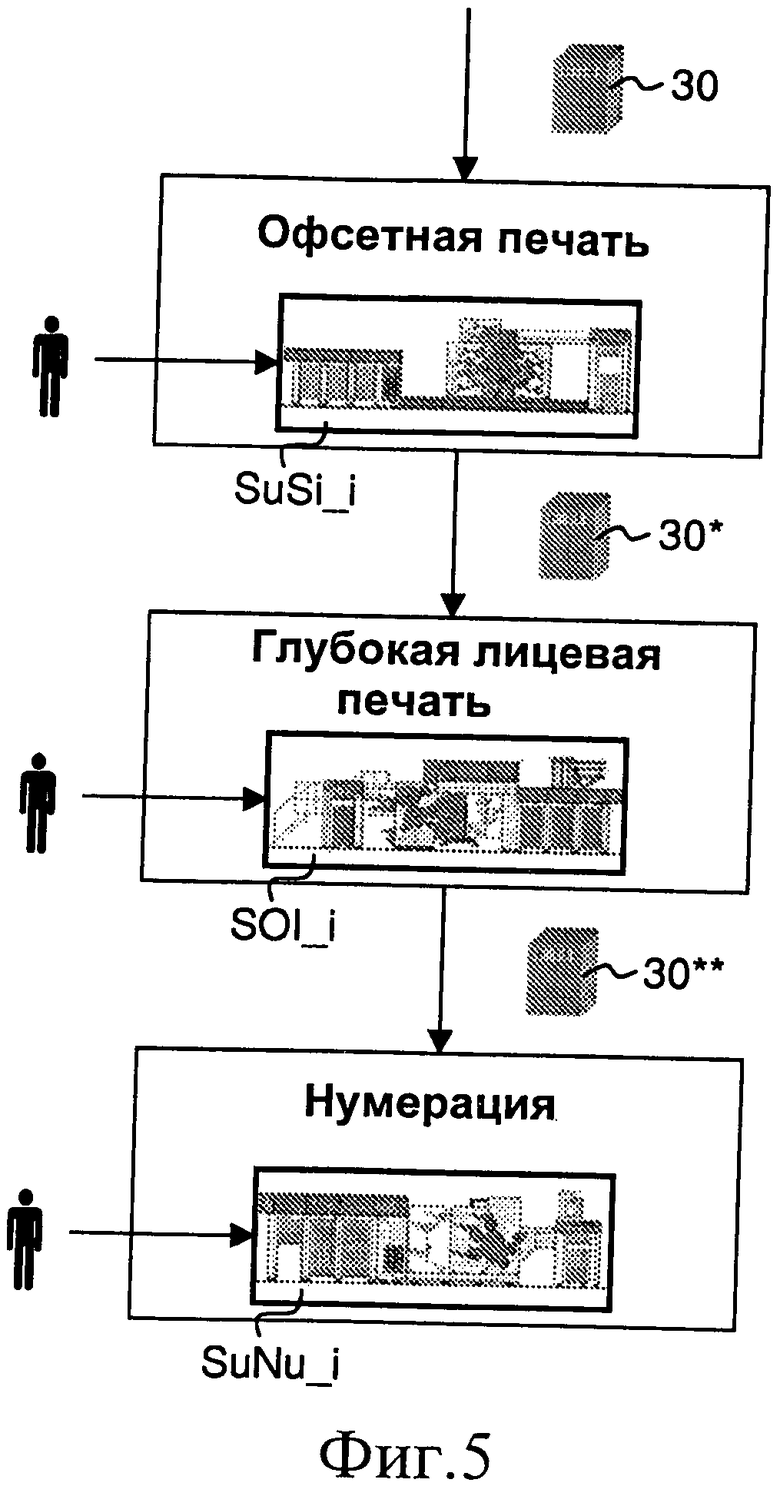
На фиг.5 показаны некоторые из элементов, входящих в производственный процесс согласно взятой для примера ситуации в технологическом процессе, когда партии 30, 30*, 30** подвергают трем последовательным производственным операциям (или "шагам технологического процесса"), а именно операции офсетной печати, при которой происходит печать на обеих сторонах листов методом офсетной печати, затем следует операция глубокой печати, при которой происходит печать методом глубокой печати на лицевой стороне листов, и операция нумерации, при которой происходит нумерация листов. Офсетная печать может быть выполнена по меньшей мере на одном подходящем прессе для офсетной печати, таком как установка 20.1 или 20.2 на фиг.4, в то время как глубокая печать может быть выполнена по меньшей мере на одном подходящем прессе для глубокой печати, таком как установка 20.5 или 20.6 на фиг.4. Аналогично, нумерация может быть выполнена по меньшей мере на одном подходящем нумеровальном печатном прессе, таком как установка 20.7 или 20.8 на фиг.4. Очевидно, что оператор-человек, а именно печатник, управляет каждой технологической установкой, принимающей участие в производстве, при этом он выполняет обработку партии в месте расположения машины.
На фиг.6А-6F иллюстрируется предпочтительный вариант способа производства согласно настоящему изобретению. На фиг.6А показана последовательность операций, резюмирующая общую концепцию настоящего изобретения, которая лежит в основе предлагаемого контролируемого процесса производства. Такой процесс производства включает в качестве предварительной операции, которая уже была описана при рассмотрении фиг.1 и 2, организацию сетевой связи технологических установок в типографии с локальными компьютерными станциями и центральной серверной станцией, при этом одна локальная компьютерная станция функционально связана с каждой технологической установкой. Как уже было сказано, каждая технологическая установка объявлена и идентифицирована в сети посредством своего идентификатора установки и сетевого адреса.
Во второй предварительной операции формируют по меньшей мере один производственный заказ (или просто "заказ"), который включает производство желаемого объема защищенных документов согласно определенной схеме производства (или "технологическому процессу"), причем этот производственный заказ подразделяется на множество производственных партий. В более общих терминах "заказ" может быть определен как количество продуктов (количественно определенных числом листов или защищенных документов), которое необходимо произвести, а "технологический процесс" может быть определен как последовательность обязательных операций обработки, которая должна быть выполнена для производства указанных продуктов. Другими словами, "заказ" использует "технологический процесс", чтобы указать, сколько и каких производственных операций (или "шагов технологического процесса") необходимо. Для любого количества различных заказов может использоваться тот же самый технологический процесс. Кроме того, очевидно, что полное количество продуктов, производимое для любого данного заказа, разделено на партии, которые являются уникальными частями этого заказа.
Более подробно эта вторая предварительная операция описана ниже со ссылкой на фиг.6В-6Е. Как схематично показано последовательностью операций на фиг.6В, формирование каждого производственного заказа предпочтительно выполняют следующим способом. Во-первых, в системе создают новую запись заказа, которую можно идентифицировать в системе соответствующим идентификатором заказа и описанием заказа. Затем определяют параметры заказа. Эти параметры заказа включают, в частности, желаемый объем защищенных документов, который требуется произвести и который предпочтительно выражен количеством листов. Эту величину устанавливают больше, чем необходимое количество хороших листов, которое необходимо изготовить, с учетом ожидаемых потерь. В дополнение к количеству листов, которые требуется изготовить, параметры заказа могут дополнительно включать определение максимального количества листов на партию, то есть максимального числа листов, которые могут присутствовать в любой партии в рамках этого заказа. Это значение (например, от 7500 до 10000 листов) используется как начальный размер партии, когда для этого заказа формируются партии. После решения этих задач необходимо связать с заказом соответствующий технологический процесс. Этот технологический процесс определяет фактическую последовательность обязательных производственных операций, которой должен следовать каждый заказ, или точнее - каждая партия, составляющая этот заказ, для создания защищенных документов с желаемыми свойствами.
Процедура задания технологического процесса кратко описана со ссылкой на фиг.6С, где представлена последовательность операций, охватывающая процедуру определения/создания технологического процесса. В первой операции в системе создают новую запись технологического процесса, которая аналогично может быть идентифицирована в системе соответствующим идентификатором технологического процесса и описанием технологического процесса. Затем можно определить параметры технологического процесса. Такие параметры могут включать, например, значение, представляющее относительную стоимость подложки, то есть значение, которое используется в качестве базиса для определения стоимости листа и ее изменения в процессе производства. Затем определяют операции технологического процесса, то есть последовательность обязательных производственных операций, которая должна быть выполнена. Для каждой из этих операций технологического процесса предпочтительно может иметься значение, представляющее относительную прибавочную стоимость, то есть значение, представляющее относительные затраты, добавляемые в результате каждой операции технологического процесса. Таким образом, можно обеспечить оценку изменения затрат в процессе производства, которая позволяет количественно определить экономическую эффективность производства. Очевидно, что относительная прибавочная стоимость может быть равна нулю и зависит от фактических операций, выполненных во время каждой операции, и используемых "материалов" (например, расходных, таких как типографские краски, фольга для тиснения и т.д.). Наконец, предварительно выбирают по меньшей мере одну технологическую установку для выполнения каждой из операций технологического процесса. Как станет очевидно из последующего описания, для выполнения данной операции технологического процесса может иметься более одной технологической установки. Эта операция предварительного выбора позволяет системе знать, какую из доступных технологических установок можно в принципе использовать в контексте данного заказа и технологического процесса.
На фиг.6D показана последовательность операций, иллюстрирующая процесс задания партий. В данном случае предполагается, что по меньшей мере один производственный заказ в системе уже был создан и определен. В первой операции желаемый заказ выбирают из списка ранее определенных заказов. Затем производственные партии создают последовательно и для каждой формируют машиночитаемый идентификатор партии, в результате чего создают партию. Очевидно, что каждая созданная партия является уникальной частью выбранного заказа. Как уже сказано выше при рассмотрении фиг.6В, начальный размер партии по умолчанию предпочтительно определен в параметрах заказа, и этот размер партии используется при формировании партии.
Как сказано выше, машиночитаемый идентификатор партии может быть штриховым кодом, который может быть напечатан вместе с дополнительной информацией (такой, как информация о заказе, технологическом процессе и операциях технологического процесса и/или о состоянии обработки этой партии) по меньшей мере на одной напечатанной этикетке или листе, который хранится вместе с этой партией. С целью избыточности и безопасности такая этикетка или лист могут быть напечатаны в нескольких копиях и прикреплены или помещены в различных местах в данной партии. Например, по меньшей мере одна липкая этикетка со штриховым кодом может быть прикреплена в удобном месте в ассоциированной с ней партии (например, на поддоне, на котором перемещается партия, или на части контейнера, в котором находится партия), в то время как лист, на котором нанесен тот же самый штриховой код и дополнительная информация, может находиться в месте, легко доступном для оператора. Может использоваться любая другая подходящая технология машиночитаемой идентификации, например нанесение радиометок (RFID).
На фиг.6Е иллюстрируются вышеуказанные концепции "заказа", "партии", "технологического процесса" и "шагов технологического процесса" в контексте примеров заказа и конкретного технологического процесса. Как уже сказано, "заказ" задают как количество продуктов (количество листов или защищенных документов), которое необходимо изготовить. На фиг.6Е такой заказ с иллюстративными целями определен и идентифицирован идентификатором заказа "100_Aureus_2007". Этот заказ разделен на множество партий, каждая из которых снабжена соответствующим машиночитаемым идентификатором партии (например, "00000001", "00000002", "00000003" и т.д.). Все эти партии представляют собой уникальные части заказа "100_Aureus_2007".
То, как должны быть изготовлены заказ и соответствующие ему партии, определено ассоциированным технологическим процессом. На фиг.6Е этот технологический процесс идентифицирован идентификатором "100_Aureus" технологического процесса и определен как состоящий из тех же самых трех последовательных обязательных операций технологического процесса обработки, которые показаны в общем виде на фиг.5, а именно операций, обозначенных "Офсетная печать", "Глубокая лицевая печать" и "Нумерация". В этом примере должно быть понятно, что заданный технологический процесс "100_Aureus" включает три последовательные производственные операции, при которых листы сначала подвергаются офсетной печати с обеих сторон, затем производится глубокая печать с лицевой стороны и, наконец, листы нумеруются. Этот пример технологического процесса, конечно же, является просто иллюстрацией и может включать, в частности, более трех операций.
Дальнейшее усовершенствование процесса определения заказа может в качестве опции включать определение так называемых "производных технологических процессов" и "заданий", как рассмотрено ниже при описании фиг.10А-10С. Теперь возвратимся к фиг.6А для описания оставшихся операций процесса производства. Как только заказ и ассоциированные с ним партии (включая соответствующий технологический процесс (процессы)) определены, как рассмотрено выше, алгоритм переходит к третьей предварительной операции, на которой назначают технологические установки, необходимые для обработки заказа (эта третья предварительная операция может быть названа "назначением установки"). Эта операция требуется для того, чтобы система знала, какая из станций среди установленной базы из технологических установок сконфигурирована для участия в данном заказе и технологическом процессе и будет использована для выполнения обработки заказа. Эту операцию выполняют, как только установка настроена для производства: ответственное лицо информирует систему, что установка подготовлена для печати или обработки. Как только этот процесс завершен, система может определить, какие партии подходят для данной технологической установки, а какие нет. Понятно, что эту операцию назначения нужно отличать от операции предварительного выбора на фиг.6С, в которой установки были заранее предварительно выбраны для каждого шага технологического процесса в качестве потенциальных технологических установок. Во время такого предварительного выбора соответствующие технологические установки необязательно настроены и сконфигурированы для выполнения заданного заказа (например, эти установки могут быть все еще сконфигурированы для обработки другого заказа).
Назначение установки может быть выполнено по-разному. Первая возможность может состоять в назначении технологической установки выбранному заказу. Таким образом, установка примет только партии, заданные именно для этого выбранного заказа. Другая возможность может состоять в назначении технологической установки выбранному технологическому процессу в рамках заказа. Таким образом, в предположении, что для данного заказа определено более одного технологического процесса, установка примет только партии, определенные для обработки согласно выбранному технологическому процессу. Третья возможность может состоять в назначении технологической установки выбранному заданию в рамках заказа. Таким образом, установка примет только партии, заданные для этого конкретного выбранного задания, и не примет партии, заданные для других заданий в рамках того же самого заказа.
В процессе назначения установки назначают по меньшей мере одну технологическую установку для выполнения соответствующей операции технологического процесса. Возможны различные назначения установки в зависимости от фактической установленной базы оборудования для обработки и фактической конфигурации такого оборудования. Рассмотрим для иллюстрации пример организации типографии, которая показана на фиг.4. Для выполнения первой операции офсетной печати в технологическом процессе "100_Aureus" на фиг.6Е можно использовать любой из двух прессов SuSi_1, SuSi_2 для офсетной печати, показанных на фиг.4 (то есть станций 20.1, 20.2). Аналогично, для выполнения второй и третьей операций соответственно в технологическом процессе "100_Aureus", показанном на фиг.6Е, может использоваться любой из двух прессов глубокой печати SOI_1, SOI_2 (то есть станций 20.5, 20.6) и двух нумеровальных прессов SuNu_1, SuNu_2 (то есть станций 20.7, 20.8), показанных на фиг.4. Такие установки можно предварительно выбрать во время задания технологического процесса (последняя операция на фиг.6С) и формально назначить для участия в заказе (предпоследняя операция на фиг.6А), как только они будут сконфигурированы соответствующим образом. В контексте этого предпочтительного варианта осуществления настоящего изобретения очевидно, что технологической установке можно назначить выполнение данной операции технологического процесса только в том случае, если она ранее была предварительно выбрана для выполнения такого шага технологического процесса во время процесса задания технологического процесса.
Как только вышеуказанные предварительные операции выполнены, каждая созданная производственная партия может быть избирательно обработана в соответствующих технологических установках в зависимости от определенного технологического процесса производства в рамках соответствующего производственного заказа, к которому относится партия. До обработки в выбранной технологической установке из доступных технологических установок каждая производственная партия сначала подвергается процедуре принятия партии на основе своего машиночитаемого идентификатора партии. Такая процедура принятия партии гарантирует, что должная партия обрабатывается в должном месте и в должное время в процессе производства. Каждый раз после обработки производственной партии и изменения ее производственного состояния статус партии в системе обновляют, в результате чего система может отследить статус каждой производственной партии, заданной в системе.
На фиг.6F показана последовательность операций, иллюстрирующая выполнение избирательной обработки партии согласно предпочтительному варианту осуществления настоящего изобретения. В первой операции происходит считывание машиночитаемого идентификатора партии для данной производственной партии в выбранной технологической установке, где предполагается обработать производственную партию. При условии что имеется адекватная технология маркировки, такое считывание может быть выполнено, например, в местоположении выбранной технологической установки с использованием ручного сканирующего устройства, например оптического считывателя штрихового кода или считывателя радиометки. Используя локальную компьютерную станцию, с которой связано указанное ручное сканирующее устройство, проверяют, с одной стороны, назначена ли (и соответственно сконфигурирована ли) выбранная технологическая установка для выполнения обработки этой партии, а с другой стороны, таково ли производственное состояние партии, что эта партия действительно может быть обработана в выбранной технологической установке. Если нет, то обработку партии отменяют. Если да, то партию ставят в очередь на обработку на этой технологической установке. Затем партии, стоящие в очереди, поочередно обрабатывают на технологической установке под управлением оператора, который управляет данным оборудованием. Каждый раз при изменении статуса партии производственный статус каждой производственной партии в системе обновляют.
Предпочтительно, чтобы система могла записать историю обработки каждой партии, то есть историю последовательности операций обработки, которую прошла каждая партия. Такая история обработки партии отражает структуру технологического процесса, которому должна следовать партия. Таким образом система может оперативно определить и вычислить статус каждой партии. Альтернативно можно предусмотреть передачу в центральную серверную станцию специфических дескрипторов статуса партии из любой данной технологической установки каждый раз при изменении состояния партии.
Как только данная партия прошла процедуру принятия партии, идентификатор установки, в которой данная партия стояла в очереди на обработку, предпочтительно может быть передан в центральную серверную станцию. Если требуется, то идентификацию оператора, которому была передана ответственность за партию, можно выявить по данным регистрации пользователя в соответствующем идентификаторе установки. Таким образом, система может выявить, в каком месте партия ожидает обработки и должна быть обработана, а также кому была передана ответственность за партию.
Как только данная партия полностью обработана в данной технологической установке, информацию о выполнении соответствующей производственной операции посылают в систему. Такая информация предпочтительно включает количество хороших листов и количество непригодных листов, а также время, затраченное на обработку партии, и/или любую другую информацию, запрошенную для отчетности и контроля.
Вышеуказанные данные предпочтительно собирают в каждом месте обработки и, если связь с центральной серверной станцией отсутствует, хранят на месте. Данные могут быть переданы в центральную серверную станцию, когда с ней установлена связь.
На фиг.7А и 7В показан пример, в котором происходит выполнение технологического процесса "100_Aureus", показанного на фиг.6Е, с использованием всех доступных ресурсов, изображенных на фиг.4, для выполнения заданных операций технологического процесса, то есть "офсетной печати", "глубокой лицевой печати" и "нумерации". В этом случае, как схематично показано на фиг.7В, две технологические установки предварительно выбраны и назначены для выполнения каждого шага технологического процесса. Как показано на фиг.7А, поэтому партии могут следовать различными маршрутами (или физическими путями) через назначенные установки, то есть установки 20.1, 20.2, 20.5, 20.6, 20.7 и 20.8.
На фиг.8А, 8В и 9А, 9В показан другой пример технологического процесса, при этом фактический технологический процесс включает четыре последовательные операции обработки, то есть (i) операцию офсетной печати, при которой происходит двусторонняя офсетная печать листов, (ii) первая операция глубокой печати, при которой происходит односторонняя глубокая печать на тыльной стороне листов, (iii) вторая операция глубокой печати, при которой происходит односторонняя глубокая печать на лицевой стороне листов, и (iv) операция нумерации, при которой происходит нумерация листов. В примере на фиг.8А, 8В вновь оба пресса 20.1, 20.2 для офсетной печати, а также оба нумеровальных пресса 20.7, 20.8 назначены для выполнения операции офсетной печати и операции нумерации соответственно. Один пресс глубокой печати, а именно пресс 20.5, назначен исключительно для выполнения первой операции глубокой печати (то есть операции "глубокой тыльной печати"), в то время как другой пресс глубокой печати, а именно пресс 20.6, назначен исключительно для выполнения второй операции глубокой печати (то есть операции "глубокой лицевой печати"). Возможные физические маршруты через соответствующие установки показаны на фиг.8А, при этом для выполнения операций глубокой печати в данном случае имеется только один возможный маршрут.
На фиг.9А, 9В показан аналогичный технологический процесс, но при другом назначении установок. В этом другом примере одному из двух прессов глубокой печати, а именно прессу 20.6, не назначено выполнение никакой операции технологического процесса (установка 20.6 может заниматься обработкой другого заказа). Оставшемуся прессу глубокой печати, а именно прессу 20.5, в этом случае назначено выполнение двух последовательных операций, а именно "глубокой тыльной печати" и "глубокой лицевой печати". Для этого, очевидно, требуется изменение настроек пресса 20.5 между двумя последовательными операциями глубокой печати, а следовательно - специфическая хронологическая маршрутизация партий, то есть установка 20.5 должна сначала быть сконфигурирована для выполнения операции "глубокой тыльной печати", а затем повторно сконфигурирована для выполнения операции "глубокой лицевой печати". Во время такого изменения установок партии обычно хранятся в соответствующем хранилище или сейфе, как уже сказано выше при рассмотрении фиг.2. Хотя такая промежуточная операция хранения явно не задана в технологическом процессе на фиг.9В, при необходимости ее можно ввести, вставляя дополнительную операцию технологического процесса между операциями "глубокой тыльной печати" и "глубокой лицевой печати". То же самое может быть сделано в контексте технологического процесса на фиг.8В, то есть можно ввести промежуточную операцию временного хранения партий между двумя последовательными операциями глубокой печати. При необходимости можно даже предусмотреть промежуточное хранение партий в хранилищах в качестве стандартной и систематической меры перед каждой операцией технологического процесса, при этом такие промежуточные операции могут быть (а могут и не быть) специально заданы в технологическом процессе производства.
На фиг.10А иллюстрируется концепция "производного технологического процесса", который предпочтительно может быть осуществлен в качестве дополнительной опции. Иногда, чтобы заставить партии следовать определенным путем через технологические установки, желательно использовать вариацию технологического процесса (названную "производным технологическим процессом"). В примере на фиг.10А показан базовый технологический процесс с гипотетическим названием "20_Aureus" и два производных технологических процесса, определяемых идентификаторами "20_Aureus_Series_1" и "20_Aureus_Series_2" технологического процесса. В этом примере партии могут быть обработаны в любой из двух "SuSi_1", "SuSi_2" станций офсетной печати, но после того, как партия была обработана в одной из этих станций, она может быть обработана далее только в установках, определенных в соответствующих производных технологических процессах. Например, если партия проходит через установку "SuSi_1"- она может быть далее обработана только установкой "SOI_1". а затем "SuNu_1" и "NP_1". И наоборот, если партия проходит через установку "SuSi_2", она может быть далее обработана только установкой "SOI_2" и затем "SuNu_1" и "NP_1".
Преимущество вышеуказанного усовершенствования станет очевидным из последующего описания. Предположим для примера, что необходимо изготовить две серии банкнот одинакового наименования, но эти две серии имеют некоторые явные отличия, например немного различные офсетные рисунки, рисунки глубокой печати и нумерацию. Как показано на фиг.10В, может быть задан общий заказ для обеих серий, причем этот заказ идентифицирован идентификатором "20_Aureus_2007", этот заказ разделяется на несколько партий по мере необходимости. С этим заказом "20_Aureus_2007" связан соответствующий базовый технологический процесс, идентифицированный идентификатором "20_Aureus". Для иллюстрации предполагается, что этот базовый технологический процесс совпадает с показанным на фиг.10А, в котором в качестве потенциальных задействованных установок выбраны установки "SuSi_1", "SuSi_2", "SOI_1", "SOI_2", "SuNu_1" и "NP_1 (то есть установки 20.1, 20.2, 20.5, 20.6, 20.7 и 20.9 на фиг.4). В этом примере очевидно, что установки "SuSi_1" и "SuSi_2" были предварительно выбраны для выполнения первой операции офсетной печати, "SOI_1" и "SOI_2" - для выполнения последующей операции глубокой лицевой печати, "SuNu_1" - для выполнения последующей операции нумерации и "NP_1" - для выполнения операции покрытия (например, покрытия лаком листов с обеих сторон).
В контексте фиг.10А и 10В далее предполагается, что первая серия банкнот должна быть произведена исключительно на установках "SuSi_1", "SOI_1", "SuNu_1" и "NP_1" и что вторая серия банкнот должна быть произведена исключительно на установках "SuSi_2", "SOI_2", "SuNu_1" и "NP_1". Более конкретно, предполагается, что установки, "SuSi_1" и "SOI_1" сконфигурированы исключительно для производства первой серии, в то время как установки "SuSi_2" и "SOI_2" сконфигурированы исключительно для производства второй серии. Что касается операции нумерации, предполагается, что одна и та же установка, то есть установка "SuNu_1", используется для обеих серий, но что эта установка сконфигурирована специально для одного или для другого заказа (то есть маршрут для обеих серий включает прохождение партий через одну и ту же машину, но в различные временные точки, то есть согласно различным хронологическим маршрутам). Что касается операции покрытия, предполагается, что одна и та же установка, то есть установка "NP_1", используется для изготовления обеих серий, при этом не имеется никакого различия в требуемой конфигурации (то есть установка "NP_1" сконфигурирована одинаковым образом для каждой серии). Очевидно, что обработка двух серий одного заказа "20_Aureus_2007" требует различных физических маршрутов, а также различных хронологических маршрутов через технологические установки.
Чтобы справиться с этой ситуацией, для каждой серии определены различные технологические процессы. Более конкретно, два технологических процесса, определяемых идентификаторами "20_Aureus_Series_1" и "20_Aureus_Series_2" и являющихся производными от базового технологического процесса "20_Aureus" (то есть производные технологические процессы), заданы так, как показано на фиг.10А и 10В.
Кроме того, как схематично показано на фиг.10В, затем определяют соответствующее производственное задание (или просто "задание"), чтобы работать с обеими сериями по отдельности. Согласно предпочтительному варианту осуществления настоящего изобретения процесс определения задания иллюстрируется последовательностью операций на фиг.10С и включает (i) выбор существующего заказа в пределах списка ранее определенных заказов, (ii) создание новой записи для задания и (iii) выбор соответствующего технологического процесса, ассоциированного с этим заданием. Эти задания определяются на фиг.10В идентификаторами "20_Aureus_2007_Job_1" и "20_Aureus_2007_Job_2". Эти задания могут рассматриваться как группировка партий в две отдельные группы партий. Каждое такое задание предпочтительно ассоциировано с соответствующим из вышеуказанных производных технологических процессов, как показано на фиг.10В, то есть задание "20_Aureus_2007_Job_1" связано с технологическим процессом "20_Aureus_Series_1", в то время как задание "20_Aureus_2007_Job_2" связано с технологическим процессом "20_Aureus_Series_2".
Вышеописанные дополнительные концепции "производных технологических процессов" и "заданий" облегчают управление процессом производства, в частности назначение станций, необходимых для выполнения соответствующих операций технологического процесса (предпоследняя операция на фиг.6А), и обеспечивают отсутствие путаницы между партиями в этих двух сериях - такая путаница предотвращается благодаря процедуре принятия партии, раскрытой выше. Действительно, в этом примере установкам "SuSi_1" и "SOI_1" назначено исключительно выполнение обработки партий первой серии, поскольку установкам назначен не заказ в целом, а специфическое задание "20_Aureus_2007_Job_1" и ассоциированный с ним производный технологический процесс "20_Aureus_Series_1". Аналогично установкам "SuSi_2" и "SOI_2" назначена исключительно обработка партий второй серии путем назначения установкам специфического задания "20_Aureus_2007_Job_2" и ассоциированного с ним производного технологического процесса "20_Aureus_Series_2". Таким же образом, установке "SuNu_1" в системе назначено выполнять или специфическое задание "20_Aureus_2007_Job_1" и ассоциированный с ним производный технологический процесс "20_Aureus_Series_1", или специфическое задание "20_Aureus_2007_Job_2" и ассоциированный с ним производный технологический процесс "20_Aureus_Series_2" в зависимости от фактической конфигурации. С другой стороны, установке "NP_1" можно назначить выполнение любого из определенных заданий. Поэтому во время ее назначения установке "NP_1" можно назначить выполнение обработки любой партии, относящейся к заказу "20_Aureus_2007".
Другими словами, концепция "технологических процессов" (включая базовые и производные технологические процессы) обеспечивает надлежащее определение физического маршрута для партий через заданные установки, в то время как концепция "заданий" (которая глубоко связана с понятием "технологических процессов") обеспечивает надлежащее определение хронологического маршрута партий через эти же установки. В контексте вышеописанного примера очевидно, что партии, принадлежащие заказу "20_Aureus_2007", станут частью одного или другого из заданий "20_Aureus_2007_Job_1" и "20_Aureus_2007_Job_2" в зависимости от установки, на которую они попадут сначала, - в данном случае установки "SuSi_1" или "SuSi_2". В вышеописанном примере партии подвергаются четкой последовательности обработки и следуют по четкому маршруту, как только они попадают в первую технологическую установку в технологическом процессе, то есть установку "SuSi_1" или "SuSi_2". Возможны и другие ситуации. Предположим, например, что две серии одного и того же достоинства отличаются только нумерацией и что они обе имеют одни и те же рисунки офсетной и глубокой печати. В этом случае партии могли быть изготовлены на любой из установок "SuSi_1", "SuSi_2", "SOI_1" и "SOI_2", и этим установкам можно поручить выполнение обработки любой партии, относящейся к заказу "20_Aureus_2007". В этом случае явная маршрутизация потребовалась бы только во время операции нумерации, то есть когда партии проходят обработку на установке "SuNu_1". Назначение установки "SuNu_1" на выполнение одного или другого из заданий "20_Aureus_2007_Job_1", "20_Aureus_2007_Job_2" и ассоциированных с ними технологических процессов "20_Aureus_Series_1" и "20_Aureus_Series_2" соответственно вновь обеспечивает отсутствие путаницы между партиями для каждой серии.
Если бы партии нужно было обрабатывать вручную, без использования системы и способа согласно настоящему изобретению, оператору было бы очень трудно узнать, какая партия относится к какому заданию и где и когда она должна быть обработана. В таком случае риск обработки партии в неподходящей машине и/или в неподходящее время был бы очень велик. Это особенно справедливо в контексте вышеописанных примеров, где партии должны следовать по четким физическим и хронологическим маршрутам через технологические установки. Благодаря изобретению такой риск полностью устранен.
Выше концепция заданий была описана в контексте производственных партий согласно разным технологическим процессам. Однако задания можно также использовать для разделения заказа на более мелкие части. Это может быть в особенности полезно тогда, когда объем заказа велик и занимает много времени (например, несколько месяцев работы) и желательно разделить заказ на отдельные подзаказы меньшей продолжительности. В таком случае все задания могут относиться к одному и тому же общему базовому технологическому процессу. Поэтому в рамках настоящего изобретения очевидно, что задание можно в общем случае рассматривать как относящееся к любой желаемой группе партий, и его можно связать с базовым технологическим процессом или любым производным из него технологическим процессом.
В вышеописанных вариантах осуществления настоящего изобретения можно сделать различные изменения и/или усовершенствования без выхода за рамки изобретения, определенные в формуле изобретения. Например, понятие "технологическая установка" может охватывать любой вид установки, где может производиться обработка производственных партий. Такая концепция не только охватывает такие установки, как печатные или обрабатывающие прессы, описанные выше, но может также охватывать установки, в которых партии подвергаются ручной обработке. Такие ручные операции могут, например, состоять в хранении партии в хранилище или в ручном подсчете листов и необязательно включают использование какого-либо специфического обрабатывающего оборудования. Даже в таких ситуациях может быть удобно задать такие операции как часть конкретного технологического процесса производства.
Кроме того, может оказаться необходимым определить конкретную последовательность обработки партии на конкретных стадиях производства, чтобы партии были обработаны согласно четкой последовательности специфических производственных операций. Это в особенности справедливо для процессов нумерации и операций окончательной обработки, которые обычно выполняются в конце производства банкнот. Действительно, в такие моменты часто требуется производить банкноты согласно последовательной нумерации. Особенно эффективный способ достижения такой цели известен как "нумерация и окончательная обработка без сортировки" и раскрыт в заявке WO 2004/016433 А1, принадлежащей настоящему заявителю. Эти способы нумерации и окончательной обработки требуют определенной последовательности обработки партий в установках нумерации и окончательной обработки. Более конкретно, последовательность обработки партий в установке нумерации должна быть такой же, как для партий, обрабатываемых на установке окончательной обработки. Удобный способ достижения этой цели может состоять в объединении установок нумерации и окончательной обработки в одной установке или в адекватном управлении последовательностью обработки партий в этих установках.
Изобретение относится к области производства защищенных документов, например банкнот. Техническим результатом является обеспечение контроля качества изготовления защищенных документов. В системе и способе обеспечивают центральную серверную станцию (10), соединенную посредством сети передачи данных с множеством локальных компьютерных станций (25.1, 25.2, 26.1, 26.2). При этом одна локальная компьютерная станция (25.1, 25.2) функционально связана с каждой технологической установкой (20.1, 20.2). Формируют заказ на производство желаемого объема защищенных документов согласно технологическому процессу, подразделяемый на множество производственных партий (30, 30*, 30**), каждой из которых назначают машиночитаемый идентификатор (35) партии. Назначают установку среди доступных технологических установок (20.1, 20.2) и избирательную обработку каждой производственной партии (30, 30*, 30**) на технологических установках (20.1, 20.2). При этом каждую партию (30, 30*, 30**) подвергают процедуре принятия партии на основе ее машиночитаемого идентификатора (35) до того, как выдают разрешение на проведение обработки на выбранной технологической установке среди доступных технологических установок (20.1, 20.2). 2 н. и 17 з.п. ф-лы, 20 ил.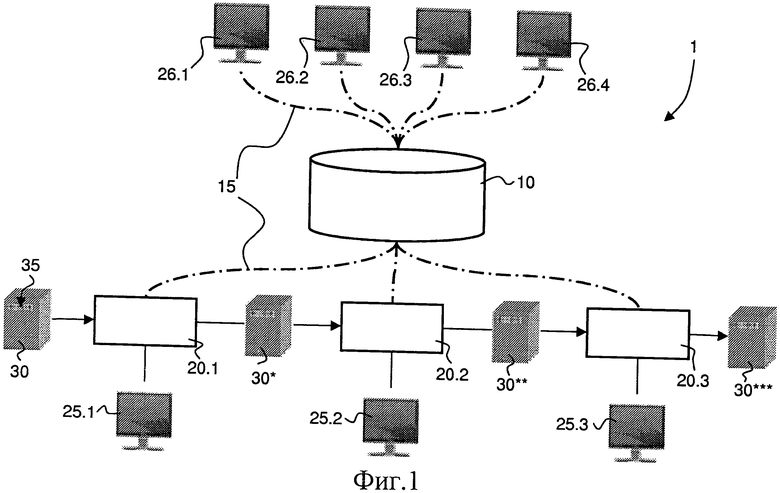
1. Способ контролируемого производства защищенных документов, в особенности банкнот, в котором защищенные документы подвергают множеству последовательных операций печати и обработки на множестве технологических установок, включающий:
обеспечение наличия компьютерной сети, включающей центральную серверную станцию, соединенную посредством сети передачи данных с множеством локальных компьютерных станций, при этом одна локальная компьютерная станция функционально связана с каждой технологической установкой,
формирование по меньшей мере одного производственного заказа, который включает производство желаемого объема защищенных документов согласно заданному технологическому процессу производства, причем указанный производственный заказ подразделяется на множество производственных партий, каждой из которых назначен машиночитаемый идентификатор партии;
назначение выбранных технологических установок среди доступных технологических установок для выполнения производственного заказа согласно технологическому процессу производства и
избирательную обработку каждой производственной партии на технологических установках в зависимости от определенного технологического процесса производства соответствующего производственного заказа, заданного для каждой производственной партии, при этом каждую производственную партию сначала подвергают процедуре принятия партии на основе машиночитаемого идентификатора партии, перед тем как выдают разрешение на проведение ее обработки на выбранной технологической установке среди доступных технологических установок.
2. Способ по п.1, в котором указанная избирательная обработка каждой производственной партии включает:
считывание машиночитаемого идентификатора производственной партии на той выбранной технологической установке, на которой предполагается обработать эту производственную партию;
проверку, является ли производственное состояние производственной партии таковым, что партия может быть обработана на указанной выбранной технологической установке и/или назначена ли выбранная технологическая установка для обработки этой производственной партии;
и
запрещение или разрешение обработки партии на указанной выбранной технологической установке в зависимости от результата указанной проверки.
3. Способ по п.1, в котором формирование указанного по меньшей мере одного производственного заказа включает:
задание желаемого объема защищенных документов, который необходимо произвести;
задание определенного технологического процесса производства, согласно которому будет обработан указанный производственный заказ;
разделение производственного заказа на указанное множество производственных партий и формирование машиночитаемых идентификаторов партии для каждой производственной партии.
4. Способ по п.3, в котором задание определенного технологического процесса производства включает задание множества последовательных операций технологического процесса, при этом выполнение каждой операции технологического процесса назначают по меньшей мере одной выбранной технологической установке среди доступных технологических установок.
5. Способ по п.4, в котором производственную партию разрешают обработать на выбранной одной из технологических установок, только если эта выбранная технологическая установка была ранее назначена для выполнения соответствующей операции технологического процесса для этой производственной партии.
6. Способ по любому из предыдущих пунктов, дополнительно включающий операцию формирования производственных заданий в рамках данного производственного заказа, причем эти производственные задания включают отдельные группы производственных партий, которые должны быть обработаны согласно соответствующему технологическому процессу производства, заданному для указанного производственного заказа.
7. Способ по п.6, дополнительно включающий операцию задания по меньшей мере одного производного технологического процесса производства на основе базового технологического процесса производства, при этом формируемое отдельное производственное задание связывают с каждым производным технологическим процессом производства.
8. Способ по любому из пп.1-5, в котором указанные производственные партии по меньшей мере временно хранят по меньшей мере в одном хранилище или сейфе, при этом предоставляют дополнительную локальную компьютерную станцию, назначенную указанному хранилищу или сейфу, для записи информации о том, когда производственная партия помещена в указанное хранилище или сейф и/или извлечена из указанного хранилища или сейфа.
9. Способ по п.8, в котором еще не обработанные производственные партии, состоящие из чистой бумаги, хранят по меньшей мере в одном хранилище или сейфе для чистой бумаги, а частично обработанные производственные партии хранят по меньшей мере в одном дополнительном хранилище или сейфе.
10. Способ по любому из пп.1-5, в котором указанные производственные партии обрабатывают согласно правилу эстафетной передачи ответственности, в результате чего ответственность, связанная с данной производственной партией, передают вместе с указанной производственной партией.
11. Способ по любому из пп.1-5, в котором указанные защищенные документы печатают на листах, при этом каждый лист содержит множество защищенных документов, а каждая производственная партия включает множество указанных листов.
12. Способ по п.11, в котором каждую производственную партию задают в начале производственного процесса как партию, содержащую заранее заданное количество листов, которое предпочтительно лежит в диапазоне от 7500 до 10000 листов.
13. Способ по п.11, в котором в результате каждой производственной операции каждую производственную партию разделяют на хорошие листы и непригодные листы, и обработка производственной партии в дальнейшем охватывает только хорошие листы.
14. Способ по п.13, в котором после обработки производственной партии информацию о количестве хороших листов и непригодных листов передают в указанную центральную серверную станцию.
15. Способ по любому из пп.1-5, в котором вычисляют в реальном времени статус каждой производственной партии на основе истории обработки этой производственной партии.
16. Способ по любому из пп.1-5, в котором данные об обработке партии сохраняют локально в каждой технологической установке, если связь с центральной серверной станцией отсутствует, и передают в центральную серверную станцию, когда с указанной центральной серверной станцией установлена связь.
17. Способ по любому из пп.1-5, в котором указанный машиночитаемый идентификатор партии представляет собой штриховой код или метку радиочастотной идентификации (RFID).
18. Система для осуществления способа по любому из предыдущих пунктов, включающая множество технологических установок и компьютерную сеть, включающую центральную серверную станцию, связанную через сеть передачи данных с множеством локальных компьютерных станций, при этом одна локальная компьютерная станция функционально связана с каждой технологической установкой, и каждая локальная компьютерная станция имеет средства для считывания указанных машиночитаемых идентификаторов партии.
19. Система по п.18, в которой указанная компьютерная сеть использует технологию просмотра веб-страниц для получения доступа к функциональным возможностям системы в указанных локальных компьютерных станциях.
| УСТРОЙСТВО И СПОСОБ ОБРАБОТКИ ЛИСТОВОГО МАТЕРИАЛА, В ЧАСТНОСТИ БАНКНОТ | 1996 |
|
RU2168210C2 |
| Способ и аппарат для получения гидразобензола или его гомологов | 1922 |
|
SU1998A1 |
| US 6522939 B1, 18.02.2003 | |||
| US 5432702 A, 11.07.1995 | |||
| Линия для производства порошковой проволоки в металлической оболочке | 1991 |
|
SU1790473A3 |

