Изобретение относится к способу изготовления черепицы в соответствии с ограничительной частью п. 1 и к устройству для изготовления черепицы в соответствии с ограничительной частью п. 16 формулы изобретения.
В случае наклонной крыши большая часть ее поверхности кроется рядовой черепицей. Однако для покрытия особых участков крыши и для выполнения определенных технических функций рядовая черепица укладывается в комбинации с вспомогательной черепицей. Вспомогательной черепицей является, например, укладываемая в коньковой и хребтовой зонах коньковая и хребтовая начальная черепица и вальмовая черепица. Напротив, к вспомогательной черепице с технической функцией относятся снегозадерживающая, вентиляционная и опорная черепица. Поскольку вспомогательная черепица имеет по сравнению с рядовой черепицей заметно более сложную геометрическую форму, изготовление рядовой и вспомогательной черепицы весьма различается.
Изготовление рядовой черепицы осуществляется способом штранг-прессования, описанным в DE 3522846 А1. При этом свежий бетон укладывается на бесконечную ленту нижних форм и посредством профилированного валика запрессовывается в них, в результате чего возникает непрерывная лента уплотненного свежего бетона, профиль сечения которой соответствует профилю сечения последующей рядовой черепицы. Затем непрерывная лента разрезается, так что каждая нижняя форма несет одну отдельную заготовку рядовой черепицы. Способ штранг-прессования обеспечивает, правда, эффективное изготовление рядовой черепицы, однако можно получать лишь простые геометрические формы, поскольку придание формы посредством валика и нижней формы не позволяет снабдить заготовку рядовой черепицы проходящими поперек направления экструзии контурами. Однако такие контуры требуются у многих вспомогательных черепиц.
Альтернативным способом, обеспечивающим большую свободу форм, является раскрытый в ЕР 1106281 В1 пескострельный способ, при котором затвердевающий с задержкой формовочный материал посредством сжатого воздуха выстреливается в стержневой ящик, а затем извлекается из него. Для выстреливания формовочного материала стержневой ящик позиционируется, по существу, в вертикальной плоскости по отношению к продольному направлению формуемого тела, а для извлечения формованного тела поворачивается, по существу, в горизонтальную плоскость. В случае описанного в ЕР 1106281 В1 формовочного материала речь идет о свежем бетоне, благодаря чему изобретение может применяться для изготовления черепицы.
На практике вспомогательная черепица изготавливается вручную, что отнимает много времени и является дорогостоящим делом. Коньковая и хребтовая начальная черепица изготавливается с помощью составного формовочного ящика, причем нижняя половина формовочного ящика формует нижнюю сторону, а верхняя половина - верхнюю сторону коньковой и хребтовой начальной черепицы. После ручной укладки свежего бетона в нижнюю половину накладывается и прижимается верхняя половина формовочного ящика. Уплотнение свежего бетона осуществляется затем за счет того, что формовочный ящик ставится на вибростол. При этом уплотнение свежего бетона происходит в зависимости от времени пребывания на вибростоле по-разному, так что коньковая и хребтовая начальная черепица варьируется по своей стойкости к циклическому замерзанию и оттаиванию.
Способы изготовления снегозадерживающей, вентиляционной и опорной черепицы очень схожи. При изготовлении снегозадерживающей черепицы сначала из свежего бетона формуется служащее в качестве снежного барьера ребро, которое затем нижней частью приклеивается к верхней стороне рядовой черепицы. Опорная черепица изготавливается за счет того, что предварительно изготавливается несущая ступеньку консоль, которая приклеивается к черепице. Для изготовления вентиляционной черепицы в рядовой черепице посередине вырезается вентиляционное отверстие, которое затем закрывается отдельно изготовленным вентиляционным колпаком от проникновения дождя. Для этого вентиляционный колпак приклеивается к верхней стороне рядовой черепицы. Клеевое соединение представляет собой у такой вспомогательной черепицы механически слабое место, склонное к трещинообразованию. Из-за проникновения влаги может произойти морозобойное растрескивание и дальнейшее ослабление клеевого соединения. При воздействии внешнего усилия, например при хождении кровельщика по крыше, существует опасность отделения приклеенной присоединяемой детали (снежный барьер, консоль, вентиляционный колпак) от рядовой черепицы. Поскольку рядовая черепица и присоединяемые детали изготавливаются отдельно, нанесение на них краски также происходит независимо друг от друга. Поэтому рядовая черепица и присоединяемые детали по цвету не обеспечивают единый внешний вид. Даже при дополнительном нанесении краски готовой вспомогательной черепицы не обеспечивается безупречный эстетичный внешний вид.
Задачей изобретения является создание способа и установки, которые обеспечивали бы рентабельное изготовление вспомогательной черепицы и в то же время повышение качества изготовленной вспомогательной черепицы.
Лежащая в основе изобретения задача решается посредством признаков п.п.1 и 16 формулы соответственно.
Изобретение относится, таким образом, к способу изготовления черепицы посредством выстреливающего устройства. При этом изготавливается стержневой ящик, имеющий внутри формодержатель. Через входное отверстие стержневого ящика в него выстреливается свежий бетон. Вентиляция стержневого ящика происходит посредством, по меньшей мере, одного, расположенного на формодержателе ситового сопла. Образовавшаяся в стержневом ящике черепица извлекается из него и подается к режущему устройству, в котором отделяется выступающий грат черепицы.
Согласно изобретению, за счет импульса сжатого воздуха высокой кинетической энергии свежий бетон выстреливается в формовочный ящик выстреливающего устройства для изготовления вспомогательной черепицы, в результате чего достигается заметно более сильное уплотнение, чем при традиционном уплотнении свежего бетона на вибростоле. За счет более сильного уплотнения свежего бетона вспомогательная черепица имеет меньшую пористость и тем самым более высокую стойкость к циклическому замерзанию и оттаиванию (по DIN EN 490, с испытанием по DIN EN 491).
Поскольку принимающая свежий бетон полость формовочного ящика соответствует готовой вспомогательной черепице, возникает монолитная вспомогательная черепица. Отпадают отдельное изготовление и отнимающее много времени склеивание рядовой черепицы и присоединяемых деталей, и соответственно вспомогательная черепица больше не имеет ослабляющего клеевого соединения.
После процесса выстреливания формовочный ящик может быть извлечен из выстреливающего устройства и разобран. Вспомогательная черепица извлекается затем из формовочного ящика и сразу же подается к секции покрытия, так что происходит нанесение краски на еще сырой свежий бетон еще не затвердевшей вспомогательной черепицы, что называется мокрым покрытием. Это предотвращает изменения цвета, которые раньше были неизбежны из-за отдельного нанесения краски на рядовую черепицу и присоединяемые детали. Мокрое покрытие обеспечивает к тому же оптимальное сцепление краски, обычно полимерной дисперсионной краски, с поверхностью вспомогательной черепицы, так что достигаются улучшенная адгезия и стойкость покрытия. Единственного нанесения краски достаточно для придания вспомогательной черепице эстетического внешнего вида.
Различные варианты осуществления изобретения более подробно поясняются ниже с помощью чертежей, на которых изображают:
- фиг.1: схематично установку для изготовления вспомогательной черепицы;
- фиг.2: вид сбоку выстреливающего устройства со стержневым ящиком, находящегося внутри установки из фиг.1;
- фиг.3: вид спереди выстреливающего устройства из фиг.2 со стержневым ящиком по стрелке В;
- фиг.4: блок дополнительного уплотнения;
- фиг.5: выстреливающий блок в разобранном виде;
- фиг.6: два режущих инструмента, расположенных в посадочном устройстве из фиг.1;
- фиг.7: установка для нанесения краски установки из фиг. 1;
- фиг.8: вид сверху на распылительную камеру, расположенную в установке для нанесения краски из фиг.7;
- фиг.9: разрез С-С стержневого ящика из фиг.3 с частью выстреливающего устройства из фиг.3;
- фиг.10: стержневой ящик из фиг.9 в разобранном виде;
- фиг.11; другой вид стержневого ящика из фиг.10;
- фиг.12: вариант стержневого ящика из фиг.10 в разобранном виде;
- фиг.13: другой вид стержневого ящика из фиг.12;
- фиг.14: другой вариант стержневого ящика из фиг.10 в разобранном виде.
На фиг.1 схематично изображена установка 1 для изготовления вспомогательной черепицы. Способ изготовления вспомогательной черепицы поясняется ниже с помощью этой фиг.1. Установка 1 содержит четыре бункера 2-5, в которых хранятся компоненты для приготовления свежей бетонной смеси. Бункер 2 содержит пигменты и добавки, бункер 3 - песок с разными кривыми ситового анализа, бункер 4 - цемент, а бункер 5 - заполнители. Бункеры 2-5 посредством транспортных шнеков 6-9 соединены с взвешивающе-дозирующим устройством 10, так что компоненты из бункеров 2-5 могут подаваться к нему. Взвешивающе-дозирующее устройство 10 соединено также со снабженным запорным клапаном 11 водопроводом 12, по которому можно получать воду, необходимую для затворения свежей бетонной смеси. К взвешивающе-дозирующему устройству 10 относится вычислительный блок, в котором хранится рецептура свежей бетонной смеси и с помощью которого можно управлять транспортными шнеками 6-9 и запорным клапаном 11. Таким образом, взвешивающе-дозирующее устройство 10 может объединять отдельные компоненты в соответствии с рецептурой и подавать по подающему трубопроводу 13 в смеситель 14. При этом в смеситель 14 сначала подаются твердые компоненты, а с началом процесса смешивания происходит добавление жидких компонентов, т.е. воды и добавок. В смесителе 14 компоненты перемешиваются примерно 3 минуты.
Смесь имеет следующий состав:
- песок (тип 0/3, изготовитель: CWS) 45-75 мас.%, особенно предпочтительно 54,13 мас.%;
- песок (тип 0.5/2, изготовитель: CWS) 0-24 мас.%, особенно предпочтительно 11,4 мас.%;
- кварцевый песок (тип L 55, изготовитель: Quarzwerke) 0-30 мас.%, особенно предпочтительно 5,7 мас.%;
- цемент (тип СЕМ II 52,5, изготовитель: Holcim) 18-25 мас.%, особенно предпочтительно 20,89 мас.%;
- добавка (тип FK 61, изготовитель: MC Bauchemie) 0,2-1,4 мас.%, особенно предпочтительно 0,47 мас.%;
- добавка (тип BWA 22, изготовитель: MC Bauchemie) 0,2-0,8 мас.%, особенно предпочтительно 0,28 мас.%;
- краска (цвет «гранит», изготовитель: Lanxess) 0,3-1,0 мас.%, особенно предпочтительно 0,5 мас.%.
Срок рабочей жизнеспособности свежей бетонной смеси составляет около 20 минут, после чего ее технологические свойства ухудшаются, что может негативно сказаться на качестве изделия. Следовательно, сроком рабочей жизнеспособности является время между замешиванием многокомпонентного вещества и окончанием его перерабатываемости, так сказать, период, в течение которого вещество еще можно «взять из горшка» и обработать. В большинстве случаев окончание срока рабочей жизнеспособности выражается в заметном возрастании вязкости, препятствующем дальнейшей обработке. Поэтому рекомендуется приготавливать каждый раз лишь небольшое количество свежего бетона примерно от 50 до 100 кг и быстро расходовать его. Приготовленный свежий бетон передается из смесителя 14 на ленточный питатель 15 и подается от него к выстреливающему устройству 16, которое более подробно описано с помощью фиг.2-5. В выстреливающем устройстве 16 виден вертикально стоящий стержневой ящик 17. Он состоит из первой части 19, так называемого верхнего полуящика 19, и второй части 20, так называемого нижнего полуящика 18. Детали стержневого ящика описаны ниже с помощью фиг.9-14.
Выстреливание свежего бетона в стержневой ящик 17 осуществляется посредством импульса сжатого воздуха. При этом свежий бетон преобразуется поступающим воздушным потоком в двухфазную смесь из сжатого воздуха и частиц бетона. Последние посредством воздушного потока через входное отверстие (не показано) подаются в стержневой ящик 17, где они за счет своей высокой кинетической энергии очень сильно уплотняются. Высокое уплотнение вызывает пористость или кажущаяся плотность вспомогательной черепицы 16-18% (с измерением по DIN 52102), что придает ей высокую стойкость к циклическому замерзанию и оттаиванию. Для выстреливания свежего бетона сжатый воздух должен иметь давление, по меньшей мере, 4·105 Па. Оптимальные результаты достигаются при давлении 6·105-10·105 Па. Это давление должно поддерживаться, по меньшей мере, 1 секунду, однако не более 5 секунд. Предпочтительно давление поддерживается 1-3 секунды.
После выстреливания заполненный стержневой ящик 17 посредством подъемного гидроцилиндра опускается в выстреливающем устройстве 16. Поскольку свежий бетон в зоне входного отверстия стержневого ящика 17 имеет меньшее уплотнение, находящийся во входном канале свежий бетон должен быть дополнительно уплотнен посредством блока дополнительного уплотнения. Он описан с помощью фиг.4 и 5. Робот 20 извлекает заполненный стержневой ящик 17 из выстреливающего устройства 16 и, совершая первое поворотное движение по стрелке 21, передает его на секцию манипулирования 22. На ней осуществляются несколько этапов способа, описанных ниже.
Секция манипулирования 22 содержит первое приемное устройство 23, в которое робот 20 ставит заполненный стержневой ящик 17. После этого робот 20 пневматически разблокирует его верхнюю 19 и нижнюю 18 половины. На фиг.1 показан такой разблокированный стержневой ящик, состоящий из первых нижней 24 и верхней 25 половин. При этом первая нижняя половина 24 с закрытой вспомогательной черепицей 26 изображена в первом приемном устройстве 23. Первая верхняя половина 25 приподнята роботом 20 и помещена во второе приемное устройство 27. Здесь первая верхняя половина 25 опущена на вторую нижнюю половину (не показана), в который рабочий 28 уже вставил формодержатель. Робот 20 блокирует первую верхнюю половину 25 со второй нижней половиной, в результате чего возникает второй стержневой ящик 29, который подается роботом 20 за счет второго поворотного движения по стрелке 30 к выстреливающему устройству 16.
Прежде чем вспомогательную черепицу 26 можно будет извлечь из находящейся в первом приемном устройстве 23 первой нижней половины 24, грат на верхнем и нижнем краях вспомогательной черепицы 26 отделяется от нее посредством режущих устройств. Эти режущие устройства подробно описаны с помощью фиг.6. После отделения грата лежащая на формодержателе вспомогательная черепица 26 вручную извлекается из первой нижней половины 24 и кладется на транспортер 31, который подает ее к установке 32 для мокрого нанесения краски.
Для обеспечения высокой точности формования нижние и верхние половины после третьего процесса выстреливания очищаются. Продолжительность одного процесса выстреливания составляет, как правило, 45 секунд. Очистка осуществляется струей сжатого воздуха или водяного пара. Кроме того, наносится разделительное средство во избежание прилипания вспомогательной черепицы к стержневому ящику. В качестве разделительного средства можно использовать биомасло, а нанесенное количество должно составлять при этом около 1 г. Это нанесение может осуществляться вручную или машинным способом.
В установке 32 для нанесения краски уже находится вспомогательная черепица 33, транспортированная транспортером 31 в распылительную камеру 34 и позиционированная под подвижным сопловым устройством. Поскольку вспомогательная черепица при виде сверху лишь частично перекрывает формодержатель, его не перекрытые участки закрываются шаблоном, так что формодержатель не загрязняется краской (фиг.7 и 8). После размещения шаблона подвижное сопловое устройство огибает весь профиль вспомогательной черепицы, причем наносится полимерная дисперсионная краска. Расход краски составляет при этом, по меньшей мере, 15 г на каждую вспомогательную черепицу. Поскольку уплотненный свежий бетон вспомогательной черепицы еще влажный, между ее поверхностью и полимерной дисперсионной краской происходит особенно хорошее сцепление, в результате чего возникает прочное покрытие. По окончании процесса нанесения вспомогательная черепица 33 снова удаляется транспортером 31 из распылительной камеры 34, так что она может быть вручную помещена на тележку 35 сушильной камеры.
Как только тележка 35 будет полностью заполнена вспомогательной черепицей, она вдвигается в сушильную камеру 36, где вспомогательная черепица затвердевает в течение 6-10 часов при температуре 45-60°С. Для достижения полной гидратации в сушильную камеру 36 во время процесса затвердевания регулярно подается водяной пар, что обозначено стрелкой 37. Относительная влажность воздуха поддерживается за счет этого в диапазоне 65-90%. По окончании времени выдержки вспомогательная черепица обладает достаточно высокой прочностью, которая позволяет отделить ее от формодержателя.
Поскольку изготовленная таким образом вспомогательная черепица является монолитной и состоит только из одного материала, она везде имеет одинаковое качество поверхности. Затвердевшая вспомогательная черепица отделяется предпочтительно вручную от формодержателя так называемой паллеты. Это отделение вспомогательной черепицы от формодержателя называется распалубливанием. После отделения вспомогательной черепицы от формодержателя она направляется на другие секции обработки на фиг.1 (не показаны), например на секцию упаковывания.
На фиг.2 изображено выстреливающее устройство 16, состоящее из главной части 40 и подъемного цилиндра 41. Главная часть 40 и подъемный цилиндр 41 расположены на основании 54. Главная часть 40 состоит из станины 42, средней части 43 и цилиндра 44. Над цилиндром 44 расположен соединительный элемент 45, который служит дозирующим элементом и соединяет цилиндр 44 с воронкой 46. При этом соединительный элемент 45 соединен с цилиндром 44 посредством кольца 47, а с воронкой 46 - посредством фланца 48.
Далее на фиг.2 видно, что соединительный элемент 45 располагает включающим элементом 49. На нижнем конце цилиндра 44 расположен выстреливающий блок 50. Он состоит из выстреливающей головки 51 и выстреливающей плиты 52. Станина 42 расположена в цоколе 53, прочно соединенном с основанием 54. На станине 42 расположено зажимное устройство 55 для удержания стержневого ящика 56. Это зажимное устройство 55 состоит по существу из двух противоположных друг другу кронштейнов 58, которые одним концом соединены со станиной 42, а на другом конце снабжены расположенной в шарнире удерживающей колодкой. На фиг.2 виден только один кронштейн 58, который одним концом соединен со станиной 42, а на другом конце снабжен расположенной в шарнире 57 удерживающей колодкой 59. При этом стержневой ящик 56 удерживается между удерживающими колодками зажимного устройства 55. Обе удерживающие колодки посредством шарниров подвижно расположены на кронштейнах.
Стержневой ящик 56 расположен на опоре 60 подъемного цилиндра 41. Эта опора 60 находится на цилиндре 61, закрепленном в цоколе 62. Подъемный цилиндр 41 может перемещаться посредством гидравлического усилия по стрелкам 63, 64. Таким образом, можно либо подавать расположенный на опоре 60 стержневой ящик 56 в направлении выстреливающего блока 50, либо отводить стержневой ящик 56 от него. Средняя часть 43 и станина 42 посредством линий 65-67, например труб, соединены с приводимым посредством двигателя 68 насосным устройством 69. На насосном устройстве 69 видны два манометра 70, 71. Посредством насосного устройства 69 можно подавать к выстреливающему устройству 16 по линиям 65-67 сжатый воздух и снова отводить воздух из него. Как видно на фиг.2, линия 65 соединена со средней частью 43 посредством насадки 72. Линии 65-67 располагают впускными и выпускными клапанами (не показаны).
На фиг.3 при виде спереди по стрелке В изображено выстреливающее устройство 16 из фиг.2. Здесь также видны главная часть 40 и подъемный цилиндр 41, расположенные на основании 54. Главная часть 40 состоит из станины 42, средней части 43 и цилиндра 44. Видна воронка 46, соединенная посредством фланца 48 с соединительным элементом 45. Этот соединительный элемент 45 располагает включающим элементом 49, который может представлять собой, например, колесо или рычаг. На фиг.3 включающий элемент 49 выполнен в виде колеса. На нижнем конце цилиндра 44 расположен выстреливающий блок 50, состоящий из нижней 75, средней 76 и верхней 77 частей. При этом выстреливающая головка 51 соединена посредством верхней части 77 с цилиндром 44. На нижней части 75 находится выстреливающая плита 52. Она соединена с выстреливающей головкой 51 посредством соединительных элементов (не показаны). Также посредством соединительных элементов (не показаны) выстреливающая головка 51 размещена на цилиндре 44. Стержневой ящик 56, состоящий из верхней 78 и нижней 79 половин, удерживается зажимным устройством 55. Зажимное устройство 55 снабжено удерживающими колодками 59, 80, которые посредством шарниров 57, 81 подвижно расположены на кронштейнах 58, 82.
На фиг.3 также виден блок 83 дополнительного уплотнения, содержащий расположенную на станине 42 консоль 86, на которой расположен пневмоцилиндр 87. Он содержит подвижный по стрелкам 84, 85 поршневой шток 89, на свободном конце которого с возможностью вращения установлен прижимной ролик 90. Для дополнительного уплотнения поршневой шток 89 с установленным на нем прижимным роликом 90 движется по стрелке 84, т.е. в направлении стержневого ящика 56. Прижимной ролик 90 обкатывается при этом по торцевой стороне стержневого ящика 56, в результате чего свежий бетон уплотняется в зоне входного отверстия на фиг.3 (не показано).
На фиг.4 еще раз подробно изображен блок 83 дополнительного уплотнения из фиг. 3. На консоли 86 посредством держателей 88, 91 расположен пневмоцилиндр 87. На нем расположен поршневой шток 89, имеющий на свободном конце прорезь, в которой установлен прижимной ролик 90. Посредством соединительного элемента 97 расположенный в прорези поршневого штока 89 прижимной ролик 90 закреплен с возможностью вращения. Этот соединительный элемент 97 представляет собой, например, штифт. Прорезь на фиг. 4 не показана. Как видно на фиг.4, прижимной ролик 90 может быть выполнен валикообразным в виде щетки.
На фиг.5 в разобранном виде изображен выстреливающий блок 50. Он содержит посадочный элемент 119 для вставки 120 и два плитообразных элемента 121, 122. Посадочный элемент 119 и вставка 120 образуют выстреливающую головку 51, а оба плитообразных элемента 121, 122 образуют выстреливающую плиту 52. Посадочный элемент 119 содержит кольцеобразный первый фланец 123, который посредством крепежных элементов размещен на цилиндре 44 выстреливающего устройства 16 (фиг.3). Под кольцеобразным первым фланцем 123 расположена конусообразная средняя часть 76. К ней примыкает рамный фланец 128, в который вставлены несколько соединительных элементов 129-134.
На фиг.5 видна также вставка 120, которая своим верхним, расположенным на плитообразной части 144 участком 145 может быть помещена в отверстие 146 посадочного элемента 119. Вставка 120 содержит две соединяемые между собой части 147, 148. Они соединены между собой посредством соединительных элементов 149-152. В нижней плитообразной части 144 выполнены несколько отверстий 153-156. Вставка 120 изготовлена предпочтительно из твердого сплава.
Плитообразный элемент 121 имеет посередине отверстие 157. Оно окружено снабженным отверстиями 158-161 обрамлением 162. Это обрамление 162 отверстия 157 окружено рамой 163, также имеющей несколько отверстий 164-167. По сравнению с рамой 163 обрамление 162 выполнено более тонким, так что оно образует поверхность прилегания для плитообразной части 144 вставки 120, а рама 163 образует поверхность прилегания для посадочного элемента 119. Вставка 120 прилегает тогда к обрамлению 162 таким образом, что отверстия 153-156 расположены точно над отверстиями 158-161.
Плитообразный элемент 122 имеет на своем среднем возвышающемся участке 135 отверстие 136, через которое бетон может проникать из выстреливающего устройства 16 в стержневой ящик. Это отверстие 136 является тем самым отверстием выстреливающего блока 50. Элемент 122 имеет краевой участок 137 с несколькими соединительными элементами 138-143, которые могут входить в отверстия 158-161 плитообразного элемента 121 и расположенные над ними отверстия 153-156 вставки 120, в результате чего элементы 121, 122 и вставка 120 прочно соединены между собой.
За счет установки посадочного элемента 119 на плитообразный элемент 121 и ввода соединительных элементов 129-134 в отверстия 164-167 рамы 163 возникает выстреливающий блок 50. Следовательно, он может быть легко снят с цилиндра 44 выстреливающего устройства 16 и разобран. Поэтому обслуживание выстреливающего блока 50 упрощается.
На фиг.6 изображен фрагмент посадочного устройства 23 из фиг.1 секции 22 манипулирования, если смотреть по стрелке А. В этом посадочном устройстве 23 нижняя половина 24 стержневого ящика с расположенной на нем вспомогательной черепицей 26 прилегает к поверхности прилегания 170. Изображенная на фиг.6 вспомогательная черепица 26 представляет собой вентиляционную черепицу. Из-за разделительного шва между верхней и нижней половинами вспомогательная черепица 26 имеет грат. По меньшей мере, грат на верхнем 185 и нижнем 186 краях вспомогательной черепицы 26 должен быть отделен от нее.
Для этой цели сбоку посадочного устройства 23 расположены два режущих устройства 171, 172, содержащих режущий инструмент 184, 196 соответственно. Режущие инструменты 184, 196 выполнены по-разному, так что обрабатывающий верхний край 185 режущий инструмент 184 выполняет простой прямой рез, а обрабатывающий нижний край 186 режущий инструмент 196 во время прямого реза выполняет еще и уплотнение обрезной кромки.
Режущее устройство 171 содержит подвижные рельсы 175, которые могут двигаться посредством подъемного устройства 176 по стрелкам 173, 174. На рельсах 175 видно снабженное колесами шасси 177, которое может двигаться по стрелкам 178, 179. Шасси 177 содержит на фиг.6 четыре колеса, причем каждые два колеса противоположны друг другу, так что на фиг. 6 видны только колеса 180, 181. Шасси 177 соединено с приводным механизмом 182, посредством которого оно может двигаться по рельсам 175 по стрелкам 178, 179.
На одном конце шасси 177 расположена съемная вставка 183 для сменного режущего инструмента 184. С помощью этого режущего инструмента 184 удаляется грат на верхнем конце 185 вспомогательной черепицы 26. Для этого за счет движения шасси 177 по стрелке 179 режущий инструмент 184 располагается точно над местом, где от вспомогательной черепицы 26 должен быть удален грат. Затем рельсы 175 с расположенным на них шасси 177 опускаются по стрелке 174. При этом режущий инструмент 184 проникает в конец свежего бетона и отделяет его от собственно вспомогательной черепицы 26. За счет движения шасси 177 по стрелке 178 отделенный от вспомогательной черепицы 26 свежий бетон удаляется из стержневого ящика 24.
Режущее устройство 172 имеет конструкцию, аналогичную режущему устройству 171. В режущем устройстве 172 на рельсах 190 расположено подвижное по стрелкам 187, 188 шасси 189. Оно содержит колеса, из которых видны только колеса 191, 192, поскольку другие два колеса (не показаны) противоположны колесам 191, 192. Шасси 189 соединено с приводным механизмом 193, посредством которого оно может двигаться по стрелкам 187, 188.
На обращенном к посадочному устройству 23 (фиг.1) конце шасси 189 расположено подъемное устройство 194, на котором посредством вставки 195 закреплен съемный режущий инструмент 196. С помощью этого подъемного устройства 194 режущий инструмент 196 может двигаться по стрелкам 197, 198.
За счет движения шасси 189 по стрелке 188 отделенный свежий бетон удаляется от вспомогательной черепицы 26 и сдвигается от нижней половины 24 стержневого ящика. Предпочтительно режущие устройства 171, 172 функционируют синхронно. Когда свежий бетон удален от нижней половины 24, оба режущих устройства 171, 172 снова возвращаются в исходное положение, как это показано на фиг.6.
Хотя на фиг.6 показаны только два варианта режущих устройств, возможны и другие варианты. При этом важно, чтобы режущие инструменты 184, 196 режущих устройств 171, 172 могли двигаться в горизонтальном направлении, т.е. по стрелкам 178, 179 и 187, 188 соответственно, и в вертикальном направлении, т.е. по стрелкам 173, 174 и 197, 198 соответственно.
За счет того, что режущие инструменты 184, 196 в процессе резания также прижаты к вспомогательной черепице 26, прежде чем они удалят отделенный свежий бетон от нижней половины 24, режущие устройства 171, 172 служат также для ее дополнительного уплотнения.
На фиг.7 изображена установка 32 для нанесения краски, в которой вспомогательная черепица 33, здесь вентиляционная черепица, должна быть покрыта полимерной дисперсионной краской. Рядом с открытой сверху распылительной камерой 34 расположен робот 200, содержащий сопловое устройство 231. Посредством робота 200 сопловое устройство 231 может двигаться внутри распылительной камеры 34. Роботом 200 управляет вычислительный блок (не показан), в котором хранятся контуры различной вспомогательной черепицы. Таким образом, сопловое устройство 231 может направляться вдоль контура вспомогательной черепицы 33, в результате чего происходит оптимальное нанесение краски. Поскольку этот робот представляет собой имеющуюся в продаже модель (Fanuc S12 фирмы «Кей-Си Роботикс», Фэрфилд, Огайо, США), его подробное описание опущено. В отношении роботов следует сослаться также на A. Redford и E. Lo «Montageroboter», VCH-Verlag, 1992 г.
Вспомогательная черепица 33, лежащая на формодержателе 232, помещена в распылительную камеру 34 по транспортеру 31. Видны задняя 233 и две боковые 234, 235 стенки, а также дно 236 распылительной камеры 34. Транспортер 31 состоит из расположенного на колесах Т-образного шасси 237, причем на фиг.7 видны только колеса 238, 239. Они расположены на рельсах 240, 241, так что шасси 237 может вдвигаться в распылительную камеру 34 и выдвигаться из нее. Там, где рельсы 240, 241 заканчиваются, предусмотрен упор 260. Он может быть выполнен в виде блока. Кожух 242 с проемом 243 служит для шасси 237 в качестве направляющего элемента. К шасси 237 прилегает опора 244, на которой находится формодержатель 232 с расположенной на нем вспомогательной черепицей 33.
Параллельно обеим сторонам кожуха 237 расположены также стенки 245, 246. На верхних торцевых сторонах стенок 245, 246 расположены опоры для шарнирных рычагов 249, 250. Из опор на фиг. 7 видны только опоры 247, 248. На шарнирных рычагах 249, 250 расположены две крышки 251, 252, образующие сообща шаблон 253. Он служит для закрывания участка формодержателя 232, на котором не лежит вспомогательная черепица 33. Последняя, однако, не закрывается шаблоном 253. Крышки 251, 252 соединены перемычками 254, 255 с шарнирными рычагами 249, 250. Посредством привода (не показан) шарнирные рычаги 249, 250 с расположенными на них крышками 251, 252 могут двигаться по стрелкам 256, 257 и 258, 259 соответственно. При этом движение происходит синхронно, т.е. крышка 251 движется по стрелке 257, когда крышка 252 движется по стрелке 259, или крышка 251 движется по стрелке 256, когда крышка 252 движется по стрелке 258.
Если вспомогательная черепица 33 должна быть покрыта полимерной дисперсионной краской, то крышка 251 движется по стрелке 256, а крышка 252 - по стрелке 258. Как только шаблон 253 закроет не перекрытый вспомогательной черепицей 33 участок формодержателя 232, робот 200 может посредством соплового устройства 231 приступать к нанесению краски.
Состояние, в котором шаблон 253 закрывает не перекрытый вспомогательной черепицей 33 участок формодержателя 232, также показано на фиг. 7. Шаблон обозначен ссылочной позицией 253', а расположенные на перемычках 254', 255' крышки обозначены ссылочными позициями 251', 252'.
На фиг.8 изображен вид сверху на распылительную камеру 34 установки 32 для нанесения краски из фиг.7. Стенки 233-235 распылительной камеры 34 и робот 200 с сопловым устройством 231 для наглядности не показаны. Однако видно состояние, в котором шаблон 253' почти полностью закрывает не перекрытый вспомогательной черепицей 33 участок формодержателя 232. Однако предпочтительно этот участок полностью закрыт шаблоном 253'.
Виден транспортер 31 со снабженным проемом 243 кожухом 242. Также видны расположенные под кожухом 242 рельсы 240, 241. На конце этого образованного рельсами 240, 241 рельсового тракта расположен упор 260. Стенки 245, 246, по меньшей мере, частично перекрывающие кожух 242, содержат опоры 248, 261 и 247, 262 соответственно, в которых расположены шарнирные рычаги 249 и 250 соответственно.
На фиг.9 изображен разрез С-С стержневого ящика 56, расположенного на фиг.3 на выстреливающем блоке 50. Из выстреливающего блока 50 виден, однако, только плитообразный элемент 122 с отверстием 136 (фиг.5). Остальной выстреливающий блок 50 для наглядности не показан.
Верхняя половина 78 стержневого ящика 56 имеет в направлении обращенной от нижней половины 79 стороны несколько распорок 270-272. С распорками 270-272 соединена стенка 273. Также нижняя половина 79 стержневого ящика 56 имеет несколько распорок 274-276, соединенных со стенкой 277. Кроме того, нижняя половина 79 имеет возвышение 278 и паз 279. К возвышению 278 нижней половины 79 прилегает формодержатель 280. Он имеет два ребра 280, 281, причем ребро 281 охватывает возвышение 278 нижней половины 78, а ребро 282 входит в паз 279. За счет этого формодержатель 280 прочно расположен на нижней половине 79. Между формодержателем 280 и углублением 283 верхней половины 78 виден входной канал 284, который в зоне ребра 281 формодержателя 280 и отверстия 136 выстреливающей плиты 52 имеет наибольшую протяженность. Эта протяженность называется замыкающей кромкой 285. Кроме того, на фиг.9 видна выфрезеровка 286, через которую может выходить воздух, когда бетон выстреливается во входной канал 284. Таким образом, во входном канале 284 и на замыкающей кромке 285 может скапливаться уплотненный бетон. Поскольку скопившийся в указанных местах бетон образует на вспомогательной черепице грат, он, как это описано с помощью фиг.6, удаляется посредством режущих устройств 171, 172.
В зоне выфрезеровки 286 находится ситовое сопло 287 как часть нижней половины 78 стержневого ящика. Это ситовое сопло 287 имеет несколько отверстий 288-291, через которые воздух может выходить из стержневого ящика 56, когда в него выстреливается бетон.
На фиг.9 ситовое сопло 287 имеет несколько отверстий 288-291, однако возможно, чтобы оно имело только одно отверстие. Однако такой вариант не показан.
При этом, по меньшей мере, одно отверстие ситового сопла 287 должно иметь такой диаметр, чтобы из стержневого ящика 56 мог выходить воздух, но не бетон. Понятно, что ситовое сопло 287 может быть расположено также на нижней половине 79 стержневого ящика или образовано как нижней половиной 79, так и верхней половиной 78 стержневого ящика.
Ситовые сопла могут быть расположены на конце входного канала или сбоку от него. Поскольку ситовые сопла вызывают на вспомогательной черепице следы от отсоса, они расположены в стержневом ящике по отношению к вспомогательной черепице в зонах, которые позднее в уложенном состоянии не видны. Выфрезеровки могут использоваться дополнительно к ситовым соплам. Сечение выфрезеровки меньше диаметра частиц бетона, так что они не могут выходить из стержневого ящика. Однако такие выфрезеровки на фиг.9 не показаны.
На фиг.10 в разобранном виде изображен стержневой ящик 56 из фиг. 9, однако с поворотом на 90º по часовой стрелке. Плитообразный элемент 122 не показан. Видны верхняя 78 и нижняя 79 половины стержневого ящика 56, а также формодержатель 280 с возвышением 292. На возвышении 292 расположены ситовые сопла, из которых на фиг.10 видны только два ситовых сопла 293, 294. Последние служат в качестве отверстий, из которых может выходить воздух, находящийся между нижней половиной 79 стержневого ящика и формодержателем 280, когда бетон выстреливается в стержневой ящик 56. Поскольку ситовые сопла 293, 294 имеют лишь небольшой диаметр, бетону почти невозможно проникнуть между нижней половиной 79 стержневого ящика и формодержателем 280. Через эти расположенные на формодержателе 280 ситовые сопла 293, 294 может выходить находящийся под вспомогательной черепицей 295 воздух.
Вспомогательная черепица 295 на фиг.10 представляет собой хребтовую начальную черепицу. Хорошо видно, что ее форма аналогична или соответствует форме возвышения 292 формодержателя 280. Кроме того, видны стенки 273, 296-298. Они соединены между собой посредством устройства 299, состоящего из нескольких распорок 300-304. Хотя возможно и другое устройство 299, оно всегда должно быть выполнено таким образом, чтобы оно могло выдерживать высокие давления и температуры, возникающие тогда, когда бетон за счет выстреливания попадает во входной канал 284 стержневого ящика 56. Сам входной канал 284 на фиг.10 не показан.
Нижняя половина 79 стержневого ящика 56 содержит нижнюю часть 305, на которой расположена верхняя часть 306. На этой верхней части 306 выполнено возвышение 278, имеющее паз 279. Возвышение 278 выполнено такой формы, что на него с точной посадкой может опираться формодержатель 280. Кроме того, нижняя часть 305 нижней половины 79 имеет несколько отверстий 307-311, в которые могут быть вставлены соединительные элементы верхней половины 78, причем видны только соединительные элементы 312-314. В нижней части 305 выполнена также выфрезеровка 286. Посредством нее при выстреливании свежего бетона через ситовое сопло 287 из стержневого ящика 56 может выходить воздух. При этом ситовое сопло 287 может быть расположено также на стенке 297 или 273. Также можно предусмотреть несколько ситовых сопел.
На фиг.11 изображен другой вид стержневого ящика 56 из фиг. 10, а именно под углом снизу. Также видны образующие его верхняя 78 и нижняя 79 половины, а также формодержатель 280. Нижняя половина 79 содержит устройство 315, аналогичное по конструкции устройству 299 верхней половины 78. Также и в этом случае стенки 316-319 соединены между собой распорками 320-322. Как и устройство 299, устройство 315 служит для того, чтобы стержневой ящик 56 выдерживал возникающие при выстреливании бетона температуры и давления. Посредством двух ребер 281, 282 формодержатель 280 с точной посадкой размещается на возвышении 278 (не показано). Видны также два ситовых сопла 323, 324 и соединительные элементы 312-314, 325, 326, которые служат для прочного соединения верхней 78 и нижней 79 половин стержневого ящика. Далее видна вспомогательная черепица 295, возникающая при проникновении бетона во входной канал 284 стержневого ящика 56.
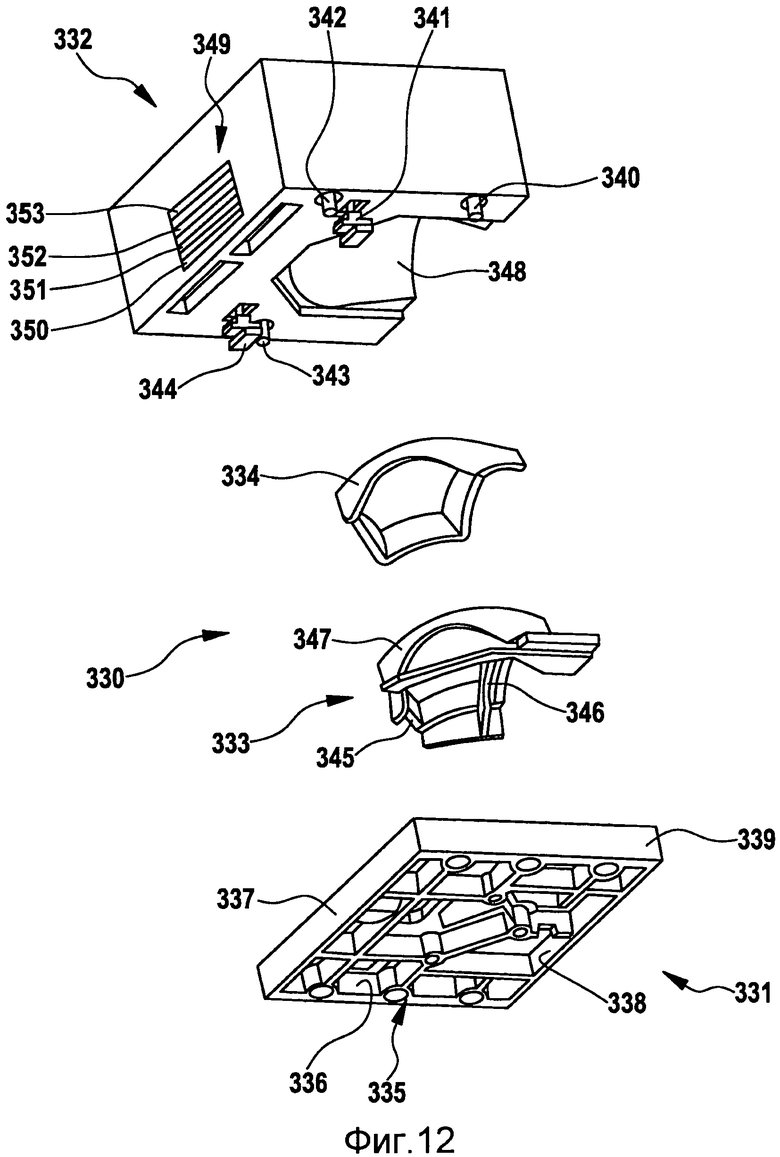
На фиг.12 в разобранном виде изображен вариант стержневого ящика 56 из фиг.11. Этот стержневой ящик 330 состоит из нижней 331 и верхней 332 половин, а также формодержателя 333. Изготовленной с помощью этого стержневого ящика 330 вспомогательной черепицей 334 является вальмовая черепица. Как и нижняя половина 79 стержневого ящика 56, нижняя половина 331 стержневого ящика 330 содержит устройство 335, расположенное между стенками 336-339 нижней половины 331. Также это устройство 335 служит для того, чтобы стержневой ящик 330 выдерживал высокие давления и температуры. Верхняя половина 332 содержит соединительные элементы 340-344, посредством которых она может быть прочно соединена с нижней половиной 331. Формодержатель 333 имеет в нижней части ребра, причем видны только ребра 345, 346. Далее видны верхняя часть 347 формодержателя 333 и выемка 348 верхней половины 332. Верхняя часть 347 может быть расположена при этом в выемке 348. Тогда верхняя часть 347 отстоит от выемки 348 таким образом, что и в этом случае образуется входной канал, так что при выстреливании бетона в стержневой ящик 330 получается вспомогательная черепица 334, форма и размер которой точно соответствуют расстоянию между верхней частью 347 и выемкой 348.
На верхней половине 332 расположено ситовое сопло 349 с отверстиями 350-353 (фиг.12). Они имеют при этом такой диаметр, что из стержневого ящика 330 может выходить воздух, но не бетон. Хотя отверстия 350-353 на фиг.12 выполнены в виде прорезей, они могут быть также другую форму. Так, например, возможно, чтобы ситовое сопло 349 имело круглые отверстия. Однако возможно также, чтобы диаметр отверстия был таким большим, что и бетон сможет выходить из него. В этом случае необходимо расположить в отверстии, например, сетку или решетку, чтобы бетон не мог выходить из стержневого ящика 330.
Как уже упомянуто в первом примере, можно расположить ситовое сопло 349 на нижней половине 331 стержневого ящика или на его верхней 332 и нижней 331 половинах.
На фиг.13 изображен другой вид стержневого ящика 330 по фиг.12. При этом он повернут в направлении нижней стороны верхней половины 332. Стержневой ящик 330 имеет несколько стенок 355-358, между которыми расположено устройство 354. Оно также состоит из нескольких соединенных между собой распорок 359-363, которые соединяют между собой стенки 355-358. Также устройство 354 служит для того, чтобы стержневой ящик 330 выдерживал высокие температуры и давления, которым он подвержен во время выстреливания бетона. Как и верхняя половина 78, также и верхняя половина 332 содержит несколько соединительных элементов, которыми верхняя 332 и нижняя 331 половины стержневого ящика могут быть соединены между собой. Однако на фиг.13 видны только соединительные элементы 340-342. Нижняя половина 331 имеет несколько мест соединений 364-369 для вставки соединительных элементов 340-342 верхней половины 332. Также видна выфрезеровка 370 в нижней половине 331. Кроме того, нижняя половина 331 имеет возвышение 371, в котором выполнены несколько пазов 372-375. В них могут быть вставлены ребра формодержателя 333, благодаря чему он прочно расположен на нижней половине 331 стержневого ящика.
Также на фиг.13 видно, что формодержатель 333, как и формодержатель 280, содержит ситовые сопла 376-378. Они также служат для выхода воздуха, который при выстреливании бетона в стрежневой ящик 330 находится между формодержателем 333 и возвышением 371 нижней половины 331 стержневого ящика.
На фиг.14 в разобранном виде изображен другой вариант стрежневого ящика 56 по фиг.10. Этот стержневой ящик 400 также состоит из нижней 401 и верхней 402 половин, а также формодержателя 403. Изображена также вспомогательная черепица 404. Изготовленная с помощью стержневого ящика 400 вспомогательная черепица 404 представляет собой вентиляционную черепицу.
Нижняя половина 401 стержневого ящика также содержит устройство 405 с несколькими распорками 406-409, расположенными между стенками 410-413.
Формодержатель 403 имеет на своей нижней стороне несколько ребер 414-417, которые могут входить в пазы расположенного на нижней половине 401 возвышения. Возвышение и пазы на фиг.14 не показаны. Также не показано сопловое сито, расположенное на нижней половине 401. Верхняя половина 402 имеет выемку 418, в которой после сборки стержневого ящика 400, по меньшей мере, частично расположен формодержатель 403. При этом между выемкой 418 и формодержателем 403 имеется входной канал, в который выстреливается бетон, в результате чего получается вспомогательная черепица 404.
Верхняя половина 402 содержит несколько соединительных элементов 419-423 и отверстия 424, 425, посредством которых верхняя 402 и нижняя 401 половины стержневого ящика могут быть прочно соединены между собой. Верхняя половина 402 содержит устройство с несколькими распорками (на фиг.14 не показано), аналогичное устройству 405 нижней половины 401.
Понятно, что изображенные на фиг.10-14 устройства 299, 315, 335, 354, 405 могут иметь также и другую форму. Также можно отказаться от такого устройства, если стержневой ящик состоит из такого материала или имеет такую форму, который/которая позволяет ему выдерживать возникающие при выстреливании бетона высокие давления и температуры.
Также пазы в возвышениях нижних половин могут быть выполнены иначе.
Таким образом, из фиг.10-14 видно, что, варьируя выполнение стержневых ящиков, т.е., в частности, форму возвышений 278, 371, расположенных на них формодержателей 280, 333, 403 и выемок в верхних половинах 78, 332, 402, можно изготавливать вспомогательную черепицу самой разной формы. Возможно даже изготовление украшений для крыш.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО И СПОСОБ ДЛЯ ИЗГОТОВЛЕНИЯ ВОДООТРАЖАТЕЛЯ НА ЕЩЕ НЕ ЗАТВЕРДЕВШЕЙ БЕТОННОЙ КРОВЕЛЬНОЙ ЧЕРЕПИЦЕ | 2006 |
|
RU2390411C2 |
| КРОВЕЛЬНАЯ ЧЕРЕПИЦА ПО МЕНЬШЕЙ МЕРЕ С ОДНИМ ВОДОТОКОМ, ОГРАНИЧЕННЫМ ВОЗВЫШЕНИЯМИ | 2006 |
|
RU2377374C1 |
| СПОСОБ И УСТАНОВКА ДЛЯ ИЗГОТОВЛЕНИЯ БЕТОННОГО ИЗДЕЛИЯ | 2010 |
|
RU2483870C1 |
| КРЕПЛЕНИЕ ДЛЯ РЕЛЬСА И СИСТЕМА ДЛЯ ЗАКРЕПЛЕНИЯ РЕЛЬСОВ | 2005 |
|
RU2372435C2 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ СТЕРЖНЕЙ И/ИЛИ ФОРМ ДЛЯ ЛИТЕЙНОГО ПРОИЗВОДСТВА | 2003 |
|
RU2351426C2 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ЧЕРЕПИЦЫ, ПО МЕНЬШЕЙ МЕРЕ, С ОДНИМ ГИДРОИЗОЛЯЦИОННЫМ ЭЛЕМЕНТОМ | 2007 |
|
RU2393957C1 |
| ВЫБОРКА ДАННЫХ, СОХРАНЯЕМЫХ В ПАМЯТИ ХИРУРГИЧЕСКОГО ИНСТРУМЕНТА | 2009 |
|
RU2533842C2 |
| МОТОРИЗОВАННЫЙ ХИРУРГИЧЕСКИЙ ИНСТРУМЕНТ | 2009 |
|
RU2532300C2 |
| ХИРУРГИЧЕСКИЙ РЕЖУЩИЙ ИНСТРУМЕНТ С ПРИВОДОМ ОТ ЭЛЕКТРОДВИГАТЕЛЯ | 2009 |
|
RU2534520C2 |
| Способ изготовления пустотелых валков для переработки резины и пластических масс | 1990 |
|
SU1799311A3 |












Изобретение относится к области строительства, а именно к способам и устройствам для изготовления черепицы посредством выстреливающего устройства. Изобретение позволит обеспечить повышение качества черепицы. Способ изготовления черепицы посредством выстреливающего устройства и стержневого ящика, имеющего формодержатель, включает подачу бетона, содержащего, по крайней мере, цемент и воду, в смеситель, посредством сжатого воздуха бетон заполняют через входное отверстие стержневого ящика. Затем воздух из ящика удаляют посредством, по меньшей мере, одного, расположенного на формодержателе ситового сопла, и образовавшуюся в стержневом ящике черепицу извлекают из него и подают к режущему устройству, где отрезают ее выступающие части. Влажную черепицу после процесса отрезания выступающих частей снабжают внешним слоем. 2 н. и 13 з.п. ф-лы, 14 ил.
1. Способ изготовления черепицы посредством выстреливающего устройства и стержневого ящика, имеющего формодержатель, отличающийся тем, что включает в себя следующие этапы:
а) по меньшей мере, два компонента, из которых одним компонентом является вода, а другим - цемент, загружают в смеситель (14) и смешивают в свежий бетон;
б) свежий бетон посредством сжатого воздуха заполняют в стержневой ящик (17, 29, 56, 330, 400) через его входное отверстие;
в) воздух из стержневого ящика (17, 29, 56, 330, 400) удаляют посредством, по меньшей мере, одного, расположенного на формодержателе (233, 333, 403) ситового сопла (293, 294, 323, 324, 376, 377, 378);
г) образовавшуюся в стержневом ящике (17, 29, 56, 330, 400) черепицу извлекают из него и подают к режущему устройству (171, 172), где отрезают ее выступающие части,
д) влажную черепицу (26, 33, 295, 334, 404) после процесса отрезания выступающих частей снабжают внешним слоем.
2. Способ по п.1, отличающийся тем, что черепица (26, 33, 295, 334, 404) представляет собой вспомогательную черепицу.
3. Способ по п.1, отличающийся тем, что песок, воду, цемент, пигменты и добавки дозируют и подают в смеситель (14).
4. Способ по п.3, отличающийся тем, что в смеситель подают 45-75 мас.% песка (тип 0/3), 0-24 мас.% песка (тип 0,5/2), 0-30 мас.% кварцевого песка (тип L 55), 18-25 мас.% цемента (тип СЕМ II 52,5), 0,2-1,4 мас.% добавки (тип FK 61), 0,2-0,8 мас.% добавки (тип BWA 22) и 0,3-1,0 мас.% краски (цвет «гранит»).
5. Способ по п.4, отличающийся тем, что в смеситель подают 54,13 мас.% песка (тип 0/3), 11,4 мас.% песка (тип 0,5/2), 5,7 мас.% кварцевого песка (тип L 55), 20,89 мас.% цемента (тип СЕМ II 52,5), 0,47 мас.% добавки (тип FK 61), 0,38 мас.% добавки (тип BWA 22) и 0,5 мас.% краски (цвет «гранит»).
6. Способ по одному из пп.3-5, отличающийся тем, что в смеситель (14) подают сначала твердые вещества, а с запуском процесса смешивания - жидкие компоненты.
7. Способ по п.1, отличающийся тем, что давление сжатого воздуха составляет, по меньшей мере, 4·105 Па, предпочтительно 6·105-10·105 Па.
8. Способ по п.1, отличающийся тем, что сжатым воздухом воздействуют на стержневой ящик 1-5 с.
9. Способ по п.1, отличающийся тем, что перед сборкой стержневого ящика (17, 29, 56, 330, 400) на его нижнюю половину (18, 24, 331, 401) и верхнюю половину (19, 25, 332, 402), а также на формодержатель (233, 333, 403) наносят разделительное средство.
10. Способ по п.1, отличающийся тем, что воздух дополнительно удаляют через, по меньшей мере, одно ситовое сопло (287, 349), расположенное на стержневом ящике (17, 29, 56, 330, 400).
11. Способ по п.1, отличающийся тем, что черепицу (26, 33, 295, 334, 404) в процессе резания подвергают дополнительному уплотнению.
12. Способ по п.1, отличающийся тем, что влажную черепицу (26, 33, 295, 334, 404) покрывают слоем краски.
13. Способ по п.12, отличающийся тем, что черепицу (26, 33, 295, 334, 404) после покрытия краской подвергают отверждению в сушильной камере, по меньшей мере, при 40°С и влажности воздуха, по меньшей мере, 65%.
14. Способ по п.13, отличающийся тем, что черепицу (26, 33, 295, 334, 404) выдерживают в сушильной камере 6-10 ч.
15. Устройство для изготовления черепицы, причем оно содержит выстреливающее устройство и снабженный формодержателем стержневой ящик, отличающееся тем, что:
а) предусмотрен смеситель (14) для приготовления свежего бетона, причем этот свежий бетон содержит, по меньшей мере, компоненты: воду и цемент;
б) стержневой ящик (17, 29, 56, 330, 400) имеет входное отверстие;
в) предусмотрено режущее устройство (171, 172), выполненное с возможностью отрезания выступающих частей черепицы (26, 33, 295, 334, 404);
г) предусмотрена установка (32) для мокрого нанесения краски, в которой помещается влажная черепица (26, 33, 295, 334, 404) для нанесения на нее покрытия после отрезания ее выступающих частей.
| ЕР 1106281 А1, 13.06.2001 | |||
| УСТРОЙСТВО для литья полых КЕРАМИЧЕСКИХ ИЗДЕЛИЙ | 0 |
|
SU327062A1 |
| СПОСОБ ПРОИЗВОДСТВА ХЛЕБОБУЛОЧНОГО ИЗДЕЛИЯ | 2010 |
|
RU2425508C1 |
| СЫРЬЕВАЯ СТРОИТЕЛЬНАЯ СМЕСЬ | 1997 |
|
RU2127233C1 |
| DE 3203645 А1, 11.08.1983 | |||
| US 5047295 А, 10.09.1991. | |||

